
TiC������ǿ�ѻ����ϲ��ϵ��ȱ�����Ϊ���ӹ�ͼ
������1��Ф����1����һ��2������1������2������1
(1. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ������ ��ɳ��410083��
2. ������ɫ�����о�Ժ���㶫 ���ݣ�510650)
ժ Ҫ��
e-1500��ģ��ʵ����϶�ԭλ����TiC������ǿ�ѻ����ϲ��Ͻ�����ѹ��ʵ�飬�о������¶�Ϊ700~950 �棬Ӧ������Ϊ0.001~1 s-1ʱ���ȱ�����Ϊ���о���������������¶Ⱥ�Ӧ�����ʶ�����Ӧ��������Ӱ�죬����Ӧ��������¶ȵ����߶����ͣ���Ӧ�����ʵ����Ӷ����ߡ�ԭλ�����ѻ����ϲ�����(��+��)����������Ϊ357.09 kJ/mol��������������Ϊ227.18 kJ/mol������Zener-Hollomon ������������������Ա��εı�����ϵ�����ݶ�̬����ģ�ͣ�����ԭλ�����ѻ����ϲ��ϵļӹ�ͼ����ȷ���ȱ��ε�����ʧ������
�ؼ��ʣ�
����Ӧ�����ӹ�ͼ��ԭλ���ɸ��ϲ������ѻ����ϲ������ȱ�����
��ͼ����ţ�TG146.2 ���ױ�־�룺A ���±�ţ�1672-7207(2012)05-1672-06
Hot deformation and processing map of titanium matrix composites reinforced by TiC particulates
HU Jia-rui1, XIAO Lai-rong1, CAI Yi-xiang2, LI Wei1, LUO Kai2, LIU Yan1
(1. School of Materials Science and Engineering, Central South University, Changsha 410083, China;
2. Guangzhou Research Institute of Non-ferrous Metals, Guangzhou 510600, China)
Abstract: The deformation behaviour of in-situ synthesized titanium matrix composites reinforced by TiC particulates was investigated by compression tests on Gleeble-1500 thermal simulator machine. The tests were performed in the temperature range from 700 to 950 �� and strain rate range from 0.001 to 1 s-1. The results show that the flow stress is controlled by strain rate and deformation temperature. The flow stress increases with the increase of strain rate and decreases with the increase of deformation temperature. The deformation activation energy is 357.09 kJ/mol in (��+��) phase region and 227.18 kJ/mol in �� phase region. The constitutive equation of the plastic deformation is obtained by introducing Zener-Hollomon parameter. The processing maps of in-situ synthesized titanium matrix composites are also established based on the dynamic material model and the flow instability region is noted.
