
���Ͳļ�ѹģ�������Ż�
�ָ���1, 2, ���˿�1, �� ��3, �� ��3, ������1
(1. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ, ��ɳ 410083;
2. ���пƼ���ѧ ���Գ���ģ�⼰ģ���������ص�ʵ����, �人 430074;
3. ����ʡ��е�о����Ժ, ���� 650031)
ժ Ҫ��
����MATLABƽ̨, ��BP�����硢 �Ŵ��㷨����ֵģ�⼼��Ӧ�������Ͳļ�ѹģ�߲����Ż���ơ� ��������BP�����罨���Ͳļ�ѹģ�ߵ���ѧģ��, ������ʵ�鷨����ģ��ʵ�����, ��������Ԫ�������м�ѹ���̵���ֵģ��, ���Ծ��в�ͬ�������ߴ�ļ�ѹģ���н�������ģ��ƽ���ϵ�Z���ʵ����پ�������Ϊģ��Ŀ��ֵ, ��ģ������Ϊ�����������������ѵ�����粢��������֪ʶԴ, ͨ���Ŵ��㷨���ģ�͵�ȫ���Ż���; ���ͨ������Ԫ��ֵģ�⼼����֤���Ƚ��Ż����ù������뾭�鷨ȷ���Ĺ������Խ������������Ե�Ӱ�졣 ��ֵģ��������, ���о��Լ�ѹģ�߹��������Ż�����Ч�ġ�
�ؼ���: ���Ͳ�; BP�˹�������; �Ŵ��㷨; ��ѹģ��; ������; ����Ԫģ�� ��ͼ�����: TG375
���ױ�ʶ��: A
Optimization of die bearing for aluminum profile extrusion die
LIN Gao-yong1, 2, CHEN Xing-ke1, JIANG Jie3,
WANG Fang3, YANG Li-bin1
(1. School of Materials Science and Engineering,Central South University, Changsha 410083, China;
2. State Key Laboratory of Plastic Forming Simulation and Die Technology,Huazhong University of Science and Technology, Wuhan 430074, China;
3. Yunnan Mechanical Research and Design Institute, Kunming 650031, China)
Abstract: BP artificial neural network, genetic algorithm and FEM simulation were applied to optimize the design of profile extrusion die on MATLAB foundation. A three-layer neural network was used to set up mathematical model for profile extrusion dies with different bearing lengths. Orthogonal test was arranged for numerical simulation to get Z-velocity at the die land exit which was used as the target value of the model. The neural network is trained by the above Z-velocity values to form knowledge source, and the general optimized solution was attained through genetic algorithm. At last, the optimized bearing of the extrusion die was analyzed by FEM and compared to the design with experiential way. The simulation results show that the optimization of die bearing is effective.
Key words: aluminum profile; BP artificial neural network; genetic algorithm; extrusion die; bearing length; finite element simulation
���Ͳļ�ѹ������, �����ͲĶ�����״����, ��������ģ���ٶȲ�����, �����Ͳļ��������Ťš�p���˩p���������Ƶ�ȱ�ݡ� ���Ϊ�����ѹ��Ʒ����, ������Ͳļ�ѹģ��ʱ, ����Ҫ��֤ģ�߽ṹ�����㹻��ǿ����ն���, �����뿼��ģ��λ�ú������Ĵ�С��ֲ��� ������(Ҳ�ж�����)��Ħ���������Ե�������������, ��ģ��λ��һ����������, ������ƹ��������Ա�֤�ͲĶ�������ֵĽ��������ٶȾ���, �Ӷ����ټ�ѹ�����еĸ���Ӧ���ͼ�ѹ���ڵIJ���Ӧ��, ��ֹ�Ͳĵı����뿪�ѡ�
ģ����������Ͳ������Ĺؼ����ڡ� ��ͳ���Ͳļ�ѹģ�������Ҫ����������Ⱥ���ƾ���, ���������һ���ǰ��ա���ơ�������ģ��������ģ�� ��ģ������������ѹ���ղ�������ģʽ����[1], ��������˴������������������˷�, ��������Ӱ��������Ч�ʺͲ�Ʒ������ �����ִ��Ƚ��ļ������������Ч�Ż���ѹ���ռ���ѹģ�����, ����ģ���������, ���ٷ�����ģ�� ��ģ����ɵIJ���Ҫ�������� �������˷�, �����ģʽ��ͨ��PRO/E�� UG�� SOLIDWORK����ά����������в�Ʒ����ά��ģ, ��������������ά��Ʒģ�ͽ���ģ�����, ����ANSYS�� DEFORM�� MARC�� SUPERFORGE�ȷ�������������Ƶļ�ѹģ�߽��м�ѹ���̵�����Ԫģ������ȡĿ�꺯��ֵ, ����ģ�������������˹�������ģ�Ͳ������������֪ʶԴ, ����Ŵ��㷨��ȫ��Ѱ��ģ�Ϳ���ʵ��Ŀ��ֵ�����Ż�, ����ͨ����ֵ���漼���ɷ�������֤�Ż��������Ч�ԡ�
��������������Ŵ��㷨������о��ѽ�Ϊ����[2-4], ���ڵ��о��Ÿո���[5-13 ]�� ���ڲ������������Ŵ��㷨��չ��ѹģ���Ż���ƹ������о����൱��, ���е���ر���һ���Dz�������ģʽʵ�ֵ����ػ�˫����(��ģ��λ��)���Ż�[6, 8, 9], �����ڶ������Ż�������о�����١� ����[9, 10]��Ȼͨ��������������Ϊ���ɸ���Ԫ, ���������������Ŵ��㷨�����˹������ߴ���Ż�, �����Ż����̵ķ�����Ϊ����, �������Ŵ��㷨Ѱ�Ź���, ��˺��Ѵ��л���������м�ֵ�IJο�; ����[12]��û�ж��Ż��������Ӧ����֤������ ������Щ�о�˼·, �������߽�BP�˹������硢 �Ŵ��㷨����ֵģ�⼼���������, �����˼�ѹģ�߹������������Ż����ģ��; ���Ż����̽����˽���ϸ������, ��ͨ����ֵģ����Ż����������ģ����֤��
1 ��ѹģ�߹��������Ż�
1.1 �Ż�������ȷ����ģ��ʵ�鷽��
�����������Ǿ����Ͳijߴ羫�Ⱥͱ��������Ļ�������, ����������, Ħ��������, ������������������, ʹ��Ʒ�ı������ë�̡� �����ȱ��; �����������������������С, �����ȶ��ؿ����Ͳijߴ�, ͬʱ������Ҳ����ĥ��, ʹģ���������͡� ��ʵ�������������ͲĶ���ͨ���Ƚϸ���, �Ͳĸ����ֵıں���ͬ, ͬʱ��ѹ����ģ���еķֲ�Ҳ������(ģ�����Ĵ���ѹ��Ҫ���ܱߴ�һЩ), ���½�������ģ��ʱ���ٶȷֲ�������, �Ͳļ������׳���Ťš�p���˩p���������Ƶ�ȱ�ݡ� ���ڶ�������Ħ���������Ե�����������, ��˺�����Ʋ��ȳ��Ĺ���������, ������Ч����ͲĶ���������ֽ��������پ����ԡ� ���, ��ģ��λ��һ���������, �Լ�ѹģ�߹��������Ż����Ӧ�Լ�ѹ������ƽ���������ΪĿ��, ��ѡȡ�������پ�������ΪĿ�꺯��[8-10]�� ��������������ʱ���ʵ����پ�����SDV�ľ��嶨������:
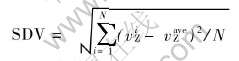
ʽ�� NΪ����������Ľڵ���Ŀ; viZΪ�涨ƽ���Ͻڵ���������; varvZΪ�涨ƽ����ƽ���������١�
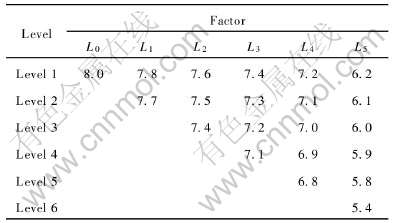
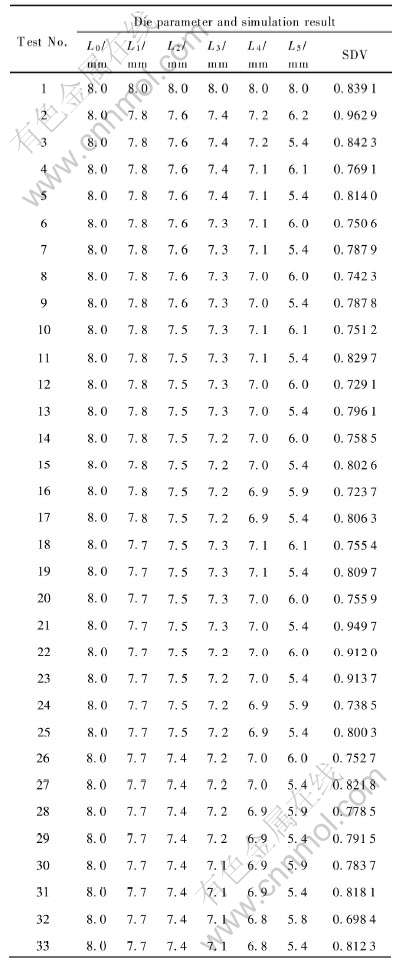
ͼ1��ʾΪij�Ͳļ�ѹ��ʵ�������ĶԳ�˫�����ͲIJ�Ʒ����ͼ�� ���ڸò�Ʒ����y��Գ�, ��ͼ2��ʾ��ȡ�Ͳĵ�һ����Ϊ��������, �����仮��Ϊ0�� 1�� 2�� 3�� 4�� 5��6����Ԫ�� ���ݾ��������趨L0=8.0mm, ��L1�� L2�� L3�� L4�� L5��Ϊ���Ż�����, ��5����������, ÿ�����ص�ˮƽ����������ˮƽ�仯��ѡ��������ڱ�1�� ���IJ�����ֵģ�⡢ �˹���������Ŵ��㷨Ϊһ��Ĺ��ղ����Ż�ģ������5����Ԫ�Ĺ��������Ƚ����Ż�, �Ի�ȡ���پ�����SDV��С����µĸ��ι������ij���L0�� L1�� L2�� L3�� L4�� L5��ֵ�� ��������ʵ�鷽����������������Ϸ���, ���ڱ�2, ��SDV��ΪĿ�꺯���� ��Ը����������, ͨ����������Ԫ��ֵģ����������پ�����SDV, Ϊѵ���������ṩ�����ԡ� ��Ը���ģ�߲���������ֵģ����ȡ��SDVֵ�����ڱ�2��

ͼ1 �ͲĽ���ͼ
Fig.1 Cross-section of profile(mm)
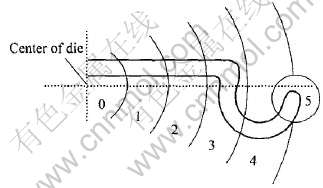
ͼ2 ��������Ʒ���
Fig.2 Design plan of bearing length
��1 ����ʵ�����ؼ������ص�ˮƽ
Table 1 Factors and their levels of orthogonal test (mm)
1.2 BP�˹������罨����ѵ��
���ĸ��ݶ��ʵ��, ѡ�õ���������ǰ�����罨��������ģ��, ��ṹ��ͼ3��ʾ, �ṹ����Ϊ: ����㵥Ԫ��6��, ���㵥Ԫ��13��; ����㵥Ԫ��1��, ѧϰ������ѡ��traingdx(), ��������Ȩֵ��ѧϰ����lr=0.05, �趨���ѭ������epoch=20000, �趨���������Сֵgoal=0.00001�� ����2�������Խ�������ѵ��, ѵ����������������Ϊ֪ʶ������ȡ�Ŵ��㷨����Ҫ��Ŀ�꺯��ֵ��
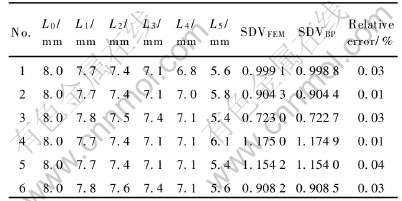
��3����ΪBP������Ԥ���SDVBP������Ԫ�������SDVFEM�ĶԱ�, ��Խ�������0.3%����, ������Ϊ�������齨�������羭ѵ������нϺõ��ƹ��ԡ�
1.3 �Ŵ��㷨����Ѱ��
���IJ����Ŵ��㷨��BP�����罨����֪ʶԴ���е���Ѱ�š� ������������Сֵ����, ����Ӧ�Ⱥ�������[13]:
��2 ����ģ��ʵ�鼰ģ����
Table 2 Orthogonal test of numerical simulation and results
![]()
ʽ�� f(xi)Ϊ������ij�������Ŀ�꺯��ֵ; g(xi)Ϊ�д˸������Ӧ��ֵ; maxΪ����������Ŀ�꺯��ֵ��
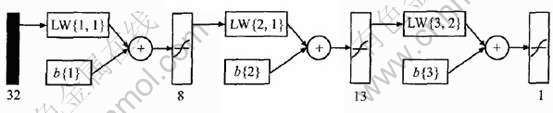
ͼ3 �˹�������ṹͼ
Fig.3 Structure of BP artificial neural network
��3 ����Ԥ��������Ԫ��������ıȽ�
Table 3 Comparison between simulation results and BP artificial neural network
![]()
ʽ�� WijΪ�������ӵ�Ȩֵ; xjΪ�����ź�; SiΪ��ʾ�ⲿ�����ź�; biΪ��ֵ��
Ϊ�˷�ֹGA��������ֲ�����, ����Ӧ�Ƚ��������Ե���[13]:
![]()
ʽ�� f��Ϊ������ij����ĵ��������Ӧ��; fΪ�����д˸������Ӧ��; FavgΪ������Ⱥ���е���Ӧ��ƽ��ֵ; CΪ����ֵ, ����ȡ1.0~3.0; fminΪ��������С��Ŀ��ֵ��
�����Ŵ��㷨��ģ�߹���������L0�� L1�� L2�� L3�� L4�� L5�ߴ�����Ż�, Ⱥ���ģȡ100, Ⱦɫ�峤��ȡ16, �������ȡ0.3, �������ȡ0.001, �Ŵ����������ȡ8~10�� ͨ��ϵͳ����, ������½��: ��L0=8.0mm�� L1=8.0mm�� L2=8.0mm�� L3=8.0mm�� L4=8.0mm�� L5=8.0mmʱ, ���õ��ij�ʼ���پ�����Ϊ0.8391; ���յõ����Ż���С���پ�����Ϊ0.6240, ����һ��С��SDV�����õ����Ż�����������Ϊ: L0=8.0mm�� L1=7.7mm�� L2=7.4mm�� L3=7.1mm�� L4=7.0mm�� L5=5.4mm��
2 ��ֵģ��������������
ͨ�����������ɼ�, ���Ľ���˹������硢 �Ŵ��㷨����ֵģ�⼼��, ʵ������ģ��λ��һ���������¼�ѹģ�߹��������Ż����, ���½�ͨ������Ԫ��ֵģ�⼼�������ͱȽϱ����Ż����õ��Ĺ������뾭��������ͬ��Բȷ���Ĺ������Խ�����ģ��ƽ���ϵ�Z�����ٵ�Ӱ��, ����֤�����Ż�����Ŀɿ��ԡ�
���Ż�����ٴβ���PRO/E��ģ, ��������Ԫ����������ά����������Ԫģ��[15, 16] , ����ͬ��ѹ������, �������Ƚ���������ѹģ�ߵ�ģ�����ٷֲ������ ������ѹģ�Ĺ������ֱ�Ϊ: 1) �ȳ��������� L0=L1=L2=L3=L4=L5=8.0mm�� 2) ���ݾ������ͬ��Բ����ȷ���Ĺ�����[1, 10]�� L0=8.0mm�� L1=7.7mm�� L2=7.4mm�� L3=7.1mm�� L4=6.8mm�� L5=5.8mm�� 3) �����Ż����õ��Ĺ������� L0=8.0mm�� L1=7.7mm�� L2=7.4mm�� L3=7.1mm�� L4=7.0mm�� L5=5.4mm�� ���ڹ������жԳ���, ����ֻȡ��ѹģ�ߵ�һ����Ϊ���������������������ģ��ʱ��Z�����ٷֲ������ ��ѹģ����ͼ4��ʾ��
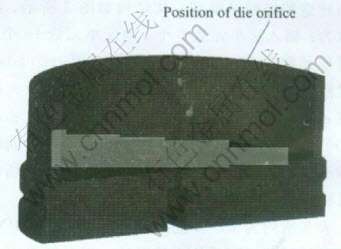
ͼ4 �Ͳļ�ѹģ��
Fig.4 Profile extrusion die
����ʵ��ѡȡ��ѹ����Ϊ6063���Ͻ�, ��ѹ��Ϊ27.0, �����ٶ�Ϊ4.5mm/s, ��ѹͲ���¶�Ϊ450��, ���ϵ��¶�Ϊ480~500�档 ��ֵģ��ʱ���ֵ�ģ�������ϵ�Ԫ���С��Ϊ1.0mm�� ͼ5��6��ʾ�ֱ�Ϊ�ȹ����������µ��Ͳļ���ģ�ں�
ͼ5 �Ͳij�ģ״̬ͼ(ģ�ߢ�)
Fig.5 Extruding status of profile by first die
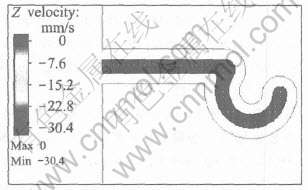
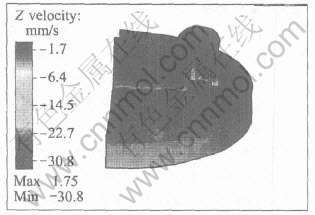
ͼ6 ģ��ƽ����Z�����ٷֲ�(ģ�ߢ�)
Fig.6 Z-velocity at orifice plane of first die
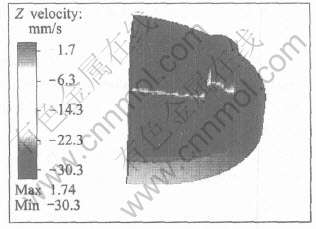
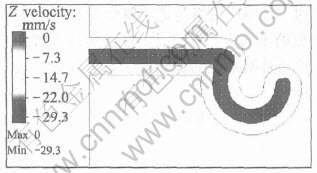
��״̬��ģ��Z�����ٷֲ�; ͼ7��8��ʾ�ֱ�Ϊͬ��Բ��ʽȷ���Ĺ������������Ͳļ���ģ�ں��״̬��ģ��Z�����ٷֲ�; ͼ9��10��ʾ�ֱ�Ϊ�����Ż����õ��Ĺ������������Ͳļ���ģ�ں��״̬��ģ��Z�����ٷֲ���
�ֱ����ٶȷֲ���ͼ�Ͼ��Ȳɼ�52����(��ͼ6�� 8�� 10��ʾ), ͨ��MATLAB��̼�����Щ��ľ�����, �ɵ�SDV1=0.8391(�ȳ����������), SDV2=0.6984(ͬ��Բ����ȷ���Ĺ��������),SDV3=0.6240(�����Ż����)�� ��ֵģ��ļ�����˵��, ��ģ��λ��һ���������, ���������ȶԼ�ѹ�����������ٶȾ����Ծ�������Ӱ��, ���õȳ���������ѹģ��ѹ������ѡ�Ͳ�, �����������ٶ������; ���������Ż����õ��Ĺ������ߴ����ģ�����, �����ڵ�������Ϊ���ȡ� �ɼ�, ���ĶԼ�ѹģ�߲����Ż���Ƶķ������������Ч�Ϳɿ��ġ�
ͼ7 �Ͳij�ģ״̬ͼ
Fig.7 Extruding status of profile by second die
ͼ8 ģ��ƽ����Z�����ٷֲ�
Fig.8 Z-velocity at orifice plane of second die
ͼ9 �Ͳij�ģ״̬ͼ
Fig.9 Extruding status of profile by third die
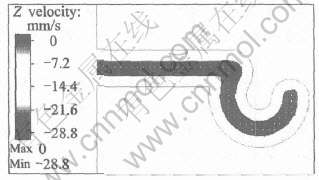
ͼ10 ģ��ƽ����Z�����ٷֲ�
Fig.10 Z-velocity at orifice plane of third die
3 ����
����MATLABƽ̨, �Լ�ѹģ�����پ�����SDVΪĿ�꺯��, ����������������Ż�����, ʵ���˽�BP���������Ŵ��㷨Ӧ�����Ͳļ�ѹģ�߲����Ķ������Ż����; �������Ԫ��ֵģ�����, ��֤�������ĵ��Ż��������Ч�ġ�
REFERENCES
[1]������. ���Ͳļ�ѹģ����ơ� ���졢 ʹ�ü�ά��[M]. ����: ұ��ҵ������, 1999.
LIU Jing-an. The Design, Manufacturing, Usage and Maintenance of Aluminum Sections Extrusion Die[M]. Beijing: Metallurgical Industry Press, 1999.
[2]Tang Y S, Wang T C. The use of neural networks in predicting turning forces[J]. Journal of Material Processing Technology, 1995, 49(3-4): 273-289.
[3]Honik K. Approximation capabilities of multilayer feed forward networks[J]. Neural Networks, 1991, 6(8): 1-4.
[4]Holland J H. Adaptation in Natural and Artificial Systems[M]. 2nd ed. Cambridge: MIT Press, 1992.
[5]�����. ������ϵͳ����[M]. ����: �������ӿƼ���ѧ������, 1993. 32-46.
JIAO Li-cheng. Neural Networks Systems Theory[M]. Xi��an: Xi��an University Press, 1993. 32-46.
[6]����, �ľ���, ������. ����BP����������Ͳļ�ѹģ���Ż����[J]. ���Թ���ѧ��, 2003, 10(2): 42-46.
ZHOU Lin, XIA Ju-chen, HU Guo-an. Optimizing of aluminum sections extrusion die based on BP neural network[J]. Journal of Harbin Institute of Technology Journal of Plasticity Engineering, 2003, 10(2): 42-46.
[7]��ϧ��, ������. �˹����������Ŵ��㷨�ڽ�ģ���Ż��е�Ӧ��[J]. �����Ӧ���о�, 2002(1): 79-80.
MIN Xi-lin, LIU Guo-hua. The combination of artificial neural network and genetic algorithm applied to modeling and optimization[J]. Application Research of Computers, 2002(1): 79-80.
[8]������, ��־Ƽ, ���㺣, ��. ����BP�Ŵ��㷨���Ͳļ�ѹģ���Ż����[J]. ��������ҵ��ѧѧ��, 2000, 32(4): 86-88.
LIU Han-wu, ZHANG Zhi-ping, WANG Xiu-hai, et al. Optimizing of aluminum sections extrusion die based on BP genetic algorithm[J]. Journal of Harbin Institute of Technology, 2000, 32(4): 86-88.
[9]�ƺ�. �Ͳļ�ѹ�������۷�������ֵ�����о�[D]. �ϲ�: �ϲ���ѧ, 2003.
YAN Hong. Theory Analysis for Profile Extrusion Forming and the Numerical Simulation Research[D]. Nanchang: Nanchang University, 2003.
[10]��. ���Ͳļ�ѹģ��������Ƽ��ؼ������о�[D]. ��ɳ: ���ϴ�ѧ, 2004.
LUO Chao. Research on Intelligent Design System for Aluminum Extrusion and The Key Technology[D]. Changsha: Central South University, 2004.
[11]����, ¬���, �����, ��. ����BP������Ŵ��㷨�����Ͳļ�ѹģ�������Ż�ģ��[J]. ��е��ѧ�뼼��, 2004, 23(9): 1015-1018.
DONG Jun, LU Yu-hao, LI Da-yong, et al. Optimization model for designing the die bearing of aluminum extrusion based on BP neural network and genetic algorithm[J]. Mechanical Science and Technology, 2004, 23(9): 1015-1018.
[12]֣��, ����ڼ, ������, ��. ��ά���Ͳļ�ѹģ������Ż�[J]. �������ι���, 2004, 22(1): 69-72.
