
Trans. Nonferrous Met. Soc. China 23(2013) 2678-2685
FEM modeling of dynamical recrystallization during multi-pass hot rolling of AM50 alloy and experimental verification
Han-lin DING1, Tian-yi WANG1, Lei YANG1, Shigeharu KAMADO2
1. School of Materials Science and Engineering, Anhui University of Technology, Maanshan 243002, China;
2. Department of Mechanical Engineering, Nagaoka University of Technology, Kamitomioka, Nagaoka, Niigata 940-2188, Japan
Received 27 July 2012; accepted 19 April 2013
Abstract:
The microstructure simulation during the multi-pass hot rolling of AM50 alloy was studied by DEFORM-3D. The excellent agreement with the experiment observations shows that the present modeling and user routine are feasible for the reproduce of the hot rolling process. The multi-pass hot rolling contributes to the achievement of a uniformly recrystallized microstructure with fine grains in the rolled sheet. The sheet temperature before the finish rolling strongly affects the final grain size, but hardly affects the grain size distribution. This modeling and the user routine also have a potential to be applied in the researches of the other multi-pass hot deformation process.
Key words:
Mg alloy; dynamic recrystallization; hot rolling; finite element method;
1 Introduction
Rolling is an effective method to produce thin Mg sheets with excellent mechanical properties [1-3]. Generally, the rolling of Mg sheets is usually carried out at intermediate or elevated temperatures due to its poor formability at room temperature. However, unlike the steel and Al, the rolling process of Mg alloys has not been fully understood yet.
For the warm/hot rolling, microstructure evolution concurrent with plastic forming has a significant effect on the final mechanical properties of rolled sheets [4]. Therefore, a reasonable control of microstructure evolution is a promising topic in industrial production and experimental research, which is usually achieved by adjusting and optimizing the process parameters, such as rolling temperature, roll speed, thickness reduction. Obviously, it is a complicated work to analyze the variation of microstructure evolution with the process parameters only through experimental methods, in particular for the multi-pass hot rolling.
Finite element method (FEM) has been proved to be the most common technique for the research of hot rolling. KOMORI et al [5] calculated the shape of rolled material, the strain and temperature distributions during the multi-pass H-shape rolling. HSIANG et al [6] proposed a model combining the slab method and FEM and then investigated the velocity field, metal flow, stress and strain distribution within the deformation zone during the shape rolling. However, the microstructure simulations including dynamic recrystallization (DRX) and grain growth are hardly developed in these researches due to the lack of necessary mathematical models related to microstructure evolution and available user routines implemented into FEM simulators. In order to predict the static recrystallization, SHEPPARD and DUAN [7] combined FEM with empirical models and then analyzed the distributions of the recrystallized grain size and the volume fraction of recrystallization. A series of constitutive equations for DRX, meta-dynamic recrystallization and grain growth have been established by NA et al [8] and then were used to predict the evolution of grain size in alloy 718 blade forging.
In our previous works [9,10], the models used to describe the changes of stress, strain, DRX grain size and fraction have been established and then successfully applied to the simulation of one pass hot rolling of Mg alloy. The simulated results, as well as the experimental ones [11], suggested that a multi-pass hot rolling process at a high temperature with rapid roll speed should be better for the manufacturing of AM50 alloy sheet. Therefore, in this work, we developed a user routine to simulate and predict the multi-pass hot rolling of AM50 alloy. The user routine was compiled by FORTRAN and then employed into DEFORM-3D simulator. The microstructure evolution and its dependence on the strain and temperature distributions were also discussed. Simultaneously, the viability of the user routine and DRX model used to predict the multi-pass hot rolling of AM50 alloy sheet is verified by the experimental results obtained from the same rolling conditions as simulations.
2 Rolling schedules
In the present multi-pass hot rolling, the AM50 (Mg-5.0Al-0.3Mn; %, mass fraction) alloy billet subjected to two-pass rough rolling followed by three-pass finish rolling was rolled from an initial thickness of 25 mm to a finial thickness of 2 mm. According to the suggestions from our previous works [10,11], the rough rolling was conducted at a high temperature (400 ��C for sheet and 300 ��C for roll) with a rapid roll speed (20 m/min). The reduction was fixed as 50%/pass. After rough rolling, the sheet was air-cooled to room temperature and then cut to a length of 150 mm for the subsequent finish rolling. The finish rolling was also rolled at a speed of 20 m/min with a reduction of 30%/pass. In order to achieve a rolled sheet with fine grains, the lower rolling temperatures relative to rough rolling were adopted during the finish rolling. To examine the influence of rolling temperature on recrystallized microstructure, the rough-rolled sheets were heated to 150 or 200 ��C prior to the finish rolling. The rolls were heated to the same temperature as sheet. The rolled sheets were rotated and reversed between passes regardless of rough rolling and finish rolling.
To compare the simulations and the real rolling process, the above schedule was examined simultaneously for simulation and experiment. The rolling data memorized in the experiment showed that there was an interval of approximately 8 s between the passes during rough or finish rolling. The same interval, therefore, was used in the FEM simulations.
3 FEM models and experiment analysis
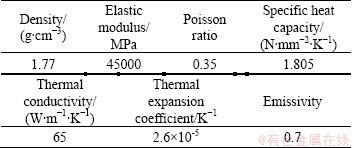
In the present DEFORM-3D simulation, the rolls made of AISI-D2 steel was treated as rigid with a diameter of 320 mm. Due to the symmetry of rolling billet, only a quarter of the billet was modeled. As known, a finer mesh offered increased computing accuracy but more analysis time was required. Therefore, only the surfaces of the rolls and billets contacting directly with each other were set as a finer mesh. Additionally, automatic remeshing criteria were adopted to handle the remeshing of billets in view of the possibility of severely distorted meshes caused by the extensive deformation underwent during hot rolling. The mechanical and thermal properties of AM50 alloys used in the simulation are listed in Table 1.
Table 1 Physical parameters used in DEFORM-3D analysis
Due to the lack of the necessary database for Mg alloys in DEFORM-3D system, the tensions and compressions tested at high temperatures were used to construct the constitutive equations and DRX models and then to describe the flow behavior and microstructure character of AM50 alloy during hot rolling. The mathematical models are summarized as follows:
Flow stress��strain
 (1)
(1)
For critical strain,
 ,
, (2)
(2)
For dynamic recrystallization,

 (3)
(3)
where  is the strain rate; �� is the flow stress; R is the gas constant; T is the temperature; �� is the strain; ��c is the critical strain for DRX; ��p is the peak strain; ��0.5 is the strain when DRX fraction reaches 50%; Z is the Zener-Hollomon parameter; ��DRX is the volume fraction of DRX; and dDRX is the average size of DRXed grains.
is the strain rate; �� is the flow stress; R is the gas constant; T is the temperature; �� is the strain; ��c is the critical strain for DRX; ��p is the peak strain; ��0.5 is the strain when DRX fraction reaches 50%; Z is the Zener-Hollomon parameter; ��DRX is the volume fraction of DRX; and dDRX is the average size of DRXed grains.
Other more information concerning the derivations for the parameters in these mathematical models could be found in our previous work [12].
In the case of multi-pass hot rolling, the microstructural characters such as the recrystallized fraction and grain size would change with the increasing rolling pass regardless of rough rolling or finish rolling. In order to predict and calculate the accumulated changes of the recrystallized fraction and grain size, the user subroutine was implemented into the present DEFORM system.
For metallographic examination, the specimens cut in the RD-ND (RD: rolling direction; ND: normal direction) plane of the rolled sheets were etched with acetic glycol (20 mL acetic acid, 1 mL HNO3, 60 mL ethylene glycol and 19 mL water). The average grain size was characterized by the average diameter of all the recrystallized grains in the observed microstructure and the recyrstallized fraction was estimated by the area ratio of all the recrystallized grains to the measured region.
4 Results
4.1 Rough rolling
The variations of temperature and strain in the rolled sheet would directly affect the occurrence of DRX and the variations of DRX fraction and grain size. Therefore, the analysis on the change of temperature and strain contributed to the full understanding of the microstructure evolution resulted from DRX. Two different positions are selected randomly for this analysis: one is near the surface and the other is in the center. Figure 1 shows the computed temperature, strain, DRX fraction and grain size and their variations along with increasing rolling pass during rough rolling. The apparent changes of these parameters could only be observed when the sheet was gone through the roll gap, i.e. within the deformation zone. For the sheet temperature evolution (Fig. 1(a)), the temperature in the center part increased quickly to a peak value and then decreased slowly to a steady value, while near the surface, there was a significant temperature dropping before the temperature reached a steady value. This complicated change of temperature could be attributed to the balance between the heat generation and heat loss. The former was primarily resulted from the severe plastic deformation and the latter was caused by the heat conductivity with the relatively low-temperature rolls and surrounding. Note that after the sheet leaves the roll gap, the temperature in center part had a similar value to that near the surface. The temperature increment in the sheet after and before the hot rolling was approximately 30 ��C after each rolling pass.
In the case of strain (Fig. 1(b)), it increased quickly within the deformation zone for every rolling pass. Due to the further thickness reduction, the strain increased with increasing rolling pass. The strain accumulated near the surface was larger than that in the center part, indicating the inhomogeneous distribution of strain in the rolled sheet. However, this difference between them decreased from 0.26 after the 1st pass rolling to 0.17 after the 2nd pass rolling.
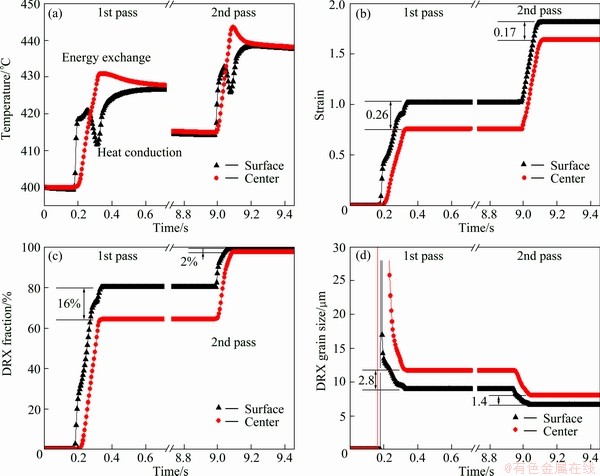
Fig. 1 Computed temperature (a), strain (b), DRX fraction (c) and grain size (d) from DEFORM-3D simulation and variations of these parameters with increasing rolling pass during rough rolling
The computed DRX fraction and grain size and their variation during rough rolling are shown in Figs. 1(c) and (d). As expected the DRX fraction increased while the DRX grain size decreased with the increasing rolling pass, which was also confirmed by the laboratory experimental results [11]. The increase in DRX fraction and the decrease in DRX grain size were more significant in the 1st pass rolling than in the 2nd pass rolling. Additionally, a larger DRX fraction but a smaller DRX grain size near the sheet surface could also be found from these figures. The difference of DRX fraction between the surface and center was 16% after the 1st pass rolling, while it decreased to a smaller value about 2% after the 2nd pass rolling. The difference of DRX grain size in the thickness direction also decreased with increasing rolling pass. All these results suggest that the multi-pass hot rolling may reduce the microstructure inhomogeneity in the thickness direction of rolled sheet. Figures 1(c) and (d) also show that after the rough rolling, a completed DRX microstructure with grain sizes of less than 10 ��m in the rolled sheet can be obtained under this rolling conditions.
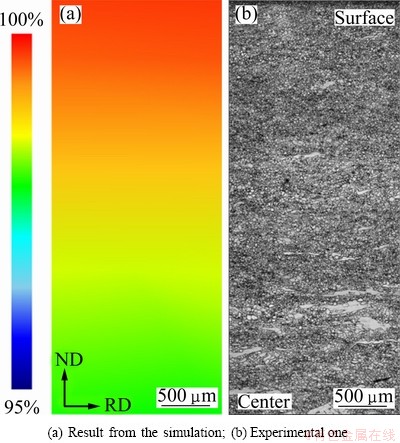
Fig. 2 Distribution of DRX grains (DRX fraction) in rolled sheets after rough rolling
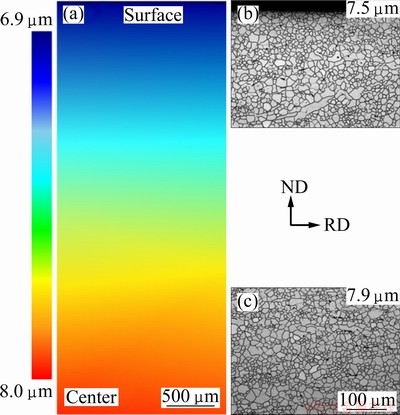
Fig. 3 Comparison of grain size distribution between computed (a) and experimental results (b, c) in rough-rolled sheets
In order to verify the capability of the user subroutine on the computation of microstructure evolution, the simulated distributions of DRX fraction and grain size were compared with the corresponding experimental ones, as shown in Fig. 2 and Fig. 3. As can be seen, the computed microstructure characters agreed well with the experimental ones. The small discrepancy for DRX grain size could be found near the sheet surface (Fig. 3), which might have been caused by measurement error due to the omission of finer DRX grains in the calculation of experimental grain size. Obviously, the present user subroutine had reproduced successfully the DRX phenomenon and microstructure evolution in the rolled AM50 sheet. Therefore, the user subroutine might be also adopted to investigate the recrystallized microstructure and its evolution during the following finish rolling of AM50 alloy.
4.2 Finish rolling
The finish rolling of rough-rolled sheet consisting of 3-pass hot rolling was carried out at 200 ��C and 150 ��C, respectively. It was noteworthy that the deformation of Mg alloys is usually performed at an elevated temperature larger than 200 ��C in order to ensure their excellent formability via the activation of <c+a> slip; however, the finish rolling under a relatively low temperature of 150 ��C was also investigated in the this work. The computed temperature variation under this condition is shown in Fig. 4. It can be seen that the actual temperature in the rolled sheet may exceed 200 ��C even only after the 1st pass finish rolling, which ensures the rollability of AM50 alloy. As mentioned above, the temperature rising is attributed to the heat generation from the severe plastic deformation. Note that the temperature increment (approximately 50 ��C) during finish rolling is larger than that during rough rolling, which is perhaps due to the thinner thickness of rolled sheet.
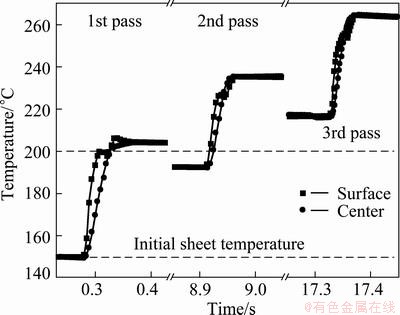
Fig. 4 Computed temperature variation along with increasing rolling pass during finish rolling
The change of DRX grain size along with the increasing rolling pass number can be found from the computed results, as shown in Fig. 5. Two main results can be obtained from Figs. 5(a) and (b): 1) DRX grain size decreases as the rolling pass increases regardless of the rolling temperature; 2) DRX grain size in the sheet rolled at 200 ��C is larger than that at 150 ��C regardless of the rolling pass number. The former is a result of the progressively increased strain resulted from the continuous thickness reduction, while the latter is due to the low Zener-Hollomon parameter (high temperature mainly here) resulting in a large DRX grain size.
The detailed analysis about the effects of rolling pass and rolling temperature on the distribution of DRX grain size can also be found in Fig. 5. These curves in Figs. 5(c) and (d) obtained from the simulated data show that the distribution of DRX grains appears to become homogeneous with increasing rolling pass number, which can be characterized by the following two aspects. One is the increase of peak percentage, indicating that more and more DRX grains having a size close to the average grain size can be obtained as the rolling pass increases; the other is the decrease of distribution width, indicating the difference between the maximum-size and the minimum-size grains tends to be decreased during the finish rolling. This result further verifies the fact that the multi-pass hot rolling serves to the improvement of the microstructural homogeneity of Mg alloys, which is also observed in the computed result from rough rolling.
Figure 6 illustrates both the simulated and observed microstructure in RN plane of rolled sheet after finish rolling at an initial sheet temperature of 200 ��C. It is clear that the simulated microstructure coincides well with the observed one except the mirror difference occurring in the measurement of DRX grain size, suggesting that it is feasible to analyze and predict the DRX microstructure by utilizing these computed data.
Another remarkable feature in Fig. 6 is that the DRX grains near the surface and center have a different average size, namely there is a grain size gradient in the thickness direction of rolled sheet although the complete DRX is achieved after finish rolling. A further investigation on the variation of DRX grain size from the sheet surface to center in the finish-rolled sheet can be found in Fig. 7.
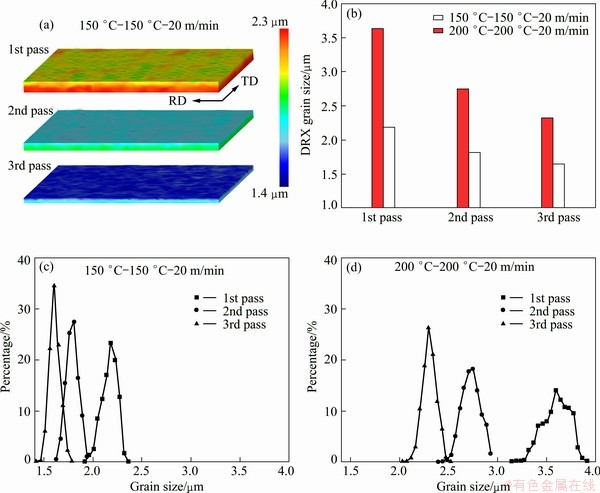
Fig. 5 Variation of DRX grain size with increasing pass number (a, b) and distribution of DRX grain in sheet after each pass of finish rolling (c, d)

Fig. 6 Distributions of DRX fraction and grain size in rolled sheet after finish rolling at an initial sheet temperature of 200 ��C
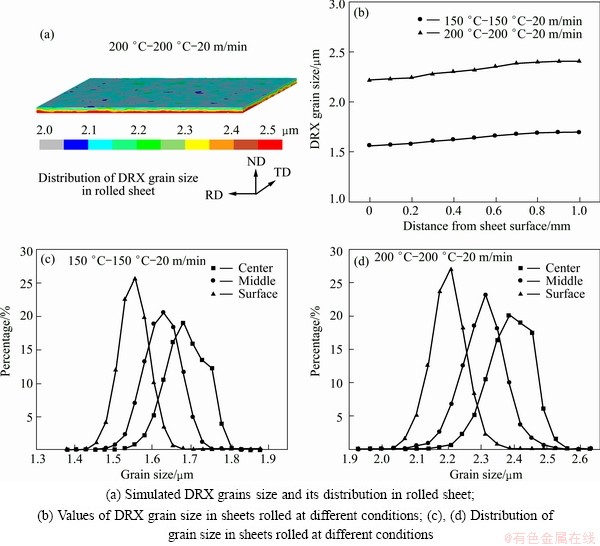
Fig. 7 Detailed analysis of DRX grain distribution from sheet surface to center part in finish-rolled sheets
A three-dimensional microstructure distribution demonstrates that the sizes of DRX grains are commonly non-uniform in the whole rolled sheet, as shown in Fig. 7(a). Then the rolled sheet was split into eleven slices from the surface to the sheet center in order to observe the change of DRX grain size in the thickness direction of rolled sheet. The statistical grain size for each slice is summarized in Fig. 7(b). It can be found that the grain size appears to be a linear increase from sheet surface to center part. Three typical positions, located on the surface, 0.5 mm below the surface (middle) and center part, respectively, are selected for the detailed investigation of DRX grain distribution, as shown in Figs. 7(c) and (d). As can be seen, the grains near the sheet surface exhibit an excellent homogeneity as compared to the center part regardless of the initial sheet temperature before finish rolling.
It has been reported that the large strain is helpful to achievement of fine grain and the occurrence of multi-cycle recrystallization until an equilibrium microstructure is attained [12,13]. Combined with the computed strain distributed in the rolled sheet, it can be concluded that the achievement of fine grain and the improvement of microstructure homogeneity near the sheet surface is primarily ascribed to the larger strain accumulated within this region.
5 Discussion
Multi-pass hot rolling is a convenient process for the manufacture of the metal sheets, such as steel and Al. To date, this process schedule is usually adopted for the production of Mg sheet. However, the researches and applications of Mg sheets are relatively late than steel and Al, which provides an urgent demand that an effective numerical simulation on the hot rolling of Mg alloys should be established, especially for the development of the new Mg alloys and new processes.
It is well known that there is no any solid phase transformation in Mg and its alloys. Consequently, DRX occurring during the hot deformation became the sole effective mechanism to change the grain morphology in Mg [14,15]. Therefore, the microstructure simulation during the hot rolling and its dependence on the processing conditions (e.g. different sheet temperature and roll speed) are both necessary to be considered in the modeling of hot rolling. Some attempts have already been made to model the microstructure evolution during the hot deformation of Mg alloys [12,16], but it is usually employed under a constant processing condition, that is, the deformation temperature and strain rate remain unchanged during once simulation. If the FEM model of the hot rolling can be coupled with the microstructure simulation, it can be a promising method to provide a useful reference for the design of the rolling schedule.
The major results of the present numerical simulation are successful modeling of the multi-pass hot rolling process of Mg alloy and an effective user routine applied into DEFORM-3D for the microstructure prediction during deformation. In this work, a rolling schedule same as the real experiment, a 2-pass rough rolling followed by 3-pass finish rolling, is adopted and the influence of the increasing pass number on the microstructure is studied.
For the rough rolling, the variation of sheet temperature with the increasing pass number is similar to that in the single-pass simulation [10], while the increasing pass number has an important effect on the strain and microstructure characters (Fig. 1). In addition to the distinct increase in the DRX fraction and decreasing in grain size with the increasing pass number, the difference of the DRX fraction and grains size between the sheet surface and center part tends to become weakened. This tendency should be a consequent of the fact that the difference of strain accumulated in the region of surface and center decreases (Fig. 1(b)). It is well known that a homogenous initial microstructure is benefit for the following finish rolling. Therefore, the multi-pass rolling process should also be recommended to the manufacture of the Mg sheet, just as its application in the other metal materials.
For the finish rolling, although a relatively low deformation temperature of 150 ��C was employed, the computed temperature variation presented in Fig. 4 shows that the sheet temperature can increase rapidly to a temperature suitable for the continuous deformation and grain refinement. In addition, due to the different sheet thickness, the temperature rising is also different for the rough rolling and finish rolling (Fig. 1(a) and Fig. 4). Therefore, the temperature rising and its dependency to the sheet thickness should be taken into account in the future design of rolling schedule. The model and computed data are used to discuss the influence of initial sheet temperature before finish rolling on the recrystallized microstructure (Fig. 5 and Fig. 7). It is clear that the sheet temperature plays a significant role in the refinement of the DRX grain size, but has a little effect on the grain size distribution.
Of course, this model and the corresponding user routine can also be extended to the simulations of other multi-pass hot deformation processes, such as extrusion, compression and forging.
6 Conclusions
1) The flow stress behavior and the microstructure analysis during the multi-pass hot rolling of AM50 Mg alloy was successfully simulated and studied by a DEFORM-3D FEM coupled with a user routine.
2) Microstructure observations from the experiments and the comparison to the simulated results show that the present model and user routine are feasible for the reproduce of the multi-pass hot rolling of Mg alloy.
3) With the increasing pass number, the difference of DRX fraction and grain size between the sheet surface and center part gradually decreases and the recrystallized microstructure tends to become homogeneous. The initial sheet temperature before finish rolling strongly affects the DRX grain size, but has a little effect on the microstructure homogeneity.
4) The model with its corresponding user routine presented in this work can be also extended to the simulations of other multi-pass hot deformation processes, such as extrusion, compression and forging.
References
[1] AVEDESIAN M M, BAKER H. ASM specialty handbook: Magnesium and magnesium alloys [M]. Materials Park, OH, 1999: 258.
[2] JIN L, DONG J, WANG R, PENG L M. Effects of hot rolling processing on microstructures and mechanical properties of Mg-3%Al-1%Zn alloy sheet [J]. Materials Science and Engineering A, 2010, 527(7-8): 1970-1974.
[3] WANG Hai-lu, WANG Guo-jun, HU Lian-xi, WANG Qiang, WANG Er-de. Effect of hot rolling on grain refining and mechanical properties of AZ40 magnesium alloy [J]. Transactions of Nonferrous Metals Society of China, 2011, 21(s2): s229-s234.
[4] WANG Jian-li, DONG Han-wu, WANG Li-dong, WU Yao-ming, WANG Li-min. Effect of hot rolling on the microstructure and mechanical properties of Mg�C5Al�C0.3Mn�C2Nd alloy [J]. Journal of Alloys and Compounds, 2010, 507(1): 178-183.
[5] KOMORI K, KOUMURA K. Simulation of deformation and temperature in multi-pass H-shape rolling [J]. Journal of Materials Processing Technology, 2000, 105(1-2): 24-31.
[6] HSIANG S H, LIN S L. Application of 3D FEM-slab method to shape rolling [J]. International Journal of Mechanical Science, 2001, 43(5): 1155-1177.
[7] SHEPPARD T, DUAN X. Modelling of static recrystallisation by combining FEM with empirical models [J]. Journal of Materials Processing Technology, 2002, 130-131: 250-253.
[8] NA Y S, YEOM J T, PARK N K, LEE J Y. Simulation of microstructures for alloy 718 blade forging using 3D FEM simulator [J]. Journal of Materials Processing Technology, 2003, 141(3): 337-342.
[9] DING Han-lin, KANAMORI Nao, HONMA Tomoyuki, KAMADO Shigeharu, KOJIMA Yo.FEM analysis for hot rolling process of AM60 alloy [J]. Transactions of Nonferrous Metals Society of China, 2008, 18(s1): s242-s246.
[10] DING H L, HIRAI K, HOMMA T, KAMADO S. Numerical simulation for microstructure evolution in AM50 Mg alloy during hot rolling [J]. Computational Materials Science, 2009, 47(4): 919-925.
[11] DING H L, HIRAI K, HOMMA T, KAMADO S. Microstructure characteristics during the multi-pass hot rolling and their effect on the mechanical properties of AM50 magnesium alloy sheet [J]. Materials Science and Engineering A, 2010, 527(15): 3379-3385.
[12] DING H L, LIU L F, KAMADO S, DING W J, KOJIMA Y. Investigation of the hot compression behavior of the Mg-9Al-1Zn alloy using EBSP analysis and a cellular automata simulation [J]. Modelling and Simulation in Materials Science and Engineering, 2009, 17: 025009.
[13] SAKAI T, JONAS J J. Dynamic recrystallization: Mechanical and microstructural considerations [J]. Acta Metallurgica, 1984, 32: 189-209.
[14] ZARANDI FARAMARZ, YUE STEPHEN. Magnesium sheet: challenges and opportunities [C]//Frank Czerwinski. Magnesium Alloys-Design, Processing and Properties. InTech, 2011: 300.
[15] GALIYEV A, KAIBYSHEV R, GOTTSTEIN G. Correlation of plastic deformation and dynamic recrystallization in magnesium alloy AZ60 [J]. Acta Materialia, 2001, 49: 1199-1207.
[16] SAKAI T, UTSUNOMIYA H, MINAMIGUCHI S, KOH H. Single pass large draught rolling of magnesium alloy sheets by high speed rolling [C]//Proceedings of Magnesium Technology in the Global Age. Canada, 2006: 205-215.
AM50þ�Ͻ����������ж�̬�ٽᾧ���̵�����Ԫģ�⼰ʵ���о�
������ 1������һ1���� ��1��Shigeharu KAMADO 2
1. ���չ�ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ������ɽ 243002��
2. Department of Mechanical Engineering, Nagaoka University of Technology, Kamitomioka, Nagaoka, Niigata 940-2188, Japan
ժ Ҫ��ͨ������������֯ģ����û�����������Ԫ����DEFORM-3Dģ��AM50þ�Ͻ��������������е���֯ת�䣬��ͨ����ʵ�����ĶԱȷ���֤�����û�����ģ���������ƵĿ����ԡ�������������������������þ��ľ���ϸ���������ٽᾧ��֯�Ļ�ã�����ǰ�İ����¶ȶ�������ľ����ߴ�Ӱ��ܴ��Ծ����ߴ�ķֲ����Ӱ�첻���ԡ��������û��������Ӧ�����������Ͷ�����ȱ��ι��̵�ģ���о���
�ؼ��ʣ�þ�Ͻ𣻶�̬�ٽᾧ������������Ԫ
(Edited by Chao WANG)
Foundation item: Project (51204003) supported by National Natural Science Foundation of China; Project (KJ2011A051) supported by the Scientific Research Foundation of Education Department of Anhui Province, China
Corresponding author: Han-lin DING; Tel/Fax: +86-555-2311570; E-mail: hanlind@ahut.edu.cn
DOI: 10.1016/S1003-6326(13)62784-3
Abstract: The microstructure simulation during the multi-pass hot rolling of AM50 alloy was studied by DEFORM-3D. The excellent agreement with the experiment observations shows that the present modeling and user routine are feasible for the reproduce of the hot rolling process. The multi-pass hot rolling contributes to the achievement of a uniformly recrystallized microstructure with fine grains in the rolled sheet. The sheet temperature before the finish rolling strongly affects the final grain size, but hardly affects the grain size distribution. This modeling and the user routine also have a potential to be applied in the researches of the other multi-pass hot deformation process.