Key words: flow stress; processing map; in-situ synthesized composite; titanium matrix composites; hot deformation
������ǿ�ѻ����ϲ��Ͼ��и߱�ǿ�ȡ��߱�ģ��������ʴ�ԡ�����ĥ�ԣ����ѵĿ�ƣ�����ܺͿ�������ܼ�����ĸ������ܣ��ں��ա����졢���Ӽ���������ȹ�ҵ�����й�����Ӧ��ǰ��[1-2]������ԭλ���ɷ����Ʊ��Ŀ�����ǿ�ѻ����ϲ��ϱ����������ǿ������Ľ�����Ⱦ���⣬���ҹ��ռ��õ��㷺�о�[3-5]���������ͷ�ĩұ��ȷ���������ԭλ�ϳɿ�����ǿ�ѻ����ϲ���[6-9]������������ǿ��ļ��룬��������Խ����Ļ����Ϸֲ��˺ܶ�Ӳ�Ⱥܸߵ���ǿ��������ѻ����ϲ��ϵļӹ����ܱ��ڽϴ�̶��ϼӴ����ѻ����ϲ��ϵĹ��̻�Ӧ���Ѷȡ���ˣ�Ϊ��ѡ����ʵ��ȼӹ�����·�ߣ������ȱ��ο��ѵ�ʧ������IJ��������������о��Ͻ��ڲ�ͬ���������µĸ��±�����Ϊ��Ŀǰ�������ԭλ�����ѻ����ϲ��ϵ��о�������������Ʊ����۽ṹ���棬���ȱ�����Ϊ���о������б��������о�����ģ��ѹ��ʵ����Ϊ�������о����ι��ղ�����ԭλ����TiC������ǿ�ѻ����ϲ��ϵ�����Ӧ����Ӱ�죬�������±��μӹ�ͼ��Ϊԭλ����TiC������ǿ�ѻ����ϲ��ϼӹ����յ��ƶ����Ż��ṩ�������ݡ�
1 ʵ��
���о����õ�ԭλ����TiC������ǿ�ѻ����ϲ����ɹ�����ɫ�����о�Ժ�ṩ�����÷�ĩұ���� ������Ti-2Mo-Ni�Ͻ����Ƴɻ�Ϸۣ�����������5%(�������)��Cr3C2��ĩ�����ƺõķ�ĩ��Ar���ձ����»�ϣ�����Ⱦ�ѹ������սᡣ�ս�����з�����Ӧ(1)�����ɵ�TiCΪ������ǿ�ࡣ��ʵ��ⶨ����ԭλ�����ѻ����ϲ��ϵĦ�/��ͬ���쾧ת���¶�Ϊ798 �档
2Ti+Cr3C2��2TiC+3Cr (1)
���ս�����ø��ϲ������ϼӹ���ֱ������Ϊ10 mm��15 mm��СԲ��������������ӹ���0.2 mm��İ��ۣ��ȱ�����Gleeble-1500��ģ��������Ͻ��У�ѹ��ʱ�������������75%ʯī+20%����+5%�������ױ�֬��Ϊ�����Լ���Ħ������Ӱ�졣�����¶ȷֱ�Ϊ700��750��800��850��900��950 �棬Ӧ������Ϊ0.001��0.01��0.1��1 s-1������ѹ��ǰ�����ٶ�Ϊ5 ��/s�����º���5 min�����γ̶�Ϊ50%��ж�غ���������������ˮ�䱣������±�����֯��
2 ʵ����
2.1 ��Ӧ��-��Ӧ������
�ѻ����ϲ��ϸ���ѹ������ʱ����Ӧ��-��Ӧ��������ͼ1��ʾ����ͼ1���Կ������ѻ����ϲ�������ѹ������ʱ������Ӧ���ı仯���ɱ���Ϊ�����ű�Ľ��У���Ӧ��������Ӧ��Ѹ�����߲����ַ�ֵ����Ӧ�������·�ֵ�������ԡ��ѻ����ϲ����ȱ���ʱ������̬�ظ��Ͷ�̬�ٽᾧ��������Ӧ�����߿��Կ��������ַ�ֵӦ����Ӧ����ʼ���½��������ȶ���

ͼ1 �����ڲ�ͬ�¶�ѹ������ʱ����Ӧ��-Ӧ������
Fig.1 Compressive true stress-true strain curves at different temperatures
��ͬһӦ�������£����¶���������Ӧ�����Խ��ͣ��ڱ����¶ȱ��ֲ���ʱ������Ӧ������Ӧ�����ʵ���߶����������������ԭ����ɣ�һ���棬���ű����¶ȵ����ߣ�����ԭ�Ӷ������ӣ�ԭ�������������ʹλ�������ߣ��ɿ�������ϵ���࣬�Ӷ����ƾ�����ı���Э���ԣ�ͬʱ��ɢ���;�������ĸı䶼������Ӧ���Ľ��Ͳ���һ����Ӱ�죻�����¶����ߣ���̬�ظ��Ͷ�̬�ٽᾧҲ�����У�ʹ��λ���ܶ��½����Ӷ�ʹ����Ӧ����С����һ���棬Ӧ�����ʵ�����ʹ��λ����ֳ������������Ҳʹ�ò��ϵ�����Ӧ�����ɼ���ԭλ�����ѻ����ϲ��������������Ժ�Ӧ�����������Բ��ϡ�
2.2 ��������ģ��
�����ڸ������Ա���ʱ��������Ӧ���������ȶ�����Ӧ��![]() ��Ӧ������
��Ӧ������![]() ����Arrhenius��ϵ[10]��
����Arrhenius��ϵ[10]��
![]() (2)
(2)
��Ӧ��ˮƽ������(![]() ��0.8)��ʽ(2)�ɱ���Ϊ��
��0.8)��ʽ(2)�ɱ���Ϊ��
![]() (3)
(3)
��Ӧ��ˮƽ������(![]() ��1.2)��ʽ(2)�ɱ���Ϊ��
��1.2)��ʽ(2)�ɱ���Ϊ��
![]() (4)
(4)
���У�n��AΪ������QΪ���μ����ܣ�RΪ���峣����![]() ΪӦ�����ʣ�TΪ����ѧ�¶ȣ�
ΪӦ�����ʣ�TΪ����ѧ�¶ȣ�![]() ��
��
����ԭλ�����ѻ����ϲ����ڸ���(700~950 ��)ѹ������ʱ�ķ�ֵӦ��![]() ��Ӧ������
��Ӧ������![]() ֮������ʽ(3)��ʽ(4) 2�ֹ�ϵ�����ʽ(3)��ʽ(4)���߷ֱ�ȡ��Ȼ���������Եõ���
֮������ʽ(3)��ʽ(4) 2�ֹ�ϵ�����ʽ(3)��ʽ(4)���߷ֱ�ȡ��Ȼ���������Եõ���
![]() (5)
(5)
![]() (6)
(6)
����ͬ���������ķ�ֵӦ����Ӧ�����ʱ仯��ֵ����ʽ(5)��(6)������![]() ��
��![]() ���ߵ����Թ�ϵ(��ͼ2(a)��(b)��ʾ)�����Իع����(��+��)�����ͦ�������n1�ͦ£���ȷ������Ȼ����ʽ(2)ת�����������Թ�ϵ��
���ߵ����Թ�ϵ(��ͼ2(a)��(b)��ʾ)�����Իع����(��+��)�����ͦ�������n1�ͦ£���ȷ������Ȼ����ʽ(2)ת�����������Թ�ϵ��
![]() (7)
(7)
��ʽ(7)����ƫ�ֿ�������μ�����QΪ��
![]() (8)
(8)
ͨ��ͼ2(c)��2(d)�е�![]() ֱ��б�ʿɷֱ����������(��+��)�����ͦ�������Ӧ��ָ��n����ͼ2���Կ������߳ʽϺõ����Թ�ϵ�����ڲ�ͬ���¶��£�ֱ�ߵ�б�����в�ͬ��˵�����μ��������¶ȵı仯��һ���ı仯������
ֱ��б�ʿɷֱ����������(��+��)�����ͦ�������Ӧ��ָ��n����ͼ2���Կ������߳ʽϺõ����Թ�ϵ�����ڲ�ͬ���¶��£�ֱ�ߵ�б�����в�ͬ��˵�����μ��������¶ȵı仯��һ���ı仯������![]() ֱ
ֱ
��б��ȷ����ͬ�¶������![]() ��ͬ����
��ͬ����
ͼ2(d)���Կ��������кܺõ����Թ�ϵ�����ڲ�ͬ��Ӧ��������ֱ�ߵ�б��Ҳ���в�ͬ��˵�����μ�������Ӧ�����ʵĸı�Ҳ�б仯��(��+��)�����ͦ������ĸ��������1��ʾ��
��1 ���±���ԭλ�����ѻ����ϲ��ϵIJ��ϳ���
Table 1 Material constants of in-situ synthesized titanium matrix composites in high temperature deformation
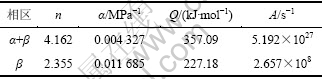
���ݱ�1���μ�����Q�ļ�������֪��ԭλ�����ѻ����ϲ�����(��+��)�����ı��μ�����Ϊ357.09 kJ/mol�����ڦ������ı��μ�����Ϊ227.18 kJ/mol����ͬ�¶�����õ���ͬ�ı��μ����ܣ������ڲ�ͬ���¶������в�ͬ���ȱ��λ��ơ����������μ����ܽϵͣ��Ʋ����������ɢ���ƣ�(��+��)�������μ����ܽϸߣ����λ��ƿ���Ϊ��̬�ٽᾧ��
���ʽ(2)�����¶Ȳ���Ӧ�����ʼ�Zener- Hollomon ����Z [11]���������¹�ϵ��
![]() (9)
(9)
 (10)
(10)
���Եõ��Ͻ���(��+��)�����ͦ���������Z������ʾ�ķ�ֵ����Ӧ���ҡ�Ӧ������![]() �ͱ����¶�T֮��Ĺ�ϵ�������̡�
�ͱ����¶�T֮��Ĺ�ϵ�������̡�
��(��+��)������
![]()
 (11)
(11)

ͼ2 ԭλ�����ѻ����ϲ��ϸ������Ա��η�ֵӦ������Ӧ������![]() ���¶�T�Ĺ�ϵ
���¶�T�Ĺ�ϵ
Fig.2 Relationship between strain rate ![]() and temperature T and peak stress �� of high temperature plastic deformation
and temperature T and peak stress �� of high temperature plastic deformation
�ڦ�����Ϊ��
![]()
 (12)
(12)
ʽ�У�![]()
2.3 �ȼӹ�ͼ�Ĺ��������
���ն�̬����ģ�͵Ĺ۵㣬�������ȼӹ������е�λ����������յĹ���P���Է�Ϊ2����[12-13]������
![]() (13)
(13)
ʽ�У��ܵĹ���P(�����![]() )���Ա�ʾΪ2����������G (��ɢ��)��J (��ɢЭ��)��G�����������Ա�������Ĺ������ģ�������ת����������ȣ������С�IJ����Ծ���ȱ�ݵ���ʽ������������ɢЭ����J�Dz��ϱ��ι���������֯�仯�йصĹ������ġ��ڱ��ι����У�G������������������JЭ�����Dz��亯��������ұ��ı仯���������ں�ɢЭ����J�ı仯������ġ�
)���Ա�ʾΪ2����������G (��ɢ��)��J (��ɢЭ��)��G�����������Ա�������Ĺ������ģ�������ת����������ȣ������С�IJ����Ծ���ȱ�ݵ���ʽ������������ɢЭ����J�Dz��ϱ��ι���������֯�仯�йصĹ������ġ��ڱ��ι����У�G������������������JЭ�����Dz��亯��������ұ��ı仯���������ں�ɢЭ����J�ı仯������ġ�
J��G�ı仯�ʾ�����Ӧ����������ָ��m��
����ʽ������![]() �����������Ժ�ɢ
�����������Ժ�ɢ
