
���±�ţ�1004-0609(2007)07-1083-07
Sn-9Znǥ�����ڼ�Cu�ʵ��Cu�������������Ϊ
����ǿ1���� ��2������ǿ1���� ��2
(1. ����������ѧ ��е����ѧԺ������ 510641��
2. ������ɫ�����о�Ժ ���ϱ������ģ����� 510651)
ժ Ҫ��
��Sn-9Zn��Ǧǥ���м���Cu�����ʵ㣬�о��ڳ�ʱ��ǥ��������ǥ��/Cu�ʵ㡢ǥ��/Cu�����������仯����(IMCs)��������Ϊ�������������ǥ��/Cu�ʵ��ǥ��/Cu������洦������Cu-Zn��(IMCs)�������ΪCu5Zn8+CuZn��Cu5Zn8������ǥ��/�ʵ���洦IMCs�������ٶ����Կ���ǥ��/���崦��ͬʱ���֣�Cu�ʵ�ļ������С��ǥ��/Cu�������IMCs�ĺ�ȡ�����Cu�ʵ�ԭλ����Cu-Zn IMCs�������˺����е�Zn�����Sn-9Zn/Cu��ͷ�Ŀɿ��Ե�����ߡ�
�ؼ��ʣ�
Sn-9Zn ǥ������Ǧǥ����Cu�ʵ��������仯������
��ͼ����ţ�TG 454���� ���ױ�ʶ�룺A
Interfacial growth behavior of Sn-9Zn/additive Cu-particles and Sn-9Zn/Cu-substrate
WEI Guo-qiang1, KUANG Min2, YANG Yong-qiang1, ZHAO Li2
(1. College of Mechanical Engineering, South China University of Technology, Guangzhou 510641, China;
2. Materials Surface Centre, Guangzhou Research Institute of Nonferrous Metals, Guangzhou 510651, China)
Abstract: The growth behavior of interfacial intermetallic compounds (IMCs) of Sn-9Zn/additive Cu-particles and Sn-9Zn additive Cu-substrate was investigated under the condition of extended soldering time. The results show that the Cu-Zn phases, which are composed of Cu5Zn8 and CuZn or Cu5Zn8, are formed at the interfaces of both Sn-9Zn/Cu-particles and Sn-9Zn/Cu-substrate, simultaneously the growth rate of IMCs of Sn-9Zn/Cu-particles is markedly higher than that of Sn-9Zn/Cu-substrate. It is also shown that the addition of Cu-particles in Sn-9Zn solder greatly reduces the thickness of IMCs layer of Sn-9Zn/Cu-substrate. The reliability for Sn-9Zn/Cu joint is improved for the diminished Zn content in soldering joint due to the in-situ formation of IMCs of Sn-9Zn/Cu-particles.
