
DOI: 10.11817/j.issn.1672-7207.2015.12.004
Բ���ᾧ����Ž��蹤�ղ����Ż�
����1������1�����ܻ�1����־��2���Ϸ���2�����ΰ2
(1. ������ѧ ������ұ��ѧԺ������ ������110819��
2. ������ʯ��ר�ù�����˾���ӱ� ���ݣ�061000)
ժ Ҫ��
�����ᾧ�����Ե�Ž��蹤�ղ�����չ�Ż������о����ⶨ��Ž���ų��ķֲ��������Ӷ�����ԵضԵ�Ž��������Ƶ����2����Ҫ�Ĺ��ղ��������Ż����о�����������ڹ�����������Ƶ���£����������ڵ�����ȱ����Ҫ�������������ɺ�������2�����棬33.3%�������������ɼ���ﵽ��1.5��12%�����������˲�ͬ�̶ȵ����ף����������ӵ�380 Aʱ�����ĵ��ᾧ���ѻ������ͣ����ֵ��38.4%��������Ϊ400 Aʱ�����������õ����Ը��ơ�ͨ���ۺϿ��ǵ�Ž���������������Ӧ��ұ��Ч���õ��Ż��ĵ�Ž���(M-EMS)���ղ�����
�ؼ��ʣ�
�����ᾧ������Ž�����Բ�������Ĵų����Ÿ�Ӧǿ����
��ͼ����ţ�TF777.4 ���ױ�־�룺A ���±�ţ�1672-7207(2015)12-4411-06
Optimization of electromagnetic stirring parameters for round billet continuous casting molds
GENG Xin1, LI Xing1, JIANG Zhouhua1, YIN Zhixiang2, MENG Fanyong2, LI Jinwei2
(1. School of Materials & Metallurgy, Northeastern University, Shenyang 110819, China;
2. Dalipal Pipe Co. Ltd., Cangzhou 061000, China)
Abstract: According to a round billet continuous casting mold, the experiments for optimizing the electromagnetic stirring process parameters were performed, and the distribution characteristics of electromagnetic field were measured, so that the current intensity and frequency were optimized. The results show that the quality of round billets is not so good under working conditions, in which the distribution rates of central porosity at or above grade 1.5 are 33.3% and different degrees of shrinkage of 12% round billets emerge. When the current intensity increases to 380 A, the rate of equiaxial grain zone becomes saturated basically with the maximum of 38.4%. When the current intensity is 400 A, the quality of round billets is improved obviously. The optimized mold electromagnetic stirring (M-EMS) parameters are provided considering the metallurgical characteristics and the corresponding actual results of electromagnetic stirring.