ZHENG Rong, BAO Zhong-xu, ZHOU Tian-rui, et al. Optimizing several parameters of three-dimensional Aluminum profile extrusion die[J]. Metal Forming Technology, 2004, 22(1): 69-72.
[13]�¹���, ������. �Ŵ��㷨����ԭ��[M]. ����: �����ʵ������, 1999. 3-15.
CHEN Guo-liang, WANG Dong-sheng. Genetic Algorithm and its Principial[M]. Beijing: Posts and Telecom Press, 1999. 3-15.
[14]����ѫ, �ַ���, κ����. ʵ��ģ�����������[M]. ��ɳ: �����Ƽ���ѧ������, 1991. 11-30.
WANG Shu-xun, LIN Fa-yu, WEI Hua-guang. The Design and Manufacturing of Utility die[M]. Changsha: National University of Defense Technology Press, 1991. 11-30.
[15]�ƺ�, ������, ������, ��. �����Ͳļ�ѹ���̵���ֵģ��[J]. �й���ɫ����ѧ��, 2001, 11(2): 202-205.
YAN Hong, BAO Zhong-xu, LIU He-sheng. Numerical simulation of angle aluminum profile extrusion processes[J]. The Chinese Journal of Nonferrous Metals, 2001, 11 (2): 202-205.
[16]�ź���. ����Ԫ������CAE��������[M]. ����: �廪��ѧ������, 2004. 12-40.
ZHANG Hong-wu. The Basic of CAE Technology and the FEM Analysis[M]. Beijing: Tsinghua University Press, 2004. 12-40.
������Ŀ: ���пƼ���ѧ���Գ���ģ�⼰ģ���������ص�ʵ���ҿ��Ż���������Ŀ(04-6); ����ʡʡԺʡУ�Ƽ������ƻ�������Ŀ(2003UABAB05A050)
�ո�����: 2005-08-09; ������: 2005-12-02
ͨѶ����: �ָ���, ������; �绰:0731-8836485; E-mail: gylin6609@ yahoo.com.cn
[1]������. ���Ͳļ�ѹģ����ơ� ���졢 ʹ�ü�ά��[M]. ����: ұ��ҵ������, 1999.
[4]Holland J H. Adaptation in Natural and Artificial Systems[M]. 2nd ed. Cambridge: MIT Press, 1992.
[5]�����. ������ϵͳ����[M]. ����: �������ӿƼ���ѧ������, 1993. 32-46.
[6]����, �ľ���, ������. ����BP����������Ͳļ�ѹģ���Ż����[J]. ���Թ���ѧ��, 2003, 10(2): 42-46.
[7]��ϧ��, ������. �˹����������Ŵ��㷨�ڽ�ģ���Ż��е�Ӧ��[J]. �����Ӧ���о�, 2002(1): 79-80.
[8]������, ��־Ƽ, ���㺣, ��. ����BP�Ŵ��㷨���Ͳļ�ѹģ���Ż����[J]. ��������ҵ��ѧѧ��, 2000, 32(4): 86-88.
[9]�ƺ�. �Ͳļ�ѹ�������۷�������ֵ�����о�[D]. �ϲ�: �ϲ���ѧ, 2003.
[10]��. ���Ͳļ�ѹģ��������Ƽ��ؼ������о�[D]. ��ɳ: ���ϴ�ѧ, 2004.
[12]֣��, ����ڼ, ������, ��. ��ά���Ͳļ�ѹģ������Ż�[J]. �������ι���, 2004, 22(1): 69-72.
[13]�¹���, ������. �Ŵ��㷨����ԭ��[M]. ����: �����ʵ������, 1999. 3-15.
[14]����ѫ, �ַ���, κ����. ʵ��ģ�����������[M]. ��ɳ: �����Ƽ���ѧ������, 1991. 11-30.
[15]�ƺ�, ������, ������, ��. �����Ͳļ�ѹ���̵���ֵģ��[J]. �й���ɫ����ѧ��, 2001, 11(2): 202-205.
[16]�ź���. ����Ԫ������CAE��������[M]. ����: �廪��ѧ������, 2004. 12-40.
