
DOI��10.19476/j.ysxb.1004.0609.2019.12.02
������θ�ǿAl-Zn-Mg-Cu�Ͻ�ĸ�Ӧ���������Ա�����Ϊ
����ͯ1���� ��1������ũ1��������1���� ��1���� ��1���� ��2������Ԩ2
(1. ���մ�ѧ ���Ͽ�ѧ�빤��ѧԺ���� 212013��
2. ���պ�Ȼ������κϽ�����˾���� 212009)
ժ Ҫ��
����Gleeble-3500������ģ��������Լ�ѹ̬�������Al-Zn-Mg-Cuϵ��ǿ���Ͻ���и�Ӧ�������µ���ѹ�����飬ϵͳ�о��˲����ڱ����¶�350~450 �棬��Ӧ������1~20 s-1�����µĸ������Ա�����Ϊ�����Ǿ�����������Ӱ�죬�������Ʒ��������ϵ�����Ӧ�����ߣ��Դ˹������ϱ���ģ�ͣ����ڶ�̬����ģ��(dynamic materials model,DMM)�������ϵ��ȼӹ�ͼ����ȷ����ͬ�������������ڵ�����֯����������������úϽ�����Ӧ�����߳��ֵ��͵Ķ�̬�ظ�����������Ӧ�����ʵ����߾������������������ԣ������ȼӹ�ͼ�Ͳ�ͬ����������֯�����������úϽ����3��Σ�ռӹ�����ֱ�Ϊ350~420 �桢1~3 s-1��350~390 �桢7~20 s-1��425~450 �桢2~20 s-1��Ӧ������Σ������ӹ�����ֹ����ʧ�ȺͿ���������2����ȫ�ӹ�����350~370 �桢4~7 s-1��395~425 �桢14~20 s-1��Ӧ����ѡ���ڸ��ȼӹ�������������ȼӹ���
�ؼ��ʣ�
���������Al-Zn-Mg-Cu�Ͻ�����Ӧ���������ȱ�����
���±�ţ�1004-0609(2019)-12-2700-09���� ��ͼ����ţ�TG146.2 ���� ���ױ�־�룺A
���������һ���Ƚ��Ŀ������̲����Ʊ����������øù����Ʊ��ĸ�ǿAl-Zn-Mg-Cu�Ͻ�����ڴ�ͳ���칤�վ��и���������ۺ���ѧ���ܣ����ȼ�ѹ��ʱЧ���������b����740 MPa�����������Ӧ��������[1]��Ŀǰ���úϽ��ѳɹ�Ӧ���ڹ��������������ش���Ŀ�ؼ����������졣�ֽθò��ϵ��о��ȵ���Ҫ��������ѧ���ܡ��ȴ��������Լ����ӹ�����[2-3]�������ȼӹ����ܵ��о����й���ر���[4]�����������������������ƣ��о��������ڽϵ�Ӧ�����������������������ƶ��ò����ȼӹ����յ���Ҫ����ʵ�ʹ�ҵ�����в��϶����ʧ���������أ���ˣ�Ϊ���������ɱ������Ʋ�Ʒ�����ͽ�һ����߲������ܣ��б�Ҫ�����Ӧ�������µĸ������Ա�����Ϊ����ϵͳ�Ե��о���
���о�����[5]�������ڸ�Ӧ�������½����ȱ���ʱ���ڲ������Ĵ����α�������ʱ����ݣ����ڷ���������������ʱ��������������ʵ��ӳ�������趨�¶��µı��ο�������ˣ����뿼�Ǿ����������ص�Ӱ�죬�Ӷ��������Ӿ�ȷ�ı���ģ�ͼ��ȼӹ�ͼ���ȼӹ�ͼ��һ�ֻ���DMM���ܹ�������������������ȱ��ι�����������Ϊ���ȼӹ�������β�����ϵ�ļ���[6]��������Ԥ����Ʋ��Ͽɼӹ����ܡ����Ʋ����ȱ�����֯�������ȼӹ�������Ƶȶ�����;��Ŀǰ���ӹ�ͼ�����ѱ��㷺Ӧ���ڸ��ºϽ�[7]�������岻���[8]�����Ͻ�[9]��þ�Ͻ�[10]�ȶ��ֲ��ϣ����õ���Ч��֤����ˣ������øü����о�������θ�ǿAl-Zn-Mg-Cu�Ͻ�ĸ������Ա�����Ϊ��
������������Gleeble����ģ����������Լ�ѹ̬������θ�ǿAl-Zn-Mg-Cu�Ͻ���и�Ӧ�����ʵ���ѹ�����飬�������Ʒ����������߽��о�����������������Arrhenius��ϵ�����˺Ͻ��ڸ�Ӧ�������µı������̣�����DMM�������ϵ��ȼӹ�ͼ����ȷ����ͬ�������������ڵ�����֯�������о��˼�ѹ̬Al-Zn-Mg-Cu�Ͻ���ȱ�����Ϊ��Ϊ�ƶ����ȼӹ������ṩ��ѧ�������ݡ�
1 ʵ��
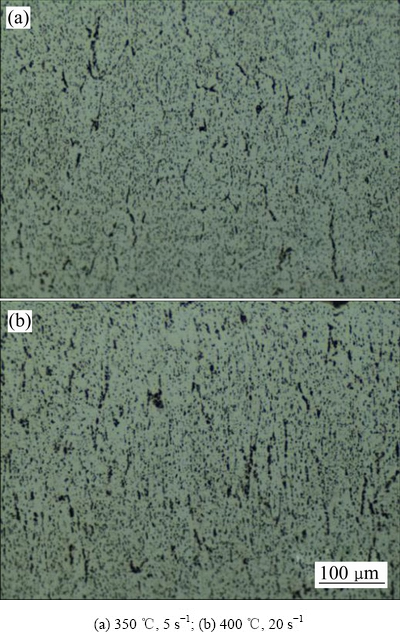
ʵ����������θ�ǿAl-Zn-Mg-Cu�Ͻ��ɽ��պ�Ȼ�ṩ������������Ͼ��ȼ�ѹ����(��ѹ��Ϊ9:1)�����ϻ�ѧ�ɷ�(����������%)����1����ԭʼ��֯��ͼ1��ʾ��ͼ1(a)Ϊ�������ͼ���ɼ���ѹ��ԭʼ������ʧ����֯���ܻ����ڶ���ʾ��ȷֲ���ͼ1(b)Ϊ��������ͼ���ɼ��ڶ����ؼ�ѹ����ʷ����Էֲ����������ؼ�ѹ������ӹ���d 10 mm��15 mm��Բ���壬��Gleeble-3500����ģ��������Ͻ��е��º�Ӧ��������ѹ�����飬��ͼ2��ʾ��ѹ��ʱ����������ճ��ʯīƬ���������ã���ֹ�����Ķ�ЧӦ����10 ��/s�����ʽ����������������¶ȣ�����30 s�����ѹ�����Σ������¶��趨Ϊ350~450 �棬Ӧ�����ʷֱ�Ϊ1 s-1��5 s-1��10 s-1��20 s-1����Ӧ��Ϊ0.8���ȱ��κ������ø�����������Ա������±�����֯��Ϊ���������ڲ���ȱ����ɵIJ�ȷ���ԣ�ÿ����������3����ģ�����顣��ѹ�������������ʿ������ⸯʴ���Ƴɽ�����������ʴ��ΪKeller�Լ������۲�����֯��
��1 ʵ���ò��ϻ�ѧ�ɷ�
Table 1 Chemical Composition of experimental steel (mass fraction, %)

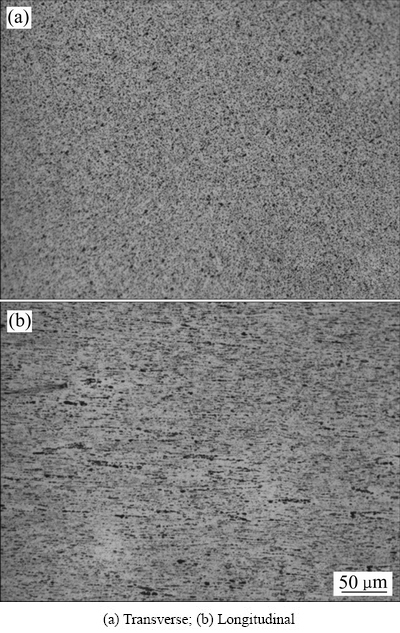
ͼ1 ��ѹ̬������θ�ǿAl-Zn-Mg-Cu�Ͻ�ԭʼ��֯
Fig. 1 Microstructures of extrusion high strength Al-Zn-Mg-Cu alloy by spray forming
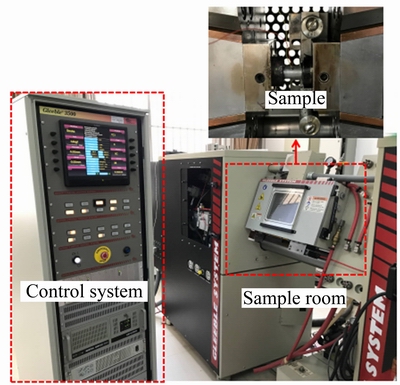
ͼ2 Gleeble����ģ����ѹ��ʾ��ͼ
Fig. 2 Schematic diagram of thermal compression by using Gleeble thermal simulation machine
2 ��������
2.1 ����Ӧ������
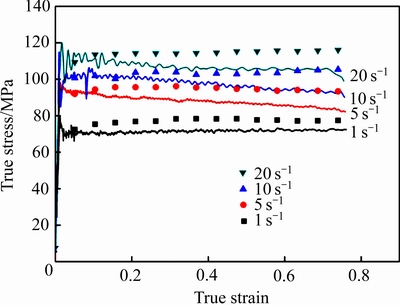
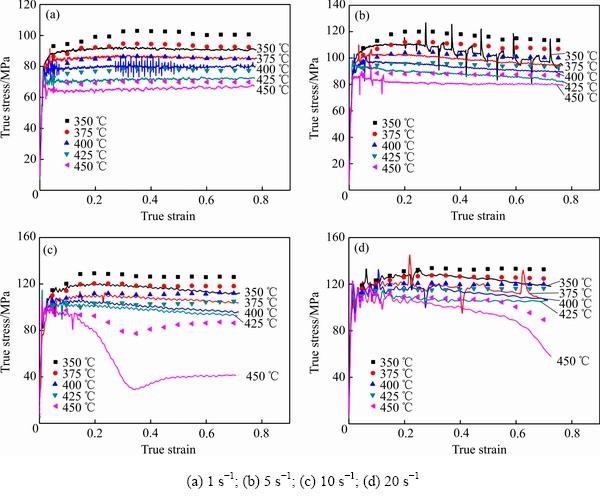
ͼ3��ʾΪ��ѹ̬������θ�ǿAl-Zn-Mg-Cu�Ͻ��ڲ�ͬ���β����µ�����Ӧ�����ߡ���ͼ3��֪�����������߾����ֵ��͵Ķ�̬�ظ��������������ڸúϽ���һ�ָ߲���ܵĽ������ȱ��ι����������γɲ������������λ���������ͽ����Ƶ����õĽ��У�λ���ڻ������ת��ʹ���λ���������λ���ܶ��½����»����ܴﲻ��������̬�ٽᾧ����Ҫ���� ��[11]����ˣ��߲���ܽ����ȱ���ʱ�Զ�̬�ظ�Ϊ����������Ӧ�������������Ϊ���γ���λ���ܶ�Ѹ����������ӹ�Ӳ���Ӷ�����Ӧ��Ѹ����������ֵ�����Ӳ�������붯̬�ظ����������ôﵽƽ�⣬ʹ����Ӧ�������ȶ�״̬����Ӧ������Ϊ10 s-1ʱ��ͬ�����¶ȵ�����������ͼ3(a)��ʾ����֪������¶ȵ����ߣ����ϱ��ο������ͣ����¶�������450 ��ʱ��������ѹ�����������ѣ���������������Ӧ����Ϊ0.2ʱѸ���½�����������ȶ����������¶�Ϊ425 ��ʱ����ͬӦ�����ʵ�����������ͼ3(b)��ʾ����ͼ3(b)��֪����Ӧ�����ʵ����ӣ����ϱ��ο������������ơ�
2.2 ������������
�������¶�Ϊ425 �桢Ӧ������Ϊ1 s-1ʱ�����ο�����Ӧ�������ӳ�ƽ��״̬����Ӧ������������5 s-1��10 s-1��20 s-1ʱ����Ӧ�������ӣ��������߾��������½����ƣ�����������ھ������������µġ�
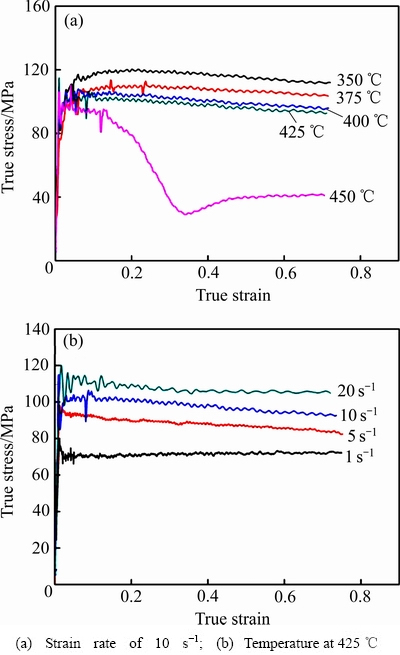
ͼ3 �����ڸ����β����µ�����Ӧ������
Fig. 3 Flow stress curves of alloy obtained under different deformation conditions
���о����������ȱ��ι����У��������Ա��ι�ת��Ϊ�α���[12]��ͨ�����ڲ������ı��ν�Ϊ���ң���ˣ������϶���α��ȣ����������ܼ�ʱ���ݳ�ȥ������ʹ�����ڲ��¶��������ߣ���͵���ʵ�ʱ����¶ȸ��������趨�¶ȵ�������֣��Ӷ�������������ЧӦ���ڽϵ�Ӧ������(��1 s-1)�±���ʱ���α������㹻ʱ��ͨ�������ͷ���ȷ�ʽ��ɢ��������������ɺ��Բ���[13]����Ӧ�����ʽϸ�ʱ(��5 s-1)������ʱ��̣����������α������ӣ������α�������ʱ����ݣ���˾�����������ϵ�Ӧ�����ʱ���ʱ�������ԡ�
ͼ4��ʾΪ��ͬ�����������趨�¶���ʵ���¶ȼ�Ĺ�ϵ����ͼ4(a)���Կ�������Ӧ������Ϊ1 s-1ʱʵ���¶���Ѹ�����ӣ�����Ӧ�������������ȶ�������ԼΪ15 �档��Ӧ������Ϊ5 s-1��10 s-1ʱ���¶���Ӧ�������ӳʳ����������ơ���Ӧ������������20 s-1ʱ��������������ʮ��������������60 �档ͬʱ���Է��֣��������¶�һ��ʱ����Ӧ�����ʵ����ߣ�������������������������ͼ4(b)���Կ���������ֵ������¶ȵ����߶����ͣ����������������±���ʱ�뻷���²�ϴ�ɢ�ȽϿ�Ӷ�ʹ�����������������
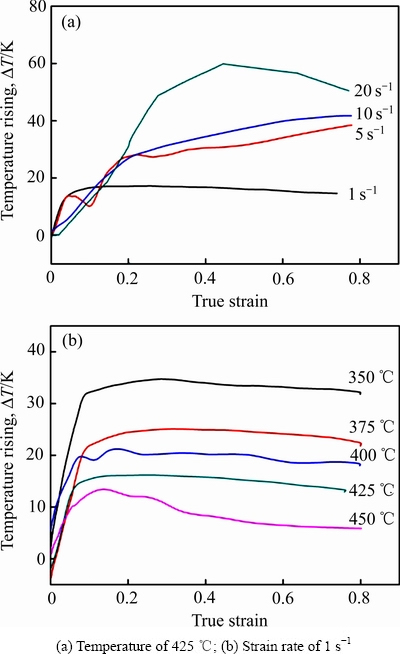
ͼ4 ��ͬ���������£��趨�¶���ʵ���¶�֮��Ĺ�ϵ
Fig. 4 Relationship between setting temperature and measured temperature under different deformation conditions
��ˣ���425 ����Σ�Ӧ������Ϊ1 s-1ʱ�����о������������¶ȱ���ƽ�����ƣ����ڸ�Ӧ������(��5 s-1)�±���ʱ������ʵ�ʱ����¶ȳ���������ǿ�����ͣ�����Ӧ��ˮƽ�½�������ǵ���ͼ3(b)�и�Ӧ������(��5 s-1)����ʱ�������߳ʳ����½����Ƶ�ԭ��ʱ���������߲�������ʵ�ط�ӳ�����ڸñ��������µı��ο�������ˣ�Ϊ��ߺ��ڽ�����Ӧ�������µı���ģ�ͼ��ȼӹ�ͼ��ȷ�ԣ��б�Ҫ�Բ��ϵ�����Ӧ�����߽��о�������������
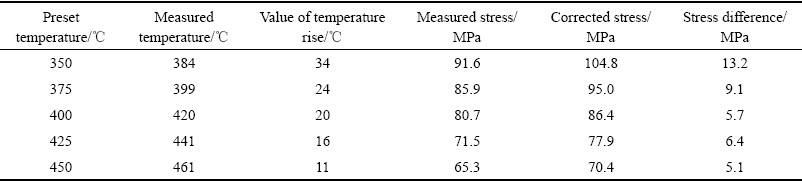
����о������������ڸ�Ӧ���������ȱ���ʱ�ľ�������ЧӦ��������������ʧ�������ͨ�����Ʒ������������[14]�����Ʒ��Ƕ�ijһӦ�����µ�ʵ��Ӧ����ʵ���¶Ƚ��Цҡ�1/T��һԪ������ϣ��ڸ����ֱ�������Ƶ������趨�¶Ȳ��ó����Ӧ��Ӧ������ֵ��Ϊ���Ǿ�������ЧӦ�����������Ӧ�������Ļ������Ʒ����Բ�ͬӦ����(0.05~0.75�����0.05)�µ�����Ӧ���ֱ���Цҡ�1/T��һԪ������ϲ�����������Ӧ����ͼ5��ʾΪӦ����0.25ʱӦ������1 s-1����ͬʵ������¶ȵĦҡ�1/TһԪ������ϡ���ͼ5���Կ���������1/T�����Թ�ϵ���ԣ����ϵ����0.9943�����ʹ�����Ʒ��нϸߵ�ȷ�ԡ���ÿһʵ���¶��µ�Ӧ���������趨�¶ȣ�����������Ӧ��Ӧ������2����ΪӦ����0.25��Ӧ������1 s-1��������������ɱ�2���Կ������������Ʒ�������Ӧ�����в�ͬ�̶ȵ���ߣ�ͬʱ�ɷ������ű����¶ȵ��½���Ӧ����ֵ�������ԡ�
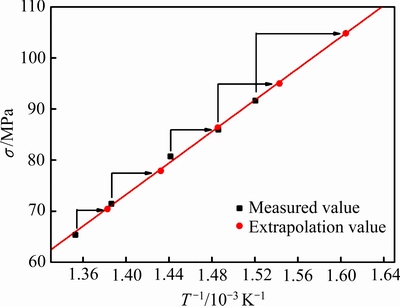
ͼ5 ��Ӧ����0.25��Ӧ������1 s-1ʱ����T-1֮������Թ�ϵ
Fig. 5 Linear relationship between �� and T-1 at strain 0.25 and strain rate 1 s-1
ͼ6 �����¶�425 ��ʱ��������Ӧ��-��Ӧ������
Fig. 6 Corrected true stress-true strain curves at deformation temperature of 425 ��
ͼ6��ʾΪʹ�����Ʒ�����������¶�425 ��ʱ��ͬӦ������ʱ���������ߡ���ͼ6��֪��������������������Ӧ�����в�ͬ�̶ȵ��������ڸ�Ӧ������ (��5 s-1)�±��ε��������߲��ٳ��½����ƣ����ֳ����͵Ķ�̬�ظ�������������ͼ7��ʾ�ֱ�ΪӦ������1��5��10��20 s-1ʱ��ͬ�����¶�ʱ��������������ͼ�Աȣ���֪�����������������ϱ��ο������5~15 MPa������������������������������ܹ�������ʵ�ط�ӳ�����ڲ�ͬ���������µ����Ա�������������˺�������������θ�ǿAl-Zn-Mg-Cu�Ͻ�ı���ģ�ͺ��ȼӹ�ͼ��ȷ�ԡ�
2.3 ����ģ�͵Ĺ���
ͨ����(���俹��)��T(�����¶�)�� (Ӧ������)����֮��Ĺ�ϵ���û���Arrhenius[15]��ϵ�����ı����������������ɷ�Ϊ����3�������
(Ӧ������)����֮��Ĺ�ϵ���û���Arrhenius[15]��ϵ�����ı����������������ɷ�Ϊ����3�������
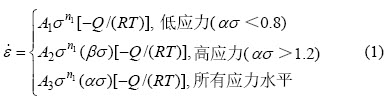
ʽ�У�A1��A2��A3��n��n1�� �ͦ�Ϊ���ϳ�����QΪ�ȱ��μ����ܣ�kJ/mol��RΪĦ�����峣����J/(mol��K)��TΪ����ѧ�¶ȣ�K������=��/n1��ϵ���ڡ����IJ�������������Ӧ��ˮƽ˫��������ʽ��������������������θ�ǿAl-Zn-Mg-Cu�Ͻ�ı������̣���ȡӦ����Ϊ0.2ʱ���������������Ӧ����
�ͦ�Ϊ���ϳ�����QΪ�ȱ��μ����ܣ�kJ/mol��RΪĦ�����峣����J/(mol��K)��TΪ����ѧ�¶ȣ�K������=��/n1��ϵ���ڡ����IJ�������������Ӧ��ˮƽ˫��������ʽ��������������������θ�ǿAl-Zn-Mg-Cu�Ͻ�ı������̣���ȡӦ����Ϊ0.2ʱ���������������Ӧ����
ZENER��[16]���ֿ���һ��Z���������������¶Ⱥ�Ӧ������֮��Ĺ�ϵ(Zener-Hollomon����)��
 (2)
(2)
��2 Ӧ����0.25��Ӧ������1 s-1ʱ������Ӧ�������������
Table 2 Flow stress correction for temperature rising of 1 s-1 when ��=0.25
ͼ7 ��Ӧ�������ȱ��ξ��������������Ӧ��-��Ӧ������
Fig. 7 Corrected true stress-true strain curves with high strain rates
Z�����ۺϷ�ӳ�����ڲ�ͬ���������µ��ȱ�����Ϊ��ͨ��ZԽС���Ϸ�����̬�ٽᾧ�̶�Խ����ʽ(1)��ʽ(2)��֪����Ӧ������Z���������¹�ϵ��
 (3)
(3)
��������ʽ���б��Ρ�������ͨ��������ϼ���ó���������������Ӧ����0.2ʱ�IJ��ϳ��������3��ʾ��
��3 Ӧ����0.2ʱ�IJ��ϳ���
Table 3 Material constants when true strain of 0.2

���������ϳ������봫ͳArrhenius��ϵ�����ı������̣��ó�������θ�ǿAl-Zn-Mg-Cu�Ͻ��ڱ����¶�350~450 �桢Ӧ������1~20 s-1��Χ�ڵı�����������ʽ��ʾ��
 (4)
(4)
ʽ(4)�ɷ�ӳ������θ�ǿAl-Zn-Mg-Cu�Ͻ�ı�����Ϊ����Ϊ���ʵ�����������еIJ�ͬ���������µ����Գ��������ṩ��Ч�����ݡ�
2.4 �ȼӹ�ͼ�Ĺ���
Ϊ���ܹ�����ֱ�۵������������ȼӹ������е��ȼӹ���������β���֮���������ϵ��PRASAD ��[17]���������DMM���ڴ˻����Ϸ�չ���ӹ�ͼ���ۡ�ͨ���������ϵ��ȼӹ�ͼ����ֱ�۷�ӳ��������һ������������Χ�ڵİ�ȫ����ʧ�������Ӷ�Ϊ�����ȼӹ����յ��Ż��ṩ��ѧ�������ݡ�
DMM���۽��ȼӹ���������һ��������������ɢ�壬������ʽ��ʾ��ɢ����P���ɢ��G����ɢЭ��J����֮��Ĺ�ϵ��
 (5)
(5)
ʽ�У� ��ʾ��ЧӦ����Ϊ��ЧӦ�����ʡ��ù��ʺ�ɢ���Ӧ�����ʾ��������֯�ݱ�����ɢ�����������������ı�ֵ������ʽ��ʾ��
��ʾ��ЧӦ����Ϊ��ЧӦ�����ʡ��ù��ʺ�ɢ���Ӧ�����ʾ��������֯�ݱ�����ɢ�����������������ı�ֵ������ʽ��ʾ��
 (6)
(6)
ʽ�У�mΪӦ�������������ӡ�һ����Ϊ�����ʺ�ɢֵ�ǽϸ�ʱ������Ӧ�Ų�������ȼӹ����������� Ϊ����ƽ�棬������ӦӦ�����µĦǵ�ֵ����ͼ��Ϊ���ʺ�ɢͼ��
Ϊ����ƽ�棬������ӦӦ�����µĦǵ�ֵ����ͼ��Ϊ���ʺ�ɢͼ��
Ϊ�˱��⽫������ʧ�ȱ��������мӹ���KUMAR��������ز����ʵ�ԭ���������������������ʧ���оݣ�
 ��0 (7)
��0 (7)
ʽ�У� Ϊʧ�Ȳ�������С����ʱϵͳ������ֲ�������γ�����ʧ�ȣ�����֯�������Ϊ�����ֲ�������������ȼ��д���������Ϊ����ƽ�棬����ijһӦ�����µ�����ʧ������Ϊ����ʧ��ͼ����ͬһӦ�����µĹ��ʺ�ɢͼ������ʧ��ͼ����Ӽ�Ϊ�ȱ��μӹ�ͼ��ͨ���ȼӹ�ͼ��ֱ�۵ط��ֹ��ʺ�ɢ��ֵ�����ж����Ƿ�������ʧ���������ص����Ӷ�����ȷ��ȷ�����ϵ��ȼӹ����ڡ�
Ϊʧ�Ȳ�������С����ʱϵͳ������ֲ�������γ�����ʧ�ȣ�����֯�������Ϊ�����ֲ�������������ȼ��д���������Ϊ����ƽ�棬����ijһӦ�����µ�����ʧ������Ϊ����ʧ��ͼ����ͬһӦ�����µĹ��ʺ�ɢͼ������ʧ��ͼ����Ӽ�Ϊ�ȱ��μӹ�ͼ��ͨ���ȼӹ�ͼ��ֱ�۵ط��ֹ��ʺ�ɢ��ֵ�����ж����Ƿ�������ʧ���������ص����Ӷ�����ȷ��ȷ�����ϵ��ȼӹ����ڡ�
����DMM�������þ���������������������߹���Al-Zn-Mg-Cu�Ͻ��ȼӹ�ͼ��ͼ8��ʾΪ������Ӧ����0.6ʱ���ȼӹ�ͼ��ͼ���õȸ��߱�ʾ���ʺ�ɢֵ�������ϱ�����ֵ��С������Ӱ���ֱ�ʾ����ʧ��������Ӱ��ɫԽ�����ʾ����������ʧ������Խ���Կ���ͼ�д���2���ȼӹ������������������λ��350~370 �桢4~7 s-1�������λ��395~425 �桢14~20 s-1��ͼ�зֲ��Ŵ����������ʧ��������Ҫλ��350~420 ���Ӧ�����ʡ�350~390 ���Ӧ�����ʺ�425~450 ���и�Ӧ�����ʸ���������Ӧ��������ȼӹ�����������������۹۲��������425~450 ���и�Ӧ������������������������صı������ƺͿ�������
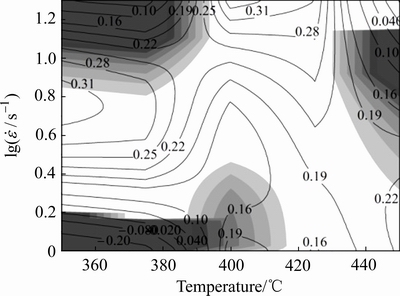
ͼ8 ������θ�ǿAl-Zn-Mg-Cu�Ͻ�Ӧ����0.6ʱ���ȼӹ�ͼ
Fig. 8 Process map of spray forming high strength Al-Zn-Mg-Cu alloy at true strain of 0.6
Ϊֱ�۹۲�Ӧ�������ӵ��µĹ��ʺ�ɢ�仯���ƣ����Ƴ���ͬ���������¹��ʺ�ɢ��Ӧ������ϵ����ͼ9��ʾ����ͼ9(a)��֪����350 �桢1 s-1��350 �桢20 s-1����ʱ����Ӧ�������ӣ�������˵�����γ̶ȵ����ӵ����˺Ͻ�ӹ��Ѷ���������350 �桢5 s-1��350 �桢10 s-1����ʱ���������ߣ�Ӧ������0.6ʱ���ʺ�ɢ��ֵ��0.3����ͼ9(b)��֪����400 �桢20 s-1����ʱ������������ӣ���ʼ�ո���0.3����˵���ñ��β��������ȶ��Ĺ��ʺ�ɢ��ֵ����
Ϊ��֤�ȼӹ�ͼ��ȷ�ԣ������һ������۱�����֯�����ж���ͼ10��ʾΪ��ͬ����������Al-Zn-Mg-Cu�Ͻ������֯��ͼ10(a)��ͼ10(b)�ֱ�Ϊ���ʺ�ɢ��ֵ����ٺ�����ڴ�������֯����ͼ10���Կ�������������֯ԭʼ������ʧ����ϡ�ɼ����绯�ĵڶ��࣬2������������˶�̬�ظ�����ͬʱ�۲���κ������������Կ��ѵ�ʧЧ������ˣ����������ʺϽ����ȱ��μ������������ȼӹ����ڡ�
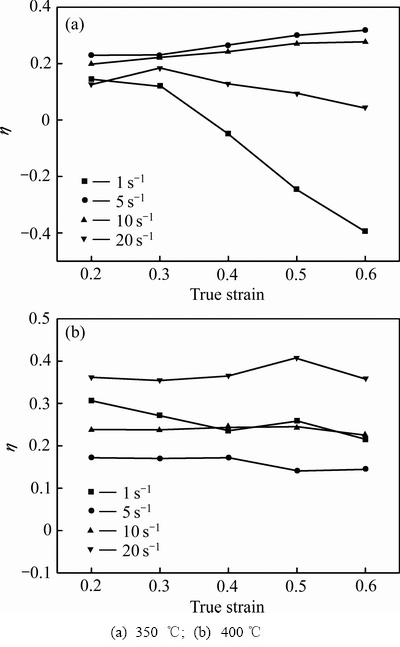
ͼ9 ��ͬ�¶�ʱ��ͬ���������¹��ʺ�ɢֵ��Ӧ������ϵ
Fig. 9 Relationship between �� and true strain at different deformation temperatures and different 
ͼ10 Ӧ����0.6ʱ���ʺ�ɢ��ֵ���������֯
Fig. 10 Typical microstructures in peak power dissipation at true strain of 0.6
ͼ11 ʧ�ȱ�����450 �桢20 s-1������֯
Fig. 11 Microstructures of unstable deformation zone at (450 ��, 20 s-1)
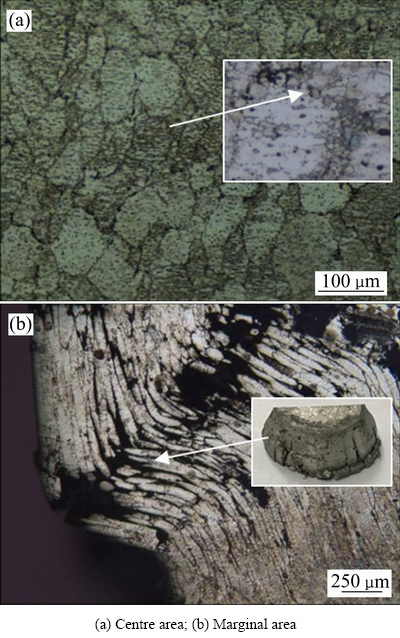
ͼ11(a)��(b)��ʾ�ֱ�Ϊ450 �桢20 s-1���κ������IJ�����ͱ�Ե���������֯��ͼ11(a)���ֲ��Ŵ�ͼ���Կ����ִ�ĵ���״�����;�����Χ�ֲ���ϸС���ٽᾧ���������ǵ��͵������Զ�̬�ٽᾧ��֯�����ڲ����ڱ��ι����У�λ���Ǿ��ȷֲ��γɷ�հ��ڣ��ڽϸ��¶��¹�����ͽǶȾ��磬ͬʱ���ڱ������ʽϴ��γɵİ��ڸ���ϸС���ں���������λ��������С�ǶȾ��紦�ۼ������Ǿ���ȡ���������������ݱ�Ϊ��ǶȾ���Ӷ�����ϸС���ٽᾧ��������ͼ11(b)���Կ������ڸ��ٱ��������£��������ɱ����������֯������������̬�ظ����ٽᾧ����Ȼ����Ϊԭʼ�����쳤����ij���״�������������ij��Ĺ����г����ؾ����ѵ�������ʧЧ����ˣ��������Dz��ʺϽ����ȼӹ���Σ�������ƶ��ȼӹ�����ʱӦע��ܿ�������
3 ����
1) ��ѹ�����������������θ�ǿAl-Zn-Mg-Cu�Ͻ��ڲ�ͬ���������µ��������߾����ֶ�̬�ظ���������
2) �����ڸ�Ӧ�������±���ʱ�����������ľ������������������Ʒ��Բ�ͬ���������µ����������������ϵı��ο�����������ͬ�̶ȵ���ߡ�
3) ����˫��������Arrhenius��ϵ�����˲����ڸ�Ӧ�������±���ʱ�ı���ģ��Ϊ
4) ����DMM������������θ�ǿAl-Zn-Mg-Cu�Ͻ���ȼӹ�ͼ����ϲ�ͬ��������֯������������ι۲������������2�����ȼӹ�����Ϊ350~ 370 �桢4~7 s-1��395~425 �桢14~20 s-1��Ӧ������350~420 �桢1~3 s-1��350~390 �桢7~20 s-1��425~450 �桢2~20 s-1��������ȱ��Σ���ֹ��������ʧ�ȺͿ�������
REFERENCES
[1] ���Ⱦ�, �� ��, �� ��, �� ��, �� ݶ. �������7055���Ͻ������֯����ѧ����[J]. �й���ɫ����ѧ��, 2007, 17(12): 1987-1992.
LI Xian-ju, YANG Jie, ZHANG Hao, ZHANG Jie, ZHANG Di. Microstructure and mechanical properties of 7055 Al alloys by spray forming[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(12): 1987-1992.
[2] �� ��. ��ҵ������������7055���Ͻ����֯�ݱ�����ѧ����[D]. ����: ����������ѧ, 2013: 27-34.
XIA Hao. Microstructure evolution and mechanical properties of industrial level 705 5 aluminum alloy extrusion by spray forming[D]. Lanzhou: Lanzhou University of Technology, 2013: 27-34.
[3] ½��Ƽ. ������γ���ǿ�����Ͻ����Ħ������ͷ��֯�����о�[D]. ��: ���տƼ���ѧ, 2015: 27-28.
LU Zhen-ping. Study on microstructures and properties of spray formed ultra high strength aluminum alloys joint by friction stir welding[D]. Zhenjiang: Jiangsu University of Science and Technology, 2015: 27-68.
[4] �� ��. ����ǿ���Ͻ�Al-12Zn-2.4Mg-1.2Cu�ȱ������Լ�Ӧ���о�[D]. ̫ԭ: �б���ѧ, 2016: 93-119.
CHEN Gang. Study on thermal deformation characteristics and application of the Al-12Zn-2.4Mg-1.2Cu ultra high strength aluminum alloy[D]. Taiyuan: North University of China, 2016: 93-119.
[5] SON K T, KIM M H, KIM S W, LEE J W, HYUN S K. Evaluation of hot deformation characteristics in modified AA5052 using processing map and activation energy map under deformation heating[J]. Journal of Alloys & Compounds, 2018, 740: 96-108.
[6] LI Peng-wei, LI Hui-zhong, HUANG Lan, LIANG Xiao-peng, ZHU Ze-xiao. Characterization of hot deformation behavior of AA2014 forging aluminum alloy using processing map[J]. Transactions of Nonferrous Metals Society of China, 2017, 27(8): 1677-1688.
[7] �� ��, ����ũ, ֣ ��, �쾧��, �� �, �� ��, �� ��, �� ��. ���ͺ������������ȺϽ�Fe-20Cr-30Ni- 0.6Nb-2Al-Mo�Ķ�̬�ٽᾧ��Ϊ[J]. ���ϵ���, 2017, 31(18): 136-140.
LUO Rui, CHENG Xiao-nong, ZHENG Qi, ZHU Jing-jing, WANG Jiao, LIU Tian, CHEN Guang, YANG Qiao. Dynamic recrystallization behavior of an alumina-forming austenitic alloy Fe-20Cr-30Ni-0.6Nb-2Al-Mo[J]. Materials Review, 2017, 31(18): 136-140.
[8] ����, ���, Ԭ Բ, �� ��, ����ũ. 0Cr17Mn- 17Mo-3NiN�����岻��ֵ��ȱ�����Ϊ���ȼӹ�ͼ[J]. ��е����ѧ��, 2017, 53(22): 74-80.
ZHUO Xiu-xiu, XU Gui-fang, YUAN Yuan, LUO Rui, CHENG Xiao-nong. Hot deformation behavior and processing map of 0Cr17Mn17Mo3NiN austenitic stainless steel[J]. Journal of Mechanical Engineering, 2017, 53(22): 74-80.
[9] PENG Jian, WANG Yong-jian, ZHONG Li-ping, PENG Long-fei, PAN Fu-sheng. Hot deformation behavior of homogenized Al-3.2Mg-0.4Er aluminum alloy[J]. Transactions of Nonferrous Metals Society of China, 2016, 26(4): 945-955.
[10] HADADZADEH A, WELLS M A. Analysis of the hot deformation of ZK60 magnesium alloy[J]. Journal of Magnesium and Alloys, 2017, 5(4): 369-387.
[11] ������. 7075���Ͻ��ȱ��εĶ�̬�ٽᾧ�����о�[D]. �Ϸ�: �Ϸʹ�ҵ��ѧ, 2012: 14-17.
WANG Shao-yang. Research on dynamic recrystallization behavior of 7075 aluminum alloy during hot deformation[D]. Hefei: Hefei University of Technology, 2012: 14-17.
[12] AHADI A, TAHERI A K, TAHERI K K. The effect of deformation heating on restoration and constitutive equation of a wrought equi-atomic NiTi alloy[J]. Journal of Materials Engineering & Performance, 2012, 21(4): 516-523.
[13] PINHEIRO I P, BARBOSA R, CETLIN P R. The relevance of dynamic recrystallization in the hot deformation of IF steel at high strain rates[J]. Materials Science and Engineering A, 2007, 457(1/2): 90-93.
[14] LI L, ZHOU J, DUSZCZYK J. Determination of a constitutive relationship for AZ31B magnesium alloy and validation through comparison between simulated and real extrusion[J]. Journal of Materials Processing Technology, 2006, 172(3): 372-380.
[15] SELLARS C M, MCTEGART W J. On the mechanism of hot deformation[J]. Acta Metallurgica, 1966, 14(9): 1136-1138.
[16] ZENER C, HOLLOMON J H. Effect of strain rate upon plastic flow of steel[J]. Journal of Applied Physics, 1944, 15(1): 22-32.
[17] PRASED Y V R K. Moeling of dynamic material behavior in hot deformation: forging of Ti-242[J]. Metallurgical and Materials Transactions A, 1984, 15(10): 1883-1892.
Plastic deformation behavior of spray formed high-strength Al-Zn-Mg-Cu alloy at high strain rate
YANG Yu-tong1, LUO Rui1, CHENG Xiao-nong1, CHEN Le-li1, GUI Xiang1, WANG Wei1, ZHANG Zhen2, GAO Shi-yuan2
(1. School of Materials Science and Engineering, Jiangsu University, Zhenjiang 212013, China;
2. Jiangsu Haoran Spray Forming Alloy Co., Ltd., Zhenjiang 212009, China)
Abstract: The thermal compression test of extruded spray formed Al-Zn-Mg-Cu high strength aluminum alloy at high strain rate was performed on Gleeble-3500 thermo-mechanical simulator. The high temperature plastic deformation behavior of the material at deformation temperature of 350-450 �� and high strain rate of 1-20 s-1 was systematically studied. Considering the influence of adiabatic heating, the flow stress curve of material was corrected by extrapolation, and the material constitutive model was constructed. The processing maps were constructed based on the dynamic material model, and the microstructure characteristics in different deformation conditions were determined. The results show that the flow stress curves of the alloy exhibit typical dynamic recovery characteristics. With the increase of strain rate, the adiabatic temperature rise becomes more obvious. The processing maps and the microstructure characteristics of different deformation regions show that there are three hazardous processing zones at (350-420 ��, 1-3 s-1), (350-390 ��, 7-20 s-1) and (425-450 ��, 2-20 s-1) which should be avoided to prevent the occurrence of instability and cracking in the hazardous area. There are two safe processing zones, (350-370 ��, 4-7 s-1) and (395-425 ��, 14-20 s-1) which should be selected for hot working.
Key words: spray forming; Al-Zn-Mg-Cu alloy; high strain rate; hot deformation
Foundation item: Project(BE2017127) supported by Jiangsu Province Key Research and Development Program (Industry Prospects and Common Key Technologies), China
Received date: 2018-05-30; Accepted date: 2018-08-27
Corresponding author: LUO Rui; Tel: +86-18796000354; E-mail: luoruiweiyi@163.com
(�༭ ������)
������Ŀ������ʡ�ص��з��ƻ�(��ҵǰհ�빲�Թؼ�����)( BE2017127)
�ո����ڣ�2018-05-30�������ڣ�2018-08-27
ͨ�����ߣ��� ��ʦ����ʿ���绰��18796000354��E-mail��luoruiweiyi @163.com
ժ Ҫ������Gleeble-3500������ģ��������Լ�ѹ̬�������Al-Zn-Mg-Cuϵ��ǿ���Ͻ���и�Ӧ�������µ���ѹ�����飬ϵͳ�о��˲����ڱ����¶�350~450 �棬��Ӧ������1~20 s-1�����µĸ������Ա�����Ϊ�����Ǿ�����������Ӱ�죬�������Ʒ��������ϵ�����Ӧ�����ߣ��Դ˹������ϱ���ģ�ͣ����ڶ�̬����ģ��(dynamic materials model,DMM)�������ϵ��ȼӹ�ͼ����ȷ����ͬ�������������ڵ�����֯����������������úϽ�����Ӧ�����߳��ֵ��͵Ķ�̬�ظ�����������Ӧ�����ʵ����߾������������������ԣ������ȼӹ�ͼ�Ͳ�ͬ����������֯�����������úϽ����3��Σ�ռӹ�����ֱ�Ϊ350~420 �桢1~3 s-1��350~390 �桢7~20 s-1��425~450 �桢2~20 s-1��Ӧ������Σ������ӹ�����ֹ����ʧ�ȺͿ���������2����ȫ�ӹ�����350~370 �桢4~7 s-1��395~425 �桢14~20 s-1��Ӧ����ѡ���ڸ��ȼӹ�������������ȼӹ���
[2] �� ��. ��ҵ������������7055���Ͻ����֯�ݱ�����ѧ����[D]. ����: ����������ѧ, 2013: 27-34.
[3] ½��Ƽ. ������γ���ǿ�����Ͻ����Ħ������ͷ��֯�����о�[D]. ��: ���տƼ���ѧ, 2015: 27-28.
[4] �� ��. ����ǿ���Ͻ�Al-12Zn-2.4Mg-1.2Cu�ȱ������Լ�Ӧ���о�[D]. ̫ԭ: �б���ѧ, 2016: 93-119.
[11] ������. 7075���Ͻ��ȱ��εĶ�̬�ٽᾧ�����о�[D]. �Ϸ�: �Ϸʹ�ҵ��ѧ, 2012: 14-17.