Key words: continuous casting mold; electromagnetic stirring; round billet; center magnetic field; magnetic flux density
��Ž��輼��������������ı�Ϳ������������̹��̣����������������������ղ�Ʒ��������������Ž��輼���Ը����������桢Ƥ�º��ڲ������Ⱦ�������Ҫ���ã���Ϊ�����ر���Ʒ�ָ���������Ҫ�����ֶ�[1-5]���ž���[6]�����ֳ�ʵ������ֵģ��ķ������о�������ֱ��Ϊ250 mm��Բ���ᾧ����Ž��������Ƶ�ʶԴŸ�Ӧǿ�Ⱥ͵�����ֲ���Ӱ�졣֣�����[7-8]�������ᾧ����Ž���Ĺ��ղ����������о������Ż��˵�Ž���Ĺ��ղ�����Yu��[9-10]�Ը�̼��Բ���ᾧ����Ž���ĵ�ų�����������������������ֵģ�⣬�о��˵�Ž��蹤�ղ�����������֯��Ӱ����ɡ�Fujisaki��[11]ͨ��������ά��ѧģ�ͣ��о��˽ᾧ����Ž��������������̹��̣����ֵ�Ž����ܹ�ʹ���ȹ��̸����ȶ����������Ǹ��Ӿ��ȡ�Arh��[12]�о��˵�Ž���Գ�����Ϊ180 mm��180 mm�ķ���������֯��Ӱ�죬���������Ž�����Ч�����������ı��桢Ƥ�º��ڲ�����������������ѧ�ߵ��о������������Ž���Ĺ��ղ���ֱ��Ӱ�쵽����Ч��������趨���ŵĵ�Ž���������Ի����ѵĵ�Ž���Ч��һֱ���д��������о��Ŀ��⡣�ڽᾧ����Ž���ʱ���ᾧ����Ž�����뱣��һ���Ľ���ǿ�ȣ���Ҫ�к��ʵ����ĴŸ�Ӧǿ�ȡ�һ����˵�����и�̼�����������ĴŸ�Ӧǿ�ȵķ�ΧΪ45~60 mT���Ժ�̼���ϸߵĸ��ֻ�С��������������ȡ���ޣ��Ժ�̼���ϵ͵ĸ��ֻ�����������������ȡ����[13]�������������ij��������ֱ��Ϊ300 mm��30Mn2��Բ���ᾧ����Ž��蹤�ղ����������о�������������ѡȡ45 mT��Ϊ�ο�������������������ջ�ýᾧ����Ž������ѹ��ղ�����
1 ��������
������Ϊһ������Բ���������� �ᾧ����Ž�����Ϊ����ʽ���ᾧ����Ž���������ˮƽ�����ᾧ���Ͽ�(�������)700 mm������������ˮƽ�����ᾧ���Ͽ�450 mm���������ᾧ��������ʾ��ͼ��ͼ1��ʾ��
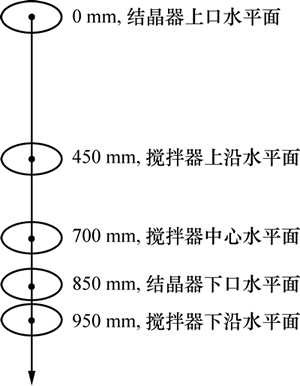
ͼ1 �������ᾧ��������ʾ��ͼ
Fig. 1 Schematic diagram of mold center line of continuous caster
2 �ᾧ����Ž����ų�����
2.1 ��ų�����ֵ�IJ���
���ֱ��Ϊ300 mm��Բ���Ľᾧ����Ž���ĵ�ų����ԣ�����HT201���ֳ�ʽ������˹���ƶ�����в�����
1) �Ÿ�Ӧǿ���������Ƶ�ʼ�Ĺ�ϵ���ڽᾧ����ǻ�Ĵ�ֱ�����ߺͽ�������ˮƽ�����ߵĽ��㴦(��ᾧ������700 mm)���ֱ����ֱ��Ϊ300 mm��Բ���ڲ�ͬ����(100~550 A)����ͬƵ��(2~6 Hz)������µĴŸ�Ӧǿ�ȡ�
2) ���Ĵų��ֲ��������нᾧ����Ž���Ĺ��������£��ӽᾧ�����������ᾧ�����أ��ؽᾧ����ֱ������ÿ��50 mm����һ�㡣
3) ˮƽ�ų��ֲ��������нᾧ����Ž���Ĺ��������£��ڽᾧ����Ž���������ˮƽ��(�������Ϊ450 mm)�ͽᾧ����Ž���������ˮƽ��(�������Ϊ700 mm)����Բ�ķֱ��ؽᾧ���ڻ�������⻡����(�������)ÿ��30 mm����һ�㡣
2.2 ������������
2.2.1 �ᾧ����ǻ�Ÿ�Ӧǿ���������Ƶ�ʵĹ�ϵ
������ͬƵ�ʺ͵����ĴŸ�Ӧǿ�ȣ�����ֱ���ͼ2��ͼ3��ʾ��
��ͼ2���Կ��������ŵ��������ӣ��Ÿ�Ӧǿ��Ҳ��Ӧ���ӡ���Ƶ��Ϊ2 Hzʱ�����ŵ�����100 A���ӵ�550 A���Ÿ�Ӧǿ�ȴ�16.7 mT��ߵ�51.1 mT����ʵ�������п���ͨ�����ӵ�������ߴŸ�Ӧǿ�ȣ��Ӷ��ﵽ�����ұ��Ч������������������ή�ͽᾧ����Ž��豾���������Ϊ��������ұ��Ч���������£�Ӧ�����ܼ�С������ͨ����Ÿ�Ӧǿ��Ϊ45 mT�ı��߶Աȿ�֪��ֱ��Ϊ300 mm��Բ���ᾧ����Ž���ĵ�������Ϊ350 Aʱ�����ܻ�ýϺõ�ұ�� Ч����
��ͼ3���Կ��������ŵ�Ž���Ƶ�ʵ��½����ᾧ���ڵĴŸ�Ӧǿ��������ԭ���Ǵų������ᾧ��ͭ��ʱ�ų�˥����ͬʱƵ��Խ�ͣ��ų�����ͭ�ܵ�����Խǿ��ͨ����Ÿ�Ӧǿ��Ϊ45 mT�ı��߶Աȿ�֪��Ϊ�˻�ýϺõ�ұ��Ч������Ҫѡ����С�ĵ���(��350 A)����Ƶ����Ϊ2 Hz����Ҫ���Ƶ�ʣ������ʵ����������
2.2.2 �ᾧ�����Ĵų��ֲ�
�ڵ���I=380 A��Ƶ��f=3 Hz�Ĺ��������£��Խᾧ�����Ĵų��ֲ����в��������������ͼ4��ʾ��
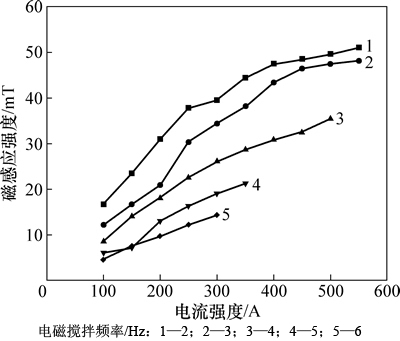
ͼ2 �����ʹŸ�Ӧǿ�ȵĹ�ϵ
Fig. 2 Relationships between current intensity and magnetic induction intensity

ͼ3 Ƶ�ʺʹŸ�Ӧǿ�ȵĹ�ϵ
Fig. 3 Relationships between frequency and magnetic induction intensity
��ͼ4���Կ������ڽᾧ���Ͽڴ����Ÿ�Ӧǿ�Ȼ���Ϊ0 mT�����Ų��������ƣ��Ÿ�Ӧǿ���������ھ�ᾧ���Ͽ�Լ700 mm���ﵽ���ֵ(ԼΪ46 mT)�����Ų�����ļ������ƣ��Ÿ�Ӧǿ�����͡��ڽ��������ĸ���200 mm��Χ�ڵ����Ÿ�Ӧǿ����Խϴ�˵���ڸ������ڵ�Ž���Ƶ�ʽϸߣ����ڽᾧ�����ϲ��������ھ�����������Ľ�Զ���Ÿ�Ӧǿ�Ƚ�������ˣ�������ĵ�Ž��������
2.2.3 �ᾧ���ų�ˮƽ�ֲ�
��I=380 A��f=3 Hz�Ĺ��������£��Խᾧ����Ž���������ˮƽ��ͽᾧ����Ž���������ˮƽ��Ĵų��ֲ����в�������������ֱ���ͼ5��ͼ6��ʾ��
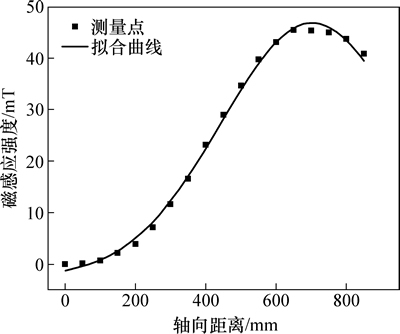
ͼ4 �����᷽��Ÿ�Ӧǿ�ȷֲ�
Fig. 4 Magnetic induction intensity along longitudinal axis of mold
��ͼ5��ͼ6���Կ������ڽᾧ����ͬһ���治ͬλ�õĴŸ�Ӧǿ�Ȳ�ͬ���ڽ��豾�����Ľ�����(�������Ϊ700 mm)���������ڻ������⻡������仯���ɾ���ͬ�������Ĵ��ĴŸ�Ӧǿ�Ƚ�С��Խ�����߲��Ÿ�Ӧǿ��Խ��˵���ų��ڿ����е�˥�������������У��ڽ��豾�����Ľ����ϣ������Ĵ����ڻ����Ÿ�Ӧǿ�ȴ�44.7 mT��ߵ�49.5 mT�������Ĵ����⻡���Ÿ�Ӧǿ�ȴ�44.7 mT��ߵ�50.7 mT��
�ڽ��������ؽ�����(�������Ϊ450 mm)������豾�����Ľ�����ȣ��������ڻ������⻡���Ÿ�Ӧǿ�Ⱦ���С���ҽ������Ĵ����ڻ�������⻡����ĴŸ�Ӧǿ�ȱ仯����

ͼ5 �ᾧ���ڻ�����Ÿ�Ӧǿ��
Fig. 5 Magnetic induction intensity in internal arc direction of mold
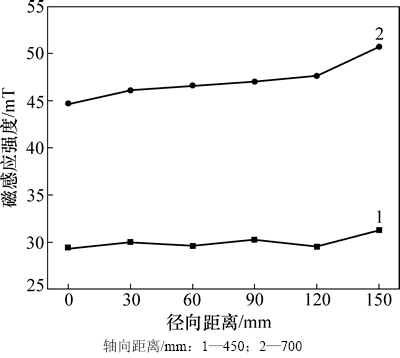
ͼ6 �ᾧ���⻡����Ÿ�Ӧǿ��
Fig. 6 Magnetic induction intensity in external arc direction of mold
3 �ᾧ����Ž��蹤�ղ������Ż�
3.1 ���鷽��
��������Խᾧ����Ž����ų����Ե��о�������Բ�ͬ������Ƶ�����������������������˶Աȷ������о��˵�����Ƶ����2����Ž��蹤�ղ���������������Ӱ�죬�Ӷ���ýᾧ����Ž������ѹ��ղ������ֳ�Ӧ�õĹ��ղ���Ϊ����������360 A������Ƶ��2.5 Hz������������У����ȶȿ�����15~25 �棬���ٿ�����0.63 m/min�����跽ʽΪ�������衣�������Ϊ340��360��380��400��420 A������Ƶ��Ϊ2��3��4 Hz��
3.2 �ֳ����ղ����µ���������
���ֳ����ղ���������(������Ϊ360 A������Ƶ��Ϊ2.5 Hz)��ͳ����24¯�ĵͱ�����������У�ÿ¯���4������������96���������ֳ����ղ���������Բ���������ɺ����ķֲ�Ƶ����ͼ7��ʾ��
��ͼ7���Կ�����Բ�������˽�Ϊ���ص�������������33%��Բ�������Ʒ���������ɼ���ﵽ��1.5����ͬʱ��12%��Բ�������˲�ͬ�̶ȵ����ס�ͼ8��ʾΪ�ֳ������³������ĵͱ�ͼ��������Ϊ1.0������ͼ8�ɼ�����Ŀǰ�Ĺ�����������Ƶ����������������Բ�����������ϲ��Ҫ�Խᾧ����Ž���Ĺ��ղ������е�����

ͼ7 �ֳ�����������Բ���������ɺ����ķֲ�Ƶ��
Fig. 7 Distribution rates of central porosity and shrinkage of round billet under current working parameters
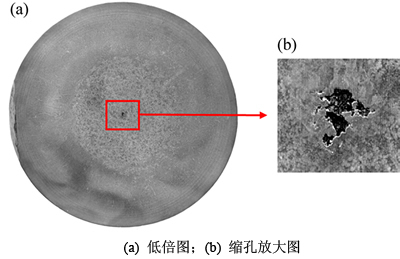
ͼ8 �ֳ����ղ����³������ĵͱ�ͼ����Ŵ�ͼ
Fig. 8 Typical macrographic photo and enlarged photo of hot acid etched round billet with shrinkage under current working parameters
3.3 ��ͬ���ղ�����Բ�������ĵ��ᾧ�ʺ͵ͱ�ȱ��
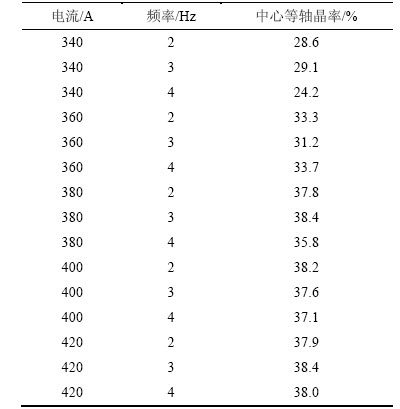
����������(340~420 A)�͵���Ƶ��(2~4 Hz)�IJ�ͬ��ϣ���ÿ�鹤�ղ�����������4¯���顣���У�ÿ¯���4������������16���������ֱ��������ĵ��ᾧ�ʺ͵ͱ�ȱ�ݡ�
3.3.1 Բ�������ĵ��ᾧ��
��1��ʾΪ��ͬ���ղ�����Բ�������ĵ��ᾧ��(ƽ��ֵ)���ӱ�1���Կ����������Ƶ����ȣ�����ǿ�ȶ����ĵ��ᾧ�ʵ�Ӱ�������������������340 A���ӵ�380 Aʱ��Բ�������ĵ��ᾧ�����Լ10%�����ֵ�ﵽ38.4%����������������ʱ�����ĵ��ᾧ�ʻ������ٱ仯�������ȶ���˵��������Ϊ380 Aʱ�����ĵ��ᾧ���ѻ������ͣ��������ӵ�����Բ�����ᾧ�ʵ����Ӱ���С��
3.3.2 Բ���ĵͱ�ȱ��
��2��ʾΪ��ͬ���ղ�����Բ���ĵͱ�ȱ��(ƽ��ֵ)���ӱ�2���Կ�����������Ϊ340 A��360 Aʱ���ͱ�ȱ�ݵļ�����ϸߣ�˵����С�ĵ������������������ĸ��ƣ����������ﵽ420 Aʱ��Ƥ���������������ӣ�˵���ϴ�ĵ���Ҳ���������������ĸ��ƣ���ȶ��ԣ��������ﵽ380 A��400 Aʱ���������ɺ�������������������Ժ�ת��������Ϊ380 Aʱ����ͬ����Ƶ���¾������˲�ͬ�̶ȵ�Ƥ�º��м����ơ���ˣ��ɶԲ�ͬ���ղ�����Բ�����ĵ��ᾧ�ʵ�ͳ�ƽ����֪���ᾧ����Ž�������ŵ���Ϊ400 A��
��1 ��ͬ���ղ�����Բ�������ĵ��ᾧ��
Table 1 Isometric crystal ratio of round billet with different process parameters
��2 ��ͬ���ղ�����Բ���ĵͱ�ȱ��
Table 2 Macroscopic defects of round billets with different process parameters

ͨ���Ƚϵ���Ϊ400 Aʱ��ͬ����Ƶ����Բ���ĵͱ�ȱ�ݣ���֪������Ƶ��Ϊ4 Hzʱ������Ƥ�����ơ�������Ƶ��Ϊ2 Hzʱ���������ɵ�ƽ������ֻ��0.95�����ڵ���Ƶ��Ϊ3 Hzʱ��0.98����ˣ��ᾧ����Ž�������ŵ���Ƶ��Ϊ2 Hz��
�������������������о��Ľᾧ����Ž�������Ź��ղ���Ϊ������Ϊ400 A������Ƶ��Ϊ2 Hz�����Ź��ղ����µĵͱ�ͼ��ͼ9��ʾ��

ͼ9 ����Ϊ400 A��Ƶ��Ϊ2 Hz�����µ�֦����ʴ�ͱ�ͼ
Fig. 9 Macrographic photo of hot acid etched of round billet under 400 A and 2 Hz
4 ����
1) �ڽᾧ����Ž������ǿ�ȷ�Χ(100~550 A)�͵���Ƶ�ʷ�Χ(2~6 Hz)���Ÿ�Ӧǿ������������Ӷ����ӣ���Ƶ�ʵ����Ӷ���С�����ǵ��ᾧ�����ĴŸ�Ӧǿ���賬��45 mT��ֱ��Ϊ300 mm��Բ���ᾧ����Ž���ĵ�������ӦΪ350 Aʱ�����ܻ�ýϺõ�ұ��Ч����
2) �ڽᾧ����ֱ�������ϣ��Ÿ�Ӧǿ�����ᾧ���Ͽھ�������ӳ������Ӻ��С�����ƣ��ھ�ᾧ���Ͽ�Լ700 mm���ﵽ���ֵ(Լ46 mT)���ڽᾧ����Ž���������ˮƽ���ϣ����Ĵ��ĴŸ�Ӧǿ�Ƚ�����Խ�����߲��Ÿ�Ӧǿ��Խ��
3) �ڹ�������Ϊ360 A������Ƶ��Ϊ2.5 Hz�������£�����������ȱ����Ҫ�������������ɺ�������2�����档33.3%���������������ɼ���ﵽ��1.5��ͬʱ����12%�����������˲�ͬ�̶ȵ����ס�
4) �����Ƶ����ȣ�����ǿ�ȶ����ĵ��ᾧ�ʵ�Ӱ�����������������Ϊ380 Aʱ�����ĵ��ᾧ���ѻ������ͣ����ֵ��38.4%����ʱ�������ӵ��������Բ�����ᾧ�ʵĸ���Ч�������ԡ�
5) �ۺϿ��Dz�ͬ��������µ����ĵ��ᾧ�ʺ͵ͱ�ȱ�������������ñ������о��Ľᾧ����Ž�������Ź��ղ���Ϊ������Ϊ400 A������Ƶ��Ϊ2 Hz�������Ź��ղ����£����ĵ��ᾧ��Ϊ38.2%���������ɵ�ƽ������Ϊ0.95��
�ο����ף�
[1] �ź���, �ֹ���, ������, ��. ��Ž�����������ڲ�������ʵ���о�[J]. ������ѧѧ��(��Ȼ��ѧ��), 2001, 22(3): 315-318.
ZHANG Hongli, JIA Guanglin, WANG Engang, et al. Experiments of improving inner quality of billet by electromagnetic stirring[J]. Journal of Northeastern University (Natural Science), 2001, 22(3): 315-318.
[2] ����, ���ز�, ������, ��. �ᾧ����Ž�������ع���������ڲ������������о�[J]. ����, 2007, 42(2): 24-27.
CHEN Yong, YANG Subo, ZHU Miaoyong, et al. Improvement on internal quality of heavy rail steel bloom by mold electromagnetic stirring[J]. Iron and Steel, 2007, 42(2): 24-27.
[3] �⻪��, κ��, ����ƽ, ��. �ᾧ����Ž����45�ַ������̽ṹ��Ӱ���о�[J]. ���켼��, 2011, 32(3): 321-324.
WU Huajie, WEI Ning, BAO Yanping, et al. Effect of mould electromagnetic stirring on solidification structure of 45 steel billet[J]. Foundry Technology, 2011, 32(3): 321-324.
[4] Sivak B A, Grachev V G, Parshin V M, et al. MHD processes in the electromagnetic stirring of liquid metal in continuous section and bloom casters[J]. Metallurgist, 2009, 53(7/8): 469-481.
[5] Raj M, Pandey J C. Optimization of electromagnetic stirring in continuously cast steel billets using ultrasonic C-scan imaging technique[J]. Ironmaking & Steelmaking, 2008, 35(4): 288-296.
[6] �ž�, ������, �˰�Ԫ, ��. �����ᾧ����Ž�������Դų��ֲ���Ӱ��[J]. ������ѧѧ��(��Ȼ��ѧ��), 2010, 31(10): 1432-1436.
ZHANG Jing, WANG Engang, DENG Anyuan, et al. Effects of mold EMS parameters on distributions of magnetic induction and electromagnetic force during continuous casting[J]. Journal of Northeastern University (Natural Science), 2010, 31(10): 1432-1436.
[7] ֣���, ������, �ں��, ��. Բ�������ᾧ����Ž��蹤�ղ����Ż������о�[J]. ������ѧѧ��(��Ȼ��ѧ��), 2008, 29(11): 1589-1592.
ZHENG Shuguo, ZHU Miaoyong, YU Haiqi, et al. Experimental study on optimization of electromagnetic stirring parameters for round billet continuous casting molds[J]. Journal of Northeastern University(Natural Science), 2008, 29(11): 1589-1592.
[8] ����, ������, �����, ��. �ᾧ����Ž��蹤�ղ���ѡ���Ż�[J]. ��������, 2011, 32(2): 63-68.
GUO Hao, JIN Yonglong, WU Feipeng, et al. Choice and optimization of EMS parameters of thin mold[J]. Iron Steel Vanadium Titanium, 2011, 32(2): 63-68.
[9] YU Haiqi, ZHU Miaoyong. Influence of electromagnetic stirring on transport phenomena in round billet continuous casting mould and macrostructure of high carbon steel billet[J]. Ironmaking & Steelmaking, 2012, 39(8): 574-584.
[10] YU Haiqi, ZHU Miaoyong. Effect of electromagnetic stirring in mold on the macroscopic quality of high carbon steel billet[J]. Acta Metallurgica Sinica��English Letters, 2009, 22(6): 461-467.
[11] Fujisaki K. In-mold electromagnetic stirring in continuous casting[J]. IEEE Transactions on Industry Applications, 2001, 37(4): 1098-1104.
[12] Arh B, Tehovnik F, Plostajner H. The influence of the electromagnetic stirring on macro and microstructure of the continuously casting billets[J]. Metalurgija, 2005, 44(4): 305-310.
[13] ë��. ����������Ž��輼������������[J]. ����, 1999(5): 36-42.
MAO Bin. Some problems of electromagnetic stirring technology for continuous casting of billets and blooms[J]. Continuous Casting, 1999(5): 36-42.
(�༭ ����ΰ)
�ո����ڣ�2014-10-29�������ڣ�2015-01-09
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(51104038)�������У��������ҵ���������Ŀ(N120402008) (Project(51104038) supported by the National Nature Science Foundation of China; Project(N120402008) supported by the Fundamental Research Funds for the Central Universities)
ͨ�����ߣ����Σ���ʿ����ʦ�����������ұ���о���E-mail��gengx@smm.neu.edu.cn
ժҪ�����ij�ֳ�Բ�������ᾧ�����Ե�Ž��蹤�ղ�����չ�Ż������о����ⶨ��Ž���ų��ķֲ��������Ӷ�����ԵضԵ�Ž��������Ƶ����2����Ҫ�Ĺ��ղ��������Ż����о�����������ڹ�����������Ƶ���£����������ڵ�����ȱ����Ҫ�������������ɺ�������2�����棬33.3%�������������ɼ���ﵽ��1.5��12%�����������˲�ͬ�̶ȵ����ף����������ӵ�380 Aʱ�����ĵ��ᾧ���ѻ������ͣ����ֵ��38.4%��������Ϊ400 Aʱ�����������õ����Ը��ơ�ͨ���ۺϿ��ǵ�Ž���������������Ӧ��ұ��Ч���õ��Ż��ĵ�Ž���(M-EMS)���ղ�����
[2] ����, ���ز�, ������, ��. �ᾧ����Ž�������ع���������ڲ������������о�[J]. ����, 2007, 42(2): 24-27.
[3] �⻪��, κ��, ����ƽ, ��. �ᾧ����Ž����45�ַ������̽ṹ��Ӱ���о�[J]. ���켼��, 2011, 32(3): 321-324.
[8] ����, ������, �����, ��. �ᾧ����Ž��蹤�ղ���ѡ���Ż�[J]. ��������, 2011, 32(2): 63-68.
[13] ë��. ����������Ž��輼������������[J]. ����, 1999(5): 36-42.