���ԣ���m=1ʱ��J�ﵽ�����ֵJmax�������ζ�ţ�![]() ��
��
Prasad��ͨ������1����ߴ��صĹ��ʺ�ɢЧ�ʵIJα�����ͬ�ţ�![]() ��Tһ���˹��ʺ�ɢͼ[14]���䶨��Ϊ
��Tһ���˹��ʺ�ɢͼ[14]���䶨��Ϊ![]() �����Ǧţ�
�����Ǧţ�![]() ��T�ĺ�����ͨ��������Ӧ������
��T�ĺ�����ͨ��������Ӧ������![]() �ͱ����¶�T�����ɵĶ�άƽ���ϻ���ɵȹ��ʺ�ɢЧ�ʵ��������߹��ɣ�����ӳ�˲������ȼӹ������еĹ��������������䲻ͬ�����������Ų�ͬ������֯�ı仯���ơ����Եõ���Ӧ����������ָ��m����ʾ�Ĺ��ʺ�ɢЧ�ʵļ���ʽ����=2m/(m+1)�����ݴ�Ӧ�����Ա��εļ���ֵԭ������dD/d
�ͱ����¶�T�����ɵĶ�άƽ���ϻ���ɵȹ��ʺ�ɢЧ�ʵ��������߹��ɣ�����ӳ�˲������ȼӹ������еĹ��������������䲻ͬ�����������Ų�ͬ������֯�ı仯���ơ����Եõ���Ӧ����������ָ��m����ʾ�Ĺ��ʺ�ɢЧ�ʵļ���ʽ����=2m/(m+1)�����ݴ�Ӧ�����Ա��εļ���ֵԭ������dD/d![]() ��D/
��D/![]() ʱ�������ʧ�ȡ����ն�̬����ģ��ԭ����D���ں�ɢЭ��J����˿��Եó�����ʧ�ȵ��о�Ϊ[15]��
ʱ�������ʧ�ȡ����ն�̬����ģ��ԭ����D���ں�ɢЭ��J����˿��Եó�����ʧ�ȵ��о�Ϊ[15]��
 (14)
(14)
�Ѳ���![]() ��Ϊ�����¶Ⱥ�Ӧ�����ʵĺ�����������������¶Ⱥ�Ӧ�����ʶ�Ӧ��
��Ϊ�����¶Ⱥ�Ӧ�����ʵĺ�����������������¶Ⱥ�Ӧ�����ʶ�Ӧ��![]() ������������ʧ��ͼ�������ʺ�ɢͼ������ʧ��ͼ���Ӿ��ɼӹ�ͼ��ͼ3��ʾΪԭλ�����ѻ����ϲ�������Ӧ���=0.3�ͦ�=0.5ʱ���ȼӹ�ͼ��
������������ʧ��ͼ�������ʺ�ɢͼ������ʧ��ͼ���Ӿ��ɼӹ�ͼ��ͼ3��ʾΪԭλ�����ѻ����ϲ�������Ӧ���=0.3�ͦ�=0.5ʱ���ȼӹ�ͼ��
ͼ3��ʾ�ĵ�ֵ���ǹ��ʺ�ɢЧ�ʣ���ͼ3���Կ��������ʺ�ɢЧ�����������ڴ�Լ800 ��ʱ�������Թյ㣬�ӽ�ԭλ�����ѻ����ϲ��ϵĦ�/������¶ȡ���ͼ3(a)��ʾ����Ӧ��Ϊ0.3ʱ����2�����ʺ�ɢЧ�ʽϴ����������һ�¶�Ϊ775~875 �棬Ӧ������Ϊ0.001~0.01 s-1����ֵЧ��Ϊ66%������������¶�Ϊ900~950 �棬Ӧ������Ϊ0.001~0.1 s-1����ֵЧ��Ϊ85%����ͼ3(b)��ʾ������Ӧ��Ϊ0.5ʱ�����ʺ�ɢЧ�ʵĽϴ�����Ϊ�����¶�Ϊ900~950 �棬Ӧ������Ϊ0.001~0.1 s-1����ֵЧ��Ϊ90%��������[16]�������ڼӹ�ͼ�е����ʺ�ɢЧ��ֵ����60%����Ӧ������С��0.01 s-1ʱ�������������Ա��Σ�ͬʱ��̬�ٽᾧһ�㷢���ڹ��ʺ�ɢЧ��Ϊ40%~50%��������ˣ����������Ѿ��߱��˷�����̬�ٽᾧ�ͳ����Ա��ε�������
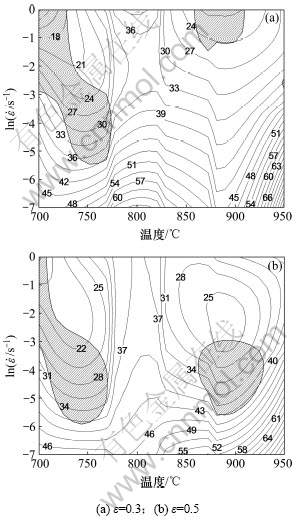
ͼ3 ��ͬ��Ӧ����ԭλ�����ѻ����ϲ��ϵ��ȼӹ�ͼ
Fig.3 Processing Map at different true strains of in-situ synthesized titanium matrix