Key words: Sn-9Zn solder; lead-free solder; Cu-particle; intermetallic compound (IMCs)
Sn-38Pbǥ��������������ܺ͵����ijɱ��ڵ�����װ��ҵ�б��㷺ʹ�á�����Pb���仯���������к����ʣ�����ʹ�û�Ի��������ཡ�����Σ����ŷ�˵���������ѽ�ֹ���ں�Pb���Ӳ�Ʒ����Ѱ�Ҵ�ͳ��Sn-38Pbǥ�ϵ����Ʒ�Ĺ����У�Sn-9Zn��Ǧǥ��(��m=198 ��)�����۵�ӽ�Sn-38Pbǥ��(��m=��183 ��)�����Ҿ����������ѧ���ܼ����õľ����ԣ�����Ϊ��Sn-38Pbǥ�ϵ�DZ�����Ʒ֮һ[1-3]���ڶ�Sn-9Znǥ�ϵ��о��з��֣���Sn-9Zn/Cuǥ����ͷ�γɵĽ����仯����(IMCs)��Cu-Zn IMCs������Cu-Sn IMCs������Cu-Zn IMCs�ĸ��²��ȶ��ԣ��ڶ�������������۹����н�ͷ����Cu-Zn IMCs�������������ֽ�½�ͷ������ֿ���ͬʱ�����е���п�Ĵ��ڽ�����绯ѧ��ʴ�����ͽ�ͷ�Ŀɿ���[4-7]��
Ϊ����Sn-9Zn/Cuǥ����ͷ����Cu-Zn IMCs�����������ͺ����е���Zn�ĺ�������ͨ���Ͻ�����Sn-9Znǥ���м�����Zn��������Sn��ĺϽ�Ԫ�أ���Cu��Ni��[8-10]���Խ���Zn�Ļ�������������Ŀ�ġ���Cu��Ni�ļ��뽫����Sn-9Znǥ�ϵ��۵����ߣ��⽫ɥʧSn-9Zn��Ǧǥ���۵�ӽ�Sn-38Pbǥ�ϵ����ơ��������߲��ø���ǥ��[11-17]������ͨ����Sn-9Zn��״ǥ���м���Cu�ʵ㣬�Ƶ�Cu�ʵ���ǿ��Sn-9Zn/Cup����ǥ�ϡ���ǥ��ʱCu�ʵ�ԭλ����IMCs���ڲ�����Sn-9Znǥ���۵��ǰ���£�����ǥ����ͷ����Cu-Zn IMCs�������ٶȣ��Ӷ���Сǥ��/�������IMCs�ĺ�Ȳ����ͺ����е���Zn�ĺ���������ߺ���Ŀɿ���[18]��Ϊ��̽��Cu�ʵ�ļ����Cu�������IMCs������Ӱ�죬�Լ�Cu�ʵ�����Cu�������IMCs�������������о�Cu�ʵ����IMCs��������Ϊ������Cu�������IMCs��������Ϊ�����˱Ƚϣ��������Ͻ�����Sn-9Znǥ���м�������Cu�ʵ�Ϳɽ���Cu�������IMCs��ȵ�ԭ��
1 ʵ��
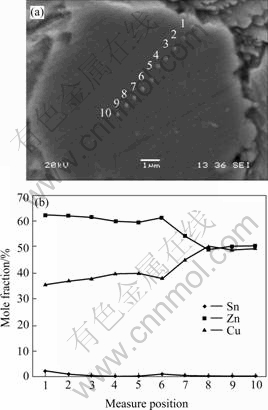
������Ϊ45 ��m��Sn-9Zn��״ǥ��(ͼ1(a))�м��벻ͬ��������Ϊ8 ��m��Cu��(ͼ1(b))���������ֱ�ΪSn-9Znǥ�ϵ�2%��5%(������������ͬ)������
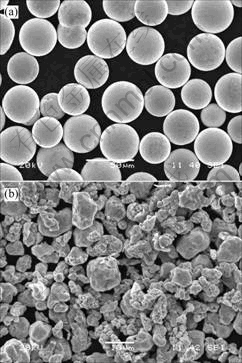
ͼ1 Sn-9Zn��״ǥ�Ϻ�Cu�۵�SEM��ò
Fig.1 SEM morphologies of Sn-9Zn powdery solder(a) and Cu-particle(b)
�ƵĻ���ǥ�����뵽�����ϱ������ƺõ�ǥ���У�ͨ�����跽�����Ƴɸ࣬����ǥ���ļ�����Ϊ����ǥ�ϵ�12%��Ϊ��֤��״ǥ�Ϻ�Cu�ʵ�Ļ�Ͼ��ȣ�����ʱ�䲻����30 min��
Cu������ô���Ϊ99.95%�Ĵ�ͭ���ߴ�Ϊ30 mm��30 mm��0.2 mm����ͭ������800��ɰֽĥ��ֱ���5%(�������)��HCl��Һ��ȥ����ˮ�;ƾ���Һ�н��ݲ����ɣ�Ȼ���÷������Ѹ���ǥ�ϸඨ����ע����������(ע����ԼΪ200 mg)�������õ���������������¯�н���ǥ����ǥ���¶�Ϊ230 �棬ǥ��ʱ��Ϊ40 s����¯���䡣�����������IJ���Ϊ��r= 230 �棬tr1=5 min��tr2=10 min��
��ǥ�������ں������Ĵ��п����û�����֬������Ƕ������ʱ��֤�����۲��洹ֱ��Ȼ���ĥ���⣬����ø�ʴҺ(HNO3 5%��HCl 3%��CH3OH 92%���������)���и�ʴ������LEICA DMIRM��ѧ������JSM-5910ɨ��羵����֯��ò��������Ƚ��й۲��������NORAN�������Ƕ�IMCs�ɷֽ��а붨��������
2 ʵ����
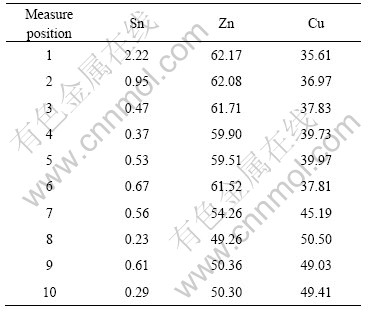
ͼ2��ʾΪSn-9Zn��Sn-9Zn+2%Cu��Sn-9Zn+5%Cu ��3��ǥ��ǥ����230 �桢10 min��������ǥ��/������������ò��ͼ3��ʾΪ��ɨ��羵�ϲ������õ�Cu-Zn IMCs�ĺ�ȡ�EDX�ɷַ���������ǥ��/����IMCs��Cu5Zn8(ǥ�ϱ�)��CuZn(Cu�����)��ɣ�������[5]�Ľ��һ�¡�ͼ4��ʾΪ������ʱ���ǥ��/�������IMCs��ȵ�Ӱ�졣
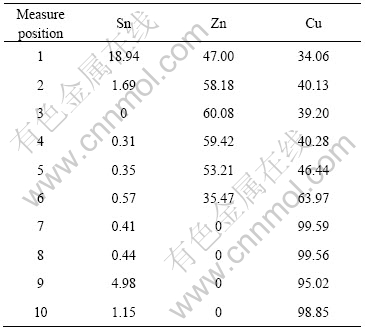
ͼ5��ʾΪSn-9Zn+2%Cu����ǥ�Ͼ�230 �棬40 sǥ����ĺ�����Cu�ʵ�������ò��Ԫ�طֲ�����1����ΪCu�ʵ�ӱ�Ե�����ĵ�EDX�ɷַ����������ͼ5����1���Կ��������ʵ��Ե�����Ĵ�����֯�ֱ�ΪCu5Zn8��CuZn��û�з�Ӧ��Cu��Cu-Zn IMCs�ĺ�ȴ�ԼΪ3.3 ��m��
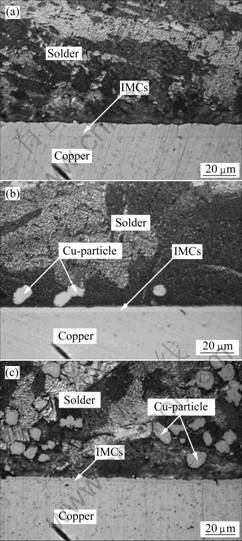
ͼ2 ǥ��/������������ò
Fig.2 Interfacial morphologies of solder/substrate under reflowing at 230 �� for 10 min: (a) Sn-9Zn; (b) Sn-9Zn+2%Cu; (c) Sn-9Zn+5%Cu
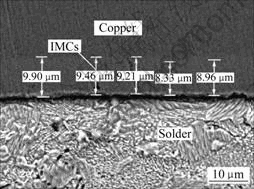
ͼ3 IMCs��ȵIJ���
Fig. 3 Measurement of thickness of IMCs
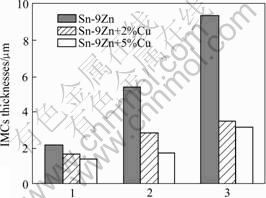
ͼ4 ������ʱ���IMCs��ȵ�Ӱ��
Fig.4 Influence of reflowing time on thickness of IMCs: 1��Soldering 40 s; 2��Reflowing 5 min; 3��Reflowing 10 min
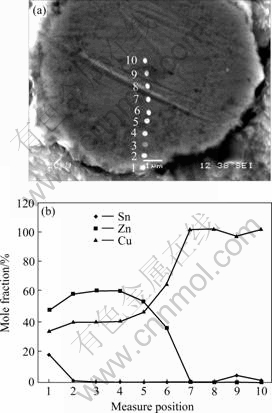
ͼ5 Sn-9Zn+2%Cu/Cu�ʵ������ò��Ԫ�طֲ�
Fig.5 Sn-9Zn+2%Cu/Cup interface morphology(a) and element distribution(b) under soldering at 230 �� for 40 s
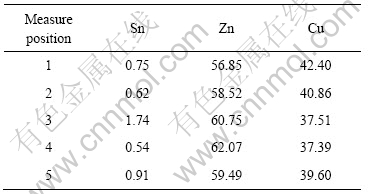
ͼ6��ʾΪSn-9Zn+2%Cu����ǥ�Ͼ�230 �棬5 min����������Cu�ʵ�������ò��Ԫ�طֲ�����2����Ϊ��Cu�ʵ��Ե�����ĵ�EDX�ɷַ����������ͼ6����2���Կ��������ڸ��ʵ��С(ֱ��Ϊ6.58 ��m)��Cu�Ѿ�ȫ��ת��ΪCu5Zn8�࣬������CuZn�ࡣ˵��Ҫ����CuZn�࣬����Ҫ���㹻����Cu������
��1 Sn-9Zn+2%Cuǥ��230 ��, 40 sǥ��Cu�ʵ㴦EDXԪ�ط���
Table 1 EDX element analysis of Sn-9Zn+2%Cu/Cu-particle interface under soldering at 230 �� for 40 s
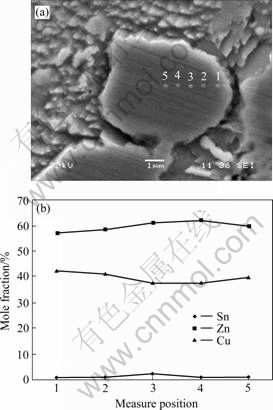
ͼ6 Sn-9Zn+2%Cu/Cu�ʵ���ò��Ԫ�طֲ�
Fig.6 Sn-9Zn+2%Cu/Cu-particle interface morphology and element distribution under reflowing at 230 �� for 5 min
ͼ7��ʾΪSn-9Zn+2%Cu����ǥ�Ͼ�230 �棬10 min�������ĺ�����Cu�ʵ�������ò��Ԫ�طֲ�����3����Ϊ��Cu�ʵ��Ե���ʵ����ĵ�EDX�ɷַ�������ͼ7�ͱ�3���Կ�����Cu�ʵ���ȫת��ΪCu-Zn IMCs��Cu�ʵ�����ΪCu5Zn8�࣬�ڲ�ΪCuZn�࣬��Ϊ�ʵ��ֱ����ԼΪ12 ��m��˵��Cu-Zn IMCs�ĺ�ȳ���6 ��m��
��2 Sn-9Zn+2%Cuǥ��230 ��, 5 min������Cu�ʵ㴦EDXԪ�ط���
Table 2 EDX element analysis of Sn-9Zn+2%Cu/Cu-particle interface under reflowing at 230 �� for 5 min
ͼ7 Sn-9Zn+2%Cu/Cu�ʵ���ò��Ԫ�طֲ�
Fig.7 Sn-9Zn+2%Cu/Cu-particle interface morphology and element distribution under reflowing at 230 �� for 10 min
ͼ8��ʾΪ��ͬ����ʱ���Cu�ʵ��Cu������洦��IMC��ȡ����Կ���������ʱ����ӳ�����������Cu�ʵ㴦��������Cu���崦��IMC�ĺ�ȶ����ӣ�����ͬ�������������£�Cu�ʵ㴦�ĺ�ȴ��Cu���崦�ĺ�ȡ�
��3 Sn-9Zn+2%Cuǥ��230 ��, 10 min������Cu�ʵ㴦EDXԪ�ط���
Table 3 EDX element analysis of Sn-9Zn+2%Cu/Cu-particle interface under reflowing at 230 �� for 5 min (mole fraction, %)
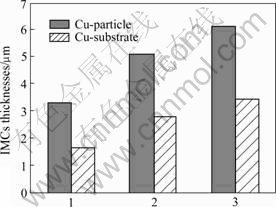
ͼ8 Cu�ʵ��Cu������洦IMCs��ȵıȽ�
Fig.8 Comparison of interfacial IMCs thickness between Cu-particle and Cu-substrate: 1��Soldering 40 s; 2��Reflowing 5 min; 3��Reflowing 10 min
3 ����������
��Sn-9Zn��״ǥ���м���������Cu�ʵ㣬�Ϳɴ��ǥ��/�������Cu-Zn IMCs�������ٶȣ���С����IMCs�ĺ�ȣ���һ���棬Cu�ʵ�ԭλ����IMCs�������˺����е���Zn�ĺ�����ʹ�������ʴ�Ե�����ߣ����ں�����ԭλ���ɵ�IMCs��ǿ�����㣬��ߺ������ƣ�ͼ�������ܣ��Ӷ���ߺ���ɿ��ԡ�
����ͬǥ�������£�Cu�ʵ���洦���γɵ�Cu-Zn IMCs�ĺ�ȴ��������洦���γɵ�Cu-Zn IMCs�ĺ�ȣ�˵��Cu�ʵ㡰����Zn����������Cu���塣Cu�ʵ�ļ����ǥ��/�������IMCs���γ������Ե�Ӱ�죬��ǥ��/�ʵ�����ǥ��/��������IMCs������Ϊ�������ԵIJ��졣
ǥ��ʱ�ʵ㡢������淴Ӧ����ʾ��ͼ��ͼ9��ʾ������Sn-9Znǥ��(���ʵ���ʵ�)ǥ��Cuʱ��Cu�����ڽ����ܽ����Һ̬Sn-9Znǥ���У��ھֲ�λ�ô��ﵽ���ͣ�����Zn��Cu��������Zn��Sn������������ڽ������γ�Cu-Zn IMCs��Cu���ܽ����ʺͽ��洦Һ̬ǥ����Zn��Ũ�ȷֲ���Ӱ�����IMCs��������Ϊ��
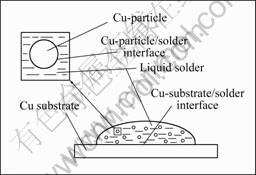
ͼ9 ǥ������ǥ��/�����ǥ��/�ʵ���淴Ӧʾ��ͼ
Fig.9 Sketch of interfacial reaction for solder/substrate and solder/particle under soldering
���ݹ�̬������Һ̬�����е��ܽʽ����λ�����̬�����ܽ����ı���ʽΪ
�ܽ�������һ����ʽΪ

�����ĵ�Cuһ��������Һ̬ǥ���У���һ���ֺ�Zn��Ӧ����IMCs�����h�ɱ�ʾΪ
![]()
ʽ�� wΪCu��Һ̬ǥ���е�����������w(Cu)ΪCu��Cu-Zn IMCs������������VcΪIMCs���������cΪIMCs���ܶȡ�
��ʽ(2)����ʽ(1)�ã�

��Cu��Һ̬ǥ���дﵽ����ʱ��Cu���ܽ���ֻ��IMCs������仯���йأ���˶�ʽ(4)�������ɵý���IMCs����������Ϊ

��ʽ(5)��֪������IMCs����������ֻ��Һ-��̬�����ĽӴ������Һ̬ǥ�ϵ�������Ӵ�ʱ���йء��ڱ�ʵ��������Cu�ʵ�����Cu���������Һ̬Sn-9Znǥ����������״̬�Dz�ͬ�ģ����ڵ���Cu�ʵ���ԣ�S/VL��ֵ��С(�൱�ڽ�մǥ��)��������Cu������ԣ�S/VL��ֵ�ϴ�ʽ(5)���Կ�����Cu�ʵ�/ǥ�Ͻ��洦��IMCs���������ʴ���Cu/������洦���������ʣ����ʵ����һ�¡�
���ڽ��洦�γɵ�Cu-Zn IMCs���������ʱ����û��Cu��Һ̬Sn-9Znǥ�ϵĽӴ�����ʱCu-Zn IMCs���������Ҫ��Һ̬ǥ���е�Zn���ʵ㡢�����е�Cu��ɢͨ��IMCs���IMCs���е�Cu��Zn��ɢ�����㡣��ɢ��������������ɣ����ڷ�Ӧ��ɢ������Ӧ��ɢ�ٶ�(��Ӧ��������ٶ�)ȡ���ڻ�ѧ��Ӧ�ٶȺ�ԭ����ɢ�ٶ��������ء�����Ӧ��ɢ�ٶ���ԭ����ɢ���ƣ���Ӧ������ʱ��������߹�ϵ������Ӧ��ɢ�����ɷ�Ӧ�ٶȿ��ƣ���Ӧ������ʱ������Թ�ϵ����ͼ4��8���Կ������ڱ�ʵ�������£�IMCs���������Ҫ�ܻ�ѧ��Ӧ�ٶȿ��ơ�
����������������ǥ��ʱCu�ʵ���桢Cu���������ܽ��ٶȲ�ͬ��Cu�ʵ㡰����ǥ����Zn����������Cu���壬��ǥ���м�������Cu�۾������Լ���Cu�������IMCs�ĺ�ȡ�����Cu�۵ļ��룬��ǥ��ʱ��ǥ�ϵ�������(����Һ̬ǥ�ϵ�ճ�ȱ仯)����������Ե�Ӱ�졣
4 ����
1) ��Sn-9Znǥ���м���Cu�ʵ㣬�ɴ�����Sn-9Znǥ��/Cu�������IMCs�������ٶȣ��Ӷ���Чѹ��IMCs��ĺ�ȣ�����IMCs��Cu-Zn����ɡ�
2) ǥ��ʱSn-9Znǥ��/Cu�ʵ����Cu���ܽ��ٶ����Դ���Sn-9Znǥ��/Cu������洦�ģ����IMCs����������ʴ���ǥ��/Cu���������������ʣ�����Cu�ʵ㴦IMCs�ĺ�����Դ���Cu���崦��
3) ����Cu�ʵ㡰����ǥ����Zn����������Cu���壬��Sn-9Znǥ���м���������Cu�ۣ��Ϳ��������ͺ������IMCs�ĺ�ȣ�Cu�ʵ�ԭλ����IMCs���ɼ��ٺ����е���Zn�ĺ������Ӷ���ߺ���ɿ��ԡ�
REFERENCES
[1] Laurila T, Vuorinen V, Kivilahti J K. Interfacial reactions between lead-free solders and common base materials[J]. Mater Sci Eng R, 2005, R49: 1-60.
[2] Abtew M, Selvaduray G. Lead-free solders in microelectronics[J]. Mater Sci Eng A, 2000, A27(1): 85-141.
[3] Suganuma K. Advance in lead-free electronics soldering[J]. Current Opinion in Solid State Materials Science, 2001, 5(1): 55-64.
[4] Zeng K, Tu K N. Six cases of reliability of Pb-free solder joints in electronic packaging technology[J].Mater Sci Eng R, 2002, R38(1): 55-105.
[5] Suganuma K, Niihara K. Wetting microstructure between Sn-Zn binary alloys and Cu[J]. Journal of Materials Research, 2002, 13(10): 2859-2865.
[6] Vaynman S, Ghosh G, Fine M E. Some fundamental issues in the use of Zn-containing lead-free solders for electronic packaging [J]. Mater Trans, 2004, 45(3): 630-636.
[7] Huang C W, Lin K L. Interfacial reactions of lead-free Sn-Zn based solders on Cu and plated electroless Ni-P/Au layer under aging[J]. Journal of Materials Research, 2004, 19(12): 3560-3568.
[8] Yu D Q, Xie H P, Wang L. Investigation of interfacial microstructure and wetting property of newly developed Sn-Zn-Cu solders with Cu substrate[J]. Journal of Alloys and Compound, 2004, 385: 119-125.
[9] л��ƽ, �ڴ�ȫ, ������, �� ��. Sn-Zn-Cu ��Ǧǥ�ϵ���֯����ʪ�Ժ���ѧ����[J]. �й���ɫ����ѧ��, 2004, 14(10): 1694-1699.
XIE Hai-ping, YU Da-quan, MA hai-tao, WANG Lai. Microstructure, wettability and mechanical properties of Sn-Zn-Cu lead free solder[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(10): 1694-1699.
[10] Ichitsubo T, Matsubara E, Fujiwara K, Yamaguchi M, Irie H, Kumammoto S, Anada T. Control of compound forming reaction at the interface between SnZn solder and Cu substrate[J]. Journal of Alloys and Compound, 2005, 392: 200-205.
[11] Marshall J L, Calderon. Hard-Particle reinforced composite solders (Part 1): Microcharacterisation[J]. Soldering and Surface mount Technology, 1997, 9(2): 22-28.
[12] Lin D C, Liu S, Guo T M, Wang G X, Srivatsan T S, Petraroli M. An investigation of nanoparticles addition on solidification kinetics and microstructure development of tin/lead solder[J]. Mater Sci Eng A, 2003, A360: 285-292.
[13] Lee J H. Reflow characteristics of Sn-Ag matrix in-situ composite solders[J]. Scripta Materialia, 2000, 42(8): 827-831.
[14] YAN Yan-fu, LIU Jian-ping, SHI Yao-wu, XIA Zhi-dong. Study on Cu particles-enhanced SnPb composite solder[J]. Journal of Electronic Materials, 2004, 33(3): 218-223.
[15] Kumar K M, Kripesh V, Shen L, Tay A A O. Study on the microstructure and mechanical properties of a novel SWCNT-reinforced solder alloy for ultra-fine pitch applications[J]. Thin Solid Films, 2006, 504(1/2): 371-378.
[16] Nai S M L, Wei J, Gupta M. Influence of ceramic Reinforcements on the wettability and mechanical properties of novel lead-free solder composites[J]. Thin Solid Films, 2006, 504(1/2): 401-404.
[17] Lee J G, Guo F, Subramanian K N, Lucas J P. Intermetallic morphology around Ni particles in Sn-3.5Ag solder[J] Soldering and Surface Mount Technology, 2002, 14(2): 11-17.
[18] ����ǿ. һ��ͭ����ǿ����п����ǥ�ϼ����Ʊ�����[P]. CN1931509, 2006-10-13.
WEI Guo-qiang. A sort of Sn-Zn composite solder reinforced by copper powder and its preparing method: CN, 1931509[P]. 2006-10-13.
�ո����ڣ�2006-09-04�������ڣ�2007-05-08
ͨѶ���ߣ�����ǿ��������ʦ���绰��020-87114484�����棺020-87114484��E-mail: gqwei@scut.edu.cn
