
���±��: 1004-0609(2006)02-0333-06
����6111���Ͻ��Ĺ��ܴ�������ٽᾧ֯��
�� ��1, 2, �� ��1, ������1, �� ��1
(1. ������ѧ ������ұ��ѧԺ, ���� 110004;
2. ������ѧԺ �����뻯ѧ����ѧԺ, ���� 121001)
ժ Ҫ��
����ȡ��ֲ��������о�������6111���Ͻ����ٽᾧ֯���� �������: ����6111���Ͻ𱡰���ٽᾧ֯����Ҫ������֯����ֹ���, һ�����ư巨����תԼ15�������֯�����Cube+ND15, ��һ����{110}��111��֯�����; �������ٽᾧ֯���������Ҫ�α�֯����־����С�111����ȡ���ϵ, ����Cube+ND15������α�֯���е�S��ּ���н��Ƶ�40�㡴111��ȡ���ϵ, {110}��111��������α�֯���е�Copper��ּ����33�㡴111��ȡ���ϵ; ���˻��¹�����, �ٽᾧ֯����ȡ���ܶ����ȴﵽ���ֵ, Ȼ�����н���, ��һ��ʱ���������ٱ仯��
�ؼ���: ���Ͻ�; �ٽᾧ; ֯��; ���ܴ���
��ͼ�����: TG166.3 ���ױ�ʶ��: A
Recrystallization texture in cool rolled sheet of
Al alloy 6111 after solution treatment
CHEN Yang1, 2, ZHAO Gang1, LIU Chun-ming1, ZUO Liang1
(1. School of Materials and Metallurgy,
Northeastern University, Shenyang 110004, China;
2. College of Material and Chemical Engineering,
Liaoning Institute of Technology, Jinzhou 121001, China)
Abstract: The recrystallization textures of Al alloy 6111 were investigated by means of orientation distribution function (ODF). The results show that the recrystallization textures in cool rolled Al alloy 6111 are composed of the cube orientation rotated about 15�� around normal direction (i.e. Cube+ND15)and the orientation {110}��111��. The recrystallization texture components can be derived by a rotation of the main rolling texture components. There is an approximate 40�㡴111�� orientation relationship between Cube+ND15 and S orientation, and a 33�㡴111�� orientation relationship between orientation {110}��111�� and Copper orientation. During holding temperature of solution treatment, the orientation densities of the recrystallization texture components firstly increase and maximize and then reduce slightly, but keep constant when holding time is beyond 10min.
Key words: Al alloy; recrystallization; texture; solution treatment
