

Dispersion of ultrafine SiC particles in molten Al-12Si alloy
Jin-Ju PARK, Sang-Hoon LEE, Min-Ku LEE, Chang-Kyu RHEE
Nuclear Materials Research Division, Korea Atomic Energy Research Institute, Daejeon 305-353, Korea
Received 21 April 2010; accepted 10 September 2010
Abstract:
The bulk Al-12 Si eutectic composites were fabricated through a conventional liquid metal casting route, especially with the help of ultrafine ceramic powders made by self-propagating high-temperature synthesis (SHS) process. The SHS powders were fabricated by the chemical reaction between micro-sized SiC and Al particles at very high combustion temperatures, producing the coarse Al particles (several tens of microns) containing ultrafine SiC ceramic particles. Microstructural observation revealed that the addition of ultrafine SiC particles has a crumbling tendency of Si eutectic phase. It is suggested that the casting method combined with SHS process is promising for fabricating the Al-based MMC with ultrafine ceramic particles.
Key words:
Al-12Si alloy; dispersion; self-propagating high-temperature synthesis (SHS); ultrafine ceramic; SiC;
1 Introduction
Aluminum-based metal matrix composites (MMCs) have been widely studied as an attractive choice for aerospace, automobile, and military applications due to their low density and superior specific properties including strength, stiffness and creep resistance[1-10]. Normally, to fabricate Al-based MMCs, micro-sized ceramic powders and fibers were used to improve the yield and ultimate strength of the metal. However, the ductility of the MMCs deteriorates, which limits a widespread use of the Al-based MMCs.
It is of great interest to use nano-sized ceramic particles to strengthen the metal matrix, that is, metal matrix nano-composites (MMNCs), while the ductility of the matrix is retained. With nanoparticles reinforcement, especially high temperature creep resistance and better fatigue life could be achieved because thermally stable ceramic nanoparticles can maintain their properties at high temperatures. Currently, there are several fabrication methods of MMNCs, including mechanical alloying with high energy milling[5], ball milling[10], nano-sintering[11], vortex process[12], laser deposition, etc.
Casting, as a liquid phase process for the fabrication of MMNCs, is capable of producing products with complex shapes. It will be attractive to produce as-cast
lightweight bulk components of MMNCs with uniform reinforcement distribution and structural integrity. However, nano-sized ceramic particles present difficult problems. It is extremely difficult to obtain uniform dispersion of nano-sized ceramic particles in liquid metals due to poor compatibility as wettability and dispersability in the metal matrix, high viscosity, and a large surface-to-volume ratio. These problems easily induce agglomeration and clustering in the matrix.
In this study, in order to solve these problems, the self-propagating high-temperature synthesis (SHS) process[13-17] is introduced to distribute and disperse ultrafine ceramic particles into Al alloy melts, thus making the production of cast high-performance Al matrix composite promising. The SHS process provides an economical and energy efficient route for the preparation of various hard ceramic particles, which can be subsequently incorporated in a metallic matrix.
The aim of this study is to disperse the ultrafine SiC ceramic particles in Al-12Si alloy matrix through the use of a conventional casting method. For this purpose, the SHS process for the SiC ceramic and Al metal powders is utilized to promote the compatibility such as wettability and dispersability. The changes in the microstructure of the matrix are discussed in views of quantitative image analysis of the length of Si eutectic phase.
2 Experimental
In the present work, the composite material was made from Al-12Si eutectic alloy by stir casting method. For the additive powders, the silicon carbide-aluminum (SiC-Al) powders were manufactured using combustion mode SHS and contained 15% SiC(mass fraction). The SHS process setup involved a burning velocity of 0.1-20 cm/s, combustion temperature of 2 300-3 800 K, heating rate of 103-106 K/s, induction time for ignition of 0.2-1.2 s and ignition temperature of 800-1 200 K. After the SHS process, the surface and a cross-section of the SiC-Al composite powders were observed by using a scanning electron microscope (SEM). The X-ray diffraction (XRD) and energy dispersive spectroscopy (EDS) were also employed for the characterization of the SHS powders.
The casting experimental setup consists of process and control parts. An electric resistance-heating unit was used to melt the alloy in a graphite crucible with size of 100 mm in diameter and 200 mm in height. The SHS SiC-Al composite powders were directly added into the melts with 5% during the process from the top of crucible. Since the SiC particles tended to settle at the bottom, the composite melt was stirred for 3 min at 700 r/min using a graphite impeller in order to produce a homogeneous distribution of SiC particles in the melt. The alloy melt was protected by argon atmosphere.
This molten metal was then poured into a metal mold. The microstructural properties were observed via SEM with regard to the addition of the SHS SiC-Al composite powders. Thereafter, the SEM images of the silicon eutectic phase were analyzed quantitatively with respect to its length.
3 Results and discussion
Figure 1 shows SEM image of surface morphology, XRD pattern and EDS mapping image of SHS SiC-Al powders. As shown in Fig.1(a), the SHS SiC-Al composite powders have an angular shape with particle sizes ranging from 50 mm to 100 mm. The XRD pattern reveals that the fabricated SHS composite powders consist of SiC and Al without any impurities. In addition, from the EDS mapping image shown in Fig.1(c), the SiC ceramic particles are well distributed in the Al powder matrix.
In order to clarify the distribution of SiC particles in the Al matrix, a typical cross-sectional view of the SHS SiC-Al composite powders is shown in Fig.2. It can be seen that the SiC-Al composite powder consists of globular SiC particles represented as darker phase with size of 1-5 mm surrounded by the matrix of Al. Hence, it is confirmed that the SHS process can easily fabricate SiC-Al composite powders with very small and uniform size of SiC ceramic particles.
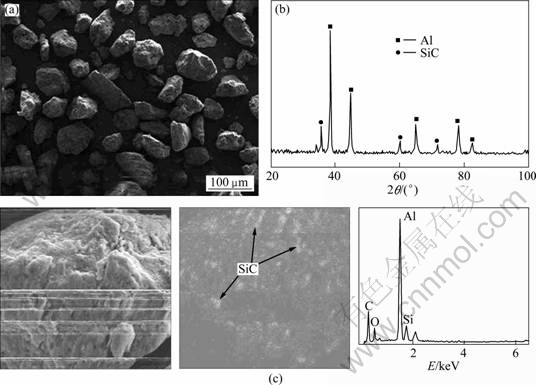
Fig.1 SEM image (a) of surface morphology, XRD pattern (b) and EDS mapping image (c) of SHS SiC-Al powders
It is also found that the SiC particles in the composite powders are distributed inhomogeneously in the Al powder matrix.
Figure 3 illustrates the microstructural change of Al-12Si matrix composite in the absence and presence of SiC ceramic particles. The microscopic examination of the specimen without SiC particles given in Fig.3(a) shows that the Al-12Si matrix is composed of the Al-Si eutectic phase, which consists of bright Al and dark Si phases in the microstructure image. As shown in Fig3(a), the eutectic Si phase is normally very long. However, in the presence of the SHS SiC-Al composite powders, the microstructure of the composite matrix changes remarkably. Although the main phase is the same as that of the matrix without SiC particles, the length of the eutectic Si phase is significantly reduced. Based on the microstructural change in the presence of SHS SiC-Al composite powders, it is realized that the addition of SiC particles has the tendency of crumbling eutectic Si phase.

Fig.2 SEM image of cross-section of SHS SiC-Al powders

Fig.3 SEM images of Al-12Si alloy matrix in absence (a) and presence (b) of SHS SiC-Al powders
In order to confirm the effect of the addition of SiC particles on the microstructural change of the matrix, the quantitative image analysis is employed on the SEM image of Fig.3 as a function of the length of Si eutectic phase. Table 1 gives the values of minimum, maximum and average length of Si eutectic phase without and with SHS SiC-Al powder additive. When there are additive powders, the length of Si eutectic phase is shortened. For the better understanding, the results of the quantitative image analysis of the length of Si eutectic phase in view of its number and mass are presented in Table 2. When there are no additive powders, the length of Si phase ranged from 1 mm to 151 mm. However, in case of adding the powders, the distribution of the Si eutectic length is only within 80 mm. Figure 4 demonstrates the histogram of the distribution by the length of Si eutectic phase in views of its number and mass based on the results of Table 2. It can be easily seen that when the SHS SiC-Al powders are added into the matrix, the length of Si eutectic phase is shorter than that without additive powders and hence the length of Si eutectic phase is ranged from 1 mm to 40 mm.
Table 1 Length of Si eutectic phase in Al-12Si alloy in absence and presence of SHS SiC-Al powders.

Table 2 Results of quantitative image analysis for change in length of Si eutectic phase in view of its number and mass


Fig.4 Histogram of distribution based on quantitative image analysis of Fig.3 with length of Si eutectic phase in matrix in views of its number (a) and mass (b)
Hence, this study suggests that the addition of SHS processed powders can efficiently disperse ultrafine ceramic particles into a Al-based alloy through the conventional casting route. Further study is necessary to optimize the process and finally to improve the physical and mechanical properties.
4 Conclusions
1) Self-propagating high-temperature synthesis (SHS) process can easily fabricate SiC-Al composite powders contained ultrafine SiC ceramic particles in Al powder matrix.
2) In the presence of SHS SiC-Al composite powders, the length of the eutectic Si phase is significantly shortened. This implies that the addition of SiC particles has a tendency of crumbling eutectic Si phase.
3) Based on the results, ceramic dispersion strengthening composites with ultrafine ceramic particles using a liquid metal casting method is possible by the help of the addition of SHS processed powders.
Acknowledgements
This research was financially supported by the Korea Atomic Energy Research Institute (KAERI) R&D Program.
References
[1] ARSENAULT R J. The strengthening of aluminum alloy 6061 by fiber and platelet silicon carbide[J]. Materials Science and Engineering, 1984, 64: 171-181.
[2] NARDONE V C, PREWO K M. On the strength of discontinuous silicon carbide reinforced aluminum composites[J]. Scripta Metallurgica, 1986, 29: 43-48.
[3] IBRAHIM A, MOHAMED F A, LAVERNIA E J. Particulate reinforced metal matrix composites-A review[J]. Journal of Materials Science, 1991, 26: 1137-1156.
[4] RAMAKRISHNAN N. An analytical study on strengthening of particulate reinforced metal matrix composites[J]. Acta Materialia, 1996, 44: 69-77.
[5] KARANTZALIS A E, WYATT S, KENNEDY A R. The mechanical properties of Al-TiC metal matrix composites fabricated by a flux-casting technique[J]. Materials Science and Engineering A, 1997, 237: 200-206.
[6] TONG X C, FANG H S. Al-TiC composites in situ-processed by ingot metallurgy and rapid solidification technology: Part II. Mechanical behavior[J]. Metallurgical and Materials Transactions A, 1998, 29: 893-902.
[7] ZHANG B P, MASUMOTO H, SOMENO Y, GOTO T. Preparation of Au/SiO2 nano-composite multilayers by helicon plasma sputtering and their optical properties[J]. Materials Transactions, 2002, 43: 2855-2859.
[8] PENG L M. Creep of metal matrix composites reinforced by combining nano-sized dispersoids with micro-sized ceramic particulates or whiskers (review)[J]. International Journal of Materials and Product Technology, 2003, 18: 215-254.
[9] ZHONG R, CONG H T, HOU P X. Fabrication of nano-Al based composite reinforced by single-walled carbon nanotubes[J]. Carbon, 2003, 41: 848-851.
[10] URTIGA FILHO S L, RPDRIGUEZ R, EARTHMAN J C, LAVERNIA E J. Synthesis of diamond reinforced Al-Mg nanocrystalline composite powder using ball milling[J]. Materials Science Forum, 2003, 416-418: 213-218.
[11] GROZA J R. Sintering of nanocrystalline powders[J]. International Journal of Powder Metallurgy, 1999, 35: 59-66.
[12] MANDAL D, DITTA B K, PANIGRAHI S C. Influence of mechanical working on properties of aluminium base short steel fiber reinforced composites[J]. Journal of Materials Science, 2007, 42: 8622-8628.
[13] GOTMAN I, KOCZAK M J, SHTESSEL E. Fabrication of Al matrix in situ composites via self-propagating synthesis[J]. Materials Science and Engineering A, 1994, 187: 189-199.
[14] XU Q, ZHANG X, HAN J, HE X, KVANIN V L. Combustion synthesis and densification of titanium dibroride-copper matrix composite[J]. Materials Letters, 2003, 57: 4439-4444.
[15] YI H C, WOODGER T C, MOORE J J, GUIGNE J Y. Combustion synthesis of HfB2-Al composites[J]. Metallurgical and Materials Transactions B, 1998, 29: 877-887.
[16] ZHANG X, HE X, HAN J. Combustion synthesis and densification of large-scale TiC-xNi cermets[J]. Materials Letters, 2002, 56: 183-187.
[17] FU Z Y, WANG H, WANG W M, YUAN R Z. Composites fabricated by self-propagating high-temperature synthesis[J]. Journal of Materials Processing Technology, 2003, 137: 30-34.
(Edited by HE Xue-feng)
Corresponding author: Jin-Ju PARK; E-mail: jinjupark@kaeri.re.kr
