
DOI: 10.11817/j.issn.1672-7207.2018.03.005
���ڻ��ĥ��ģ�͵�ģ�������Ż����
����ã������У�����������Ǭ���·�
(�����ѧ ���Ͽ�ѧ�빤��ѧԺ�����죬400044)
ժ Ҫ��
�ߵ�ĥ����ң�ģ�������͵����⣬���û��ĥ��ģ�Ͷ�ģ�����������Ż���ơ�����챶�����ι�������ģоĥ��Ϊ��������ģо�������з�����ȷ�����Ż���3����Ʋ������������ĥ��ĥ��ĥ������ĥ����3��ĥ��ģ�ͽ�����ĥ�����ģ�ͣ���ͨ������Ԫ������ֵģ���ȡģ������������ĥ���Ե�ĥ������Ϊģ������ĥ����ȵ����б����ڴ˻����ϣ�������Ԫ������ֵģ��������Ϊѵ������������BP�����罨����ģо������Ʋ�����ģ�ߵ�ĥ�����ķ�����ӳ���ϵ������ѵ���õĺ���ӳ���ϵ���Ŵ��Ż��㷨������챶�ģ����ģо������״�Ż���ƣ������ĥ�������״̬�µ���ģо��Ʋ������о�����������Ż�����ģо��ĥ�������Ż�ǰ������29.65%�������ĥ���½���12.59%����ģоĥ������������ĥ������С��
�ؼ��ʣ�
���ĥ��ģ����ģ��������ģ��ĥ�����Ż������
��ͼ����ţ�TG315.2��TH117.1 ���ױ�־�룺A ���±�ţ�1672-7207(2018)03-0544-09
Optimum design of die profile based on mixed wear model
XU Wujiao, LIU Chengshang, MA Xin, GUO Ziqian, CHEN Fei
(College of Material Science and Engineering, Chongqing University, Chongqing 400044, China)
Abstract: Aiming at solving problems of great wearing and low life of mold, the optimum design of die profile based on mixed wear models was used. As an example, the mandrel of wheel hub in forging process was studied, and the contour of mandrel was analyzed in order to select three parameters to optimize. Combined with three basic wear models, i.e., adhesive wear, abrasive wear and oxidative wear, a new calculate model was established, and then wear value of the mold surface was obtained by forging numerical simulation and using uniformity wear which can reflect homogeneous degree of wear as judgment standard. On the basis of this analysis, the numerical simulation results were used as training sample to establish three layers BP neural network, and instead of the finite element model with trained BP neural network, the nonlinear mapping relationship between the design variable and the target function was acquired. Finally, combining the trained mapping function and genetic optimization algorithm, the mandrel shape of wheel hub and reverse parameters were optimized under the condition of the most uniform. The results show that after optimization of mandrel, uniformity wear value decreases by 29.65% and maximum wear value reduces by 12.59% than that before optimization, the amount of wear on upper punch becomes more uniform and the maximum wear is smaller.
Key words: mixed wear model; mold contour; die wear; optimum design
�Ӵ�ѹ���������ٶȺ�ģ���¶���Ӱ��ģ��ĥ�����Ҫ���أ��о�ĥ��ģ�ͣ�����ģ�߽Ӵ�������ĥ����֮��ȷ��ֵ��ϵ�Ǽ���ģ��ĥ�����ģ��������ǰ�ᡣ��ĥ��ģ�͡�ĥ�̵ĵ����з��֣�����Ħ��ĥ������ķ��̳���300��������ĥ�����͵�ĥ�̳���180�������о���������Ħ��ĥ���������600���������ڻ����Ļ���ĥ����ʽ�н�100�������Ͳ���[1]����Щĥ��ģ����������ض���Ʒ���������ã�Ŀǰ������������������ĥ�������ĥ�����ģ�͡�1957��BURWELL[2]����ĥ����ƽ�ĥ���Ϊ4�����ĥ�����ͣ������ĥ��ĥ��ĥ��ƣ��ĥ���ʴĥ����Щĥ����������ɻ�е���ʧЧ����Ҫԭ������ֲ����ŽӴ�ѹ���������ٶ��Լ������¶ȵȹ��������ı仯����ĥ���ʺ�Ħ������������仯������ĥ�����Ҳ�ͬ��SO[3]�о��������ڵͽӴ�ѹ���͵ͻ����ٶ��£���ĥ������¶Ƚϵͣ���ʱ�ֵ�ĥ�������ҪΪ���ĥ��ĥ��ĥ�𣬲���Ħ�������ϸߣ�ĥ���ʽϵ͡�����ѹ�����ٶ����ߣ����������������������ʱ��ĥ�������ҪΪ����ĥ�𣬲���Ħ��������ͣ���ĥ�����������ӡ�BARRAU��[4]�о�������ѭ���غ��¸���ĥ����ƵĽ������þ������ȶ�ģ�ߵ������������ĥ��ĥ��ĥ�������ĥ���о�ĥ�����⣬����ȷĥ��Ԥ��ģ���ǽ���ĥ������Ĺؼ���Ȼ�������ǵ�ģ��ĥ��ģ���и�����ʽ���������������ڣ����ԣ�Ӧ�ø���ģ�߹���ʵ�ʹ�������ĥ��ģ�ͣ��õ���ģ������ʵ���������ģ��������״ֱ��Ӱ��ģ�������ϼ�ĽӴ�ѹ���ͻ����ٶ�[5]����Ӱ��ģ��ĥ���һ����Ҫ���ء�ģ�������Ż����ص���ѵ�����ģ��������ѧ�����Լ��Ż�������ѡ�����е�ģ�������Ż���������Dz�������������������ģ������[6-7]��ͨ������Ԫģ�⽨��������ĥ������BP�����磬Ȼ����û��ڳ�ֵ�Ż��㷨(����������㷨)�Ե�ĥ��������Ѱ��[8]�����ڻ����ӹ�������������ʱ�����ñ���Сֱ�߶κ�Բ���ƽ������±�̸��ӡ�Ч�ʵ͡��ӹ����ȵ�[9]��ͬʱ��BP��������������߶ȷ����ԣ����û��ڳ�ֵ����Ѱ�ŵĴ�ͳ�Ż�������������ֲ����ţ�ѡȡ��ͬ�ij�ֵ������õ���ͬ�����Ӱ��ģ���Ż�Ч�������Ŵ��㷨��ȫ�ַ�Χ���ѡȡ�����ֵ�������и�����в�����������֤���Ż�������������ֲ����Ž⣬�Ӷ�������ȫ�����Ž⡣��ȫ�ֲ���������ʽ��Ⱥ���е����Ÿ���������������м��㡢³����ǿ���ص�[10]����������ѡȡ��챶�ģ��ģоΪ�о��������ȣ���ģ�߿ɼӹ��Գ������Լ�������ϵķ�ʽ������ģ����������ɼӹ��Ժͼӹ����ȿɴ����ߡ�Ȼ��ĥ��������ģ�ͳ�������������3�ֻ���ĥ�����͵�ĥ�����ģ�ͣ�����ģ�߽Ӵ�������ĥ����֮���ȷ����ֵ��ϵ�����ģ����������������ѵ���õ�BP�������������Ԫģ�⣬����ģ����״��ĥ�����ķ�����ӳ���ϵ�����ӳ���ϵ���Ŵ��Ż��㷨������챶�ģ����ģо������״�Ż���ơ�
1 ģ���Ż���������
��챶ͼ��ǵ��Ͷ�����ͼ�����������챸�ͻԵ��Ķͼ������ڸ���ͼ�һ��ʹ�������������챶ͼ�����ߴ�ϴ�Ҫ��ֹ�����۵�����Ҫ��֤��챳��Ρ��������ߴ����ַ������ܴ�һ���ֽ�������ɱ߲ۣ�����������ڶ˽Ǵ�������������䲻������ˣ�����챼�����Ҫ�����ѵ���������;����ַ��ij��Ϊ��֤�����ܳ��������Ҫ�����������նͳ������ϵĹ������̣���ʹ�������ë�����ն�ʱ������ַ�ʽ���Σ������ص��о�����նͳ��ι��ղ��֡�
����챶��칤��ʧЧģ�߽��й۲�ͷ���������챶�ģ�������ģо��Բ�Ǵ�ĥ����Ϊ���أ����س�����������λ��ĥ����ˣ��Ż���Ŀ����ͨ���Ż���ģо����״��ʹ��ģо����ĥ������ø����ȣ��Ӷ����������챶�ģ��ʹ��������
������챶ͼ�Ϊ��ת���������ˣ�����Ԫģ�Ϳ��Լ���ͼ1��ʾ�Ķ�άģ�͡�
���ȣ�������ģо������ȷ�����Ż�����Ʋ�����������Ʋ������ΪCADģ��ģ�͡���Σ�����ģ��CADģ�ͣ�ͨ������Ԫ�������ж���ģ��������õ�Ӧ�������ٶȳ����¶ȳ��ȹ���������֮�������ĥ��ĥ��ĥ������ĥ������ĥ��ģ�ͽ�����ĥ�����ģ�ͣ���ͨ���ѻ�õĹ���������Ϊ���룬��ȡģ������������ĥ�������Ե�ĥ������Ϊģ������ĥ����ȵ����б���Ȼ��������Ԫ������ֵģ��������Ϊѵ������������BP�����罨����ģо������Ʋ�����ģ�ߵ�ĥ�����ķ�����ӳ���ϵ������ӳ���ϵ���Ŵ��Ż��㷨����챶�ģ����ģо������״�Ż���ƣ��õ�ĥ�������״̬�µ���ģо��Ʋ�����
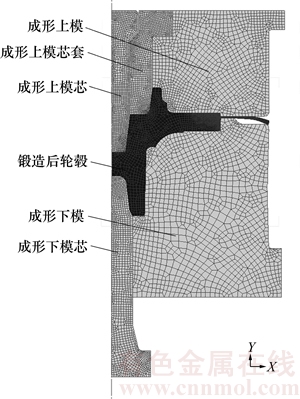
ͼ1 ��챶����������Ԫģ��
Fig. 1 FEM simulation on forging process of wheel hub
1.1 ��ģо��������
ģ�������Ż����ص���ѵ�֮һ����ģ��������ѧ����������ģ����ǻ�����ж���ʽ�������ֶ�ֱ�ߡ�������Ϻ����߲�ֵ�ȡ������������߶����������������������߹⻬�Ըߣ������ڻ������ε����߹⻬�̶Ƚϸ߲�λ�����������Ҳ���������������߽���ģ����ǻ�Ż���ơ����ǵ��������������ڻ����ӹ�����������Сֱ�߶κ�Բ���ƽ������±�̸��ӡ�Ч�ʵ͡��ӹ����ȵ͡��ڼӹ���ģо�Ĺ�����������ֱ�ߺ�Բ���ƽ���Ϊ���㣬����岹��ֱ�ߺ�Բ����ʾ������״���ӷ���ʵ�ʼӹ�����������2���߶ε�б��K1��K2�Ͱ뾶R���������ģоԲ�Ǹ���������״��
��ģо����������ȷ�����Ż�����Ʋ���������Ʋ��������ض�ֵ�����CAD��ģ����Ϊ����Ԫģ������롣
1.2 ����Ԫ����
���CAD��ģ����������Deform-2D���������CAEģ�⣬����챶�����ν�������Ԫ����֮���ں��������õ���ٵķ��������ģо9�����ٵ㴦�ĽӴ���Ϣ�����ٵ�1~9λ����ͼ2��ʾ��

ͼ2 ��ģо������״������Ե�λ��
Fig. 2 Contour shape of upper punch and test points positions
�Կ���Բ�Ǹ����ĵ�4�Ÿ��ٵ�Ϊ�������ٶȡ��¶Ⱥ�Ӧ���ȽӴ�������ͼ3��ʾ��
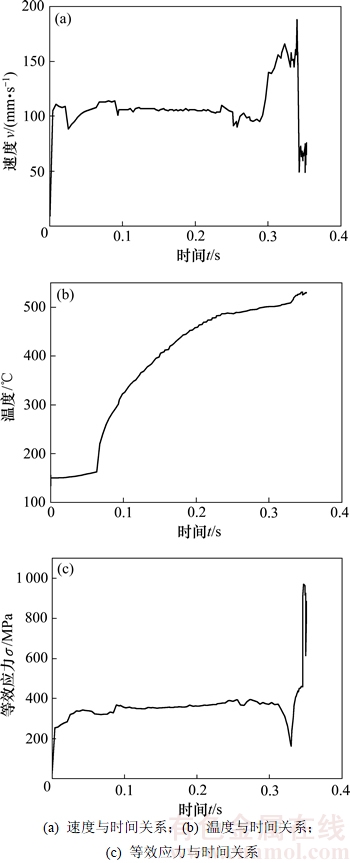
ͼ3 ��챶��������ģо4�Ÿ��ٵ�Ӵ�����
Fig. 3 Contact conditions of No. 4 tracking point in upper punch during forging
1.3 ĥ��ģ�ͽ���
ͨ���������ģ���ѻ��ģ�������������ٶȡ��¶Ⱥ�Ӧ���ȽӴ�����������ģ�߽Ӵ�������ĥ����֮��ȷ��ֵ��ϵ��Ϊ���ڸ���ģ��ĥ�����ģ��������ǰ�ᡣ
��챶�ģ��ģо�IJ���ΪH13�֣�ģ���ڹ��������з�����ĥ��������������һ���ڡ��¿�����[11]�о�����H13����ĥ���������Ҫ��ĥ�����Ϊ���ĥ��ĥ��ĥ�������ĥ��
���ĥ��Ҳ����Ħ��ĥ���ĥ������ģ�߱����빤��������ƽ����������˶�ʱ������һЩ�Ӵ������ܵ���Ӧ�����������ϵ���������������Ա��ν���������ţ����ڼ��ж����������������ЧӦ���γɵĽ���ϣ��Ӷ�����ģ�߽Ӵ�����IJ��ϲ���ת�ƻ��߷������䣬������������ĥ��

ͼ4 ���ĥ��ģ��ʾ��ͼ
Fig. 4 Schematic diagram of adhesive wear model
���Ϸ������ĥ���ĥ����ȿ��Ա�ʾΪ
 (1)
(1)
ʽ�У�kΪĥ��ϵ����PΪ�Ӵ����ϵ���ѹ��(����Ӧ��)��vΪ2���Ӵ�������Ի����ٶȣ�HΪ���ϵ�Ӳ�ȣ�tΪ2���Ӵ����滬��ʱ�䡣
����ģ�ߺ��������������Ӳ�ʿ��������߹������汾������Ӳ��������������ǵĴ������ģ�߱��汻���ˡ����繵�ͻ��۳��֣��Ӷ�����ĥ��ĥ��

ͼ5 ĥ��ĥ��ģ��ʾ��ͼ
Fig. 5 Schematic diagram of abrasive wear model
���Ϸ���ĥ��ĥ���ĥ����ȿ��Ա�ʾΪ
 (2)
(2)
ʽ�У� ΪԲ����ij�ǣ�
ΪԲ����ij�ǣ� ΪԲ����
ΪԲ���� �ļ�Ȩƽ��ֵ�����ֲڶ�ϵ����
�ļ�Ȩƽ��ֵ�����ֲڶ�ϵ����
QUINN[12]�о�֤ʵ������2��������ı��棬�����ⲿ�����Լ�Ħ��ʱ������������ĥ�����ᷢ���������ڽӴ��������ֽϺ��Ƭ״�����㣬�������㽫����Ħ��ĥ����̣���ĥ������γ��������룬��������γɺͰ�����������ĥ��

ͼ6 ����ĥ��ģ��ʾ��ͼ
Fig. 6 Schematic diagram of oxidation wear model
���Ϸ�������ĥ���ĥ����ȿ��Ա�ʾΪ
 (3)
(3)
ʽ�У�ApΪ������������Arrhenius������QpΪ�����������������ܣ�CΪ��ĥ�������������Fe3O4��Fe2O3��ռ�����йصIJ���������Ap��Qp��C���Ը�������[12]��á��ñ���ʽ˵�����ϵ�ĥ��������������������ֱ����ء�
Ϊ�˱�ʾһ�ζ��������ģ�ߵ���ĥ����������ʾ��ͬ����ĥ���������������е���Ҫ�̶ȣ��ֱ���費ͬĥ�����Ͳ�ͬ��Ȩ��ϵ������ĥ�����Ͷ�Ӧ��Ȩ��ϵ����ʾ��ĥ��������ռ�ı�����������3�ֵ�ĥ��ģ�ͽ�����ĥ�����ģ�����£�
 (4)
(4)
���У�w1��w2��w3�ֱ�Ϊ���ǵ�һ���ĥ��ĥ��ĥ�������ĥ���ĥ������ ��
�� ��
�� �ֱ�Ϊ���ĥ��ĥ��ĥ�������ĥ��������ռȨ�ء�
�ֱ�Ϊ���ĥ��ĥ��ĥ�������ĥ��������ռȨ�ء�
��ͬ����ĥ�������������ͬ�����ĥм[13-14]������ĥ������ĥм�������1��ʾ�����ݸ���ĥ������ĥм�����ɻ��������
��1 ����ĥ������ĥм����
Table 1 Characteristics of various type wear debris

��ͨ��MATLABͼ�������ܣ�ʹ���ض���ĥ��ͼ���Ԥ����������ĥ����̬��������ȡ���������ձ�1����3��ĥм���з��ಢ�������ĥм��ռ���������ȣ���ĥмɨ��ͼƬ�����˲���ȥ���Ԥ�����������ûҶ���ֵ������ĥм���ɫ�����ָ����ͼ7(b)��ʾ��Ȼ����ȡ������ĥм����̬������(Բ�ζȡ�ϸ���ȺͰ���)��������̬��������Ϊ�����������룬�Էָ�õ�����ĥм���з��࣬ĥм��������ͼ7(c)��ʾ��

ͼ7 ɨ��羵ͼƬ�������
Fig. 7 Processing results of SEM image
ѡȡ����ĥм��4����Ұ������ɨ��羵�Ը�������й۲죬�ֱ�ͳ�Ƹ�����3��ĥм������ռ�����������ĥ��ĥ��ĥ�������ĥ��������ռȨ�أ����ȡ��ƽ��ֵ��Ϊĥ��ģ�͵�Ȩ��ϵ����
1.4 �Ż�Ŀ�꽨��
��ĥм��ɨ��羵ͼƬȷ����ĥ��ģ�ͣ�Ȼ����ĥ��ģ�͵���DEFORM������ģо���в��Ե㴦��ĥ��
��2��ʾΪ��һ�ζ�����4�Ÿ��ٵ�����ģ�ⲽ�йز���ֵ�Լ�������κ���ĥ�������ӱ�2���Կ���������Ȩ��ϵ����ĥ��ģ�ͼ��㵽��ĥ���������ģ�ͼ��㵽��ĥ�������1����������
ĥ��ĥ����Ա�ʾΪ�������ĥ��ļ���ʽ�����У�kabr�����弸����״������ļ��и��ʣ�������Ϊһ��ĥ��ϵ����kabr��ȡֵ��Χ��10-6~10-1֮�䣬ĥ��ĥ����һ��dz������ĥ���ʴ�2~3������������ˣ��ۺϿ���3��ĥ���������ģ�ͻ�õ�ĥ����һ��ȵ�һ�������ĥ��ģ�͵Ĵ�1~2����������
��ĥ����f��Ϊ����ģ��ĥ��ľ��ȳ̶ȵ�ָ��[8]�������ģ�����£�
 (5)
(5)
ʽ�У�nΪ�ܵIJ��Ե���(������ n=9)��wiΪ��i�����Ե㴦��ĥ������ Ϊ���в��Ե�ĥ������ƽ��ֵ��
Ϊ���в��Ե�ĥ������ƽ��ֵ�� ��
��
Ϊ�˱�����ģо�ֲ��ۼ�ĥ��������ʹ��ģоԲ�Ǵ���ĥ������ȣ���ĥ����fӦ��ԽСԽ�á�
����ʱ������L9(34)��ˮƽ������������ƣ�������Ʊ���б��K1��б��K2��Բ�ǰ뾶R������һ����Ϊ����С�Ϊ�˱�����Ϊ���ص��µ�ϵͳ�����صĸ�ˮƽ���š���������ķ������������յ��������鷽���ͽ�����3��ʾ��
��2 ��4�Ÿ��ٵ����ģ��ʱ��Ӧ��ĥ����
Table 2 Wear of No. 4 tracking point during forging simulation

��3 ���鷽����������
Table 3 Test scheme and results

���������������м���������õ��ŷ���B1A2C3����ʾ�������Ϊ��б��K1=0��б��K2=11.430��Բ�ǰ뾶R=3 mm��
2 ģ����״�Ż�
2.1 ����ṹ
����ģо��״�Ż��У�������Ʊ�����������ģо��2Dģ�ͣ�Ŀ�꺯��(��ĥ��)�Ļ��ͨ���ǽ�������Ԫ��ֵ��������õ��ġ�Ȼ�����ڽ����Ż������У����ÿһ�������������һ������Ԫ��������������Ż�����ʱ�佫���Խ��ܣ����������������Ż���������ģ�ʹ�������Ԫ������Ժܺõؽ��������⣬���Ż������д���������Ԫ����ת��Ϊѵ�����������ļ����������ģ�͵Ľ����������������Ż���ʱ��[15]��
BP������������㡢������������3��������ɣ������֮����ò�ͬ�����Ӻ������������ӡ��о���������1������㡢1���������1���������ɵ�����BP�������ܹ������⾫�ȱƽ��������������[16]����ˣ�ʹ������BP����������ʾK1��K2��R֮������ڹ��ɡ����������Ϊ3������ģ����״����Ʋ��������������Ϊ��ĥ��ģ�ͼ���ֵf��������Ԫ��Ŀ������ʽ�õ���
 (6)
(6)
���У�pΪ������Ԫ��Ŀ��qΪ�������Ԫ��Ŀ��lΪ�������Ԫ��Ŀ��aΪ1~10֮��ij�����
��������������Ŀ����ȷ��Ϊ8����Ԫ�����������������˫������S��tansig�������ӣ��������������������purelin�������ӣ�������BP������ṹ��ͼ8��ʾ��

ͼ8 BP������ṹ
Fig. 8 BP neural network structure
2.2 ����ѵ���Ͳ���
����������Ʒ����о����ɢ�Ժ�����ɱ��ԣ��Ᵽ֤�������Ĵ����ԣ���������ѧϰ�����ṹ������ʱ�䡣
��3��9������ʵ��������������ѵ������Ƶ������硣BP������ѵ��ʱ�IJ����������£�����ѧϰ����Ϊ10-6��ѵ�����ݵľ������Ϊ10-8�����ѵ������Ϊ100�Ρ�����ѵ�����������Ӻ�����Ȩ�صIJ��ϸ��£�������Ԥ�����������ѵ������֮��ľ���������Ͳ�����ѵ������Ϊ34��ʱ�ﵽ10-12����ʱ������������
����ѡȡ5��������ѵ�������IJ�������������ѵ���õ�������ľ��ȺͿɿ��ԣ����Խ����ͼ9��ʾ��������Ԥ��IJ��Խ��������������ݾ������õ�һ���ԣ������������С��5.0%����ˣ�ѵ���õ�BP�������ܹ��Ϻõط�ӳ��Ʊ�����Ŀ�꺯��֮���ӳ���ϵ��������Ϊ�����Ż���֪ʶԴ��
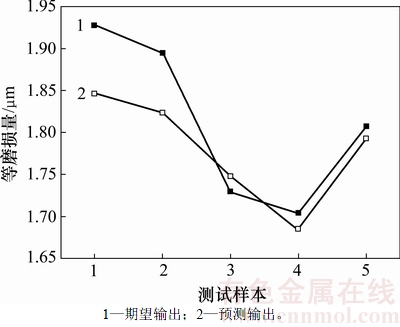
ͼ9 ������Ԥ��ֵ������ֵ�Ա�
Fig. 9 Comparison of the experimental and predicted data by neural network
2.3 �Ŵ��㷨ģ����״�Ż�
����BP�����磬�������Ʋ���K1��K2��R�����Ӧ�ĵ�ĥ����֮���ӳ���ϵ��Ȼ�������Ŵ��㷨����õ�ĥ������Сʱ(ĥ�������)��Ӧ����챶�ģ��ģо����״���Ŵ��㷨��һ������Ӧȫ���Ż����������㷨���������ͨ�á�����������ģ�͵����ԣ��ʺϲ��зֲ��������ѹ㷺��Ӧ�õ��������[17]��
�Ż�������Ѱ����Ӧ����С�ĸ��壬���õ�ģ�ߵ�ĥ������Сʱ����Ӧ��ģ����ǻ��Ѱ�Ž����õ����ŵ�ģ����ǻ��״����Ʋ���Ϊб��K1=0��б��K2=6.612��Բ�ǰ뾶R=2.7 mm���Աȼ�����������Ž��K1=0��б��K2=11.430��Բ�ǰ뾶R=3 mm�����Կ��������������Ŵ��㷨Ѱ���뼫�����Ѱ�ҵ�������Ʋ������нϺ�һ���ԡ����ǣ������������Ŵ��㷨Ѱ�ŵ�������ǿ�����������Զ���ɢ���ݵ����Ѱ�ţ����ҿ��Զ���Ʋ���3ˮƽ�������Ʋ�������Ѱ�ţ�ֻҪ����Ż��IJ������Ż�Ŀ��ֵ֮�佨��һ��ӳ���ϵ���ɡ�
��Ʋ�����2���߶ε�б��K1��K2�Ͱ뾶R���������ģоԲ�Ǹ���������״����Ѱ�ź�������뼴�ɵõ������Ż���ģо������״�ߴ磬��ͼ10��ʾ�����Ż�ǰ�����챶�ģ��ģо��������DEFORM������ֵ���㣬������ͼ11��ʾ��

ͼ10 ��ʼ��챶�ģ��ģо��״���Ż�֮����״�Ա�
Fig. 10 Comparison of optimized and initial geometry
��ģо9�����Ե��Ż�ǰ��ĥ�����Ա������ͼ12��ʾ����ͼ12�ɼ����Ż������ģо��ĥ���������ĥ�������Ż�ǰ�кܴ�Ľ��ͣ��Ż�ǰ��ĵ�ĥ�����ֱ�Ϊ2.172��10-4 mm��1.528��10-4 mm�����ĥ�����ֱ�Ϊ1.975��10-4 mm��2.259��10-4 mm��ͨ��ʹ���Ŵ��㷨������챶�ģ��ģо����״�����Ż����Ż�����ģо�ĵ�ĥ�������Ż�ǰ�ļ�����29.65%�������ĥ�����½���12.59%��
2.4 �Ż��������
�����챶�ģ��ģо���Ż��������MGW-02��������Ħ��ĥ���������Ͻ���ĥ��������֤�����������ۼ�ĥ������ԭ��ʾ��ͼ��ͼ13��ʾ��H13��ĥ���������Ʊ�����Ϊ����H13�ְ�������и�ķ����и��ֱ��������Ϊ20 mm��3 mm�ĵװ�������45�ֶ�ĥ�������Ʊ�����Ϊ�������ϣ����þ����ķ�����45�ְ��ϼӹ��ɶ�ĥѹͷ��
ʹ��MGW-02��������Ħ��ĥ���������Դ�ĥ����Ȳ����豸����ĥ��������ĥ����ĥ�����d������3��ȡ��ƽ��ֵ��Ϊ��ĥ��������ĥ������

ͼ11 �Ż�ǰ����챶�ģ��ģоĥ������Ա�
Fig. 11 Comparison of optimized and initial mandrel wearing

ͼ12 ����Ԫģ���Ż�ǰ��ĥ�����Ա�
Fig. 12 Comparison with uniform wear before and after optimization using FEM
��4�Ÿ��ٵ���ٶȡ��¶Ⱥ�Ӧ���Ӵ�������ͼ3��ʾ����ͼ3���Կ����Ӵ�����������������ι������Dz��ϱ仯�ġ�Ȼ����Ħ��ĥ�������������ʱ������ʵʱ�ظı���Ӵ���������ˣ�������MGW-02��������Ħ��ĥ�������ǽ���ĥ������֮ǰ����������������ι�������챶�ģ��ģо4�Ÿ��ٵ㴦Ӧ���ı仯���ɣ����Ƶؽ��仮��3�Σ������ٶ��Լ��¶�Ҳʹ��ͬ���ķ������л��֡�
����챶�ģ������Ϊ4 000�����ң������ζ�����ι����н�1����2����3��ʱ�ֱ�Ϊ 0.303��0.027��0.048 s�����ԣ���ģ�������ķ����ڼ��1����2����3��ʱ�ֱ�Ϊ20.2��1.8��3.2 min������ȷ����ĥ�������������4��ʾ��
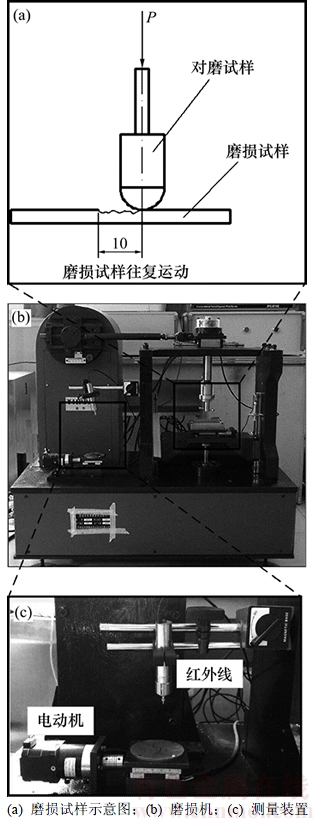
ͼ13 Ħ��ĥ�������Ǽ�ĥ������ԭ��ʾ��ͼ
Fig. 13 Friction testing apparatus and wear test schematic
��4 ĥ����������
Table 4 Wear test conditions

ĥ��������ĥ��������ͼ14��ʾ���õ���ɨ������(TESCAN VEGA3 LMH��)��ĥм����ò���й۲�ͷ�����ͨ��MATLABͼ�������ܣ�ʹ��רҵ��ĥ��ͼ���Ԥ����������ĥ����̬��������ȡ��������ȡ������̬��������Ϊ�����������롣���ݱ�1��3����Ҫĥм��ĥ���������������ĥм�뱳�����ֿ����������ֿ���ĥм���з��ࡣ

ͼ14 �Ż���ĥ��������
Fig. 14 Wear test results after optimization
����ĥм��������õ���ĥ��ģ��ʽ(4)����Ȩ��ϵ������������ĥ�����ģ�ͣ����Լ�����Ż������ģо�����Ե㴦��ĥ����ȡ��������ʽ(5)���Եõ���ģо�Ż���ĵ�ĥ������
��ģо�Ż�ǰ��ĥ������Ա���ͼ15��ʾ����ͼ15��֪������ʱ��õ�ĥ������ĥ����ȵļ���ֵ�������õ�һ���ԡ���ˣ������Ļ���Ȩ����ϵ����ĥ��ģ�;��нϸߵľ��ȡ��Ƚ��Ż�ǰ����ģо�ĵ�ĥ���������ĥ����������ĥ����Ӿ��ȣ��������ĥ���������Խ��͡�

ͼ15 ��ģо�Ż�ǰ��ĥ������Ա�
Fig. 15 Comparison of wear results before and after optimization
3 ����
1) ������������Ʊ���(б��K1��б��K2��Բ�ǰ뾶R)���Խϳ��������챶�ģ��ģо������״���Ⱦ��������������ֲ���ʧ��Ҫ��Ϣ��
2) �Ƚ�ԭʼ���ĥ��ģ�͡���ĥ��ģ�ͼ���õ���ĥ������Ħ��ĥ������õ���ĥ��������ģ�ͼ���õ���ĥ�����������õ�ĥ�������ӽ���
3) ����������Ʊ�֤�����Ĵ����ԣ���ͨ�������罨������Ʊ�����Ŀ�꺯��(��ĥ����f)֮���ӳ���ϵ��ʹ���Ŵ��㷨����˵�ĥ������С(ĥ�������)ʱ������Ӧ����챶�ģ��ģо����״���Ż������ģо���Ż�ǰĥ������ȣ������ĥ������С��
�ο����ף�
[1] ��ʫ��. ����ĥ���о��Ľ�չ��˼��[J]. Ħ��ѧѧ��, 2008, 28(1): 1-3.
WEN Shizhu. Research progress on wear of materials[J]. Tribology, 2008, 28(1): 1-3.
[2] BURWELL J T. A survey of possible wear mechanism[J]. Wear, 1957, 1(2): 119-141.
[3] SO H. The mechanism of oxidational wear[J]. Wear, 1995, 184(2): 161-167.
[4] BARRAU O, BOHER C, GRAS R, et al. Wear mechanisms and wear rate in a high temperature dry friction of AISI H11 tool steel: Influence of debris circulation[J]. Wear, 2007, 263(1/2/3/ 4/5/6): 160-168.
[5] XU Wujiao, LI Wuhua, WANG Yusong. Experimental and theoretical analysis of wear mechanism in hot-forging die and optimal design of die geometry[J]. Wear, 2014, 318(1/2): 78-88.
[6] ZOU Lin, XIA Juchen, WANG Xinyun, et al. Optimization of die profile for improving die life in the hot extrusion process[J]. Journal of Materials Processing Technology, 2003, 142(3): 659-664.
[7] ����Ƽ, ����, ����, ��. ��ѹģ����ǻ�ĵ�ĥ���Ż����[J]. �����ܷ�, 2007, 32(1): 56-59.
SUN Xianping, WANG Leigang, HUANG Yao, et al. Uniform wearing optimum design of extrusion die profile[J]. Lubrication Engineering, 2007, 32(1): 56-59.
[8] ����, ����Ƽ, ����, ��. ����BP������ļ�ѹģ��ĥ��Ԥ��[J]. ���Թ���ѧ��, 2006, 13(2): 64-66.
HUANG Yao, SUN Xianping, WANG Leigang, et al. Wear prediction of extrusion die based on BP neural networks[J]. Journal of Plasticity Engineering, 2006, 13(2): 64-66.
[9] �ξ���, ����, ��־��. ������������ת��ij����ӹ�[J]. ��ϻ������Զ����ӹ�����, 2011, 12(4): 95-97.
HE Jingchang, XIA Ming. HUANG Zhiyong. The turning methods of the revolving surface formed by cubic NURBS curve[J]. Modular Machine Tool & Automatic Manufacturing Technique. 2011, 12(4): 95-97.
[10] ��ϼ, ����. �Ŵ��㷨���ۼ���Ӧ���о���չ[J]. �����Ӧ���о�, 2010, 27(7): 2426-2429.
BIAN Xia, MI Liang. The theory of genetic algorithm and its research progress in application[J]. Application Research of Computers, 2010, 27(7): 2426-2429.
[11] �¿���, ����, ������, ��. H13������ĥ����Ϊ���о�[J]. Ħ��ѧѧ��, 2011, 31(4): 317-322.
CHEN Kangmin, WANG Lan, WANG Shuqi, et al. Oxidative wear behavior of H13 steel[J]. Tribology, 2011, 31(4): 317-322.
[12] QUINN T F J. The oxidational wear of low alloy steels[J]. Tribology International, 2002, 35: 691-715.
[13] Ԭ����, ����ƽ. ĥ������ʶ���о�[J]. �����ܷ�, 2007, 32(3): 21-24.
YUAN Chengqing, YAN Xinping. Study on recognition of types of wear debris[J]. Lubrication Engineering, 2007, 32(3): 21-24.
[14] ��Ϊƽ, �߳ϻ�, ��־Ӣĥ�������о���չ����չ����[J]. �й����̻�еѧ��, 2015, 13(4): 283-289.
CHEN Weiping, GAO Chenghui. Advances and trends on abrasive particle characterization[J]. Chinese Journal of Constructive Machinery, 2015, 13(4): 283-289.
[15] ������, ����ڼ, ������, ��. �������鷨����������Ŵ��㷨�Ľ��[J]. �ϲ���ѧѧ��(���ư�), 2003, 25(1): 79-82.
FU Lijun, BAO Zhongxu. CHEN Zezhong, et al. Combination of orthogonal experimental method, neural networks and genetic algorithms[J]. Journal of Nanchang University(Engineering & Technology), 2003, 25(1): 79-82.
[16] VENKATA RAO K, MURTHY B S N, MOHAN RAO N. Prediction of cutting tool wear, surface roughness and vibration of work piece in boring of AISI 316 steel with artificial neural network[J]. Measurement, 2014, 51(1): 63-70.
[17] LI Ge. Procedure neural networks based on being learned by hybrid genetic algorithm[J]. Journal of Harbin Institute of Technology, 2005, 37(7): 986-988.
(�༭ �Կ�)
�ո����ڣ�2017-03-30�������ڣ�2017-05-27
������Ŀ(Foundation item)�������У��������ҵ���������Ŀ(CDJZR14130005, CDJZR13130087) (Projects(CDJZR14130005, CDJZR13130087) supported by the Fundamental Research Funds for the Central Universities)
ͨ�����ߣ�����ã���ʿ�����ڣ����²��ϳ��ι�����ֵģ��������Ż����о���E-mail: xuwujiao_cq@163.com
ժҪ����Գ��ι���ģ�ߵ�ĥ����ң�ģ�������͵����⣬���û��ĥ��ģ�Ͷ�ģ�����������Ż���ơ�����챶�����ι�������ģоĥ��Ϊ��������ģо�������з�����ȷ�����Ż���3����Ʋ������������ĥ��ĥ��ĥ������ĥ����3��ĥ��ģ�ͽ�����ĥ�����ģ�ͣ���ͨ������Ԫ������ֵģ���ȡģ������������ĥ���Ե�ĥ������Ϊģ������ĥ����ȵ����б����ڴ˻����ϣ�������Ԫ������ֵģ��������Ϊѵ������������BP�����罨����ģо������Ʋ�����ģ�ߵ�ĥ�����ķ�����ӳ���ϵ������ѵ���õĺ���ӳ���ϵ���Ŵ��Ż��㷨������챶�ģ����ģо������״�Ż���ƣ������ĥ�������״̬�µ���ģо��Ʋ������о�����������Ż�����ģо��ĥ�������Ż�ǰ������29.65%�������ĥ���½���12.59%����ģоĥ������������ĥ������С��
[1] ��ʫ��. ����ĥ���о��Ľ�չ��˼��[J]. Ħ��ѧѧ��, 2008, 28(1): 1-3.
[2] BURWELL J T. A survey of possible wear mechanism[J]. Wear, 1957, 1(2): 119-141.
[3] SO H. The mechanism of oxidational wear[J]. Wear, 1995, 184(2): 161-167.
[7] ����Ƽ, ����, ����, ��. ��ѹģ����ǻ�ĵ�ĥ���Ż����[J]. �����ܷ�, 2007, 32(1): 56-59.
[8] ����, ����Ƽ, ����, ��. ����BP������ļ�ѹģ��ĥ��Ԥ��[J]. ���Թ���ѧ��, 2006, 13(2): 64-66.
[9] �ξ���, ����, ��־��. ������������ת��ij����ӹ�[J]. ��ϻ������Զ����ӹ�����, 2011, 12(4): 95-97.
[10] ��ϼ, ����. �Ŵ��㷨���ۼ���Ӧ���о���չ[J]. �����Ӧ���о�, 2010, 27(7): 2426-2429.
[11] �¿���, ����, ������, ��. H13������ĥ����Ϊ���о�[J]. Ħ��ѧѧ��, 2011, 31(4): 317-322.
[13] Ԭ����, ����ƽ. ĥ������ʶ���о�[J]. �����ܷ�, 2007, 32(3): 21-24.
[14] ��Ϊƽ, �߳ϻ�, ��־Ӣĥ�������о���չ����չ����[J]. �й����̻�еѧ��, 2015, 13(4): 283-289.
[15] ������, ����ڼ, ������, ��. �������鷨����������Ŵ��㷨�Ľ��[J]. �ϲ���ѧѧ��(���ư�), 2003, 25(1): 79-82.