�����������ѳ�Ϊ��Ȼ����, ����������ͼ���ø���IJ����������������� ��Ϊ����������ò�, ��ʱЧǿ����6000ϵ(Al-Mg-Si)���Ͻ�������õ����������㷺��Ӧ�ú�ע�� Ϊ��ʹ��������õij�ѹ�����Լ��㹻������ʹ��ǿ��, 6000ϵ���Ͻ�ͨ�������������պ�Ⱥ���й��ܴ���(��ʱ����нϵ͵�����ǿ�ȶ������ڳ�ѹ����), Ȼ���ѹ����, �������Ŀ�������в���ʱЧǿ���� ���ڹ��ܴ����¶Ƚϸ�(ͨ����520������), ��Ľ�Ѹ�ٷ����ٽᾧ���γ��ٽᾧ֯���� ���ֹ��ܴ���ʱ���γɵ��ٽᾧ֯����ĵij�ѹ������[1-3]�����ͺ�ı�������[4-6]����������Ҫ�����á� ��һ����, �ڶ������ӵ������� �ߴ缰���ʶ��ٽᾧ���̼�֯����̬���ż�Ϊ��Ҫ��Ӱ�졣 �����dzߴ�ϴ�ĵڶ������ӻ�ٽ��ٽᾧ���κ�, �Ӷ������ٽᾧ����[7]; ����Dz�ͬ�ߴ硢 ��ͬ���ʵ�����ʹ�ٽᾧ�Ļ���������ͬ, �������ٽᾧ֯����̬���Բ�ͬ[8-10]�� 6000ϵ���Ͻ���̬��֯���н϶ิ�ӻ�����[11, 12]�ֲ��ھ��紦, ���������ƹ������黯���ʽϴ���״�ֲ��ڦ�-Al������; ������������������ȴ��������ϸС��ɢ����״Mg2Si����[13]�� ���ʹ6000ϵ���Ͻ��ٽᾧ֯����̬��Ӱ�����ظ�Ϊ����, ��Ŀǰ����6000ϵ���Ͻ��ٽᾧ֯����̬���о�����, �����ǹ��ڹ��ܴ������ٽᾧ֯����̬�ı����������١� ���, ��ȷ6000ϵ���Ͻ���ܴ�������ٽᾧ֯����̬�����������ٽᾧ���Ƽ��ٽᾧ֯����̬���ij����Ժͱ��������Ĺ�ϵ��Ϊ��Ҫ�� �������߲���ȡ��ֲ�����(orientation distribution function, ��ODF)���о���6111���Ͻ�����������ܴ�������ٽᾧ֯����
1 ʵ��
ʵ�����ò�������99.9%�Ĵ����� ���ͭ�� ��ҵ��þ�� ��ҵ�����Լ�Al-9.5%Si�� Al-9%Mn���м�Ͻ�, ��һ��˳������������¯�ܻ�, ��ˮ��ͭģ�н�����220mm��120mm��30mm������, �仯ѧ�ɷּ���1��
��1 ʵ����ϵĻ�ѧ�ɷ�
Table 1 Chemical composition of material tested(mass fraction, %)
����������470�桢 5h��540�桢 16h��˫�����Ȼ�������, ��ͷϳ��, ������450�沢����1h������, ��������28mm����4.7mm, �����¶�ԼΪ200�档
����������в�ͬ�α���(10%�� 30%�� 50%�� 70%�� 90%)������, Ȼ��������Ʒ��550����й��ܴ���, ���ֱ������������ܴ�����ⶨ��Ʒ��֯����
֯���ⶨ��D/max-IIIA��X�����������Ͻ���, �ܵ�ѹΪ35kV, �ܵ���Ϊ20mA, ��ɢ���� DS: 2��, ����2mm�߹���, ��ɢ������RS: 7mm, ��������SS: 7mm�� ����CuK������, Ni�˲�Ƭ, ��Schulz�����䷨����{111}�� {200}��{220}���Ų�������ͼ, �����ö���������Lmax=16ʱ��ODF, ����ú��2(����2 =5��)����ͼ��ʾ��
2 ��������
2.1 �α�֯��
��90%��������, �������ֳ����͵�������������֯��, ��ͼ1(a)��ʾ�� ��ͼ1(a)���Կ���, ����֯��ʵ�����ɷֲ��ڦ�ȡ�����ϵ�ȡ��, ��ȡ������Copperȡ��{112}��111����ʼ, ����Sȡ��{123}��634����brassȡ��{011}��211���� ���, �����ئ�ȡ���ߵ�ȡ���ܶȷֲ��ܹ���ODFͼ������ر�ʾ����֯��, ��ͼ1(b)��ʾ�� ��ͼ1(b)������ؿ���, Copperȡ���ȡ���ܶ�ֵ���, Sȡ�����, ��brassȡ���ȡ���ܶ�ֵ��͡�
2.2 �ٽᾧ֯��
�ڻ�������ٽᾧ�������, ����ͬ����ʱ����ܴ�����Ʒ��ODFͼ���Եؿ�ʮ�����ơ� ͼ2��ʾ�ֱ�Ϊ�����α���Ϊ90%����550�����5min��30min�˻����Ʒ��ODFͼ�� ��ͼ�ɼ�, �ٽᾧ֯����Ҫ������ȡ��: һ�����Ʒ���(ND)��ת��Լ15�������ȡ��, �ڴ˼�ΪCube+ND15, ����Euler�ǿռ��е�λ��Ϊ��1��15�㡢 ��=0�㡢 ��2=0��; ��һ��Ϊ{110}��111��ȡ��, ����Euler�ǿռ��е�λ��Ϊ��1��55�㡢 ��=45�㡢 ��2=0�㡣
Cube+ND15ȡ����γ������ڵڶ������Ӵٽ��ٽᾧ���˵��γ�(particles stimulated nucleation of recrystallization, ��PSN)��ʹ�ٽᾧ�κ˻��Ʒ����˱仯[ 7, 14, 15 ]�� ͼ3��ʾΪ6111���Ͻ�������Ʒ�Ľ�����Ƭ(δ����ʴ), �ɿ��������Ϸֲ��н϶�ĵڶ������ӡ� ���������л�����Щ�ڶ���������Χ����һ���α���, �α�����λ���ܶȽϸ�, ʹ���������ת, ����Χ���α������нϴ��ȡ�� �α������Ǿ���ȡ��ֲ�����ת����
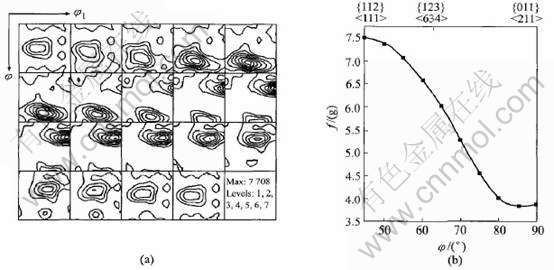
ͼ1 ����������ODFͼ(a)����ȡ����(b)
Fig.1 ODFs (a) and orientation densities along �� fiber (b) of cold rolled samples
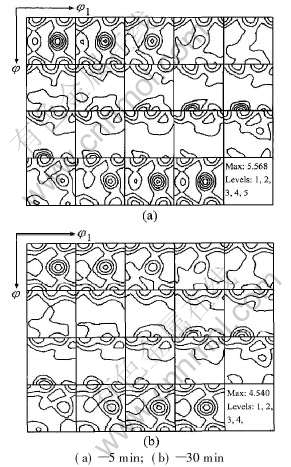
ͼ2 ����ͬʱ���ٽᾧ�˻�������ODFͼ
Fig.2 ODFs of recrystallization annealed samples at different time
ȡ����������, ����Cube+ND15ȡ�����α������н��Ƶ�40�㡴111����ϵ����Ϊ��Ҫ�ٽᾧ[CM(22]֯��[9, 10 ]�� ͼ4��ʾΪ�α�֯�����ٽᾧ֯����(111)��ͼ�Լ�����ȡ���ϵ��ʾ��ͼ�� ��ͼ4���Կ���, Cube+ND15֯���������Ҫ����֯����ּ���С�111����ȡ���ϵ, ����Ҫ����֯������ơ�111������תԼ38�㼴�õ�Cube+ND15���, ��������н��Ƶ�40�㡴111��ȡ���ϵ, �������Ͻ������������ٽᾧ���������ȡ���ϵ��
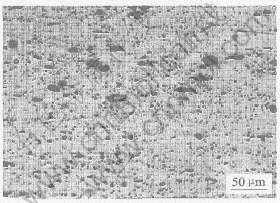
ͼ3 ������Ʒ�Ĺ�ѧ������Ƭ(δ��ʴ)
Fig.3 Optical micrograph of cool rolled sample
��Cube+ND15��, ��һ����Ҫ�ٽᾧ֯����ֳ�{110}��111��ȡ��(ͼ2)�� �������о�������Щ���Ͻ������α����ϴ�ʱ(����90%)ʱ, �ٽᾧ֯���л����Pȡ��{110}��122��, ���������α���С��90%ʱͨ���۲첻��[9, 10]�� Pȡ����ȡ��ռ��е�λ��Ϊ��1=70�㡢 ��=45�㡢 ��2=0��, �뱾ʵ���г��ֵ�{110}��111��ȡ��(��1��55�㡢 ��=45�㡢 ��2=0��)�ȽϽӽ�, ��������������Ҫ��֮ͬ��: ������[CM(22]Pȡ������Ҫ�α�֯����ּ�û�С�111����ȡ���
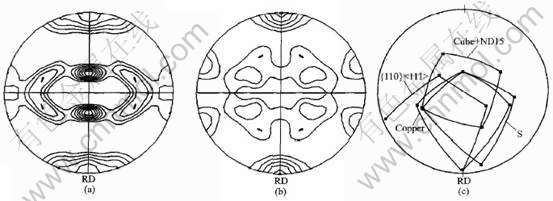
ͼ4 ��������(a)���ٽᾧ����(b)��(111)��ͼ����֯����ֵ�ȡ���ϵ(c)
Fig.4 Pole figures of cold rolled sample (a) and recrystallized sample (b) and orientation relationship among texture components (c)
ϵ, ����ʵ���г��ֵ�{110}��111��ȡ�����α�֯���е�Copperȡ����С�111����ȡ���ϵ(��ͼ4��ʾ, ������, Ϊ33.3�㡴111����ϵ), �ӽ���40�㡴111��ȡ���ϵ; �����Pȡ��ͨ��ֻ�����ڽϴ������α����������¶��Ҳ�������, ��ȡ���ܶ�ֵԶ����Cube+ND15��ֵ�ȡ���ܶ�, ���ڱ�ʵ����, �����α�����30%~90%��Χ�ڵĹ��ܴ�����Ʒ�����������Ե�{110}��111��ȡ��, ����ȡ���ܶ����α������Ӷ�Ѹ�����(��ͼ5��ʾ), ��������Cube+ND15��ֵ�ȡ���ܶȶ���Ϊ�����Ե��ٽᾧ֯����֡� Pȡ����Ϊ�����α侧���ڵļ��д����κ�[8, 16], �����ڱ�ʵ���г��ֵ�{110}��111��ȡ����κ˻���Ŀǰ�������, �����һ���о���
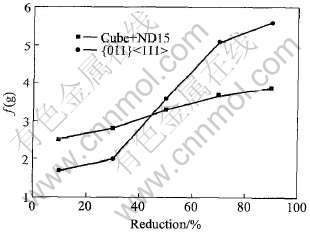
ͼ5 �ٽᾧ֯�����ȡ���ܶ��������α����ı仯
Fig.5 Orientation intensities of recrystallization texture components versus reduction
{110}��111��ȡ���ڵ���Ͻ��в�������, ������Զ϶����γ���ڶ��������й�, ����ȡ����γ�Ϊ���Ӽ����κ�(PSN)���¡�
�����Ͻ��ٽᾧ֯�����о�����[16, 17], ���Ͻ��ٽᾧ���κ˻�����ҪΪ�������κˡ� ԭ�����κˡ� ���д��κ˺�������Χ���α����κ�(PSN)�� ����, ���������κ˵��ٽᾧ����ΪCubeȡ��{001}��100��, ԭ�����κ˵��ٽᾧ����Ϊ���α�֯����Sȡ��{123}��634���dz��ӽ���Rȡ��{124}��211��, �ڼ��д��κ˵��ٽᾧ����Ϊ������Qȡ��{013}��231����Pȡ��{110}��122��, ��ͨ��PSN�κ˵��ٽᾧ����Ϊ������Cube+NDȡ�� �ڱ�ʵ������6111���Ͻ𱡰���ٽᾧ֯����ֻ�۲쵽�����Ե�Cube+NDȡ���{110}��111��ȡ��, ��û�й۲쵽���Ե�����ȡ��, ����6111���Ͻ��ٽᾧ���κ˹�����Ҫ��PSN������, ���������ٽᾧ֯����־�����Ҫ�α�֯����ּ���н��Ƶ�40�㡴111��ȡ���ϵ��
2.3 �α������ٽᾧ֯����Ӱ��
������ͬ�α�����������Ʒ��550�����30min�Ĺ��ܴ���, ���ٽᾧ֯������Ҫ��Cube+ND15��011}��111����ֹ���, ������ֵ�ȡ���ܶ��������α����ı仯��ͼ5��ʾ�� �������α�����Сʱ, Cube+ND15��ֵ�ȡ���ܶȽ�Ϊ2.632, ��{011}��111��֯����ֵ�ȡ���ܶ������, ����������ռ�ܴ������ �������α����ﵽ30%ʱ, ����֯����ֵ�ȡ���ܶȾ��������ӡ� ��ͼ5�ɼ�, �������α���������, �ٽᾧ֯����Cube+ND15���ȡ���ܶ����ߵķ��Ƚ�С, ��{011}��111�����ȡ���ܶ����ߵķ�����ܴ�, �����������α�����30%~70%��Χ��ʱ, {011}��111��֯����ֵ�ȡ���ܶ�Ѹ�����ӡ� �������α�������70%ʱ, ȡ���ܶȵ������ٶ����Լ�����
��Ȼ, �������α���������, ������Χ�α����������� �α�����λ���ܶȼ��α���������ȡ��������, ��Щ��ΪCube+ND15ȡ�˵��γɼ������ṩ����������, ����ٽᾧ֯����Cube+ND15��ֵ�ȡ���ܶ����ӡ� ����{011}��111��֯����ֵ��κ˻���Ŀǰ�������, ������������ȡ���ܶ��������α����仯��ԭ��
2.4 �ٽᾧ֯������ܴ�������ʱ��ı仯
���α���Ϊ90%����������550����й��ܴ��������²�ͬʱ��(�ֱ�Ϊ1�� 2�� 5�� 10�� 30��60min), Ȼ��ⶨ���ٽᾧ֯���� �ڱ���ʱ��Ϊ1~60min��Χ��, �ٽᾧ֯����������ͼ2��ʾһ��, ����Ҫ��Cube+ND15��ֺ�{110}��111�����������, ���汣��ʱ����ӳ�, ��ȡ���ܶ���һ���ı仯, ��ͼ6��ʾ�� ��ͼ6���Կ���, �ڹ��ܴ������¹��̵ij���, ��ʱ����ӳ�, �α�֯����ֵ�ȡ���ܶ�Ѹ�ٽ���, �ڴﵽһ���̶Ⱥ�������ٱ仯, �����ٽᾧ�ѻ�������; ��Cube+ND15��ֺ�{110}��111����ֵ�ȡ���ܶ��ڱ��³�����Ѹ�����߲��ﵽ���ֵ, �����ı��¹����������ٽᾧ֯����ȡ���ܶȾ���������, ��һ��ʱ���������ٱ仯��
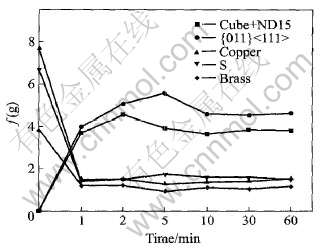
ͼ6 ��Ҫ֯����ֵ�ȡ���ܶ����˻�ʱ��ı仯
Fig.6 Orientation densities of main texture components versus annealing time
�ڴﵽ���ֵ��, Cube+ND15��ֺ�{110}��111�����ȡ���ܶȵĽ������ٽᾧ��ľ�����������йء� �ٽᾧ������, ����Cube+ND15��{110}��111��ȡ��ľ����϶�, ���ڵĶ�Ϊ��ͬȡ����, �������ΪС�ǶȾ���, ���Բ��׳���; ������ȡ��ľ������ڸ�����ȡ�����İ�Χ��, �����Ϊ��ǶȾ���, �������ٽᾧ������ı��¹����з���һ���̶ȵľ�����������Cube+ND15��{110}��111��ȡ��ľ���, �Ӷ�ʹCube+ND15��{110}��111����ֵ�ȡ���ܶ��������͡� ����, ��Cube+ND15��{110}��111����ֵ�ȡ���ܶȽ��͵�ͬʱ��δ������֯����ֵ�ȡ���ܶ�����������, ˵������ľ�������Ϊ���ȡ�� ����۲����, ����6111���Ͻ�������д����ĵڶ�������, �谭�ٽᾧ��ľ�������, �������˻���ʱ����ӳ�, ��������̶�����, ���ʹ���ٽᾧ֯����ֵ�ȡ���ܶȽ��Ͳ���
3 ����
1) 6111���Ͻ���ٽᾧ������Ҫ��PSN������, �����ɴ������µ��ٽᾧ֯����ѭ���������Ĺ��ɡ�
2) 6111���Ͻ���ٽᾧ֯����Ҫ��������ֹ���: �ư巨����תԼ15���Cube��ֺ�{110}��111�����, �Ҹ�����־�����Ҫ�α�֯����ּ���С�111����ȡ���ϵ��
3) �ڹ��ܴ����¶���, 6111���ٽᾧ������PSN��ʮ��Ѹ��, ͬʱ�����ٽᾧ֯������ڹ��ܴ������³��ڼ��ﵽ���ֵ, ����������ľ������������, �ٽᾧ֯������������
REFERENCES
[1]Kuroda M, Ikawa S. Texture optimization of rolled aluminum alloy sheets using a genetic algorithm[J]. Mater Sci Eng A, 2004, A384: 235-244
[2]Cheng X M, Morris J G. Texture, microstructure and formability of SC and DC cast Al-Mg alloys[J]. Mater Sci Eng A, 2002, A323: 31-41.
[3]Han J H, Seck H K, Chung Y H, et al. Texture evolution of the strip Cast 1050Al alloy processed by continuous confined strip shearing and its formability evolution[J]. Mater Sci Eng A, 2002, A323: 342-347.
[4]Raabe D, Sachtleber M. Grain-scale micromechanics of polycrystal surfaces during plastic straining[J]. Acta Materialia, 2003, 51: 1536-1560.
[5]Wu P D, Lloyd D J, Bosland A, et al. Analysis of roping in AA6111 automotive sheet[J]. Acta Materialia, 2003, 51: 1945-1957.
[6]Baczynski G, Guzzo R, Ball M D, et al. Development of roping in an aluminium automotive alloy AA6111[J]. Acta Materialia, 2000, 48: 3361-3376.
[7]Humphreys F J. The nucleation of recrystallization at second phase particles in deformed aluminium[J]. Acta Metallurgica, 1977, 25: 1323-1344.
[8]L��cke K, Engler O. Effects of particles on development of microstructure and texture during rolling and recrystallisation in fcc alloys[J]. Materials Science and Technology, 1990, 6: 1113-1130.
[9]Engler O, Kong X W, Yang P. Influence of particle stimulated nucleation on the recrystallization textures in cold deformed Al-alloys(part �� )��experimental observation[J]. Scripta Materialia, 1997, 37(11): 1665-1674.
[10]Engler O, Kong X W, L��cke K. Recrystallization textures of particle-containing Al-Cu and Al-Mn single crystals[J]. Acta Materialia, 2001, 49: 1701-1715.
[11]����, ���, ��ǿ��, ��. Al-Mg-Si�Ͻ�����̹���[J]. �й���ɫ����ѧ��, 2000, 10(5): 688-692.
WU Qiang, SUN Fei, SUN Qiang-jin, et al. Solidification process of Al-Mg-Si alloys[J]. The Chinese Journal of Nonferrous Metals, 2000, 10(5): 688-692.
[12]����, ����, �Ը�, ��. Mn��Al-Mg-Si-Cu���Ͻ�ᾧ���Ӱ��[J].�й���ɫ����ѧ��, 2004, 14(11): 1906-1911.
LIU Hong, LIU Yan-hua, ZHAO Gang, et al. Effects of Mn on condtituents of Al-Mg-Si-Cu alloys[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(11): 1906-1911.
[13]Engler O, J��rgen H. Texture control by thermomechanical processing of AA6XXX Al-Mg-Si sheet alloys for automotive applications��a review[J]. Mater Sci Eng A, 2002, A336: 249-262.
[14]Orsund R, Nes E. Effect of particles on recrystallization textures in aluminium-manganese alloys[J]. Scripta Metallurgica, 1988, 22: 665-669.
[15]Troeger L P, Starke E A Jr. Particle-stimulated nucleation of recrystallization for grain-size control and superplasticity in an Al-Mg-Si-Cu alloy[J]. Mater Sci Eng A, 2000, A293: 19-29.
[16]Engler O. On the influence of orientation pinning on growth selection of recrystallization[J]. Acta Materialia, 1998, 46: 1555-1568.
[17]Engler O. EBSD local texture study on the nucleation of recrystallization at shear bands in the alloy Al-3%Mg[J]. Scripta Materialia, 2001, 44(2): 229-236.
(�༭��ѧ��)
������Ŀ: ���Ҹ����о���չ�ƻ�������Ŀ(2002AA331050); ��������ѧ�����о��ص�������Ŀ(0208); ���ҽ������ߵ�ѧУ���������ʦ��ѧ���н����ƻ�������Ŀ
�ո�����: 2005-06-08; ������: 2005-09-23
�����: �� ��(1959-), ��, ������, ��ʿ�о���
ͨѶ����: �� ��, ����; �绰: 024-83681685; ����: 024-83686455; E-mail: zhaog@mail.neu.edu.cn