ͼ3��ʾ��Ӱ���ֱ�ʾʧ���������ԭλ�����ѻ����ϲ�����ʧ�������ڶ�Ӧ�Ĺ��ղ����½������Ա��Σ����ܻ���ֶ�����֯�����ĸ���ȱ�ݡ�ͼ3(a)�д���2��ʧ������1�������DZ����¶�Ϊ700~775 �棬Ӧ������Ϊ0.004~1 s-1����2����������¶�Ϊ850~900 �棬Ӧ������Ϊ0.2~1 s-1��ͼ3(b)�д���2��ʧ������1�������DZ����¶�Ϊ700~775 �棬Ӧ������Ϊ0.003~1 s-1����2�������DZ����¶�Ϊ860~920 �棬Ӧ������Ϊ0.003~0.05 s-1��ͬʱ���Ա�ͼ3(a)��ͼ3(b)��֪�����ű����������ӣ�(��+��)������ʧ������仯������������ʧ�������ɸ�Ӧ�������������Ӧ�����������ƶ�������������ԭλ�����ѻ����ϲ������¶�Ϊ700~775 �棬Ӧ������Ϊ0.003~1 s-1�Լ��¶�Ϊ850~920 �棬Ӧ������Ϊ0.004~1 s-1��Χ�ڴ���ʧ�������ƶ��ȼӹ�����ʱӦ�ܿ���Щ�������������⣬ԭλ�����ѻ����ϲ��ϸ������Ա���ʱ��ߵĹ��ʺ�ɢ�ʶ�Ӧ��ѵı��ι��ղ�����
3 ����
(1) ���¶�Ϊ700~950 ���Ӧ������Ϊ0.001~ 1 s-1ʱ������Ӧ��������¶ȵ����߶����ͣ���Ӧ�����ʵ����Ӷ����ߡ�
(2) ԭλ�����ѻ����ϲ�����(��+��)����������Ϊ357.09 kJ/mol��������������Ϊ227.18 kJ/mol��
(3) ԭλ�����ѻ����ϲ������¶�Ϊ700~775 �桢Ӧ������Ϊ0.003~1 s-1��850~920 �桢Ӧ������Ϊ0.004~1 s-1��Χ�ڴ���ʧ�������ƶ��ȼӹ�����ʱӦ�ܿ���Щ����
�ο����ף�
[1] ����. �ѻ����ϲ��ϵ��о��뷢չ[J]. ϡ�н��������빤��, 1997, 26(2): 1-7.
LUO Guo-zhen. Recent development of titanium metallic matrix composites[J]. Rare Metal Materials and Engineering, 1997, 26(2): 1-7.
[2] Ranganath S. Review on particulate-reinforced titanium matrix composites[J]. J Mater Sci, 1997, 32(1): 1-16.
[3] ëС��, ����, �����, ��. TP-650������ǿ�ѻ����ϲ��ϵ���������֯����[J]. ϡ�н��������빤��, 2004, 33(6): 620-623.
MAO Xiao-nan, ZHOU Lian, ZHOU Yi-gang, et al. Characteristic of principle properties and microstructure of TP-650 particles reinforced titanium matrix composites[J]. Rare Metal Materials and Engineering, 2004, 33(6): 620-623.
[4] ����, ��ά��, ��ݶ, ��. ԭλ�ϳ�TiB��Nd2O3��ǿ�ѻ����ϲ���[J]. �Ϻ���ͨ��ѧѧ��, 2004, 38(2): 300-303.
GENG Ke, LU Wei-jie, ZHANG Di, et al. In situ synthesized (TiB+Nd2O3)/Ti composites[J]. Journal of Shanghai Jiao Tong University, 2004, 38(2): 300-303.
[5] �Ŷ���, ����ѧ, ������, ��. ����TiC��ǿ�ѻ����ϲ��ϵ�����֯[J]. �����о�ѧ��, 2000, 14(5): 524-530.
ZHANG Er-lin, JIN Yun-xue, ZENG Song-yan, et al. Microstructure of in situ TiC reinforced titanium alloy matrix composites[J]. Chinese Journal of Material research, 2000, 14(5): 524-530.
[6] Tsang H T, Chao C G, Ma C R. Effects of volume fraction of reinforcement on tensile and creep properties of in situ TiB/Ti MMC[J]. Scripta Mater, 1997, 37(9): 1359-1365.
[7] Dubey S, Lederich R J, Soboyejo W O. Fatigue and fracture of damage tolerant in situ titanium matrix composites[J]. Metall Trans, 1997, 28A(10): 2037-2047.
[8] Takahashi T. In-situ synthesis of TiB whisker-reinforced titanium by mechanical alloying[J]. Japan Inst Metals, 1995, 59(3): 244-250.
[9] Hu D, Johnson T P, Loretto M H. Titanium precipitation in substoichiometric TiC particles[J]. Scripta Mater, 1994, 30(8): 1015-1020.
[10] Poirier J P. ����ĸ������Ա���[M]. �ص���, ��. ����: ����������ѧ������, 1989: 72-75.
Poirier J P. High temperature plastic deformation[M] GUAN De-lin, Trans. Dalian: Dalian University of Technology Press��1989: 72-75.
[11] Medina S F, Hemaderz C A. General expression of Zener-Hollomon parameter as a function of chemical composition of low alloy and microalloyed steels[J]. Acta Mater, 1996, 44(1): 137-146.
[12] Prasad Y V R K, Gegel H L, Doraivelu S. Metal. Modeling of dynamic material behavior in hot deformation: Forging of Ti-6242[J]. Metallurgical Transactions A, 1984, 15(10): 1883-1891.
[13] Prasad Y V R K, Sasidhara S. Hot working guide: A compendium of processing maps[M]. ASM International, Materials Park, OH, 1997: 451-493.
[14] Prasad Y V R K, Seshacharyulu T. Modelling of hot deformation for microstructural control[J]. International Materials Reviews, 1998, 43(6): 243-258.
[15] Seghacharyulu T, Medeiros S C, Frazier W G, et al. Microstructural mechanisms during hot working of commercial grade Ti-6Al-4V with lamellar starting structure[J]. Mater Sci Eng A, 2002, 325(1/2): 112-125.
[16] Prasad Y V R K, Seghacharyulu T. Processing maps for hot working of titanium alloys[J]. Materials Science and Engineering, 1998, 243(1): 82-88.
(�༭ ���˱�)
�ո����ڣ�2011-06-23�������ڣ�2011-09-27
������Ŀ������֧�żƻ�������Ŀ(2009BAE71B0)
ͨ�����ߣ�Ф����(1968-)���У����������ˣ����ڣ������ѺϽ���Ϳ���о����绰��0731-88830137��E-mail: xiaolr368@sina.com
ժҪ����Gleeble-1500��ģ��ʵ����϶�ԭλ����TiC������ǿ�ѻ����ϲ��Ͻ�����ѹ��ʵ�飬�о������¶�Ϊ700~950 �棬Ӧ������Ϊ0.001~1 s-1ʱ���ȱ�����Ϊ���о���������������¶Ⱥ�Ӧ�����ʶ�����Ӧ��������Ӱ�죬����Ӧ��������¶ȵ����߶����ͣ���Ӧ�����ʵ����Ӷ����ߡ�ԭλ�����ѻ����ϲ�����(��+��)����������Ϊ357.09 kJ/mol��������������Ϊ227.18 kJ/mol������Zener-Hollomon ������������������Ա��εı�����ϵ�����ݶ�̬����ģ�ͣ�����ԭλ�����ѻ����ϲ��ϵļӹ�ͼ����ȷ���ȱ��ε�����ʧ������
