
������ʱ��: 2016-11-04 15:00
�ѺϽ�����ṹ���ܳ���/��ɢ���������о�
�Ͼ����պ����ѧ����ѧԺ
ժ Ҫ��
���ó��ܳ���/��ɢ���� (SPF/DB) ���ն�TC4�ѺϽ�����ṹ�����Ʊ�����TC4�ѺϽ��������г������������о�, ȷ�����¶�900���Ӧ������9.8��10-4s-1Ϊ��ѳ��ܳ��εĹ��ղ���, ������ó����������е�Ӧ����������ָ��m=0.57, K=998.5������MSC.MARC������������ij��ι��̽�������Ԫģ�����, ������Ż���ѹ��-ʱ��������ߡ�ģ������ʾ�����ڹյ�Բ�Ǵ��, ����������Ϊ42.5%, ��������ѹΪ2.0 MPa;��T=900���6) ��=9.8��10-4s-1��, �����Ż���ѹ��-ʱ������, �ɹ�������TC4�����ṹSPF/DB�������顣��������������˱�������������ɢ����λ������֯�۲����, �����ʾ:�ѺϽ��������������������Ч������, ���������û�г��ְ���ȱ�ݵ�����, ��ǿ��ܳ�����ȫ;��ɢ�����������, ����������ȱ��, ���Ӵ�ʵ���˿ɿ���ұ�����ӡ�֤�����������շ������ζ����ṹ���Ŀ����ԡ�
�ؼ��ʣ�
TC4�ѺϽ�;˫���ṹ;���ܳ���/��ɢ����;����Ԫ����;
��ͼ����ţ� TG146.23
����飺������ (1991-) , ��, ���պϷ���, ˶ʿ�о���, �о�����:���ܳ���/��ɢ���Ӽ���;E-mail:535123032@qq.com;;ͯ��Ȩ, ����;�绰:025-84891881;E-mail:meegqtong@nuaa.edu.cn;
�ո����ڣ�2016-08-23
��������ʡ�������˲Ÿ߷塱������Ŀ (2014ZBZZ003) ����;
Process of Superplastic Forming/Diffusion Bonding for Two-Sheet Structure of Titanium Alloy
Yang Qinxin Tong Guoquan He Zezhou
College of Mechanical and Electronic Engineering, Nanjing University of Aeronautics and Astronautics
Abstract��
The process of superplastic forming and diffusion bonding (SPF/DB) for two-sheet structure of Ti-6Al-4V titanium alloy was performed.The temperature of 900 �� and the strain rate of 9.8 �� 10-4s-1 were determined as the best forming process parameters in superplastic tensile test of Ti-6Al-4V titanium alloy.The strain rate sensitivity exponent of 0.57 and K = 998.5 were calculated according to constitutive equation.The SPF process was simulated by using finite element software MSC.MARC to optimize the curve of pressure-time.The finite element method (FEM) results showed that the thinnest place of the face sheet was located at the rounded corners and the maximum reduction ratio of sheet was 42.5%, and the largest pressure of SPF was 2.0 MPa.The test was conducted successfully by using the optimized pressure load curves at the temperature of 900 �� and strain rate of 9.8 �� 10-4s-1.The surface quality of the formed product was inspected and the microstructure of the diffusion bonding interface was analyzed.The results showed that the forming of two-sheet structure had good quality, and the surface had no defects of pit, thus reinforcing of SPF completed.The connection joint interface of enhancement plate with sheet metal had no obvious defects, and joint had also realized the reliable metallurgical connection.The results proved the forming feasibility of two-sheet structure by using the described process.
Keyword��
TC4 titanium alloy; two-sheet structure; superplastic forming/diffusion bonding (SPF/DB) ; finite element method (FEM) ;
Received�� 2016-08-23
���ź��չ�ҵ����Ѹ�͵ط�չ, ���ַ�������������ٶȵ�Ҫ�����, �Ӷ�ʹ�������ṹ���켼����Ϊ�����Ƚ����켼����չ���ص�֮һ[1]�����ܳ���/��ɢ���� (superplastic forming/diffusion bonding, SPF/DB) ��������ʹ���ӱ���������廯, ͬʱ�ܹ����ͷ������ṹ��������߽ṹ�������Ժͳ���Ч��[2]��SPF/DB������Ҫ�����ý��������ڳ�����״̬�����õĹ�̬ճ�����ܶ���չ������һ����Ϲ��ռ������ü����ѱ��㷺��Ӧ�õ����պ�������, ��ɻ�����������ҶƬ��������ǡ�������������[3]��Ŀǰ��������ڸ�������塢�IJ��ṹ���о�ƫ��, �����ڽṹ��ԼĶ����SPF/DB���о����١�������Ҫ�о��˼�ǿ����״��Ϊ���ӵĶ����ṹ��
������Ҫ��������Ԫģ��������о��ķ��������ѺϽ�������������Ʊ��������ò���Ϊ������ҵ����˾������TC4�ѺϽ��, ��ѧ�ɷ�ΪTi-6Al-4V, �������� (%) Ϊ5.5~6.8Al, 3.5~4.5V, ����Ti, �ò����б�ǿ�ȸ�, ����ʴ���ܺ�, ���ȶ��Ժõ��ŵ�[4]������, TC4�ѺϽ��ܹ�����SPF/DB���նԲ��ϵ�Ҫ������MARC����Ԫ������TC4�����ṹ�ij��ܳ��ι��̽�����ֵģ��, ��ȡ�Ż���ѹ��-ʱ�����ߡ���չ�����SPF/DB��������, ���Ʊ���õĶ��������������������֤�����յĿ����ԡ�
1���ܳ�������Ԫģ��
1.1����ģ��
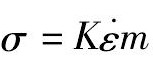
��TC4�����������и��³����Ե�����������, �ֱ���880, 900, 920��3���¶��½��в�ͬӦ�����ʵ�����, �ֱ�õ��õ����Ӧ�¶��µ����������Ϊ760%, 790%, 560%, ͼ1ΪTC4�ѺϽ���900���µ�

1.2����Ԫģ������
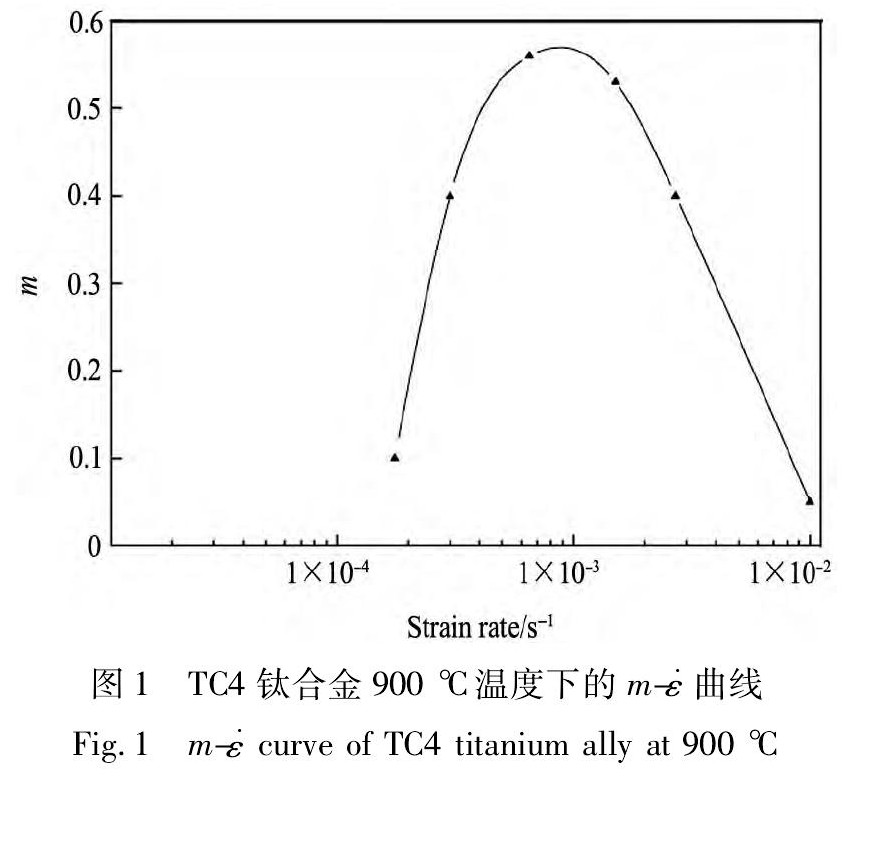
TC4�ѺϽ�����ṹ������Ԫģ���ǶԼ�ǿ��ܳ��β�λ��ģ��, ��������������ε���ȫ�Գ�, ����ѡȡ���������1/4��Ϊģ��, ����MARC����Ԫ��������SPF���̵�ģ�⡣���ģ���������������:
1.�����뵥Ԫѡ��:���Ϻ��ȡ1.2mm, ������ģ�ͼ���ͼ2��ʾ, �����˰���ģ�ͻ���Ϊ5488����Ԫ, ��Ԫ����ѡ��Thick Shell 140�ı��οǵ�Ԫ���͡�
2.���϶���:���ڳ��ܱ��ι������ڴ��������, �ص���С, �������Ե��Ա���, �ʲ��ø�����ģ��[5]�����ϲ�������ʱѡ��RIGID-PLASTICģ�͵�POWER-LAW��, ����Exponent N=0.57 (Ӧ����������ָ��m) , Coefficient B=998.5 (����ϵ��K) ��
3.�Ӵ�����:����ģ��Ϊ������, ����Ϊ�����塣������������ǿ�λΪ���ܳ���, ���ಿλ��Ϊ��ɢ��������ֻ�趨��һ���Ӵ���, ��ģ������ϽӴ�����ΪTOUCHING��ͬʱ��������Ħ������Ϊ��������Ħ��, Ħ��ϵ����Ϊ��=0.2��
4.�߽���������:���岻������ε���ɢ���Ӳ��ֽڵ��6���������ɶ�Ϊ0, ���ܳ�������ĶԳ������ƴ�ֱ�ڸöԳ��淽����ƶ�, ���ϳ��ܳ��β�λʩ�ӳ����Կ��Ƶ����غ�[6], ����ʼ�մ�ֱ�ڰ��ϱ��档
ͼ2 ��������Ԫģ�⼸��ģ��Fig.2 Finite element model of sheet
5.��������:���ó�����ѹ����ΧΪ0.001~2.0 MPa, �����Ӧ�����ʺ㶨������ѹ��, Ŀ��Ӧ����������Ϊ9.8��10-4s-1�������ܹ���ʱ��Ϊ2000 s, �̶�����ʱ��5 s, ��400������������
1.3ģ����������
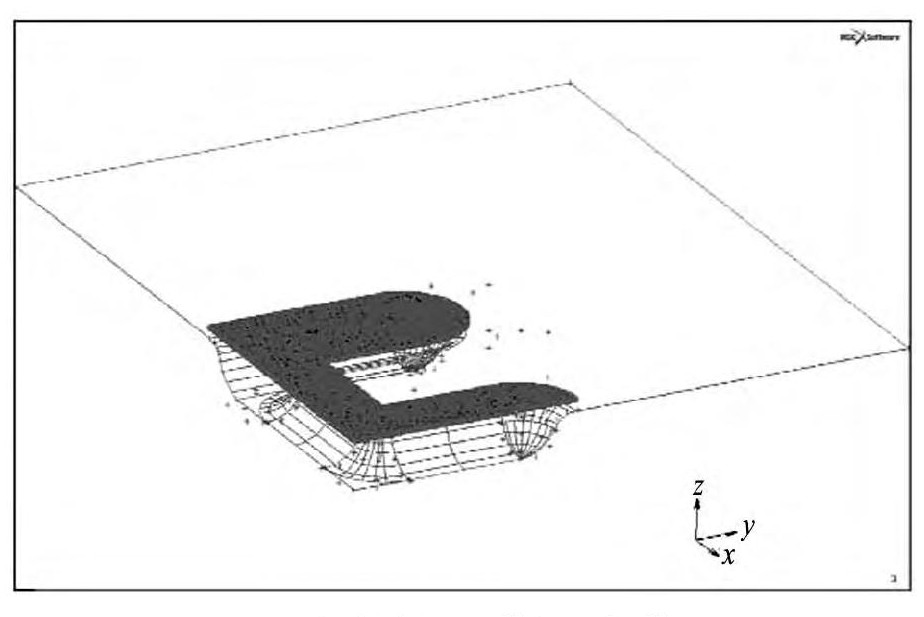
����MARC����Ԫ����ģ������õ�����峬�ܳ��ι���, ͼ3 (a) ~ (d) ΪTC4�ѺϽ����峬�ܳ��ι����в�ͬʱ����µİ��Ϻ�ȷֲ���ͼ��
ͨ��ģ�����, ���Ժ�۵ؿ���������ģ�Ⱥ�˳������λ�ĺ�ȱ仯��������������ι��̿�, ���������μ�ǿ��������������緢������, ������Ե�����յ㡱Բ�Ǵ������ȷ�����ģ������, ��ͼ3 (a) ��ʾ;���ų��εļ���, ��ģ�������, ��������ģ������Ե�͡��յ㡱Բ����������Ħ�����ص�Ӱ��, ���´�������������������, Ӧ��Ҳ����δ��ģ��������ת��, ��ʱ�ij�����Ҫ�ϴ��ѹ��, �������г��εIJ�������, ����Ϻ��Ҳ�ڼ���, ��ͼ3 (b) ��ʾ;���ε�����, ���������μ�ǿ���������, ����λ��Ҳ���������ģ����, Ӧ��������Ҫ����������, �ֱ��ǡ��յ㡱Բ�Ǵ��͡��������ζ˵�Բ�Ǵ�, ͬʱ������λ��Ҳ�ǰ��ϼ�����������ص�����, ��ͼ3 (c) ��ʾ;ͼ3 (d) Ϊ����ģ����εİ��Ϻ�ȷֲ���ͼ, ���Կ����ڴ���Բ�ǵ�����, �����Ѷ����, ���ϼ��������ء�����ģ����εĽ����ʾ����������ԼΪ0.69 mm, ��������ԼΪ42.5%��
ͨ��MARC�����ĺ�������, ����ѹ��p-ʱ��t����, ��������������õ���ͼ4��ʾ���������ߡ�������һ��ʼ�������Ӧ�����ʺ㶨��������ѹ, ����ѹ�����������ѹ��ʱ, Ϊ��������ɢ���ӽ�ֻ�������Ա��ε�Ҫ��[7,8,9,10], ��2.0 MPaѹ����������ѹ������������߿ɽ����������������е��������ߡ�
2������������
2.1 TC4�����ṹ��SPF/DB����
TC4�����ṹSPF/DB������̿ɴ��·�Ϊ3����:
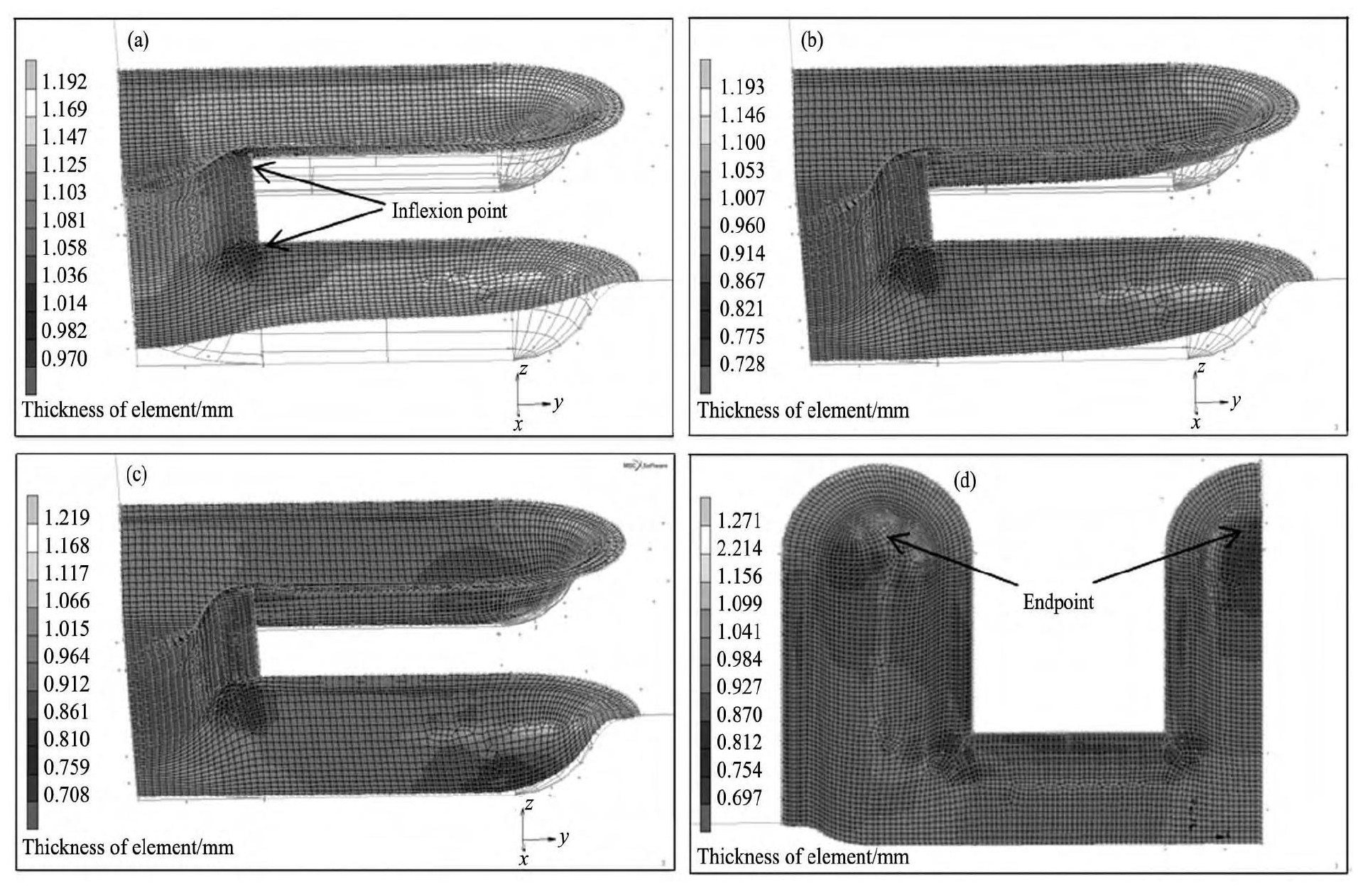
ͼ3 TC4�����ṹ���ܳ��ι���ģ��Fig.3 Simulation of two-sheet structure of TC4 during SPF
(a) t=500 s; (b) t=1000 s; (c) t=1300 s; (d) t=2000 s
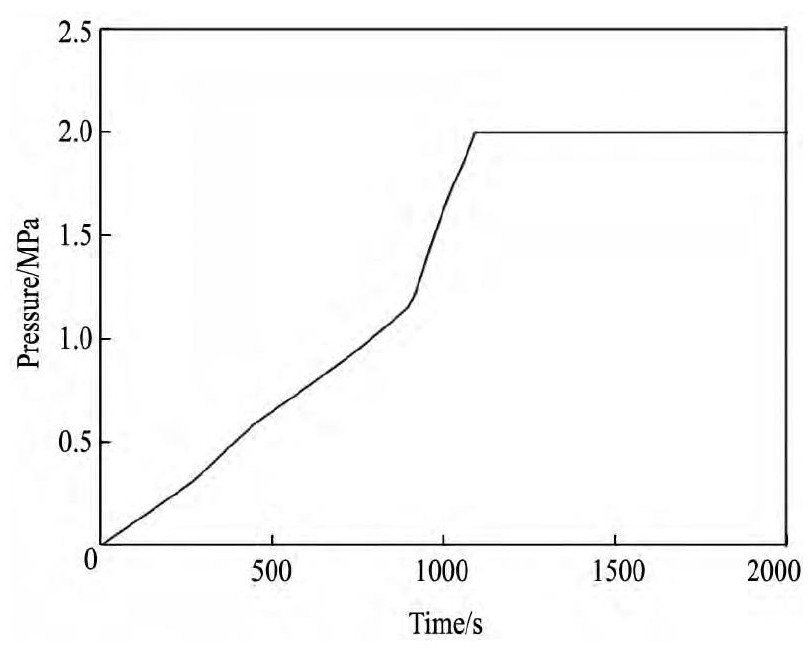
ͼ4 ���ܳ��ε�ѹ��-ʱ������Fig.4 Pressure-time curve of SPF process
1.ǰ������:���������ϲ�������ϴ, ������ϴ����ϴ����ˮϴ����ɵȹ���[11]�����ն�������ճ��εļ�ǿ����״, �ڰ��ϱ���Ϳ����������Ϊ�躸��[12,13,14,15], �躸��Ϳ���ֲ�ͼ��ͼ5��ʾ�������а����ܱߵ�����⺸������, ǰ����Ҫ������������ɡ�
2.���������:���⺸�õĴ���ͨ����·�İ���װ��ģ����������900����¡����Ƚ��а��ϵ���ɢ���ӹ���, �ȳ��λ���ʩ����ģ�ߵ�ѹ����Ϊ3 MPa, �Դ˱�֤ģ��������, ��ͨ����ѹ����ϵͳ�����ⲿʩ�Ӻ㶨��ѹ2.5MPa, ʱ��Ϊ3600 s, �˹���ʹδͿ���躸���IJ���ͨ����ɢ�����γ���Ч�����ӽ�ͷ;��ν��ж����ṹ��ǿ��ֵij��ܳ��ι���, ��ѹ����ϵͳ����ģ��õ��IJ����������p-t���߿��������������֮��Ľ��������, ʹ�ð�����Ϳ���躸���IJ�λ����ѹ�����³��ܳ���, ������ģ������, �γ����յļ�ǿ���·������ɺ�, ��2.5 MPa��ѹ����ѹһ��ʱ�䡣
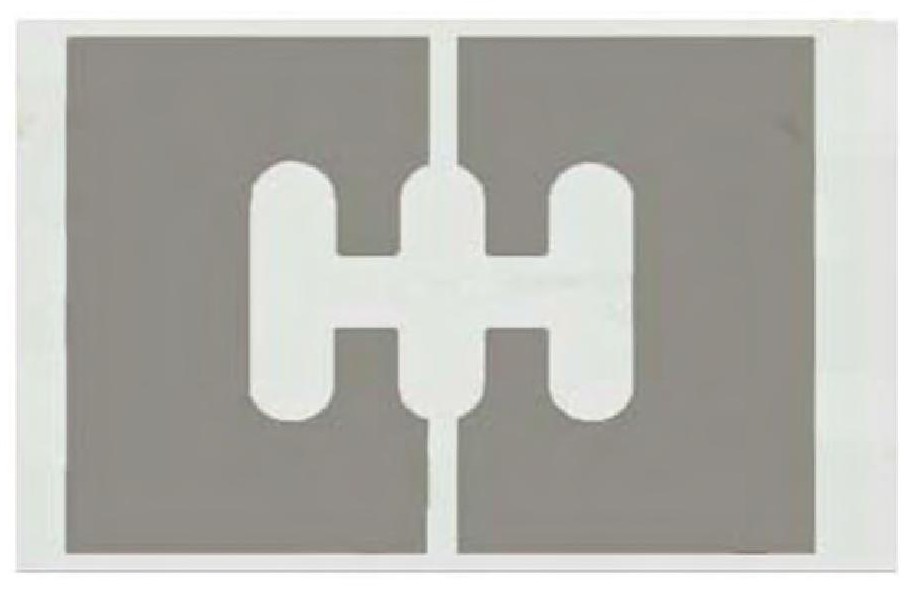
ͼ5 �躸��Ϳ���ֲ�ͼFig.5 Distribution diagram of solder resist
3.���κ���:���ν�����ʼ����, ģ����¯��ȴ��300���¯ȡ����ͬʱ������صı��洦���ͽ�����֯������
ͼ6Ϊ���κ��TC4�����SPF/DB����������������, ������������Ч������, ����û�г��ְ���ȱ�ݵ�����, ��ǿ��ܳ�����ȫ��
2.2��ɢ������������
��ͼ6��ʾ, �ڳ�����ȫ�����������ȡ������Ҫ��λ��Ϊ��������, ͨ��������ؽ�����֯������TC4�����SPF/DB���������ɢ����������Aλ��Ϊѹ�������ڻ�еѹ������ɢ���ӵIJ�λ;Bλ��Ϊ��ѹ�����µ���ɢ���Ӳ�λ��
��ɢ����λ�ý�����֯��ͼ7��ʾ, Aλ����ɢ����������������ӽ��漸����ȫ��ʧ, ������ģ�ߵ�ѹ��, ���¾ֲ�ɢ������, �¶ȹ���, ��ʹ��֯����ת��, �γɰ���״������;Bλ���н����Ե����ӽ���, ���ӽ��渽�������г�������, ����ͷ��������, ��ɢ���ӽϺá��������, �������ɢ��������Ϻ�, �����Ӵ���ʵ���˿ɿ���ұ������, �γ���һ�������Ҽ���û��ȱ�ݡ�
3����
1.�¶�T=900��, Ӧ�����ʢ���=9.8��10-4s-1ΪTC4�ѺϽ��������ѳ��ܳ��ι��ղ�����
2.����MARC����Ԫ����ģ��TC4����峬�ܳ��ι���, Ԥ���˳��ι����а��Ϻ�ȷֲ������ģ������ʾ, λ�ڼ�ǿ���Բ����ģ�����������, ���Ϊ0.69 mm, ��������Ϊ42.5%�������ѹ��-ʱ������, �����ѹΪ2.0 MPa, ��Ϊ���ܳ�����������ѹ�����ṩ��Ҫ���ݡ�
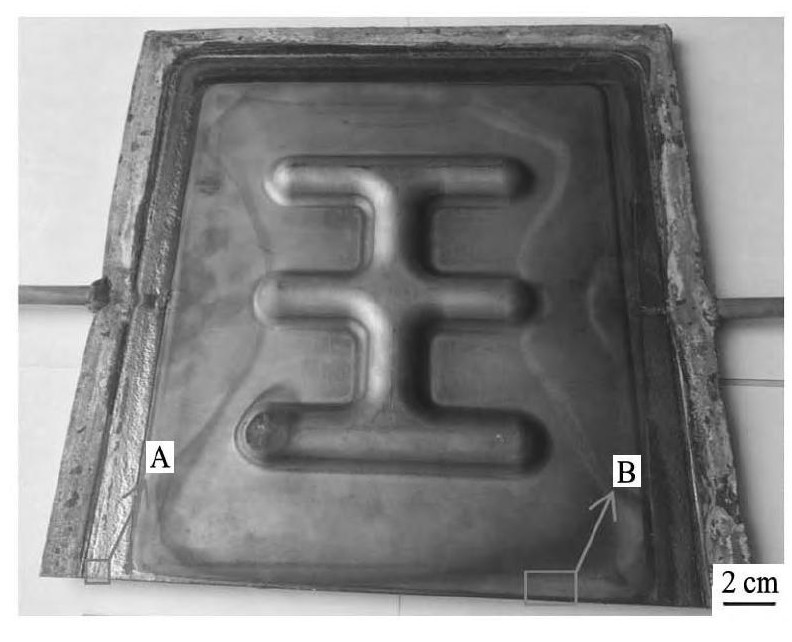
ͼ6 TC4������ⲿ����Fig.6 External profile of TC4 two-sheet structure
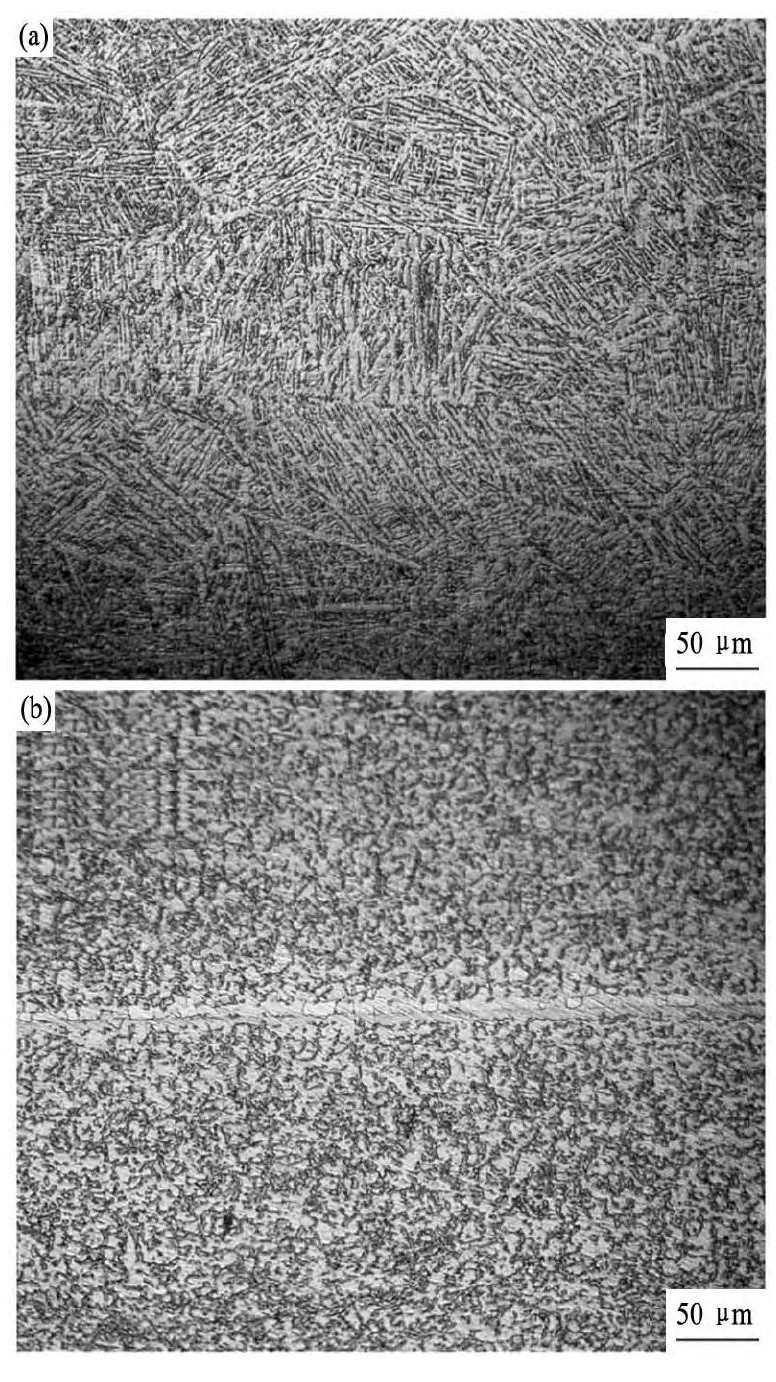
ͼ7 ��ɢ���ӽ�����֯ͼFig.7 Microstructure of diffusion bonding interface
(a) Mechanical pressure loading; (b) Air pressure loading
3.�ɹ�������TC4�ѺϽ�����SPF/DB��������Ʊ��������������ȱ��, ������������, ���������д���һ�����, ֤�����������շ��������ѺϽ�����Ŀ����ԡ�
�����
