
���±��: 1004-0609(2005)07-1107-05
�����-3003���Ͻ���Ѽ�о�����Ƹ��Ϲ���
���ط1, ���ʽ�2, ����2, �ھ���2, �¾���1
(1. ������ѧ ������ұ��ѧԺ, ���� 110004; 2. ������ѧ ���Ƽ����������Զ��������ص�ʵ����, ���� 110004)
ժ Ҫ: �о��˲������Ƹ��Ϸ������������-3003���Ͻ���Ѽ�о��Ĺ��ա� �������: ������������������о��, �ڼ�����500~550���������Ƹ���, �ڱ�����Ϊ25%����ʱ������ʵ���ι̵ij����, �����о���Ľ����Ҫ�������ѿڻ��ơ�; ���ƹ�����о���ϵ�Բ�׳����������ڶմֵ����, Ϊʹо���Ͽ�ϵ�ܹ���������, ���Ʊ�����Ӧ��������25%~40%֮��; �����˻��ȴ�����, ��о��Ŀ���ǿ�ȡ� ����ǿ�Ⱥ������ʵ���ѧ���ܾ��ﵽ��ز�Ʒ����
�ؼ���: �����-3003���Ͻ�; ���Ƹ���; ���Ѽ�о��; �ѿڻ���; ������ ��ͼ�����: TB321
���ױ�ʶ��: A
Roll-bonding technology of stainless steel/3003 aluminum alloy honeycomb sandwich panel
ZU Guo-yin1, FENG Ren-jie2, WANG Ning2, YU Jiu-ming2, WEN Jing-lin1
(1. School of Materials and Metallurgy, Northeastern University, Shenyang 110004, China;
2. State Key Laboratory of Rolling Technology and Automation, Northeastern University, Shenyang 110004, China)
Abstract: The roll-bonding technology of stainless steel/3003 aluminum alloy honeycomb sandwich panel was studied. The results show that the skin and core plate whose surfaces are cleaned can realize excellent interface bonding when deformation rate exceeds 25% and temperature rangs from 500 to 550��. The bonding way between both base metal is typically the split mechanism. And round holes of core plate appear bore-out-of-round during the course of roll-bonding. In order to make full use of the holes in the core plate, deformation rate of 25%-40% is demanded. The tensile strength, flexural strength and elongation of sandwich board all meet the correlative criteria after annealing heat treated.
Key words: stainless steel/3003 aluminum alloy; roll-bonding; honeycomb sandwich panel; split mechanism; deformation rate
���ʷ��Ѽ�о�����������ȱ���ǿ�ȸߵ�������, �м��һ��Ϻ��������ķ��Ѽ�о��ɵĸ��ϰ�[1]�� ���ֲ��Ͼ��������ᡢ ǿ�ȸߡ� ���� �ͳ����ͻ�����ŵ�, ��һ�ָ�Ч�Ľṹ����, �ں��ա� �촬�� ������������й�����Ӧ��ǰ��[2-5]�� Ŀǰ�ҹ��ں��պ�������Ӧ�õĸ����ܸ��ʷ��Ѽ�о����Ҫ��������, ��Ʒ�Ŀ������о���Ϊ��ɢ, ��δ�γɹ�ģ������, ���������շ������ý��ӡ� ��ѹ�ȷ���, ���Ƹ����Ʊ��������о��д���������[6-8]��
�ڲ������Ƹ��Ϲ����Ʊ����ʷ��Ѽ�о����о��з���, ���Ʊ����ʵȹ��ղ����Բ�Ʒ����ѧ�������źܴ��Ӱ��[9, 10], ���������Բ����-3003���Ͻ���Ѽ�о��Ϊ�о�����, ͨ��ϵͳʵ��ó����Ƹ��Ϲ�������ѵı���������, ̽���˲��ϵĽ�ϻ���, �����˸��Ϲ����е�������ԵЧӦ�Ϳ�ϵ�ı��ι��ɡ�
1 ʵ��
3003���Ͻ����Ϊ: ��120mm, ��50mm, ��3mm�� ��Ҫ�ɷ�(��������, %)ΪSi��0.20, Mn1.20, Mg0.20, Cu0.20, Zn��1.50, Al������
����ִ����ð����岻���304, ���Ϊ: ��120mm, ��50mm, ��0.27mm�� ��Ҫ�ɷ�(��������, %)ΪC0.05, Si0.47, Mn1.22, Cr18.19, Ni8.34, Fe������
�ڼ�о���о�Ŀ�ϵ�����, Ŀǰ��Ϊ���õ����������Ρ� ���Ρ� Բ�κ;��ε�[11]�� ���ǵ�3003���Ͻ��ı����ص㼰�ӹ��ľ�����, ��ʵ�����Բ�ο�ϵ, Բ�ĵ�ֱ��Ϊ4mm, ��֮������Բ�ľ�Ϊ7mm��
ʵ����ô�ͳ�ı��������� ���Ƹ��ϡ� ��ɢ�˻�ġ������������Ϲ��ա� ������ˢ�ֹ���ˢ�ķ�ʽ���������3003���Ͻ��ı���ˢ������ྻ�ġ�ɰ�桱Ч��, �ñ�ͪ��ϴ���ɡ� �������IJ���ּ�3003���Ͻ���ڵ㺸���Ͻ��е㺸��λ���������¯�м���, �ڼ��ȵĹ�������¯��ͨ������������Է�ֹ����ַ��������� �����¶��趨Ϊ470�� 500�� 520��550��, ���Ƹ��ϵı������趨Ϊ20%~50%�� ����ļ�о�����400���˻�1h���ȴ�������, ʹ���ֻ�����г�ֵ�Ԫ�ػ���ɢ, �γ��ι̵�ұ����, ��һ����߲��ϵĽ��ǿ�ȡ�
ʵ���м���˷��Ѽ�о�����Ҫ��ѧ����ָ�ꡣ ���÷���������������ӳ���ϵ�����ӹ�����, ����GB2073-93˫�����������ܵIJ��Ա��Ʊ�����, ��������Ϊ35~40mm , �п�Բ���뾶Ϊ13mm�� ��Instron4206���Ӳ���������ϲⶨ�˼�о��Ŀ���ǿ�Ⱥ������ʵ�ָ�ꡣ
2 ���������
�ڼ�о����Ʊ���, ���Ͻ����ϵĺû�ֱ��Ӱ�쵽��Ʒ�ĸ�����ѧ���ܡ� ʵ�鷢�ֵ������¶�Ϊ500~550��ʱ, 25%�ı����ʼ���ʵ�ֲ���������3003���Ͻ�о�����õij���ϡ� ͼ1��ʾΪ�ڼ����¶�Ϊ520��, ������Ϊ30%�Ĺ�������������δ���˻�ļ�о�岻ͬλ�õ�����֯�� ��ͼ�п��Կ��������ھ�������ʵ�ָ��Ϻ�, �����������ϲ���������3003���Ͻ�о�����������, ���Ͻ���ƽֱ�� ����, Ϊ���͵�����̬��ò, ���Ͻ�����û�����Ե�ȱ�ݴ��ڡ� о����Բ����״���������Եı仯, �ı�Եͬ��������Ľ�ϴ����ϵ�Ч��Ҳ��Ϊ���롣
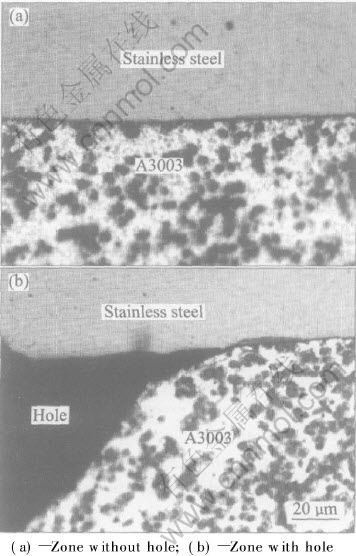
ͼ1 ��о�岻ͬλ�õ�����֯
Fig.1 Microstructures on different positions of sandwich panel
���ڲ����-3003���Ͻ��о�����, ���ڲ���ֵı��ο���ֵԶ����3003���Ͻ�, �������ֲ���ڼ��Ⱥ����ֵø�������, ��������Ƹ��Ϲ����б�����Ҫ������3003���Ͻ�о���ϡ� ʵ������ʾ: �����ϵı����ʴﵽ50%ʱ, ��������ı����ʽ�ԼΪ6%�� ���ڲ���������κ�С, ��������ܵ�����Ĥ(��Ҫ�ɷ�ΪCr2O3)���ѱ��ƻ��� ͼ2��ʾΪ�����¶�Ϊ520��, ������Ϊ50%����������δ���˻�ļ�о������ı�������Ƭ�� ͼ2(a)�а�ɫ����Ϊ��Ԫ��, ��ͼ�ɼ��ڲ���ֻ����Ϸֲ��д��������� ��������������Ҫԭ������: ���ƹ�����3003���Ͻ������Ե�����Ĥ���ƻ���, ���ʵĽ����������������벻��ֻ���Ӵ��γɡ�ճ�͵㡱, ��ճ�͵㡱ռ���������ı����Լ���ϵ��ι̶̳Ⱦ����˸���Ч���� �����ϰ���а���ʱ, ���ڡ�ճ�͵㡱������3003���Ͻ�ͬ����ֵĽ�Ͻ�֮��ͬ3003���Ͻ�о��Ľ�ϸ�Ϊ�ι�, ��������ڲ��������ϡ�ճ���д��������� ͼ2(b)������ʾ�İ�ɫ����Ϊ�����, ��ͼ2��֪, �ڰ����3003���Ͻ��һ�ࡰճ���в���ֵ������Ҫ�ٵĶ�, ���ҷֲ���Ϊ��ɢ�� ������Ϊ�ⲿ�ֱ���ճ����3003���Ͻ���ϵIJ���ֵ���Դ��Ҫ������ˢ�������ڲ���ֱ����γɵ�һЩӲ����, Ӳ���������ƹ����б��ƻ�, ͬ������벢��3003���Ͻ����, �����ֽ�ϵ�ǿ�Ƚϵ�, ����ֻռ�����ĺ�Сһ���֡� ͨ�����ϵķ����ɼ�, �ڲ���������3003���Ͻ�о������Ƹ��Ϲ�����, ��Ҫ�Ľ�Ϸ�ʽΪ ���ѿڻ��ơ� [12]��
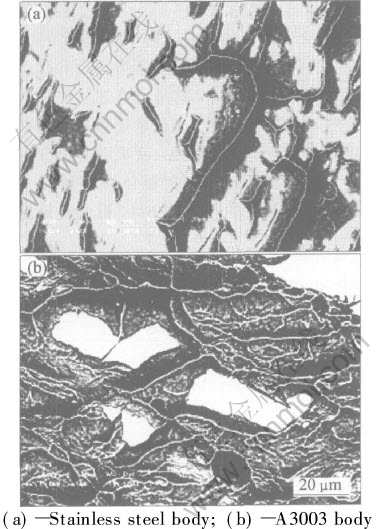
ͼ2 ��о�������SEM��������Ƭ
Fig.2 SEM back-reflection photographies of honeycomb sandwich panel after stripped
�ڷ��Ѽ�о����Ʊ�������, ������о���ϲ���Բ��, �����ƹ����������ܵ������������������Ʒ���Ҫ������չ, ͬʱ�����ֻ���Ľ����ϻ�������Ħ����, ����ڸ��Ϻ�о����Բ����״�ᷢ�����Եı仯�� ��ͼ1���Կ�������о����Բ�ı仯���, ��ͨ��ͼ3��ʾ�Ŀ���Χ�ı�����ͼ���Ը���ֱ�۵��˽�Բ����״�仯���ơ�
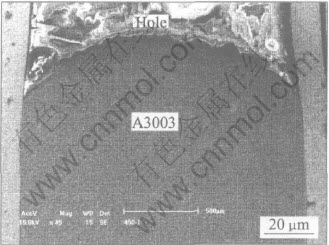
ͼ3 Բ����Χ��SEM��������Ƭ
Fig.3 SEM back-reflection photography of round-hole circum
��ͼ3�ɼ�, ���Ƹ��Ϻ�Բ�οױ���Ϊ��Բ��, ��Բ�ij��������Ʒ���ƽ�С� �Ӻ�ȷ�����濴Բ���ܱ߽�����������������ֵĵ����Ρ� ��������������ѹ����������, о��������Ħ�����ܴ�, ���������������Ų���ճ������ ����ѹ��ʹо�������Ʒ�����չ, Բ���ڱڵĽ����ȸ��Ͻ��洦�Ľ�������������, ���о��Բ���ڱڵ�һ���ֽ�����ƽ���Ӵ�����, ʹ���ܱ߽�����������������ֵĵ����εı仯��
�Զ��о���϶���, ��ϵ�Ŀ��Ʒdz��ؼ��� �����ƹ�����Ӱ��Բ����״�仯����Ҫ������о��ı�����, �����ʹ���ʹ��ϵ��ʧ, ʧȥ���Ѽ�о��Ľṹ�ص�; �������ʹ�С�ή��о���������ǿ��, Ӱ��ʹ�����ܡ� ����Բ�������ƹ�������Բ�α����Բ��, ��˿��Ը�����Բ�ȵı仯�����������ƹ�����Բ�ı仯���, ��ν����Բ����ָ��Բ�����볤��ı�ֵ�� ͼ4��ӳ�����ƹ�������Բ��������ʵĹ�ϵ��
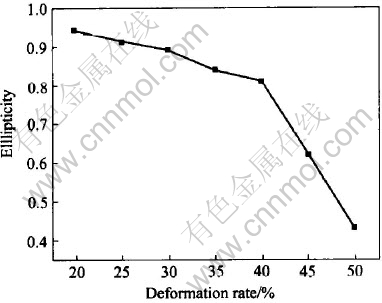
ͼ4 ��о����Բ��������ʵĹ�ϵ
Fig.4 Relation between ellipticity and deformation rate of honeycomb sandwich panel
��ͼ4���Կ���, �ڼ�о�������С��40%ʱ, ����Բ�ȱ仯��Ϊƽ���� �������ʳ���40%��, ����Բ�ȼ����С, ��ʾ��ʱ�ڸ��Ͻ��洦����Χ�Ľ�������״̬������ͻ�䡣 ���������ʴﵽ50%ʱ, о���Ͽ���Բ�Ƚ�Ϊ0.43, ��ʱ��ϵ�Ѿ�ʧȥ��Ӧ�е����á� ���ݷ�������: �������Ƹ��Ϲ����Ʊ������-3003���Ͻ���Ѽ�о��ʱ, Ϊ�˱�֤��ϵ�������ܹ�������Ӧ������, Ӧ���������ʿ�����40%���¡� �������еļ�о����ѧ���ܲ��Խ����ʾ, �ڱ�����С��25%ʱ, ��о��ij����ǿ�Ƚϵ�, ��������Ӱ�쵽��Ʒ�ĸ�����ѧ���ܡ� ����ۺϿ��������ƹ����п�ϵ����״�仯�ͼ�о��ij����Ч������Ӱ������, �����-3003���Ͻ���Ѽ�о��������Ƹ��Ϲ����еı�����Ӧ��������25%~40%֮�䡣
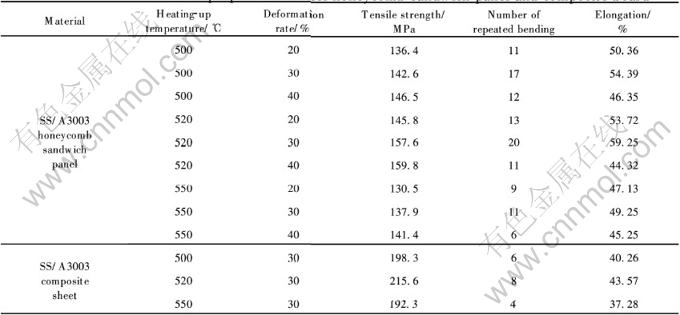
����һ���²�����˵, ��Ʒ�ĸ�����ѧ�����ܷ�����ʹ��Ҫ��������Ҫ, ʵ���вⶨ�˲�ͬ�����������Ʊ��IJ����-3003���Ͻ���Ѽ�о��ĸ�����Ҫ��ѧ����, ���Ͼ�����400��������1h����ɢ�˻���, ��1�г��˼������õ��ĸ������ݡ� Ϊ���ڱȽ�, ����ͬʱ�г��˲����-3003���ϰ��������ݡ�
�ɱ�1�ɼ�, �������Ƹ��Ϲ����Ʊ������-3003���Ͻ���Ѽ�о��, �ڼ����¶�Ϊ520��ʱ���ϵĸ�����ѧ���ܴﵽ���, �������������30%���Ҽ�, ��ʱ��о��ĸ�����ѧ����ָ����ﵽ��GB232-82�е���ر��� �ɱ�1��֪, ��о��Ŀ���ǿ��������ʵ���߶�����, ������[13, 14]���о��ɹ�һ��, �����ű����ʵ����, ��о������۴����������������������½�, ������Ϊ30%ʱ, ���۴����������ʴﵽ���ֵ�� ������Ϊ: ��о������۴����������ʲ����ܸ��Ͻ�����ǿ�ȵ�Ӱ��, ͬ����������ƹ������������ļӹ�Ӳ��Ҳ�������еĹ�ϵ�� ���ⲻ���-3003���ϰ�Ŀ���ǿ�����Ը�����ͬ�����ƶ��¼�о���ָ��, ��ԭ�����ڼ�о���ϲ�����Բ��, �����Ч�Ľ�����ԶС����ʵ�ĸ��ϰ�, ���Ҽ�о���Բ���ڲ��ɱ����Ҫ����һ���ֿ���, �ڼ��ȵĹ����л���ɲ���ֵ�����, Ӱ�쵽����Ľ��ǿ�ȡ� ���е�������ʾ��о������۴�����������Ҫ�������ϰ��ָ��, �����ɼ�о��Ľṹ�ص���������, ��о���е�о���ڳ������ۺͼ��еȱ���ʱ���Ժܺõش��ݼ�����, ʹ��о��ı�������ڸ��ϰ����ֳ��������Եġ������ԡ��ص㡣 ����Ƚϲ��ñ������Ʊ��IJ����-3003���Ͻ���Ѽ�о��Ͳ����-3003���Ͻϰ���ܶ�, ���ּ�о���������Լ���40%~60%, �ɼ����Ѽ�о�����ڽ�Լ��������������м�������ơ�
��1 ���Ѽ�о�弰���ϰ����Ҫ��ѧ����
Table 1 Main mechanical properties of steel honeycomb sandwich panel and composite board
3 ����
1) �����¶�Ϊ500~550��, ������Ϊ25%����ʱ, ����ʵ�ֲ���������3003���Ͻ�о����ι̵ij����, ����ĸ��֮��Ľ����Ҫ�������ѿڻ��ơ���
2) Ϊ�˳�ַ��ӿ�ϵ�����ò���֤�����ǿ��, �����-3003���Ͻ���Ѽ�о������Ʊ�����Ӧ��������25%~40%֮�䡣
3) ���ñ������Ʊ��IJ����-3003���Ͻ���Ѽ�о��ĸ�����ѧ���ܾ����ԴﵽGB232-82�е���ر�, �����۴�����������ָ�����Ը������ϰ塣
REFERENCES
[1]����, ֣����, ����. ���Ѽ�о��������о�[J]. �������̴�ѧѧ��(��Ȼ��ѧ��), 2001, 19(4): 47-50.
ZHANG Yuan, ZHENG Bai-zhe, LI Ni. Theoretical research of honeycomb sandwich panel[J]. Journal of Beijing Technology and Business University(Natural Science Edition) , 2001, 19(4): 47-50.
[2]���ʽ�, �ھ���. ���Ѽ�о���ϰ弰����������ҵ�е�Ӧ��[J]. �������������, 2003(8): 30-32.
FENG Ren-jie, YU Jiu-ming. Honeycomb filled board and its application in automotive industry[J]. Automobile Technology and Material, 2003(8): 30-32.
[3]Renji K, Shankar N S. Loss factors of composite honeycomb sandwich panels[J]. Journal of Sound and Vibration, 2002, 250(4): 745-761.
[4]Cise D, Lakes R S. Moisture ingression in honeycomb core sandwich panels[J]. Journal of Materials Engineering and Performance, 1997, 6(6): 732-736.
[5]Davies G O, Hitchings D, Besant T, et al. Compression after impact strength of composite sandwich panels[J]. Composite Structures, 2004, 63(1): 1-9.
[6]Daurelio G, Ludovico A, Nenci F, et al. Thin stainless steel sandwich structural panels all welded by laser technology[A]. Proceedings of SPIE - The International Society for Optical Engineering[C]. Tsukuba Japan, 1997. 184-211.
[7]Soutis C, Spearing S M. Compressive response of notched, woven fabric, face sheet honeycomb sandwich panels[J]. Plastics Rubber and Composites, 2002, 31(9): 392-397.
[8]Toribio M G, Spearing S M. Compressive response of notched glass-fiber epoxy/honeycomb sandwich panels[J]. Composites - Part A: Applied Science and Manufacturing, 2001, 32(6): 859-870.
[9]Narayana K B, Ramanath K S, Bonde D H. Modelling honeycomb sandwich panels with shell elements in finite element analysis[J]. Journal of Spacecraft Technology, 1995, 5(3): 33.
[10]����ϼ, ������, �����. �����/��(�Ͻ�)/����ֶ�㸴�ϰ�ij�ѹ��������[J]. �й���ɫ����ѧ��, 2003, 13(4): 914-918.
ZHU Xu-xia, PENG Da-shu, LI Zuo-jian. Numerical simulation of deep drawing procedure of stainless steel/aluminum alloy/stainless steel composite[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(4): 914-918.
[11]����÷, ������, ����, ��. ���ʷ��Ѽ�о����о���չ[J]. ���վ������켼��, 2004, 40(3): 14-15.
FU Ding-mei, HAN Jing-tao, LIU Jing, et al. Process on study of honeycomb sandwich steel panel[J]. Aviation Precision Manufacturing Technology, 2004, 40(3): 14-15.
[12]�����, �����, �ھ���, ��. ����ֺ����������Ƹ��ϵĽ�ϻ���[J]. �ӱ�����ѧԺѧ��, 2002, 24(2): 25-28.
LI He-zong, LI Yu-gang, YU Jiu-ming, et al. Mechanism of solid bonding of stainless steel with aluminum by rolling[J]. Journal of Hebei Institute of Technology, 2002, 24(2): 25-28.
[13]���ط, ����, �ھ���, ��. TLP���Ӽ����ڲ����-3003���Ͻϰ��Ʊ��е�Ӧ��[J]. �й���ɫ����ѧ��, 2003: 15(1): 79-83.
ZU Guo-yin, WANG Ning, YU Jiu-ming, et al. Application of TLP joining techniques in preparing bonding plates of stainless steel/A3003[J]. The Chinese Journal of Nonferrous Metals, 2003: 15(1): 79-83.
[14]Narayana K B, Ramanath K S, Bonde D H. Modelling honeycomb sandwich panels with shell elements in finite element analysis[J]. Journal of Spacecraft Technology, 1995, 5(3): 33.
[15]Wolff E G, Chen H, Oakes D W. Hydrothermal deformation of composite sandwich panels[J]. Advanced Composites Letters, 2000, 9(1): 35-43.
������Ŀ: ���Ҹ����о���չ�ƻ�������Ŀ(2002AA334070); ������Ȼ��ѧ����������Ŀ(50174019)
�ո�����: 2004-12-02; ������: 2005-04-26
�����: ���ط(1977-), ��, ��ʦ, ��ʿ.
ͨѶ����: ���ط, ��ʿ; �绰: 024-83686415; E-mail: zuguoyin@163.com
[1]����, ֣����, ����. ���Ѽ�о��������о�[J]. �������̴�ѧѧ��(��Ȼ��ѧ��), 2001, 19(4): 47-50.
[2]���ʽ�, �ھ���. ���Ѽ�о���ϰ弰����������ҵ�е�Ӧ��[J]. �������������, 2003(8): 30-32.
[11]����÷, ������, ����, ��. ���ʷ��Ѽ�о����о���չ[J]. ���վ������켼��, 2004, 40(3): 14-15.
[12]�����, �����, �ھ���, ��. ����ֺ����������Ƹ��ϵĽ�ϻ���[J]. �ӱ�����ѧԺѧ��, 2002, 24(2): 25-28.
