
���±�ţ�1004-0609(2012)10-2882-08
þ��ԭ�����и��»�е��װ���������������������
�� �ᣬ�ĵº꣬Ҷ ��
(�����Ƽ���ѧ ��е����ѧԺ������ 100083)
ժ Ҫ��
���Ŀǰ����þ�Ȼ�ԭ�������˹�װ���ϵ���״���������������������Ϊ����ִ�л����Ļ�еװ���Ϸ�ʽ��ͨ��������Ƽ���ȷ��������Ľṹ���ߴ���˶�����������ANSYS����Ԫ���������������������Ťת���ܣ��Ա�֤������Ʋ����������������õĻ�е���ܡ��о�������ͨ����ҶƬ�����¶ȳ��ķ������֣�ҶƬ�ڹ���ʱ���ڵ������ڲ��ϵ�������Χ�ڣ���֤��ѡҶƬ���ʵĺ����ԣ�ͨ�����������Ӧ���������������ɶ�ҶƬ�������ھ���Ϊ�������ڣ�������������ɶ˵������ṹ����խ�ڿ�������ҶƬ���档���ñ��������л�е��װ���ϣ��ɽ�װ����ʱ����2 h����Ϊ15 min����������Ȼ�ԭ�����ʱ�䣬����ʵ���ƹ��Ӧ�ü�ֵ��
�ؼ��ʣ�
þ�Ȼ�ԭ������װ��������е��������������
��ͼ����ţ�TF822 ���� ���ױ�־�룺A
Development of screw structure without shaft for
high-temperature mechanized charging and
discharging in magnesium reduction process
REN Ling, XIA De-hong, YE Yan
(School of Mechanical Engineering, University of Science and Technology Beijing, Beijing 100083, China)
Abstract: In traditional thermal reduction process of magnesium, charging and discharging were carried out in manual operation. Based on this, the screw structure without shaft was proposed as the actuator inside the reduction jar. The corresponding structure sizes and motion parameters were determined by theoretical calculation. The bending and torsion stress were analyzed by the finite element analysis of ANSYS software, which can guarantee feasible parameters designed and good mechanical property of the structure. By analyzing the temperature distribution of blade section, the temperature changes of blade during the working time are in the range of material allowed, which proves that the blade material is available. The blades at free end and at inner periphery are weak by the stress analysis. Therefore, a diameter shrinkage structure at free end and blade with trapezoid cross section are presented. The results show that, by applying the screw structure without shaft, the time for charging and discharging is shortened from traditional 2 h to 15 min, which shows the designed structure with practical value is worth popularizing.
Key words: thermal reduction of magnesium; high-temperature charging and discharging; mechanization; screw structure without shaft
������Ŀ�������У��������ҵ���ר���ʽ�������Ŀ(FRF-AS-10-005B)
�ո����ڣ�2011-09-23�������ڣ�2012-04-05
ͨ�����ߣ��� �ᣬ��ʦ����ʿ���绰��010-62332730�����棺010-62332741��E-mail: renl@me.ustb.edu.cn
�ҹ�ԭþ�����־������һλ��ռ�����ܲ�����80%����[1]��Ŀǰ���ҹ�99%����þ�����ù��ȷ���������þ[2-3]���Ȼ�ԭ�����ǹ��ȷ���þ�ĺ��Ĺ����乤�����ڹ���һֱ�ǽ���þұ����ҵ���Խ�������⡣�Ȼ�ԭ������Ҫ������Ȼ�ԭ������ɣ���������Ȼ�ԭ��װ�����������ڡ����ڻ�ԭ���ڸ��¡������������ε�Ӱ�죬Ŀǰ��ԭ��װ���ϻ���ͨ�������˹���ʽ���乤������һ���ǽ��䱸�õ����������˹�ʹ�����ϲ����뻹ԭ���ڣ��ڸ����»�ԭ�ɽ���þ��ʣ��������˹�ʹ�ð������������װ�ϣ�������һ�������ڡ���ˣ�������Ի�е�����˹�����װ���ϣ������ɴ�����̻�ԭ����ʱ�䣬���ɸ�����þ���̵������������������Ͷ����ɣ���������Զ���ˮƽ��
Ŀǰ��ԭ���Ϊ���������������¶Ⱥܸߣ������ʹ���ڼ�ᷢ���ֲ����䡢����������ݺ��������Ρ�����ѧ������ΰ�ʽ����װ��[4]�������ܽṹ�����ƣ���Ӧ��ԭ�ޱ������ޣ��Ҳ�����װ���ϵĸ��¹�������[5-6]�����ڻ�ԭ������������һ�˷�յĽṹ�����������ǽ�����Ļ�е���ͷ�ʽ����ṹ��ͼ1��ʾ�����ַ�ʽ���нṹ��������㡢Ч�ʸߵ��ŵ㣬�ر���ͨ������������ͨ��ȴˮ�ķ�ʽ��������˸��¹���������[7]�����Dz�����Ӧ��ԭ�ı���Ҫ���ڲ�ʽ����װ��[8]����Ȼ�����IJ�ͷ����������Ӧ��ԭ�ޱ��Σ�������������װ�Ϲ��̲�������Ч�ʵ͡�
![]()
ͼ1 ����������ṹ
Fig. 1 Screw structure with shaft
�������ǶԻ�еװ���Ϸ�ʽ���˸��ֳ��ԣ���������Ȼû���ҵ�һ�ּ�����Ӧ���¹���������������Ӧ��ԭ�ޱ��εķ�ʽ������������⣬�����������һ�����������ṹΪ����ִ�л���(��ͼ2)�����ֽṹӵ���������͵������ŵ㣬ͬʱ�����������ᣬ��������������нϴ����ԣ�����Ӧ��ԭ�ı���Ҫ��ʹ��װ���ϵĻ�е����Ϊ���ܡ���һ��ͨ��������Ƽ���ͷ���ģ��ȷ������õ�װ���ϻ�����Ҫ�ṹ�ߴ���ղ�����
![]()
ͼ2 ����������ṹ
Fig. 2 Screw structure without shaft
1 װ����ִ�л��������
1.1 �����������������
��ԭ�Ĺ��ѡΪ�ܳ�3.5 m�����²����⾶(Do) 0.339 m���ھ�(Di)0.273 m����2.86 m�����²����⾶(Do)0.3 m���ھ�(Di)0.29 m����0.65 m���Ȼ�ԭ����¯��1 200 �����ҡ���¯������װ���ϵĽ��У�¯�»������½�������þ���ڵ���675 ��ʱ���ĩ������ɰ������ѣ����װ�����¶Ȳ�Ӧ̫�ͣ�һ��Ϊ900~ 1 200 �档
���赥����30 kg����������ƽ�����û�ԭ��Ӧ������191 kg��þ��160 kg��ƽ��װ������2.1 t/h��װ���ϻ��Ĺ�������Ϊ�����������������������������ת��������ȫ��֮��ת����װ�ϣ������ϵ��ﻹԭ�ף����������⡣���Ҫ��15 min���������װ���Ϲ��̣�������װ����ʱ��С��10 min��
1.2 ��Ҫ�ṹ�ߴ缰�˶�������ȷ��
Ϊ�����㵥��װ����ʱ���Ҫ����Ҫ��������һ����װ���������������װ������Q(t/h)�ɱ�ʾ Ϊ[9-10]
![]() (1)
(1)
ʽ�У�DΪ����ֱ����m��SΪ�ݾ࣬m��nΪ����ת�٣�r/min��![]() Ϊ�������ƶ��ٶȣ�m/s��fΪ�����������ϵ������vΪ���϶ѻ��ܶȣ�t/m3��cΪ��б����ϵ������ԭ����ʱȡΪ1������(�����ϡ�þ��)���������ϵ���Ͷѻ��ܶ����1���С�
Ϊ�������ƶ��ٶȣ�m/s��fΪ�����������ϵ������vΪ���϶ѻ��ܶȣ�t/m3��cΪ��б����ϵ������ԭ����ʱȡΪ1������(�����ϡ�þ��)���������ϵ���Ͷѻ��ܶ����1���С�
��ʽ(1)�п��Կ����������������������⾶���ݾࡢ����ת�ٺ��������ƶ��ٶȵȲ����йأ������Ҫ��һ��ȷ���������ľ�����ֵ��
��1 ��������þ�������Բ���
Table 1 Characteristic parameters of pellet and slag

1.2.1 ����ֱ�����ݾ�
����ֱ���ܻ�ԭ���ھ������ơ����ǻ�ԭ�ޱ��ε�Ӱ�죬����ֱ��ѡȡ��ֱ��D=0.2 m���ݾ�S=D/(47AK2.5)������K��AΪ��������ϵ�������1���С������ϺͲ�������ϵ����ͬ����������ݾ�Ҳ��ͬ�����������ݾ�������������������Ϊ�˱�֤�������������ݾ�ȡ��ֵS=160 mm��
1.2.2 �˶�����
��������˶�������������ת�ٺ���������ʱ���ƶ��ٶȡ������������ϵIJ�ͬ������������Ӧ�ֱ���㡣���ڳ��Ϲ��̣���������ǰ���ٶ�Ϊ![]() ����λʱ��Ľ�����QcΪ
����λʱ��Ľ�����QcΪ
![]() (2)
(2)
ʽ�У�jΪþ��ԭ���ڹ��ڵ����ϵ����ȡΪ0.7����ʱ�ij�����QdΪ
![]() (3)
(3)
Ϊ��֤������ǰ��������þ���������ѻ�����������������������ɳ�ַ��ӣ�����������ڳ��������õ���������ǰ���ٶȡ��������ϵ��������ת��֮��Ĺ�ϵʽ
![]() (4)
(4)
��Ա������ĸ��¹���������Ӧ������������ҶƬ�ڸ���¯���е�ʱ�䣬��������Ҫ���������������ϵ���������������ϵ���ֱ�Ϊ0.2��0.23��0.25ʱ���������ٶ���ת�ٵĹ�ϵ��ͼ3��ʾ����ͼ3�п�֪��ת��һ����Ҫ���������������ϵ�����ȻҪ�����������ٶ�![]() ������ֻ��ӳ�����ʱ�䣬����Ӧ�ۺϿ��ǡ�
������ֻ��ӳ�����ʱ�䣬����Ӧ�ۺϿ��ǡ�
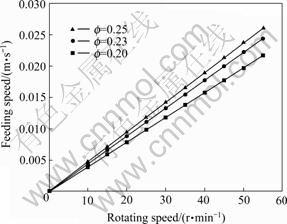
ͼ3 ��ͬ�������ϵ�������������ٶ�������ת�ٵ� ��ϵ
Fig. 3 Relationship between feeding speed and rotating speed under various filling coefficients for conveying
�ۺϿ��dz�����װ��ʱ����䣬��Ƴ���ʱ��3.5 min����Ϊ�ˣ���ˣ�������ǰ���ٶ�Ӧ����0.166 m/s������ͼ3������һ���������ת��Ϊ40 r/min��ȡ������ǰ���ٶ�0.017 m/s���ɵõ�ƽ���������ϵ��0.24������������ʱ��206 s��������2.8 t/h����������ʱ��Ӧ������������ʱ��Ļ����ϼ���þ������һ����ԭ����ʱ�䡣���������ٶ�ʱ�����������ٶ�0.107 m/s������һ����ԭ���ܳ�ʱ��33 s�����ܳ���ʱ��239 s���ܳ�����3.4 t/h��ʵ�������У���ԭ��ʹ��ǰ�ڱ��γ̶Ƚ�С����ȡ����40 r/min��ת�٣�����ǰ���ٶȲ���Ӷ���С���ϵ��������ҶƬ��þ���еĽӴ�����ʱ�䣻��ԭ��ʹ�ú��ڱ��γ̶ȼ���ɽ���ת�٣���Ӧ����ʱ���ܷ����Ľ���״����
����װ�Ϲ��̣�����Ϲ������ƣ��������ڻ�ԭ���е����ϵ��j=1(��װ��)�������������װ��������
![]() (5)
(5)
����ʱ����䣬װ�Ϲ�����ʱ6 min���ڣ����а�������һ������ʱ�䡣�����Ͻ�þ��ԭ������������ˣ�����ת�ٲ���̫�ߡ�װ�Ϲ��������������ϵ�����ɴ�0.3���������װ��ʱ������ת��30 r/min�������˳��ٶ�Ӧ�����ֵ�Դ�ȡ�����˳��ٶ�0.012 m/s��������ʱ��292 s��װ����2.3 t/h���������ٶ�ʱ�����������ٶ�0.08 m/s������һ���ܹ�ʱ��38 s�����ӿ�ʼװ�ϵ������忪ʼ�˳����38 s����װ��ʱ��330 s����װ����2.7 t/h��
��2 ��������Ҫ�ṹ�ߴ缰�˶�����
Table 2 Dimensions and motion parameters of screw structure

�������������������Ҫ�ṹ�ߴ缰�˶��������2���С�װ������ʱ��Ϊ569 s��ƽ��װ������Ϊ2.8 t/h���������Ҫ��
1.2.3 �����ھ��������᳤��ҶƬ���
������ֱ�����ݾ࣬������Ľṹ�ߴ绹���������ھ�d�������᳤L��ҶƬ��Ȧġ���3������������������������Ťת���ܻ��нϴ�Ӱ�죬�����һ������ANSYS����Ԫ�������о�Ӧ��������ȷ����3�������ĺ������ֵ���������ܳ�ȡΪ4 m�����������ѡ��310 s���ȸ֣�����ģ��200 GPa�����ɱ�0.3���ܶ�7 980 kg/m3����ANSYS�У�����ҶƬѡ�õ��Կǵ�Ԫshell63��������ѡ����άʵ�嵥Ԫsolid45������Ԫģ����ͼ4��ʾ�������С��Ϊ0.01 m������֤�����㾫��Ҫ�����������У������ɶ�ʩ��0.1 m���Ӷȱ��Σ�Ťת�����У��������ʩ��ʵ�ʹ���Ť��64 N��m��

ͼ4 ���������������Ԫģ��
Fig. 4 Finite element model for screw structure without shaft
���ڲ�ͬ�ھ��£�����������غ�Ť��ʱ���Ӧ���ı仯��ͼ5��ʾ��ͼ�д����᳤L=0.4 m��ҶƬ��Ȧ�=0.01 m�������ھ��ֱ�ȡΪ0.06��0.07��0.08��0.1 m����ͼ5�п�֪�����������ھ�������������������������Ӧ����С�������ŤתӦ���仯���������������ն������½���Ťת�նȱ仯�����ԡ�˵�������ھ�Խ����������Ťת����Խ�á��������������ھ�����������ҶƬ����Ч���������С���Ӷ�Ӱ��װ������������Ч�ʡ������ھ��������������ϵ���Ĺ�ϵ������ͼ6��ʾ��˵���������ϵ��Խ����Ҫ�������ھ�ԽС�����ڱ�������Ҫ���������ϵ������Ҫ����0.25����������ھ�ѡȡΪ0.08 m�����⾶��Ϊ0.4��
���ڲ�ͬ�Ĵ����᳤�����Ӧ���ı仯������ͼ7��ʾ��ͼ�������ھ�d =0.08 m��ҶƬ��Ȧ�=0.01 m�������᳤�ֱ�ȡΪ0.4��0.55��0.7��1.05 m����ͼ7���Կ��������Ŵ����᳤�����ӣ��������Ӧ�������������ŤתӦ���仯��С��
���ڴ����᳤L=0.4 m�������ھ�d=0.08 m��ҶƬ��ȷֱ�ȡΪ0.003��0.008��0.01��0.013 m�����Ӧ����ҶƬ��ȵı仯��ͼ8��ʾ����ͼ8��֪������ҶƬ��ȵ����ӣ��������Ӧ���������ŤתӦ����С��
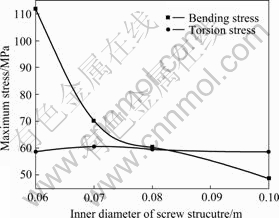
ͼ5 ���Ӧ���������ھ��ı仯(L=0.4 m����=0.01 m)
Fig. 5 Dependence of maximum stress on inner diameter of screw structure (L=0.4 m, ��=0.01 m)

ͼ6 �����ھ����������ϵ���Ĺ�ϵ(L=0.4 m����=0.01 m)
Fig. 6 Dependence of inner diameter on filling coefficient for conveying (L=0.4 m, ��=0.01 m)

ͼ7 ���Ӧ���洫���᳤�ı仯(d=0.08 m����=0.01 m)
Fig. 7 Dependence of maximum stress on shaft length (d =0.08 m, ��=0.01 m)
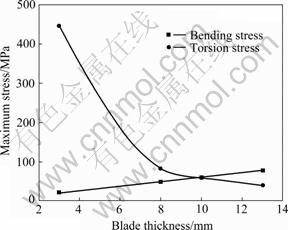
ͼ8 ���Ӧ����ҶƬ��ȵı仯����(L=0.4 m��d=0.08 m)
Fig. 8 Dependence of maximum stress on blade thickness (L=0.4 m, d=0.08 m)
����������������Ӧ���ڱ���һ��Ťת�նȵ�����£������նȾ�����С��Ȼ���������ھ�ȷ��������£��������Ťת�նȺ������ն��ܴ����᳤��ҶƬ��ȵ��ۺ�Ӱ�졣�Աȷ���ͼ7��ͼ8������ҶƬ��ȶ�Ӧ����Ӱ��ȴ����᳤�����ԡ��������᳤Ӧ����ȡ��С��ֵ�����ǵ�������������ҶƬ�������ȶ��ԣ������᳤ȡΪL=0.55 m����һ��������ŤתӦ��֮��Ϊ����ָ�꣬�õ�����ҶƬ��ȵı仯����ͼ9��ʾ����ҶƬ���Ϊ0.013 mʱ������ŤתӦ��֮��ȡ��Сֵ����ˣ�ҶƬ���ȡΪ0.013 m��
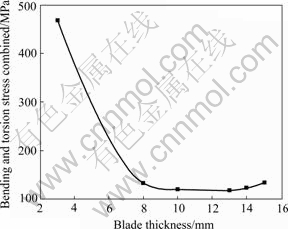
ͼ9 ����ŤתӦ��֮����ҶƬ��ȵı仯(L=0.5 m��d=0.08 m)
Fig. 9 Dependence of bending and torsion stress combined on blade thickness(L=0.5 m, d=0.08 m)
2 �������ģ�������ṹ�Ż�
2.1 ҶƬ�����¶ȳ�����
����������Ľṹ��������ˮ��ѭ��������б�Ҫ����ҶƬ�ڹ���ʱ���ڵ�����������ҶƬ����ͬ�ԣ�������ҶƬ�����������ı����ȡ�ҶƬ������Դ����ΪҶƬ��¯�ϡ�����֮��Ļ���ϵ���dz������Ҽ���ʱ�䲽�㹻С���Ա�֤ÿһ�������ڵ������ڸ�ʱ�䲽���ھ���Ϊ������
ҶƬ�������س��ȷ�������غ���ͬ���ҳ���Զ������߶ȺͿ��ȣ��ʽ������Ϊ��ά˲̬��������[11]���ؾ����и�������õ�����ҶƬ���棬��ͼ10��ʾ�����ɶ˵�����ҶƬ�ڰ���������һֱ��þ���Ӵ���Ϊ�Ӵ����ȣ��в�����ҶƬΪ�Ӵ���������任�Ƚ��棻���������ҪΪ�ڵķ��任�ȡ����⣬ҶƬ�����������ڰ�������ʱ����˶Լ���240 s�����ɶ�ҶƬ�����¶ȳ����з������ȷ�������ANSYS��������ά�������ڵ��������ĵ�Ԫshell57��
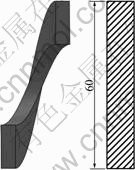
ͼ10 ����ҶƬ����
Fig. 10 Blade section of screw structure (mm)
�������ɶ�ҶƬʼ����þ���Ӵ�����Ϊ�������߽���������
![]() (6)
(6)
ʽ�У�TRΪþ���¶ȣ�K��hdΪ�Ӵ��ȴ���ϵ���������ı���״���ͽӴ�ѹ���Ĵ�С�йأ�W/(m2��K)[12-14]��ҶƬ��ʼ���ڵ���¶���Ϊ����25 �档
��ҶƬ��ȳ�����Ϊ0.01 m����ҶƬ����߽�������������ͼ11��ʾ����ͼ11�п��Կ�����ҶƬ�������240 s���¶ȴ�25 ������1 100 �����ҡ����ڸ��ȷ����Ǽ������ɶ�ҶƬʼ����þ���Ӵ�����ҶƬ�������������ݽӴ�ʱ�䲻ͬ����¶�Ҳ������ͬ����ˣ�Ҳ�ɽ�ͼ11������������ͬλ��ҶƬ���������¶����ߡ�����������ת�ٺ��ƶ��ٶȣ�����ø�λ��ҶƬ��þ���ĽӴ�ʱ�䣬����ͨ��ͼ11�ɵõ���������ʱ��λ��ҶƬ������¶ȡ���ͼ11�п��Կ������������ҶƬ������¶���850 �����£�ֻ�����ɶ˲�ҶƬ�¶Ƚϸߡ�����������ѡ����310 s���ȸ���߹����¶ȿɴ�1 150 �棬��˿����㹤��Ҫ��
��һ������ҶƬ��ȶ�ҶƬ����������Ӱ�졣��ͬҶƬ����£�����240 s��ҶƬ������¶ȷֲ���ͼ12��ʾ����ͼ12�ɿ���������ҶƬ�ϱ��������
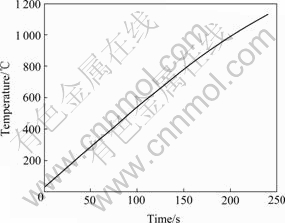
ͼ11 ҶƬ����߽����������
Fig. 11 Temperature increasing curve at boundary of blade section

ͼ12 ҶƬ�����¶ȷֲ�
Fig. 12 Temperature distributions of blade section: (a) ��= 0.01 m; (b) ��=0.015 m
���²��С������ҶƬ��ȣ��ή��ҶƬ���ĵ��¶ȣ���������ӻ����������նȵ����ӡ�����ҶƬ�����0.01 m����Ϊ0.015 m����ʹҶƬ���ĵ���¶Ƚ���10 �棬�������������Ӧ��������20 MPa�����ҶƬ���ֵ��ѡ��Ӧ�������徲Ӧ���ķ������Ϊ��Ҫ���ݣ�ȡΪ0.013 m���������ĸ��¹����������ͨ����߲��ϵ������������
2.2 ������Ӧ������
��ԭ�ޱ���ǰ�ڣ������幤��ʱֻ��Ť�أ�����ԭ���������������κ������彫�ܵ�������ŤתӦ���Ĺ�ͬӰ�졣��������������Ӷȷֱ�Ϊ0.01��0.03��0.05��0.1 mʱ����������Ӧ����ͼ13��ʾ����ͼ13�ɿ�����310 s���ȸ���1 000 ��ʱ������ǿ��ԼΪ110 MPa�������幤��ʱ�����Ӧ��ֵ��110 MPa�ڵ���������Ӷ�Ϊ0.08 m�������ɶ��Ӷȸ��ڴ�ֵʱ��ᷢ���������Ρ���������������������Ӧ����������ھ�������ͼ14��ʾΪһ�ֲ�ҶƬ��Ӧ���ֲ�����ͼ14�п��Կ������ھ���Ӧ�����⾶�����������ʵ��������Ӧ��ǿ�ھ����Ľṹǿ�ȡ�
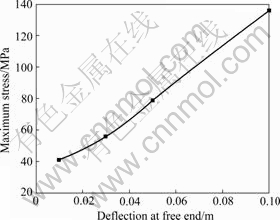
ͼ13 ���������Ӧ�������ɶ��Ӷȵı仯
Fig. 13 Dependence of maximum stress on deflection at free end

ͼ14 �ֲ�ҶƬ��Ӧ���ֲ�
Fig. 14 Stress distribution of local blade (Pa)
2.3 ������ṹ�Ż�
ͨ������������������֤������������ƵĽṹ����ѡ���ϻ������㻹ԭ����װ���ϵ�ʹ��Ҫ�����ɶ�ҶƬ�������ھ���Ϊ�������ڡ����ڴˣ����������������Ӧ�ĸĽ�������������ɶ�ҶƬ���ɽ����ɶ����������������ṹ����ͼ15(a)��ʾ���ɴ˿ɱ�֤���ɶ���ӵ��һ�����������Ļ����ϼ�ǿ���½ṹǿ�ȡ���������ھ���Ӧ���ϴ��⾶��Ӧ����С�����⣬�ɽ�����ҶƬ����������խ�ڿ������Σ���ͼ15(b)��ʾ���ɴ˿����ڱ�֤ҶƬ���������������£���ǿ�����ھ����Ľṹǿ�ȡ�

ͼ15 �Ľ��������ҶƬ
Fig. 15 Improved blade of screw structure: (a) Diameter shrinkage at free end of blade; (b) Blade with trapezoid cross section
3 ����
1) �������������������Ϊþ��ԭ���ڸ���װ���ϵ�ִ�л�����ȷ�����������ҶƬ���ʡ������⾶���ݾࡢ������ת�١���������������ٶȡ�װ����ʱ�估װ�������Ȳ�������ֵ��Ϊ��֤�����������õĻ�е���ܣ�ͨ��ANSYS����Ԫ���������������������Ťת���ܣ�ȷ���������ھ��������᳤��ҶƬ��ȵĺ����ߴ�ֵ��
2) ͨ����ҶƬ�����¶ȳ��ķ���������ҶƬ�ڹ���ʱ���ڵ������ڲ��ϵ�������Χ�ڣ���֤��ѡҶƬ���ʵĺ����ԡ�ͨ�����������Ӧ���������������ɶ�ҶƬ�������ھ���Ϊ�������ڣ����������������ɶ������ṹ����խ�ڿ�����ҶƬ����ĸĽ�������
3) ���ñ��������л�е��װ���ϣ��ɽ�2 h��װ����ʱ������Ϊ15 min������������Ȼ�ԭ�����ʱ�䣬��˾��к�ǿ���ƹ�Ӧ�ü�ֵ���Ҿ���Ч��������
4) ��ԭ����ʹ��ǰ�ڱ��ν�С��������ô�������ˮ��ѭ���Ĵ�ͳ������������Ϊ����ִ�л���������ԭ�ޱ�������һ���̶Ⱥ������Ϊ���������������Գ�ַ������������Ե��ŵ㣬�ҿ���������ҶƬ��ʹ��������
5) �����������ҶƬ����ճ��þ��������������䱸�����������������ֱ���а�����װ�ϣ�ͬʱ���ɼ�������ҶƬ�����Ƚ������������ƣ�ͣ��ӳ�ҶƬ��ʹ��������
REFERENCES
[1] ������, ������, �� ޱ, ������. ��չ�е��й�þҵ[J]. �й���ɫ����, 2006(8): 19-21.
MENG Shu-kun, WU Xiu-ming, HAN Wei, DONG Chun-min. Developing magnesium industry in China[J]. China Nonferrous Metals, 2006(8): 19-21.
[2] �ĵº�, �� ��, �� ��, �� ��, ������, ����ϲ. ������þ��ԭ¯�����ܷ�������ܴ�ʩ̽��[J]. ұ����Դ, 2005, 24(3): 32-35.
XIA De-hong, GUO Liang, ZHANG Gang, YU Tao, HUANG Yin-shan, JIANG Yun-xi. The thermal analysis on magnesium reducing furnace using Si-based reducing and some energy saving measures[J]. Energy for Metallurgical Industry, 2005, 24(3): 32-35.
[3] RAMAKRISHNAN S, KOLUN P. Global warming impact of the magnesium produced in China using the Pidgeon process[J]. Resources, Conservation and Recycling, 2004, 42(1): 49-64.
[4] �� ��. ����װ��: �й�, CN2864542[P]. 2007-01-31.
YAN Yan. Slagging-off machine: China, CN2864542[P]. 2007-01-31.
[5] ����ƽ, ��ѩ��, лˮ��, ���, �� ��. Ƥ������þ������ȱ�ݼ��Ľ�;��[J]. ұ����Դ, 2005, 24(5): 21-23.
LIU Jin-ping, YANG Xue-chun, XIE Shui-sheng, LI Hua-qing, XU He. The deficiency and improvement methods of Pidgeon process Mg-smelting[J]. Energy for Metallurgical Industry, 2005, 24(5): 21-23.
[6] �����, ������. þ��ҵ������Ӧ�õ���״��չ��[J]. ������ұ��ѧ��, 2003, 2(3): 189-192.
YU Xu-guang, QIU Zhu-xian. Present situation and prospect of magnesium production and applications[J]. Journal of Materials and Metallurgy, 2003, 2(3): 189-192.
[7] �ܸ���. ����þұ��¯�Ļ�е����װ��: �й�, CN2795778[P]. 2006-07-12.
ZHOU Fu-sheng. Mechanical slagging-off machine for magnesium furnace: China, CN2795778[P]. 2006-07-12.
[8] �����. ����þ�����û�: �й�, CN201224755[P]. 2009-04-22.
QIAO Yan-feng. Machine for magnesium production: China, CN201224755[P]. 2009-04-22.
[9] ���¿�, ������, Ƥ����. ������������ԭ�������[J]. �ϲ���ѧѧ��: ���ư�, 2000, 22(4): 29-33, 91.
HU Yong-ke, DAI Li-li, PI Ya-nan. Theories and calculation of the auger-type conveyer[J]. Journal of Nanchang University: Engineering & Technology, 2000, 22(4): 29-33, 91.
[10] �� ��, ���ҿ�, �� ��. ��ʽ��������ԭ��������������[J]. ���������е, 2010(5): 11-16.
SUN Jie, YIN Zhong-jun, CHEN Bing. An analysis of the principle of open-type spiral conveyance and related parameter design[J]. Hoisting and Conveying Machinery, 2010(5): 11-16.
[11] ���ҿ�, �� ��, �� ��, ������. ����ʽ���ͻ�ҶƬ�¶ȳ�������Ԫ�������[J]. ��ɽ��е, 2010, 38(13): 70-73.
YIN Zhong-jun, CHEN Bing, SUN Jie, ZHANG Lian-wan. FEA of temperature field of blade of screw conveyor[J]. Mining & Processing Equipment, 2010, 38(13): 70-73.
[12] ������, ������, ���嶫. ������������������˲̬�¶ȳ�������Ԫ����[J]. �����Ƽ���ѧѧ��, 1999, 21(1): 60-63.
BAO Zhong-nan, CHEN Xian-lin, ZHANG Qing-dong. Imitation of instantaneous temperature field of work roll in hot strip mill by finite element method[J]. Journal of University of Science and Technology Beijing, 1999, 21(1): 60-63.
[13] ţ ��, ������. 45�־�̬�Ӵ�ʱ�ȴ���ϵ����ʵ���о�[J]. ��е�������Զ�����2010(2): 114-115, 118.
NIU Tie, LIU Jian-sheng. Testing thermal conductivity of 45 steel under static contact[J]. Mechanical Engineering & Automation, 2010(2): 114-115, 118.
[14] BURTE P R, YONG-TEAK I M, ALTAN T, SEMIATIN S L. Measurement and analysis of heat transfer and friction during hot forging[J]. Journal of Engineering for Industry, 1990, 112(4): 332-339.
(�༭ ����)
ժ Ҫ�����Ŀǰ����þ�Ȼ�ԭ�������˹�װ���ϵ���״���������������������Ϊ����ִ�л����Ļ�еװ���Ϸ�ʽ��ͨ��������Ƽ���ȷ��������Ľṹ���ߴ���˶�����������ANSYS����Ԫ���������������������Ťת���ܣ��Ա�֤������Ʋ����������������õĻ�е���ܡ��о�������ͨ����ҶƬ�����¶ȳ��ķ������֣�ҶƬ�ڹ���ʱ���ڵ������ڲ��ϵ�������Χ�ڣ���֤��ѡҶƬ���ʵĺ����ԣ�ͨ�����������Ӧ���������������ɶ�ҶƬ�������ھ���Ϊ�������ڣ�������������ɶ˵������ṹ����խ�ڿ�������ҶƬ���档���ñ��������л�е��װ���ϣ��ɽ�װ����ʱ����2 h����Ϊ15 min����������Ȼ�ԭ�����ʱ�䣬����ʵ���ƹ��Ӧ�ü�ֵ��
