
���±�ţ�1004-0609(2012)05-1270-06
����Ħ���ӹ���̬�����Ͻ������֯
�����磬����ϼ������������ ������ ��
(���������Ƽ���ѧ ұ��ѧԺ������ 710055)
ժ Ҫ��
������ͨ�������Ʊ�����3%(��������)��������Ԫ�Ͻ��о��������������Ħ���ӹ�(Friction stir processing, FSP)�ԺϽ�����֯��Ӱ�졣�������������1~3��������FSP�����μӹ�����֯�����ȣ����żӹ����ε����ӣ���֯����ϸ���̶����Ͻ���̬��֯�ɦ�-Al�ʹִ���״Al3Fe����ɣ���3����FSP��������֯����ϸ����ԭʼ��̬��֯ת��ΪϸС������ٽᾧ�������ߴ�Ϊ2~5 ��m�����Ҳ��־����г��ֲ�����ִ��Al3Fe��״�౻����ɳ���С��1 ��m��ϸС��״����ɢ�ֲ��������徧��;����ڲ���ϸ����Al3Fe���ӳ����Ͼ��ṹ��
�ؼ��ʣ�
�����Ͻ���Al3Fe��������֯������Ħ���ӹ���
��ͼ����ţ�TG146.2���� ���ױ�־�룺A
Microstructure of friction stir processed as-cast Al-Fe alloy
WANG Kuai-she, LIN Zhao-xia, ZHOU Long-hai, KONG Liang, WANG Wen
(School of Metallurgical Engineering, Xi�� an University of Architecture and Technology, Xi�� an 710055, China)
Abstract: Al-3%Fe (mass fraction) binary alloy was prepared by fusion casting. The effect of reciprocating multi-pass friction stir processing (FSP) on the microstructure of the alloy was studied. The results show that the microstructure of each pass in stir zone is non-uniform after one to three passes reciprocating FSP. With the increase of processing passes, the degree of uniformity and refinement of the microstructure increases. The as-cast alloy is composed of the ��-Al and coarse needle Al3Fe phases. The microstructure in stir zone is significantly refined after three passes FSP. The as-cast microstructure in the stir zone is changed into fine equiaxed recrystallized grains with the size of 2-5 ��m, and stacking fault appears in some grains. Coarse needle Al3Fe phases are broken into granular phases with the length of less than 1 ��m, and disperse in Al matrix grain boundary and grain interior. Refined Al3Fe particles present twin structure.
Key words: Al-Fe alloy; Al3Fe phase; microstructure; friction stir processing (FSP)
�����Ͻ�����и�Ӳ�ȡ���ģ�������ȺͿ���ʴ������������ܣ��������ͺ��캽��������й㷺��Ӧ��ǰ��������ͨ���������Ͻ��У��������еĹ��ܶȺܵͣ�����Al3Fe�Ƚ����仯���Al3Fe�Ƚ����仯����ʴ��ԣ�����״Ϊ��״��Ƭ״�����ظ��ѻ��壬��ΪӦ������Դ���������������Ͻ����ѧ���ܣ����ԣ������Ͻ�Ĺ�ҵӦ���ܵ��˺ܴ����ơ�Ŀǰ���������ӺϽ�Ԫ��[1-2]����������[3]����е�Ͻ�[4]������ǿ���Ա���[5-6]�ȷ���ϸ�������Ͻ��е�Al3Fe�࣬����߸úϽ����ѧ���ܡ����ӺϽ�ɸı������Ͻ��дִ�Al3Fe�����ò�ͷֲ���Ȼ��ϸ�����ò����ԣ��������̺ͻ�е�Ͻ���������Ч��ϸ���Ͻ���֯��ʹ�����Ͻ�ɹ�Ӧ���ں��캽���У��������ɱ��ߡ����칤�ո��ӣ�ǿ���Ա��η���������ϸ����֯��Al3Fe�����仯���������Ԫ�����������еĹ��ܶȣ���ǿ���Լӹ������ӣ��ҵõ��������ߴ��С����ˣ����ϼӹ�������ʵ��Ӧ�����ܵ����ơ����ԣ�Ѱ��һ�ּ���Чϸ��Al-Fe�Ͻ��ǽ�������Ͻ���ģӦ�õ���Ҫ;��������Ħ���ӹ�(Friction stir processing, FSP)����Ч��ϸ���Ͻ���֯���ʺ������ӹ��Ʊ�������Ŀ�״ϸ�����ϺͲ��ϱ�����ԣ���һ�ֺ���DZ���IJ���ϸ�����Է���[7-8]��
FSP���ڽ���Ħ�����ӻ����Ϸ�չ������һ��������Ч�IJ��ϼӹ��������ӹ�������ͨ��������ת����ͷ�Ľ����Ħ�����ã�ʹ��������ǿ���Ա��Ρ�FSP������ִ�֦����֯�͵ڶ��࣬�ܽ�����࣬������̬���ף�ʹ�ӹ�����֯ϸ�������Ȼ������ܻ����������ƽ������ϵ����ܡ��������߲�����ͨ���������Ʊ������Ͻ𣬽���1~3��������FSP���о��ӹ����ζ������Ͻ��ۺ�����֯��Ӱ�졣
1 ʵ��
ʵ����99.9%��ҵ������Al-20Fe�м�Ͻ�Ϊԭ���ϣ����ƺ���3%(��������)��Al-3%Fe�����Ͻ𡣺Ͻ�����ʽ����¯����ʯī�����������������;�������820 ����ͭģ�н�ע��100 mm��80 mm��5 mm����������FSPʵ���ڸĽ���X5032����ʽ����̨ϳ���Ͻ��С�����ͷ����ΪW18Cr4V�����ֱ��Ϊ16 mm��������ֱ��Ϊ5 mm���߶�Ϊ3.8 mm������ͷ��ת�ٶ�Ϊ1 180 r/min�������ٶ�Ϊ47.5 mm/min���ֱ����1~3��������FSP������Keller�Լ���ʴ����Neophot-21��ѧ�����۲�����֯���ڼӹ������IJ�λ��ȡ����������ĥ��60 ��m�����MTP-1��˫������������м��������ҺΪ30%�����70%�״���Һ����ȴ���������������JEM-200CX�����������(TEM)�¹۲죬���ٵ�ѹΪ200 kV��
2 ��������
2.1 ������֯
ͼ1��ʾΪAl-3%Fe�Ͻ����̬��֯����ͼ1�ɼ����Ͻ���̬��֯��Ҫ�ɦ�-Al����״Al3Fe����ɣ�Al3Fe��ߴ�Ϊ20~50 ��m��Al3Fe����ϸ��״�ֲ��� ������֯�С������Ͻ��У��������еĹ��ܶȺܵͣ���Ҫ�����������ɽ����仯����Al3Fe���������Ͻ��Ԫ��ͼ(��ͼ2)��֪���Ͻ�������820 �汣�£������е�Al3Fe������ܽ⡣�����̹����У�Al3Fe����κ��¶ȸߣ������̳��ھʹ�������ֱ���κ˲������ڦ�-Al����״��ʽ�������������ٶȽϿ죬���Al3Fe�����-Al��������������õ��ǹ�����֯[2]����������ͭģ���죬��ȴ�ٶȽϿ죬����ǰ������Fe�����������ɢ�ܵ�һ�����ƣ�Al3Fe��Сƽ���࣬Feԭ���뾧�����Ľ������С��Feԭ�ӵĶ����Ƚ����ѡ����ԣ�Al3Fe����ϸ��״�ֲ��ڻ�����֯�С�
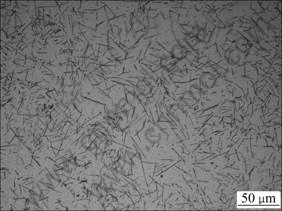
ͼ1 Al-3%Fe�Ͻ����̬��֯
Fig. 1 As-cast microstructure of Al-3%Fe alloy
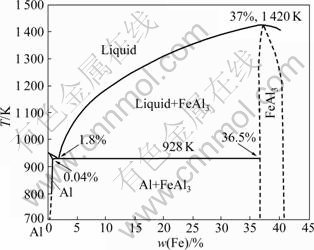
ͼ2 Al-Fe��Ԫ�Ͻ���ͼ
Fig. 2 Phase diagram of Al-Fe binary alloy
2.2 FSP���ĺ����֯
����̬Al-3%Fe�Ͻ�ֱ����1��2��3��������FSP����ͬ����FSP���ĺ����ò��ͼ3��ʾ����ͼ3�ɼ���FSP����Ҫ��Ϊĸ��(Base metal, BM)��������(Stir zone, SZ)���Ȼ�Ӱ����(Thermo-mechanically affected zone, TMAZ)������ͷ��ת�����뺸�ӷ���һ�µ�һ��Ϊǰ����(Advancing side, AS)������ͷ��ת�����뺸�ӷ����෴��һ��Ϊ���˲�(Retreating side, RS)��1��2��3��������FSP���ߴ���ͬ�������ò������״��FSP�����У���缰���������תĦ���ͼ��н����������Ħ���ȣ�ʹ�ӹ������������������������������������ʹ��������ʱ���ش�ֱ����(Vertical direction��VD)�������ԽԶ���������������Ӧ������С������������ʹ��������ʱ���غ���(Horizontal direction��HD)���������ԽԶ�������¶Ⱥ�Ӧ���ݶȵ�Ӱ�죬������������[9]���ӹ����ϲ����������Ħ�������£�����������Χ�ϴ��²�������Ҫ�ڽ�����������·������Σ�����������Χ��Խ�С����ˣ�����FSP���������״��ò��
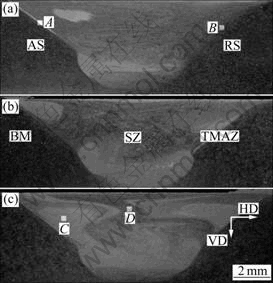
ͼ3 FSP����������ò
Fig. 3 Cross-sectional macrographs in FSP zone: (a) One pass FSP; (b) Two passes FSP; (c) Three passes FSP
��ͼ3�ɼ�����������֯���ֳĶȽ���������(Bright zone, BZ)�ͳĶȽϰ�������(Dark zone, DZ)��1����FSP��ǰ�����������ĸ�ķֽ������ԣ������˲��������ĸ�ķֽ��߲����ԣ����������С��ֻ�ֲ���ǰ���ࡣ2��������FSP�������������ǰ��������������żӹ����ε����ӣ�������������������������С��������3��������FSP������Ҫ�����ڼӹ������ĺͱ��㣬�����ֳ������Ͻṹ����˵������������֯�ڸ�����ת�Ľ��������������£���ͬ�������˲�ͬ�̶ȵ����Ա��Σ�����������֯�ֲ�������[10]��
2.3 FSP��������֯
ͼ4��ʾΪͼ3��A��B��C��D���������֯�����У�A����֯Ϊǰ�����Ȼ�Ӱ������֯��B����֯Ϊ���˲��Ȼ�Ӱ������֯����ͼ4(a)��(b)���Կ�������������֯����ϸ�����ִ��Al3Fe��״�౻�����ϸС��״��ǰ����ı��ν�����ĸ�ĵķֽ��߽Ϻ��˲�����ԣ����ڽ��������Ȼ�Ӱ�������紦���ֳĶȽ����Ĵ�״���������е���֯�������������֯������ϸС(��ͼ4(a))��������Ϊ�������ϲ�� �������ճ��Ħ�������·���������������������������ĸ�Ľ��紦�������б���[11]��ǰ����ֽ������ź��ӷ�����ǰ����������������ĸ�ĵı��β�ϴ���Ӧ�����ʸ������ԣ�����������ĸ�ķֽ������ԣ��Ҵ���һ����֯ϸС�ļ��б��������˲����������������������ת����һ�£���ĸ�ļ���ƽ����һ����Σ�����ֻ�����ļ�ѹ�������ã����γ̶Ƚϵͣ���֯ϸ�������ԣ�����ֽ��߲�����[10, 12]��
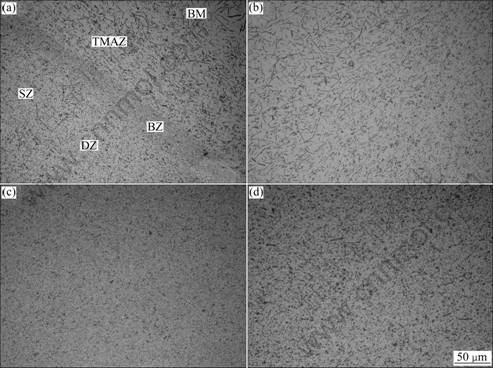
ͼ4 ͼ3��A��B��C��D���������֯
Fig. 4 Microstructures of areas A (a), B (b), C (c) and D (d) in Fig. 3
��ͼ4(c)��(d)��ʾ������������֯�ɾ���ϸС��Al3Fe����ɣ�������������֯�к��нϴִ����״Al3Fe�࣬�ֲ������ȡ����ͼ3��֪�����żӹ����ε����ӣ���֯ϸС�����������ӣ����Ȼ��̶�����3��������FSP������ǰ����͵ײ�����ϸ������������֯����ϸС����������ϲ�����������֯�ϴִ�
�������ϲ������ܽ��������繲ͬ���÷�������������������ʹ������״���������ʹ������������������������Χ��������ʹ�����Ľ�����ǰ��������ҵļ��б��Σ�Ӧ�����ʴ��غ�����������ݶȣ������Ķ�ѹ����ʹ����������������л������[13]�����ԣ��ϲ�ǰ����������γ̶ȴ���֯ϸС���ĶȽ���(��ͼ3��4)���������ײ������ڽ�����Ľ���ͼ�ѹ�����·������б��Σ������Ž�������ת�����״����������������תǰ�������У���ǰ���������Ħ���γɼ��в㣬Ȼ�����Ž�������ת��������˲����������в��ǰ���ൽ���˲��������ں��˲����������룬ֻ�к��ٵĽ������Ž��������ת������������µļ��в㼷ѹ�����¼���������ǰ���࣬�����ڽ��������[14]�����ԣ��������ײ����������̶ȸߣ����ξ��ң�����֯����ϸС���ĶȽ�������ˣ���1����FSP�������ײ�ǰ��������Ⱥ��˲�ľ���ϸС(��ͼ4)����2��3���������ӹ������У��ϵײ����������������к������������������ұ��κͻ�����ã����ԣ�����������֯����ϸ���̶����ӣ�Al3Fe����ϸ������(��ͼ3��4)��
ͼ5��ʾΪAl-3%Fe�Ͻ�3��������FSP����֯��TEM����ͼ5(a)��֪���ӹ���ԭʼ��̬��֯ת��ΪϸС������ٽᾧ�������ߴ�Ϊ2~5 ��m����ͼ5(b)���Կ��������־������������������ƣ�������Щ�����г��ֲ���������ڸ߲���ܽ������ڸ��±��ι�������ͨ�������ƺ����Ʋ�����̬�ظ������ڸ�Ӧ�������·���������̬�ٽᾧ[15-16]���ӹ������������ͽ������Ħ�����������·������ҵı��Σ���������λ����ͨ���ظ����̲����Ǿ����������Ȼ�ѭ�������£�λ�����Ǿ��в��ϲ�����Ǩ�����Ǿ��羭�����ۺ�����ʹ�Ǿ�����ת���ͳ����Ǿ���ȡ�������[17]���������ȡ�����Ǿ�ͨ��ת���ϲ���һ���ϴ���Ǿ����Ǿ��ϲ���ת���Ľ��ʹ�ô����Ǿ�����ʧ���Ǿ���չ�ɴ�ǶȾ���[18]���Ӷ��γɾ��д�ǶȾ���ĵ�λ�����ᾧ�������־����в��������ԭ������ǣ���FSP�����У�����������Ӧ��Ӧ�����ã������Ĵ�����λȱ���γɿ�λ�أ����������ϵĿ�λ������ʹ������ԭ�ӷ������ţ������ڲ��;��紦��Al3Fe����ʹ����ֲ�����Ӧ������ԭ�ӵ����в���һ����Ӱ�졣
ͼ6(a)��ʾΪ3����FSP��Al3Fe���ӵ�TEM��ͼ6(a)���Կ����������౻����ɳ���С��1 ��m ����״����ɢ�ֲ��������徧��;����ڲ���ͼ6(b)��ʾΪ�������ӵ�������������ϸС�ĺ�������ҪΪAl3Fe�ࡣ����ϸ�����Al3Fe���ѡ�����仨����ͼ6(c)��ʾ����ָ���궨��ͼ6(d)��ʾ�������仨�����Կ�����ϸ��Al3Fe��ṹΪ��ת�Ͼ������������ͽ����뷴������ת���кͼ�ѹ���κִ����״Al3Fe�౻�������״����������������ϣ���ɢ�ֲ����������С�Al3Fe�����ڵ�б��ϵ�����γ��Ͼ���ǿ������Al3Fe�����ܵ�������ļ��б�������ʱ���ֲ��������Ӧ����Ӧ����������ƣ����ܵ�δ��������ľ����谭���������ѻ��Ʋ�����һ���ľ���Ϊ�Գ��棬�뾧�����һ���ַ��������б䣬�Ӷ��γ�(100)���Ͼ�(��ͼ6(d))����ͼ4��6��֪���������FSP����Al3Fe���һ�����鲻���ԡ�����Ҫ����Ϊ�ڸ�Ӧ�����ʱ������Al3Fe���в���λ�����ƺ��Ͼ����������ӣ�Al-Al3Fe�Ľ����ڱ��ι����У�����֮��Ļ���ϵ���ܷ���ת�������λ������[19]�����ԣ��ڶ����FSPǿ���Լ��б��ι����У�Al3Fe�������̶Ƚ��͡�
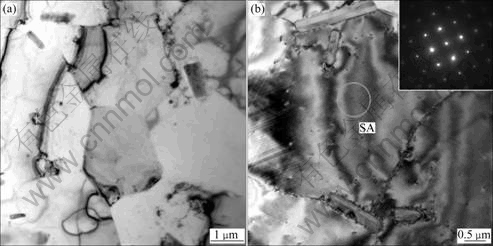
ͼ5 3����FSP����֯��TEM��
Fig. 5 TEM images in stir zone after three passes FSP: (a) Recrystallized grain; (b) Stacking fault
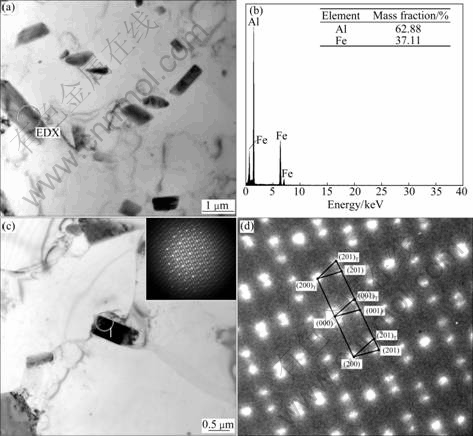
ͼ6 3����FSP��Al3Fe���ӵ�TEM��
Fig. 6 TEM images of Al3Fe particles in stir zone after three passes FSP: (a) Al3Fe particles; (b) Energy spectrum analysis; (c) Selected area diffraction pattern; (d) Diffraction pattern index in (c)
3 ����
1) ͭģ����Al-3%Fe�Ͻ����̬��֯��Ҫ�ɦ�-Al����״Al3Fe����ɣ�Al3Fe��ߴ�Ϊ20~50 ��m��
2) ����Ħ���ӹ��������ò������״���ӹ�����֯ϸ���̶Ȳ����ȡ����żӹ����ε����ӣ���֯ϸ�����ȳ̶����ӡ���3������������Ħ���ӹ�������ǰ����͵ײ���������֯�ϱ�����ϲ���������ľ���ϸС��
3) ����ӹ�����̬��֯ת��ΪϸС������ٽᾧ�������ߴ�Ϊ2~5 ��m�����־����г��ֲ�����ִ���״Al3Fe�౻����ɳ���С��1 ��m����״����ɢ�ֲ��������徧��;����ڣ�ϸ��Al3Fe���ӳ����Ͼ��ṹ��
REFERENCES
[1] ���ഺ, ������, ����ƽ, ��ӭ��, ���ٵ�. �����Ͻ���о���չ��Ӧ��״��[J]. ����, 2006(9): 875-879.
XIANG Qing-chun, WANG Jing-yuan, ZHOU Zhen-ping, QU Ying-dong, LI Rong-de. Survey on the development and application of Al-Fe alloys [J]. Foundry, 2006(9): 875-879.
[2] ������, ���ٵ�, ����ƽ. Mg�Թ��� Al-2%Fe�Ͻ�����֯��Ӱ��[J]. ���Ͽ�ѧ�빤��, 2006, 14(1): 57-59.
MA Jian-chao, LI Rong-de, ZHOU Zhen-ping. Influence of Mg addition on microstructure of eutectic Al-2%Fe alloy [J]. Materials Science and Technology, 2006, 14(1): 57-59.
[3] Yaneva S, Kalkanli A, Petrov K, Petrov R, Yvan Houbaert I r, Kassabov S. Structure development in rapidly solidified Al-Fe-V-Si ribbons [J]. Materials Science and Engineering A, 2004, 373: 90-98.
[4] Nayaka S S, Wollgarten M, Banhart J, Pabi S K, Murty B S. Nanocomposites and an extremely hard nanocrystalline intermetallic of Al-Fe alloys prepared by mechanical alloying [J]. Materials Science and Engineering A, 2010, 527: 2370-2378.
[5] Stolyarov V V, Lapovok R, Brodova I G, Thomson P F. Ultra?ne-grained Al-5wt%Fe alloy processed by ECAP with backpressure [J]. Materials Science and Engineering A, 2003, 357: 159-167.
[6] Senkov1 O N, Froes F H, Stolyarov V V, Valiev R Z, Liu J. Microstructure of aluminum-iron alloys subjected to severe plastic deformation [J]. Scripta Materialia, 1998, 10: 1511-1516.
[7] SU J Q, NELSON T W, STERLING C J. Microstructure evolution during FSW/FSP of high strength aluminum alloys [J]. Materials Science and Engineering A, 2005, 405: 277-286.
[8] Ma Z Y, Pilchak A L, Juhas M C, Williams J C. Microstructural refinement and property enhancement of cast light alloys via friction stir processing [J]. Scripta Materialia, 2008, 58: 361-366.
[9] Nandan R, Roy G G, Lienert T J, Debroy T. Three-dimensional heat and material flow during friction stir welding of mild steel [J]. Acta Materialia, 2007, 55: 883-895.
[10] Colligan K. Material flow behavior during friction stir welding of aluminum [J]. Weld J, 1999(s): 229-237.
[11] Schneider J, Beshears R, Arthur C, Nunes J r. Interfacial sticking and slipping in the friction stir welding process [J]. Materials Science and Engineering A, 2006, 435/436: 297-304.
[12] ��ϣ��, ������, ���, �� ��, �����. �����Ͻ�����Ħ�������Խ�����ͬ��ȵ�ˮƽ����״��[J]. �й���ɫ����ѧ��, 2005, 15(2): 198-204.
WANG Xi-jing, HAN Xiao-hui, LI Chang-feng, BAO Kong, GUO Rui-jie. Horizontal flow status of plastic metal in different depth during friction stir welding for thick aluminum alloy [J]. The Chinese Journal of Nonferrous Metals, 2005, 15(2): 198-204.
[13] Zhang H W, Zhang Z, Chen J T. 3D modeling of material flow in friction stir welding under different process parameters [J]. Journal of Materials Processing Technology, 2007, 183: 62-70.
[14] Chen Z W, Pasang T, Qi Y. Shear flow and formation of Nugget zone during friction stir welding of aluminium alloy 5083-O [J]. Materials Science and Engineering A, 2008, 474: 312-316
[15] Hallberg H, Wallin M, Ristinmaa M. Modeling of continuous dynamic recrystallization in commercial-purity aluminum [J]. Materials Science and Engineering A, 2010, 527: 1126-1134.
[16] Jata K V, Semiatin S L. Continuous dynamic recrystallization during friction stir welding of high strength aluminum alloys [J]. Scripta Mater, 2000, 43: 743-749.
[17] Su J Q, Nelson T W, Mishra R, Mahoney M. Microstructural investigation of friction stir welded 7050-T651 aluminium [J]. Acta Materialia, 2003, 51: 713-729.
[18] �����, ������, ������, �Ʋ���, �Ŵ���. 2519 ���Ͻ��ȱ�����֯�ݻ�[J]. �й���ɫ����ѧ��, 2008, 18(2): 226-231.
LI Hui-zhong, LIANG Xiao-peng, ZHANG Xin-ming, HUANG Bai-yun, ZHANG Chuan-fu. Microstructure evolution of 2519 aluminum alloy during hot deformation [J]. The Chinese Journal of Nonferrous Metals, 2008, 18(2): 226-231.
[19] Yoneyama N, Mizoguchi K, Kumai S, Sato A, Kiritani M. Plastic deformation of Al13Fe4 particles in Al-Al13Fe4 by high-speed compression [J]. Materials Science and Engineering A, 2003, 350: 117-124.
(�༭ ����Ƽ)
������Ŀ��������Ȼ��ѧ����������Ŀ(51074119)���������ߵ�ѧУ��ʿѧ�Ƶ�ר����л���������Ŀ(20096120110012)
�ո����ڣ�2011-04-28�������ڣ�2011-08-11
ͨ�����ߣ������磬���ڣ���ʿ���绰��029-82205096; E-mail: wangkuaishe888@126.com
ժ Ҫ��������ͨ�������Ʊ�����3%(��������)��������Ԫ�Ͻ��о��������������Ħ���ӹ�(Friction stir processing, FSP)�ԺϽ�����֯��Ӱ�졣�������������1~3��������FSP�����μӹ�����֯�����ȣ����żӹ����ε����ӣ���֯����ϸ���̶����Ͻ���̬��֯�ɦ�-Al�ʹִ���״Al3Fe����ɣ���3����FSP��������֯����ϸ����ԭʼ��̬��֯ת��ΪϸС������ٽᾧ�������ߴ�Ϊ2~5 ��m�����Ҳ��־����г��ֲ�����ִ��Al3Fe��״�౻����ɳ���С��1 ��m��ϸС��״����ɢ�ֲ��������徧��;����ڲ���ϸ����Al3Fe���ӳ����Ͼ��ṹ��
