
������ʱ��: 2016-07-11 13:34
���ƶ�������β���������ꡢϡ����өʯ�ۺϻ����о�
�����Ƽ���ѧ��ľ�뻷������ѧԺ������ɽ��Ч�����밲ȫ�������ص�ʵ����
ժ Ҫ��
���ƶ�������ϡ��β������Ҫ�мۿ���Ϊ����������̼�����ʯ��өʯ��������������TFe (ȫ��) ��REO (ϡ��������) ��Nb2O5��CaF2���� (��������) �ֱ�Լ�ﵽ27.67%, 6.02%, 0.16%, 24.63%���м����Ƕ������ϸ, �м�����֮���Լ�����ʯ�����Ƕ���������ӡ�����β��Ŀ���ѧ����, ��������ϡ��������өʯǿ��ѡ-ϡ����өʯ�ֱ�ѡ��ѡ-������ԭ����-����ѡ���ն�����ϡ�������өʯ4����ֽ����ۺϻ���, �������������еĸ����ղ��������Ż�, �����ܹ��ֱ�õ�4�־����Ʒ��TFe, REO, Nb2O5��CaF2�Ļ����ʷֱ�Ϊ80.04%, 36.91%, 49.82%��75.67%���� (TFe) ��ϡ�� (REO) ���� (Nb2O5) ��өʯ (CaF2) ��Ʒλ�ֱ�ﵽ74.79%, 30.12%, 0.2410%��80.08%��
�ؼ��ʣ�
��ͼ����ţ� TD926.4
����飺���� (1986-) , ��, ɽ���ൺ��, ��ʿ�о���, �о�����:����ۺ�����;E-mail:zhangyue1723@gmail.com;;�ֺ�, ����;�绰:010-62333603;E-mail:linhai@ces.ustb.edu.cn;
�ո����ڣ�2016-01-14
�������ҿƼ��������о���չ�ƻ���Ŀ (863�ƻ�) (2012AA062402) ����;
Comprehensive Recovery of Iron, Niobium, Rare Earth and Fluorite in Bayan Obo Tailings
Zhang Yue Lin Hai Dong Yingbo Xu Xiaofang Wang Xin Gao Yuejiao
Key Laboratory of High-Efficient Mining and Safety of Metal Mines, Ministry of Education, School of Civil and Environmental Engineering, University of Science and Technology Beijing
Abstract��
The main valuable minerals of Bayan Obo tailings were magnetite, hematite, bastnaesite, monazite, fluorite and small amounts of niobium bearing minerals. The content (mass fraction) of TFe (total Fe) , rare earth oxides (REO) , CaF2 and Nb2O5 were27. 67%, 4. 86%, 26. 43% and 0. 16% respectively. The valuable minerals were finely disseminated with gangue and other valuable minerals. Based on the mineralogy study results, a comprehensive recovery flowsheet was developed. Iron, rare earth, niobium and fluorite were separated using magnetic separation, rare earth and fluorite were refined by flotation, and the separation of iron and niobium was conducted by roasting-magnetic separation technology. The processing parameters were also optimized. Finally, four concentrates could be obtained. The recovery rates of TFe, REO, Nb2O5 and CaF2 were 80. 04%, 36. 91%, 49. 82%, 75. 67%, respectively. The grades of iron (TFe) , rare earth (REO) , niobium (Nb2O5) and fluorite (CaF2) concentrate were 74. 79%, 30. 12%, 0. 2410% and 80. 08%, respectively.
Keyword��
tailings; Bayan Obo; comprehensive recovery;
Received�� 2016-01-14
���ƶ�����������-ϡ��-������������������̽��������ϡ����[1]����ϡ����������ռȫ��������һ������[2]�������ҹ��߿Ƽ���ҵ�ķ�չ, ��ϡ����Դ������Խ��Խ��, ��ͷ������ (����) ���괦�������ѳ���1000��֡�����������Ǵ���β����ŷš���β����жѴ��β���ѳ���15�ڶ�, ���д����ķ�ˮ[3,4,5]������, �Կ�ɽͶ������, ����Ҫ�������������һ������ʯ����, ϡ�����ۺϻ����ʽ�ΪԼ10%��������ϡ�����ﱻ������β���С�β�����ϡ�������� (REO) ��ƽ��Ʒλ�Ѿ�������6%~8%, �⼸������ѡ��ʯ��REOƷλ�൱, �����Ը�[6,7]����������, ���ƶ�������β���л����д���������������ؾ�ʯ��өʯ���мۿ���[8,9], ��˶��ڸ�β���м���ֵ��ۺ����þ��о�ľ��ü�ֵ�����Ч�档
������, ���ڰ��ƶ�������ϡ��β���������һЩ����[10,11,12]������Щ�о�����������ܹ�����ijһ�����, ������β������������ɱ���ؽ�����һ������, �γ�����Դ����һ���˷ѡ�
���о��ڳ�ֿ��Dz�ͬ����������ѧ���ʲ���Ļ�����, ����ѡ����ѡ�����յ�ѡ���ֶ��л��Ľ������, ͨ��һ����������, ͬʱ���հ��ƶ���β���е������ꡢϡ����өʯ4���м���֡�
1 ʵ��
1.1 ����
ʵ�����ð���ϡ��β��Ϊ���ۺ�β��, ���а�����������ѡβ��, ����������ѡβ��, ϡ��ѡ����̵ĸ�ѡβ��ȡ��ֱ���2012, 2013��ȡ����β�����, ÿ��ȡ��Լ500 kg, �������ɼ�����, ���Ⱦ���Լ2~3 d��Ȼ���, Ȼ�����öԹ����������, ɸ�ֺ�õ�2 mm���¿���, ����������3��, ���ø���������ֳ�ÿ��300 g��С��, װ�����á�
1.1.1 ������ɼ���ѧ�ɷ�
����Ulitma-IV��X���߷۾������� (XRD) �Կ�������XRD����, ����XRDͼ����ͼ1��ʾ��
��ͼ1���Կ���, ��Ʒ�к����ϴ�Ŀ�����өʯ��������ʯӢ, �Լ������ķ�̼�������өʯ��ʯӢ���ͼ���, �ᾧ�̶ȽϺá���������ͷ�̼�������Ͽ�, �ɴ��ƶ��侧����ϸ����һ���ľ�������仯��
��Ͽ���������ɨ��羵������ȷ������Ʒ�Ŀ�����ɼ����� (��1) ���ɱ�1���п������ಢ����京�����Կ���, ϡ��β�����л��ռ�ֵ����Ҫ����д���������өʯ��ϡ������ (��ҪΪ��̼���Ͷ���ʯ) �Լ�����������������������ҪΪ������ͳ�����, �Һ����ϸ�, ����, �ں���Լ10%����ͨ��ʯ��Ҳ��һ�������Թ�������ʽ���ڡ�ϡ��������ҪΪ��̼���Ͷ���ʯ, �Ҵ��µ����ֲ�, �����ҹ�����ȫ����ϡ����ɽ�н�Ϊ�ټ�;өʯ�����ϴ�, ����Ҫ�뺣������ƫ���Ի������뺬����Һ��������й�[13];����ﺬ���ϵ�, ��ҪΪ�������ʯ����������ʯ������ʯ������Ҫ�з���ʯ������ʯ��̼���ο����ͨ��ʯ��ʯӢ�ȹ����ο����Լ������ķ���ʯ�ȡ�
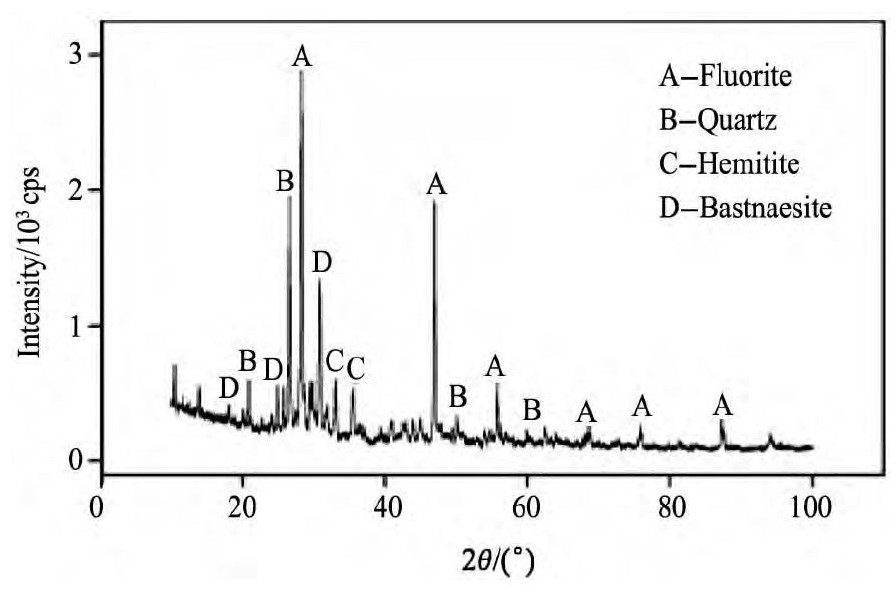
ͼ1 ���ƶ���β��XRDͼ��Fig.1 XRD result of Bayan Obo tailings sample
��1 ���ƶ���β��������Table 1Mineral composition of Bayan Obo tailings (%, mass fraction) ����ԭͼ
��1 ���ƶ���β��������Table 1Mineral composition of Bayan Obo tailings (%, mass fraction)
���õ����ϵ��������Դ (ICP) ԭ��ӫ�������ϡ��β��������л�ѧ��ɷ���, �������ڱ�2��
����Ԫ�ط����������Ͽ��ﺬ���������Կ���, ʱ��һ����ȡ������������ѧ�ɷֻ�����ͬ������β�����������ϸ�, Fe2O3�����ɴ�27.67%~28.94%, �ۺ�TFeԼ20%, ���нϸߵĻ��ռ�ֵ, ����������������е����ɲ�������ѡ��ǿ��ѡ�ֶλ���, ��������������е�����ֻ�����û�ԭ���յȷ����ı��丳��״̬���л���;���, ϡ�������ﺬ�������ϸ�, REE2O3 (Nd2O3%+Pr2O3+Ce O2+Th O2+Y2O3+La2O3) �ɴ�5.96%~5.97%, ���ͷϡ��������˾����ѡԭ��Ʒλ (Լ7%~8%) ����;Nb2O5ƷλҲ�ﵽ��0.16%, �ﵽ���ҹ������Ĺ�ҵƷλ��, ����һ���Ļ��ռ�ֵ�����F�����ﵽ5.90%~8.92%, ����Ҫ��өʯ (Ca F2) ��������̼��� (Ce CO3F) �ṩ, Ҳ֤����өʯ�ĺ����ϸ�, ����һ���Ļ��ռ�ֵ��
��2 ���ƶ���β��ѧ���Table 2 Chemical composition of Bayan Obo tailings (%, mass fraction) ����ԭͼ
��2 ���ƶ���β��ѧ���Table 2 Chemical composition of Bayan Obo tailings (%, mass fraction)
1.1.2 ��Ҫ����Ƕ������
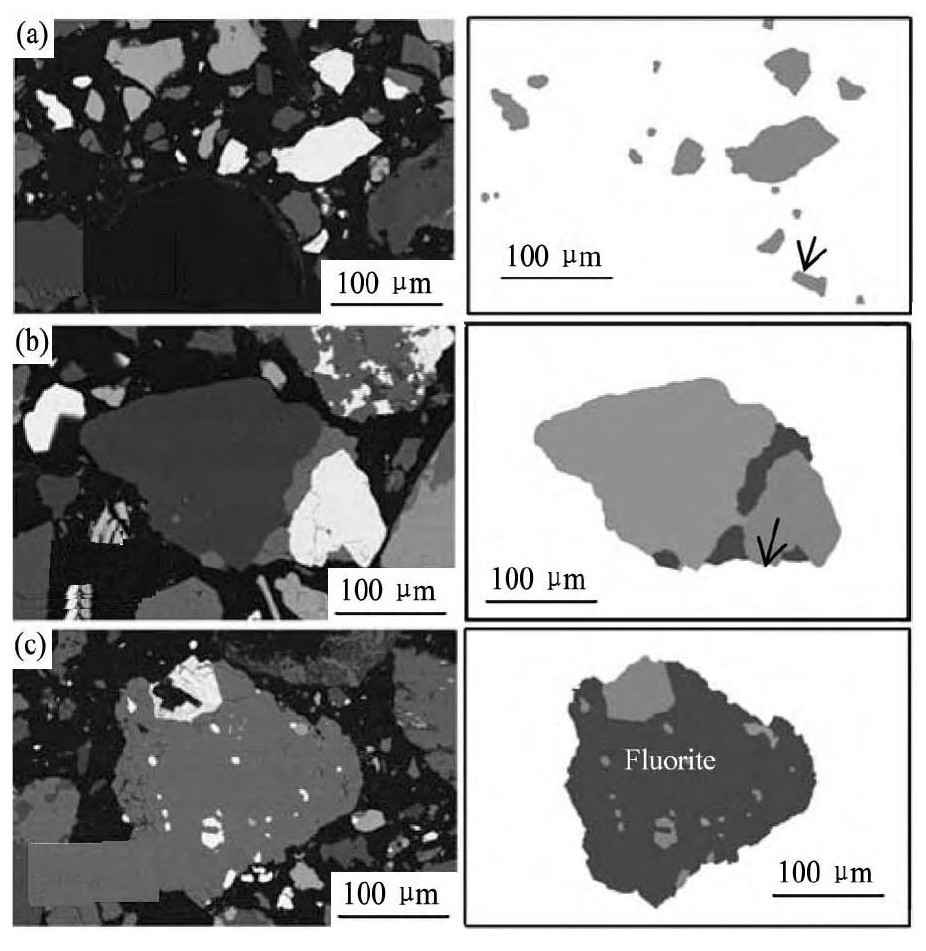
��������Ϊ1.54�ı�������֬���������ۺ�β��ⱡƬ��Ʒ, ���ڲ�˾4500P�Ϳ��������½��з���/����ƫ��۲�, ���Cambridge Instruments 360-P��ɨ��������� (SEM) ���п����������, �õ�����ϡ���ۺ�β������Ҫ�м۳ɷֵĸ���״̬�Ϳ���Ƕ��������
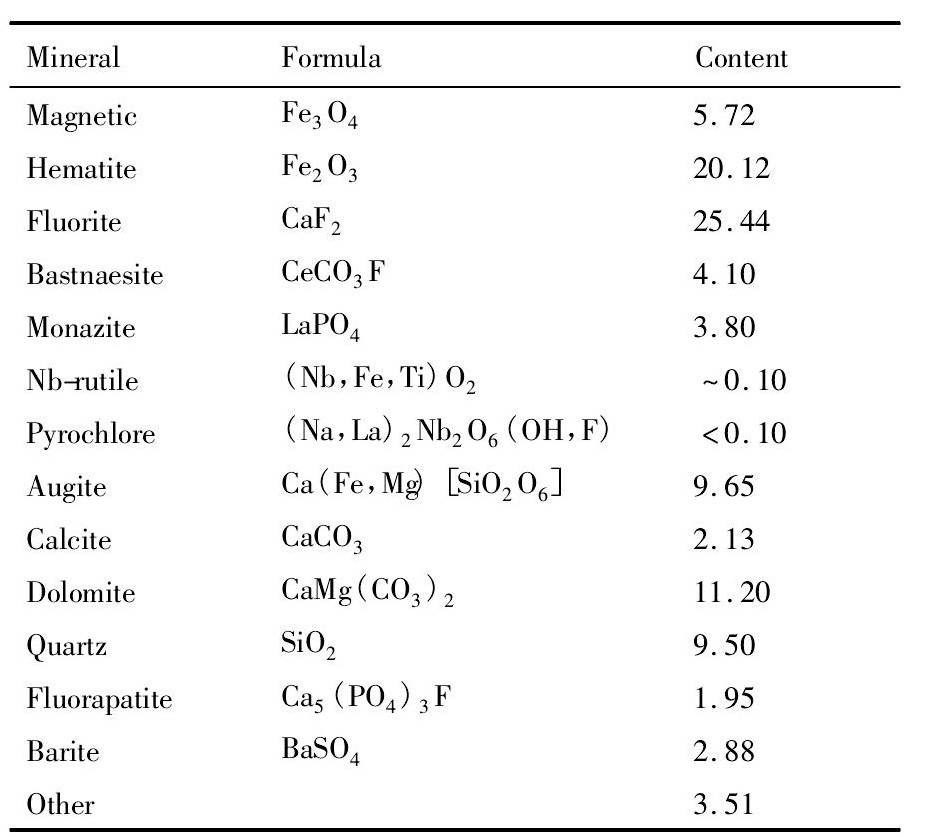
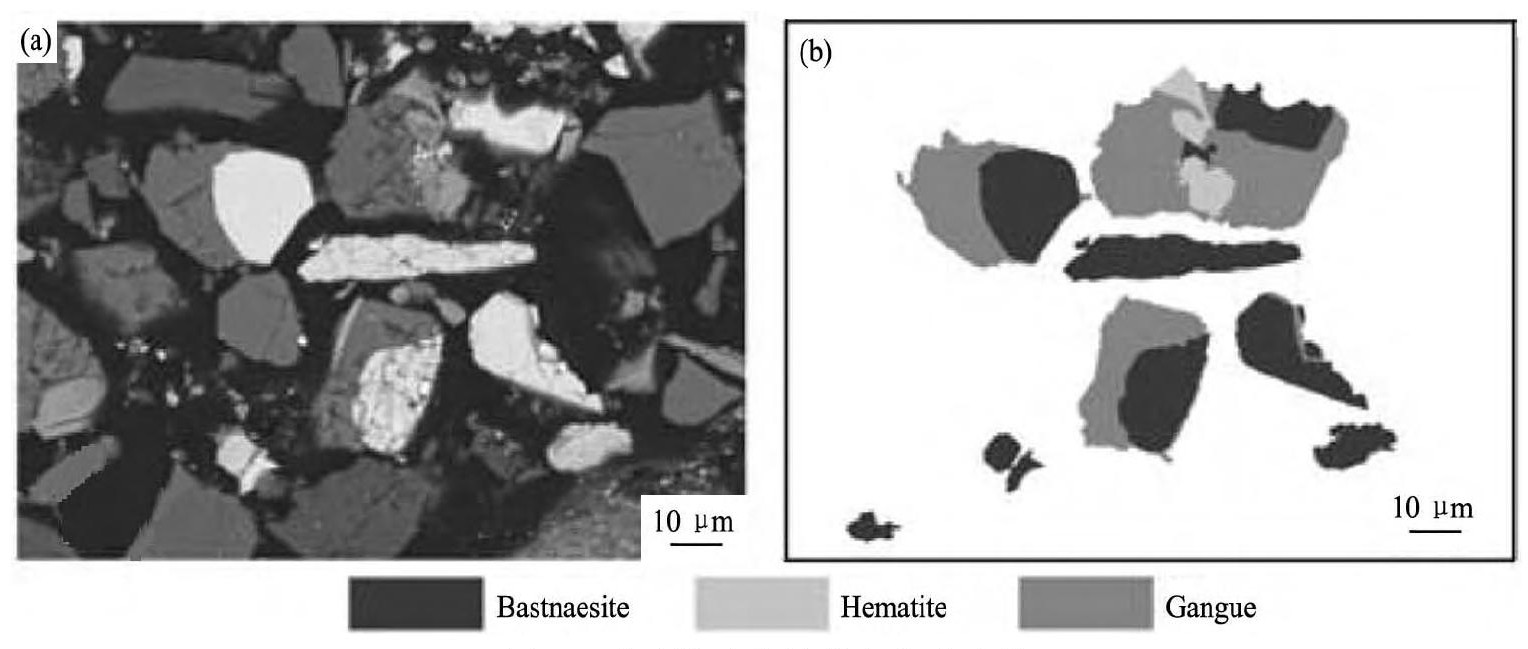
���ﺬ����������ϡ��β���е���Ԫ����Ҫ�Դ�����ͳ�������ʽ�ֲ�, �����ֿ��ﺬ��֮��ռȫ�������Լ25%, ���е���Ԫ��ռȫ����Ԫ�غ�����70%����, ʣ���������Ҫ�����ڽ��ѻ��յĹ����ο��� (��ҪΪ��ͨ��ʯ) �С�ͨ��ƫ��������SEM���Կ������������γ̶ȽϺ�, �ֿ���Ҳ��Խ϶�, һ��Ƕ������Ϊ20~200��m, ����өʯ�������ڹ��� (ͼ2 (a) ) ��
�����������״�ϴ������С, �Ҷ�Ϊ��������״, ͨ��������20~100��m, ������Ⱦ״��ʽ��өʯ����ʯ�ȷǽ����������� (ͼ2 (b) ) ������������ʽ����˺��г����������������ıȴŻ�ϵ��, ʹ�����ڴ�ѡ���̼����ýϸߴų�Ҳ���Ի��ա���ϸ����Ⱦ״������������Ҳ��ĥ���������˽ϴ����ѡ�
өʯ��ƫ�⾵�³�����ɫ, Ƕ�����ȷֲ��Ͽ�, ��5~200��m���зֲ���ϸ������өʯ�������Ҫ���Զ����������ϡ����������өʯ�������̼���ȳ����ڡ���Ⱦ״���� (ͼ2 (a~c) ) �������������������ϸ��״�������ڴ�ѡ������, �������������өʯ�����������ױ�����ѡ����, �������������өʯ�������������ǿ��ѡ�ľ�����, һ���潵���������Ʒλ, ��һ����ҲӰ��өʯ�ڴ�ѡβ���еĻ����ʡ�
ͼ2 ��������өʯǶ��������SEMͼ��Fig.2 SEM images of iron ores and fluorite embedded features
(a) Coarse magnetite grain associate with fluorite; (b) Fine hematite associate with gangue minerals existing as micro inclu-sion; (c) Fluorite associate with bastanesite
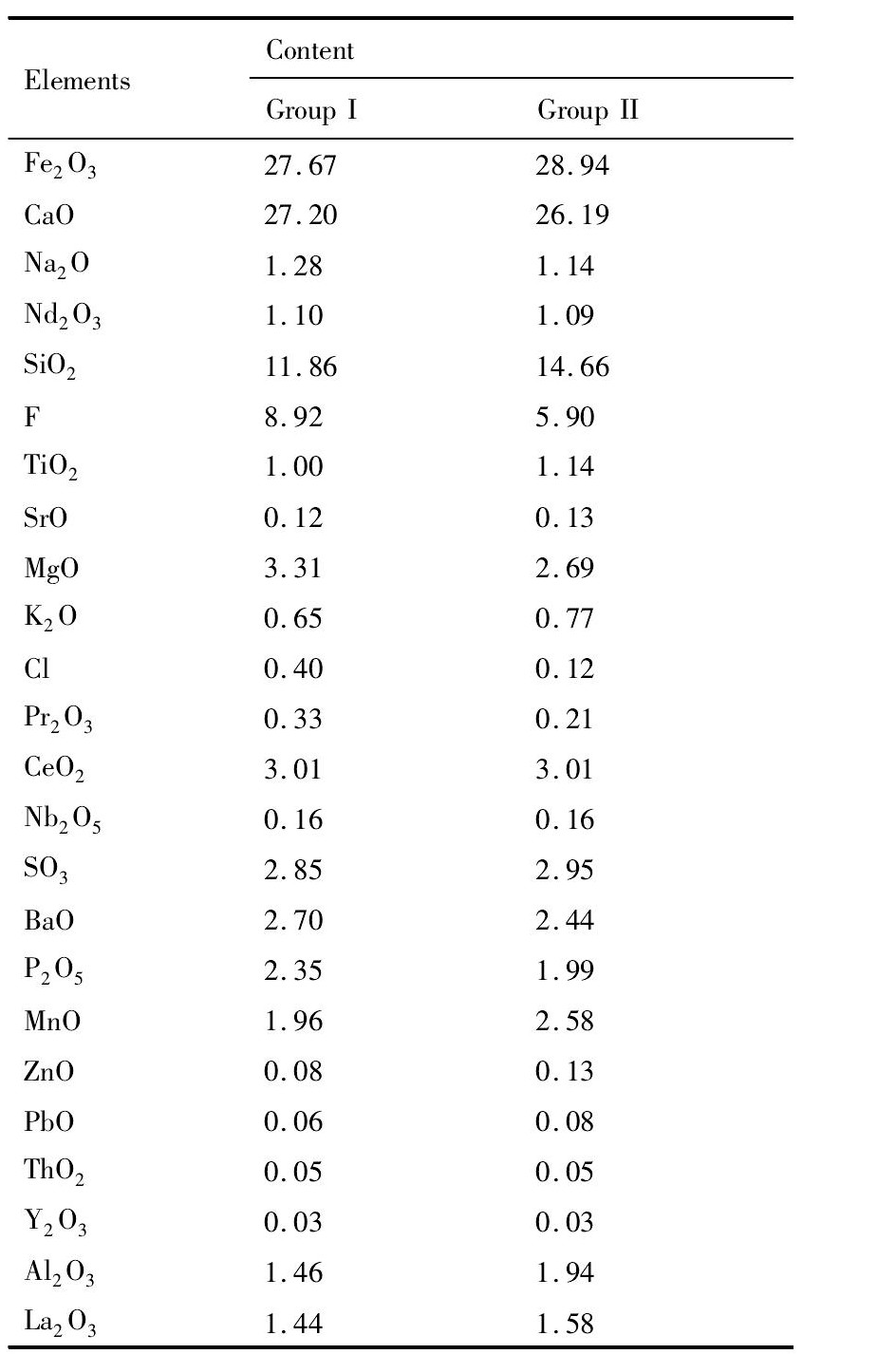
ϡ��β���е�ϡ��������ҪΪ��̼���Ͷ���ʯ, ��̼��ƿ�Ҳ�����ֲ���Լ��30%��ϡ�������Ե������ʽ���� (ͼ3 (a) ) , ����Ľ����Ϊ��״����Բ״, ��Ҫ�ֲ���5~50��m��ϸ�����С���ϡ�������������ڹ�������ʽ��өʯ��ʯӢ�ȿ����γ������� (ͼ3 (b) ) ��
�����Լ10%��ϡ�������ԿDz��͡���������ʽ��өʯ��ʯӢ����ͨ��ʯ����ʯ���ﹹ�������� (ͼ3 (c) ) ��������ʽ��ϡ��������״�����ȷֲ��Ͽ�, 5~100��m���зֲ�����������Ƕ�����ε�ϡ������, ����ĥ��-0.03��mȫ��ͨ��Ҳ����ʵ�ֵ������, �����10%��ϡ��������ѻ��ա�
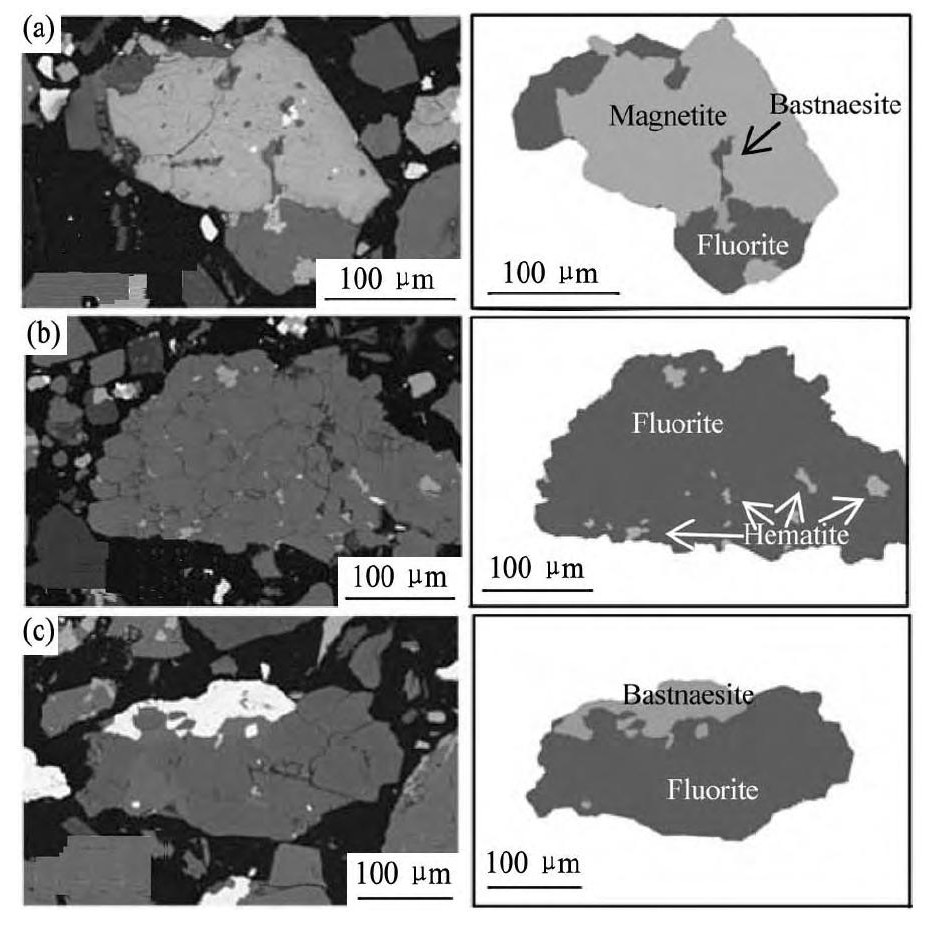
ϡ��β���еĺ��������ҪΪ�������ʯ����������ʯ����ʯ��������ﺬ���ϵ�, ��ΪԼ0.1%�������������Բ�������״��ϸ��������ʽ���� (ͼ4) , ���ȶ�Ϊ5~50��m��������ٲ�����өʯ��������������������ڹ���, ��Щ���������ȷ�Χ�ϴ�, 20~200��m���зֲ���
1.2 ���鷽��
ͨ���Ը����мۿ���ȴŻ�ϵ���ķ���, �ɽ��мۿ����Ϊ3��: (1) �����Կ���, ��ҪΪ������; (2) ˳���Կ���, ��Ҫ��������������̼�����ʯ���������ʯ��; (3) �����Կ���, ��ҪΪөʯ, ����, ��ʯ����Ҳ���ڷ����Կ���ڽ���ȽϺõ������, �����Կ������������ѡʵ����ȫ����, �����Կ�����Ը�����һ����ǿ��ǿ��ѡ���Բ�Ʒ��, �������Կ������ڻ��������д���, ��ǿ��ѡ�����н���������Ǵ��Բ�Ʒ�С��ɴ��ƶ�������ѡ������ǿ��ѡ������ϡ��������өʯ�ֿ����ٸ������ø�ѡ�����ԭ�������̡�ԭ��������ͼ��ͼ5��ʾ��
ͼ3 ϡ������Ƕ��������SEMͼ��Fig.3SEM images of liberated rare earth minerals particles and rare earth minerals associations
(a) Unlocked bastnaesite particles; (b) Bastnaesite associated with fluorite and quartz; (c) Monazite associated with fluorite and hematite
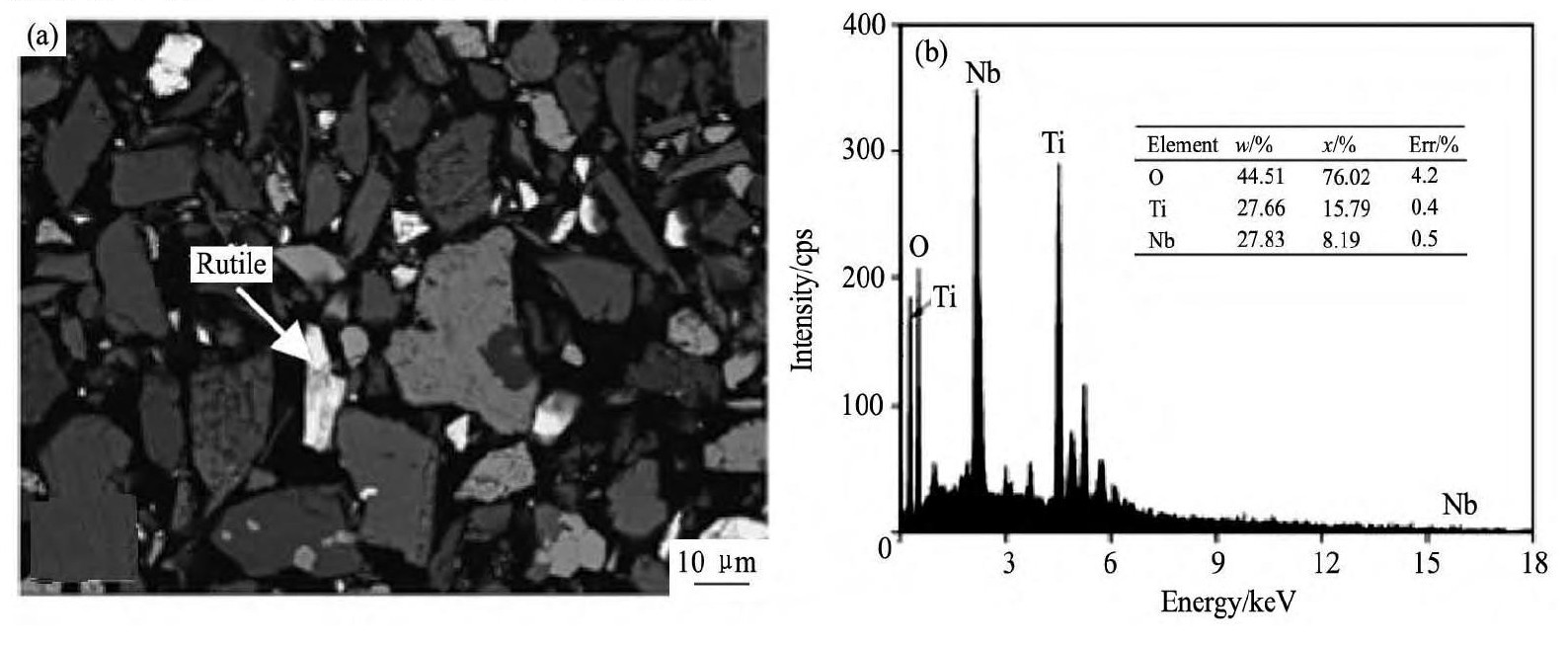
ͼ4 β���е�����ʯSEMͼ����EDS����Fig.4 SEM image (a) and EDS spectrum (b) of Nb-rutile
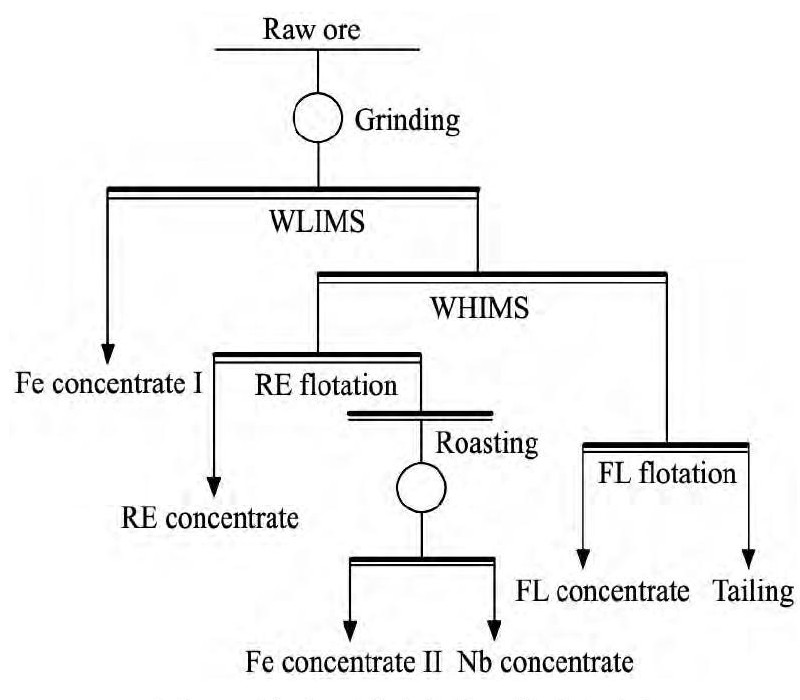
ͼ5 �ۺϻ���ԭ��������ͼFig.5 Comprehensive recovery basic flowsheet
2 ���������
2.1 ǿ��ѡ��������
2.1.1 ���ȶԸ��м���ַ�ѡָ���Ӱ��
����XMB-200��200ʪʽ��ĥ��ÿ�ζ�300 g��������ĥ��, ĥ��ʱ��ֱ�Ϊ5, 10, 15, 25, 45 min, ��ĥ���Ʒ�ֱ�ⶨ��-0.037 mm����, �Ա�����ĥϸ�ȡ�����ĥ���Ʒ���Ⱦ���0.145 T������ѡ, ��ѡβ�����RK/CSQ-50��70ǿ��ѡ��, ��1.8 T�ij�ǿ�½��з�ѡ, ��ǿ�ž����вⶨ�����ꡢϡ������, ǿ��β���вⶨөʯ����, ����ָ������ͼ6��
��ͼ6��ʾǿ��ѡ��Ʒָ����Կ���:����������, ������������ĥϸ�ȵı�ϸ������, ��ĥϸ��Ϊ-0.037 mmռ87.1%�ﵽ���ֵ75.83%, ����������ĥϸ��, ��������������͡�ǿ�ž����е���Ʒλ������ĥϸ�ȵ����ʼ�ճ���������, ��-0.037 mm�����ﵽ90%��仯����, Ʒλ�ﵽ21%���ҡ�����ϡ������, REO����������ĥϸ�ȵ��������½�����, ��-0.037 mm%ռ87.1%�����ֹյ�, ��ǰ�仯���ƽ�Ϊ����, ������ĥϸ, �����������½�, ��REOƷλ��ϸ�ȱ仯������, ��-0.037 mmռ87.1%�ﵽ���, Ϊ7.62%�����������, ������ʺ�Ʒλ�ı仯������ϡ�������Ϊ����, Nb2O5�����������ȱ�ϸ������, ��Ʒλȴ��ϸ�ȱ仯�����С���3�������Կ����������ĥϸ�ȱ�ϸ�����ʽ��͵ı���, ���������Ҫ����������С�ڴų��ʹ���������, �Ӷ��ȴŻ�ϵ����С����, ��һ����Ҳ�����ȱ仯�йء�������өʯ, ����ֳ�������3�ֿ�������Ļ�����-��������, өʯ�Ļ�����������ѡ���ȵı�ϸʼ�ճ���������, ��Ʒλ����-0.074mm��������80%����������½�����Ҳ�����ڸ����ϸ�����������ڴ��Ժ�������������β�����¡��ۺϿ���������ֵĻ�����ָ��, ȷ������Ϊ-0.037 mmռ87%ʱΪ��Ѵ�ѡϸ�ȡ�
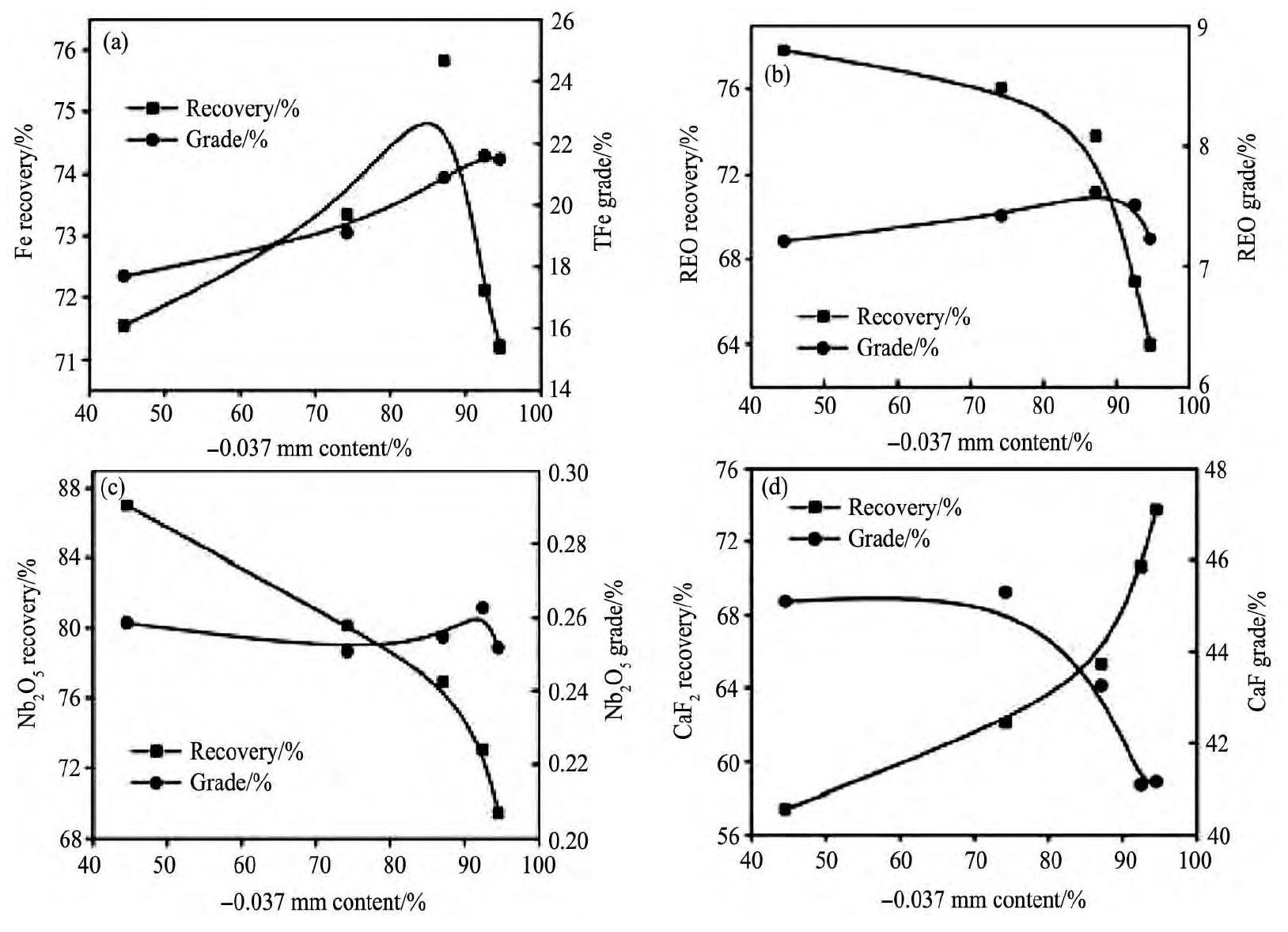
ͼ6 ǿ��ѡ��Ʒָ����ĥϸ�ȵı仯����Fig.6 Particle size-products recovery/grade curves of high intensity magnetic separation
(a) Iron; (b) Rare earth minerals; (c) Niobium minerals; (d) Fluorite
2.1.2 �ų�ǿ�ȶ��м���ַ�ѡָ���Ӱ��
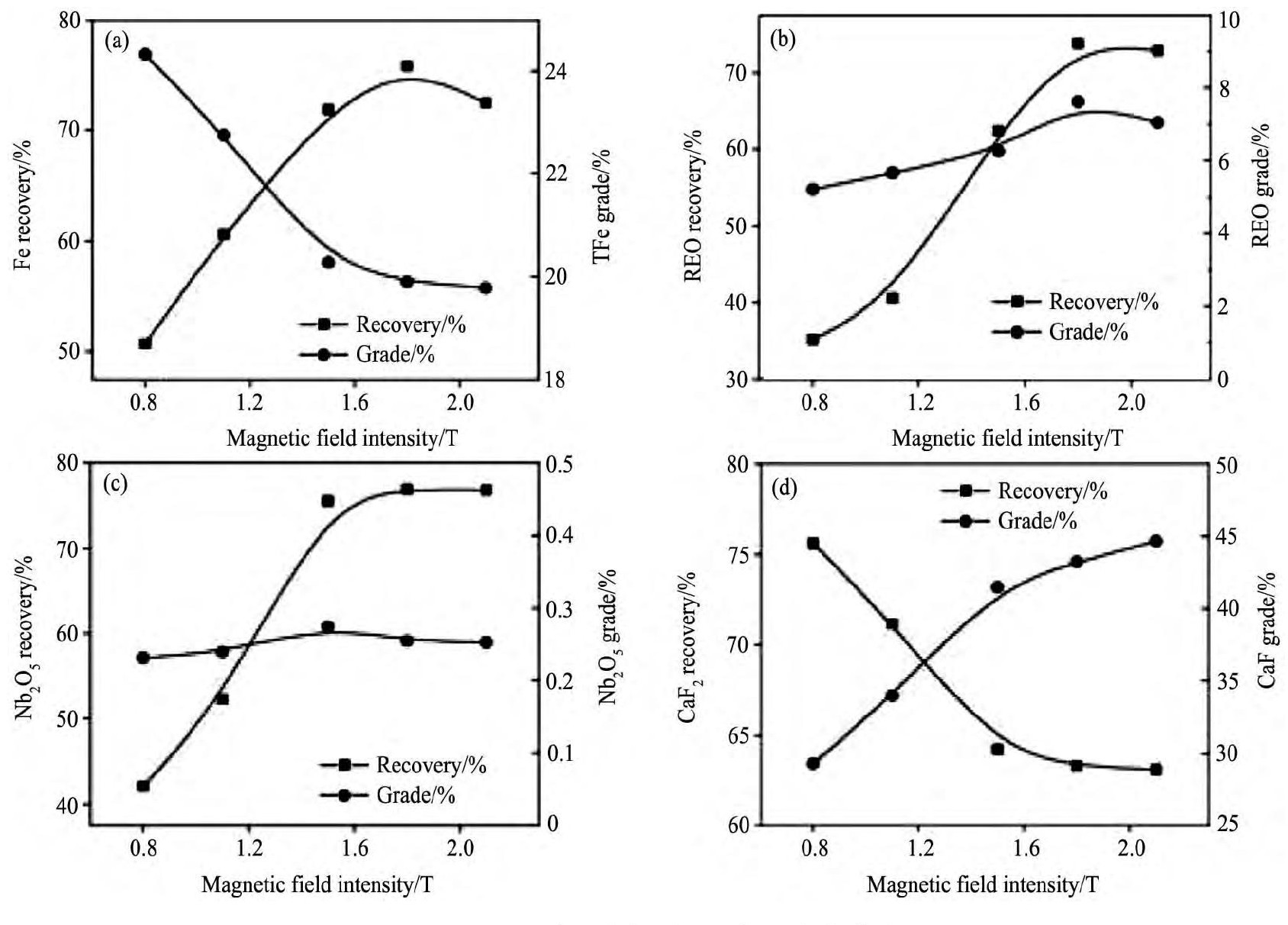
������β��Ϊ��ѡԭ��, ����RK/CSQ-50��70ʪʽǿ��ѡ������ǿ��ѡ, �ų�ǿ�ȷֱ�Ϊ0.8, 1.1, 1.5, 1.8, 2.1 T, �������ָ����ͼ7��
��ͼ7���Կ���:����������, ���Ŵų�ǿ�ȵ�����, �������ʳ�������.��, ��1.8 T�ﵽ��ߵ�75.83%, Ȼ�������͡���������1.8 T�ij�ǿ�Ѿ����������д��������御�����յ�ǿ�ž�������, �����ų�ǿ������, ���˴��Ե������, ����Ĵ����������ܴų���Ҳ����ʹ���������ݰ��ϴӶ������ѡ����, ������Ʒλ�Ľ���;ϡ���������Ļ�������������������, ����1.6~1.8 T�����ֹյ㲢֮�����ƽ̨��, �γ�ԭ��Ҳ��������Ĵ�����ͬ����Ʒλ����������ѡ��ǿ����������������, ������Ϊ��Ȼ��ǿ����ʹ�ø���ϡ�����������������˴�ѡ����, ����Щ��������ϡ������ĺ�����Զ����ԭ����ϡ�������Ʒλ (ͼ8) , Ҳ������ʯ�����ѡ����ı���, �ʶ�������Ľ��벻��û�н��ʹ�ѡ������ϡ�������Ʒλ, ������������ѡ��Ч����
����өʯ, ���Ŵų�ǿ�ȵ�����, �������һֱ���½�����, �������ڴ���өʯ����Կ������������ǿ�ų��±�ѡ��ǿ�ž�������, �������������ֲ���������өʯ, ���д�������ʯ-���Կ���������, ��Щ����������ѡ�����Ҳʹ�ô�ѡβ����өʯ��Ʒλ����������
�ۺϿ���4����ֵĻ�����ָ��, ȷ��1.8 TΪ����ۺϻ��մ�ѡ��ǿ��
2.2 ϡ����ѡ��������
ǿ��ѡ����õĴ�ѡ����, ��Ϊϡ����ѡ��ԭ�ϡ�H205�ǰ�ͷ���������������Ƶ�һ��������ಶ�ռ�, ��ϡ��������нϺõ�ѡ����, ��20����90�������һֱ��Ϊ���ָ�ѡϡ������Ҫ���ռ�, �����ص��Dz����Բ�ǿ, ͨ����Ҫ�����Ի��Խ�ǿ�ı�����Լ���2���͵ȡ���������H205Ϊ�����ռ�, ������HD43 (֬������) , ��ˮ�����͵���Ϊ���Ƽ�������ʯ�����������ȿ���ֱ������̼��������������������ˮ�������������ռ���������, ����ַ�ѡָ��ʾ��ͼ9��
ͼ7 ǿ��ѡ��Ʒָ�����ѡ��ǿ�仯����Fig.7 Magnetic field intensity-products recovery/grade curves of high intensity magnetic separation
(a) Iron; (b) Rare earth minerals; (c) Niobium minerals; (d) Fluorite
ͼ8 ��ѡ�����е�ϡ����������Fig.8 High RE grade particles in magnetic separation concentrate
(a) Original SEM image; (b) Processed SEM image
��ͼ9���Կ���, ϡ���Ļ�������̼���ơ����ۺ�ˮ�������������Ӿ��������������½�������, ��������REOƷλ�仯�������Ų��ռ�����������, ϡ����������80~200 g��t-1���ֽϿ�������, ֮��仯����ƽ��, ƷλҲ���н��͡����յó���ǿ�ž���Ϊԭ�ϸ�ѡϡ������ѹ��ղ���Ϊ:ǿ��β���ۺϻ��շ���ϡ�������������Ѵ�ѡ��ѡ���ղ���Ϊ:ĥ��ϸ��-0.037 mmռ95%����ѡŨ��Ϊ40%����ѡ�¶�30�桢̼��������2000 g��t-1����������1600 g��t-1��ˮ��������Ϊ500 g��t-1, ���ռ�H205����Ϊ250 g��t-1, HD43����Ϊ200 g��t-1��
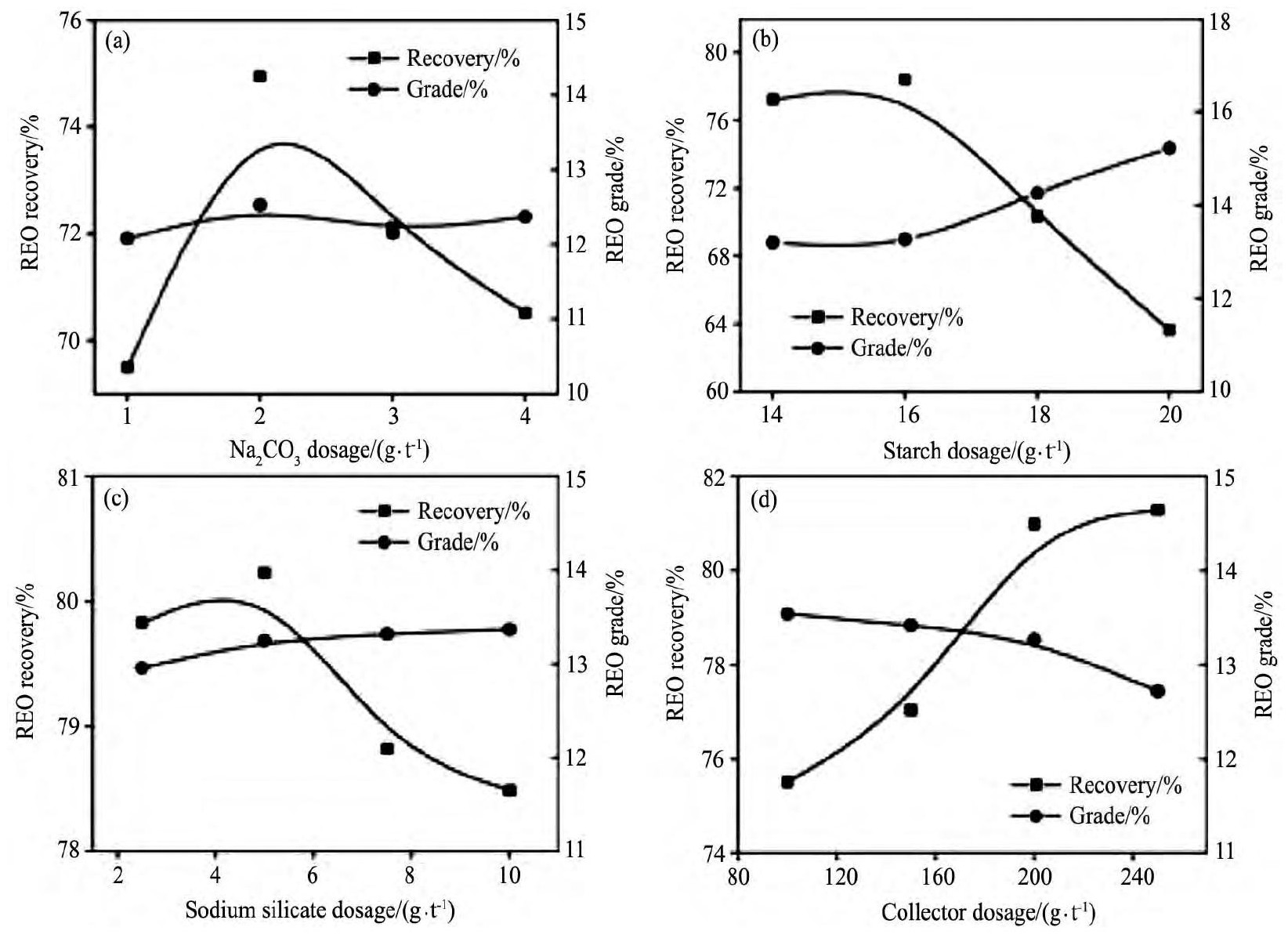
ͼ9 ϡ����ѡ�Ż�������Fig.9 Optimization test results of rare earth flotation
(a) Na2CO3dosage; (b) Starch dosage; (c) Sodium silicate dosage; (d) Collector dosage
��ѡ����ĭ��Ʒ��������4�ξ�ѡ, ���տ��Ի��Ʒλ31.08%, ��ҵ������59.15%, ��ԭ�������36.91%��ϡ����������ѡβ����, ϡ����ѡβ���к���ƷλΪ31.06%, ��ԭ�������36.84%������Ʒλ0.2322%, ��ԭ�������37.85%����;ϡ����ѡ�п��к���Ʒλ21.65%, ��ԭ�������23.94%������Ʒλ0.1114%, ��ԭ�������16.93%����, ���ڸ�ѡβ��������������൱�ɹ�, �ʾ���������·����, ��Щ��Ʒ����Ϻ���뻹ԭ����������ʵ�������ķ�����ᴿ��
2.3 �ꡢ������-��ѡ��������
����ϡ����ѡ��β���к��������� (��ҪΪ������) �������, ���û�ԭ����-����ѡ�ķ��������ա�
����ȷ���˻�ԭ������, �ֱ�ѡ������ú����ú�ͺ�úΪ��ԭ��, ��ϡ����ѡβ��Ϊԭ�Ͻ��л�ԭ����, �����¶�1200��, ��ԭ������10%, ��ԭʱ��60 min, �ﵽ�����յ��������ȴ�����ò����ɰ�ĥ��ĥ��-0.074 mmռ80%, �Դ�ѡ����0.12 T�ij�ǿ�½������ŷ�ѡ, ��������ͼ10��ʾ��
��ʵ�������Կ���, �Ժ�úΪ��ԭ�������ǶԳ�����Ļ�ԭ���������ķ��븡ѡ������õ�Ч��������ԭ��, �����ڲ�ͬú�ֵ���ֲ�ͬ������� (��3) ��
�ɱ�3���Կ���, ��ú�ӷ��ֺ����ﵽ50.13%, Զ������ú������ú�����ű��չ��̵Ľ���, ��3��ú�Ĺ̶�̼����������ʱ, ��ú�Ļӷ��ֻ�ԭ�����ӻ��˹̶�̼�ľ������Ļ�ԭ�����½�[14,15]��������ú�ú�����ڻ�ԭĩβ��ʹ������������ﻹԭΪ������, �Ӷ����������ž����С�
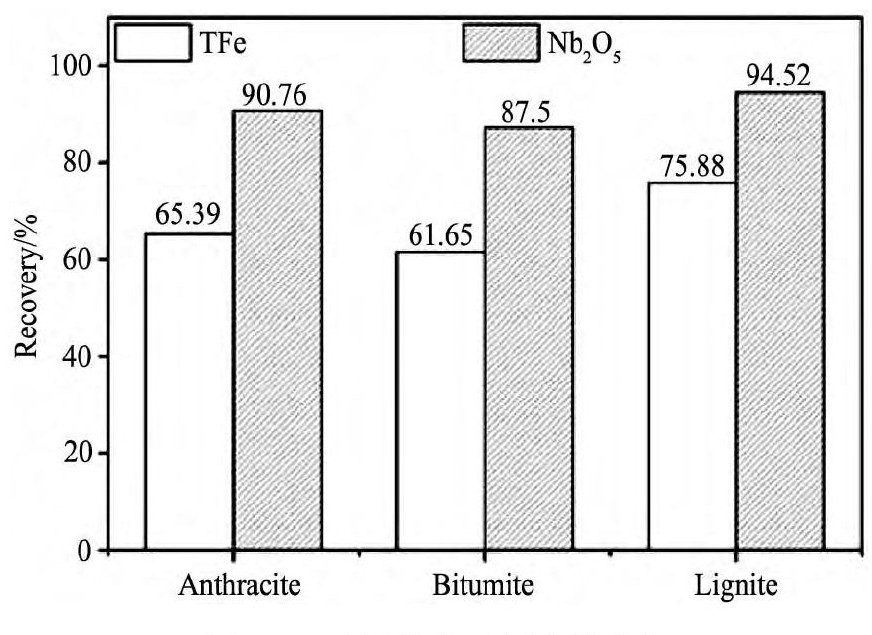
ͼ1 0 ��ͬú�ֻ�ԭ����ָ��Fig.10 Roasting result by using different coals
��3 ��ͬú�ֳɷַ���Table 3 Component analysis of different coals (%, mass fraction) ����ԭͼ
��3 ��ͬú�ֳɷַ���Table 3 Component analysis of different coals (%, mass fraction)
��ȷ���Ժ�úΪ��ԭ���Ļ�����, �ֱ��Ż��˻�ԭ����������ԭʱ�䡢��ԭ�¶Ⱥ����ܼ�����, ������ʾ��ͼ11��
��ͼ11���Կ���, ��������ѡ��ķ�Χ��, ��ԭ����������ԭʱ�䡢��ԭ�¶Ⱥ����ۼ����������������������Ļ�ԭ�ͻ���, ������Ϊ��4�����طֱ��ṩ�˸�ǿ�Ļ�ԭ���ա������ķ�Ӧʱ�䡢���ߵķ�Ӧ�¶Ⱥ��͵ķ�Ӧ��ʼ�¶����¡������ֲ�������������Ļ�����Ӱ�첻��, ���������걾����Ҫ������β���л���, �������ǻ�ԭǰ���������ʯ������ʯ���ǻ�ԭ���Nb O, Nb C, ����Ծ���������0.12 T�ij�ǿ�������ڴŹ�Ͳ��, ������ۻ�ԭЧ���û�, �������ܽ�������β��, ��������ʵIJ���ȡ�������Ƿ��ڻ�ԭ������������������, �����Ͻ�
����ȷ���Ժ�úΪ��ԭ������ԭ������10%, ����ʱ��60 min, �����¶�1200��, ��NTΪ���ܼ�, ����Ϊ10%�������Ȼ�ԭ���ȷ����������������, �ɶԴ�ѡ�����������Ż�, ������ѡϸ�Ⱥʹ�ѡ��ǿ, ���ʾ��ͼ12��
ͨ���Բ�ͬĥ��ϸ�ȵı��ղ����������ѡ���Է���, �������ȵı�ϸ, ��ѡ���������Ļ����ʺ�����ѡβ������Ļ����ʾ��������, ������Ϊ���ղ����еĵ���������Ļ�ԭ��������������Ⱦ�ԶС��0.074 mm, ����-0.074 mm����������, ������ʯ�����������ʵ���˸��õĽ���, Ҳ��ʵ���˸��õ���������Ч���������Ŵų�ǿ�ȵ�����, ����δ������������������ܴų������Ӷ������ѡ����, ���»�������ų�ǿ�����Ӷ�����, �����ų�ǿ�ȴﵽԼ0.16 T��, �������ʴﵽ��94%����, �����������������������, �ʶ������ʻ���ֹͣ������
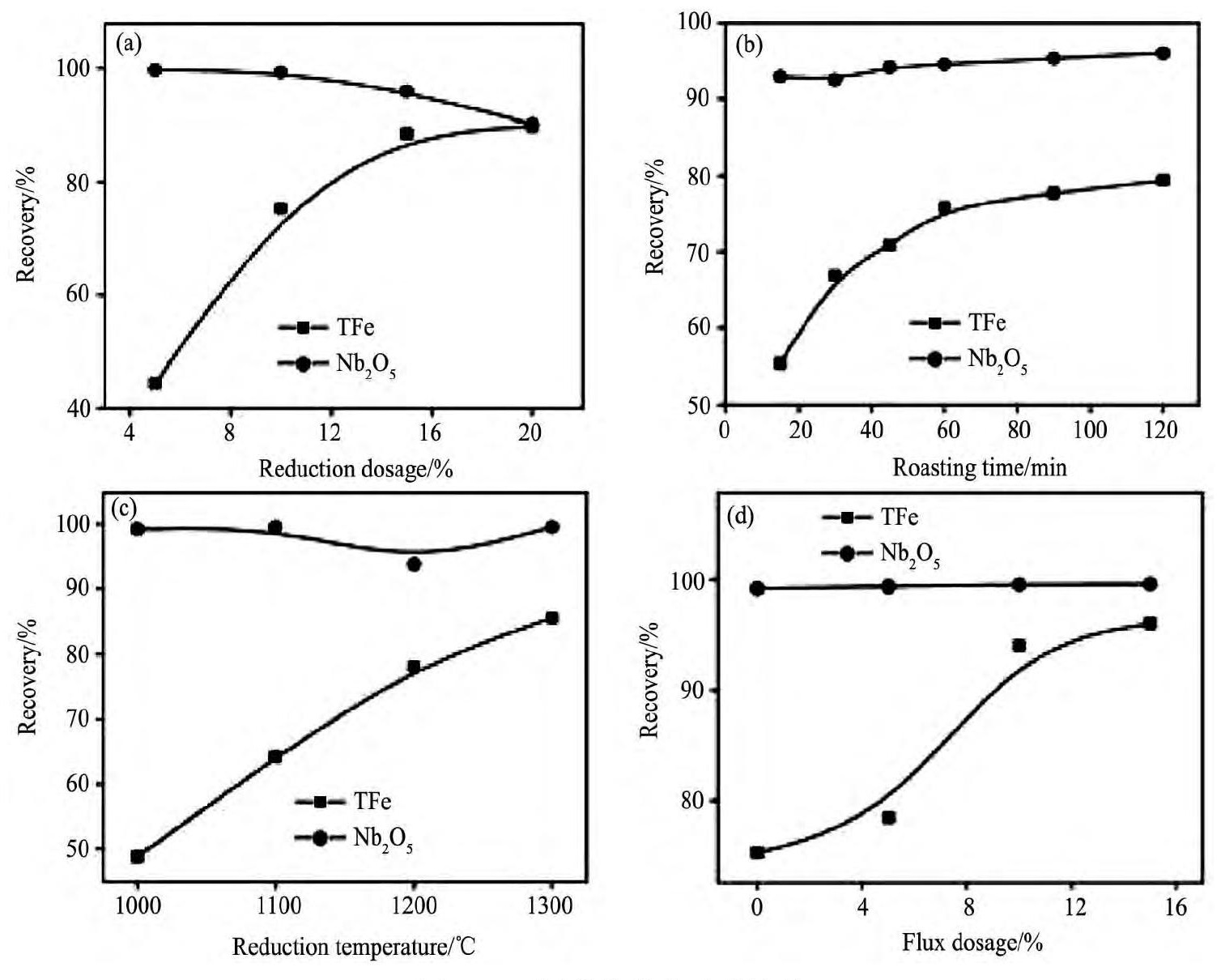
ͼ1 1 ��ԭ�����Ż�������Fig.11 Optimization test results of reductant roasting
(a) Reductant dosage; (b) Roasting time; (c) Reduction temperature; (d) Flux dosage
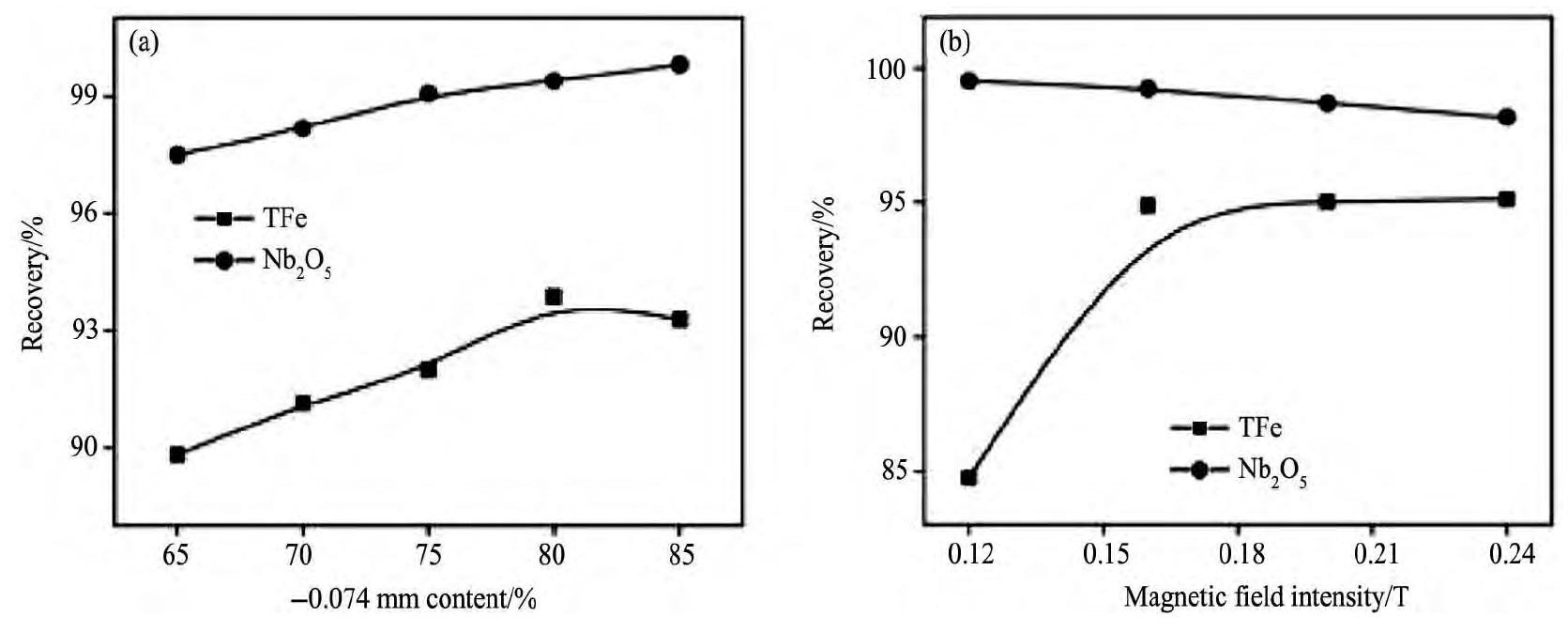
ͼ1 2 ����ѡ�����Ż����Fig.12 Optimization result of low intensity magnetic separation
(a) -0.074 mm content; (b) Magnetic field intensity
����ȷ����ĥ��ϸ��-0.074 mmռ80%ʱ, ��0.16 T������ѡ��ǿ�Ա��ղ�Ʒ����ʪʽ����ѡ���Ի��Ʒλ94.88%, ��ҵ����95.63%���������Ʒ��Ʒλ0.3462%, ��ҵ������99.25%����־����Ʒ��
2.4 өʯ��ѡ��������
��ǿ��β��Ϊԭ��, ��өʯΪĿ�Ŀ�����и�ѡ������өʯ�ĸ�ѡ����, ��ʮ�����Ѿ����൱����о�, ҩ��������Գ��졣��������Ϊ���ռ�, ̼����Ϊp H������, �����ƺ͵���Ϊ���Ƽ�, ���������Ż���ȷ��Ϊ1��1, ��ѡʱ��Ũ��30%, ��ѡ�¶�25�����ҡ��ֱ��Ż��˸�ѡĥ��ϸ�ȡ���ѡ��p Hֵ, ���ռ����������Ƽ������Ȳ���, �Ż����ʾ��ͼ13��
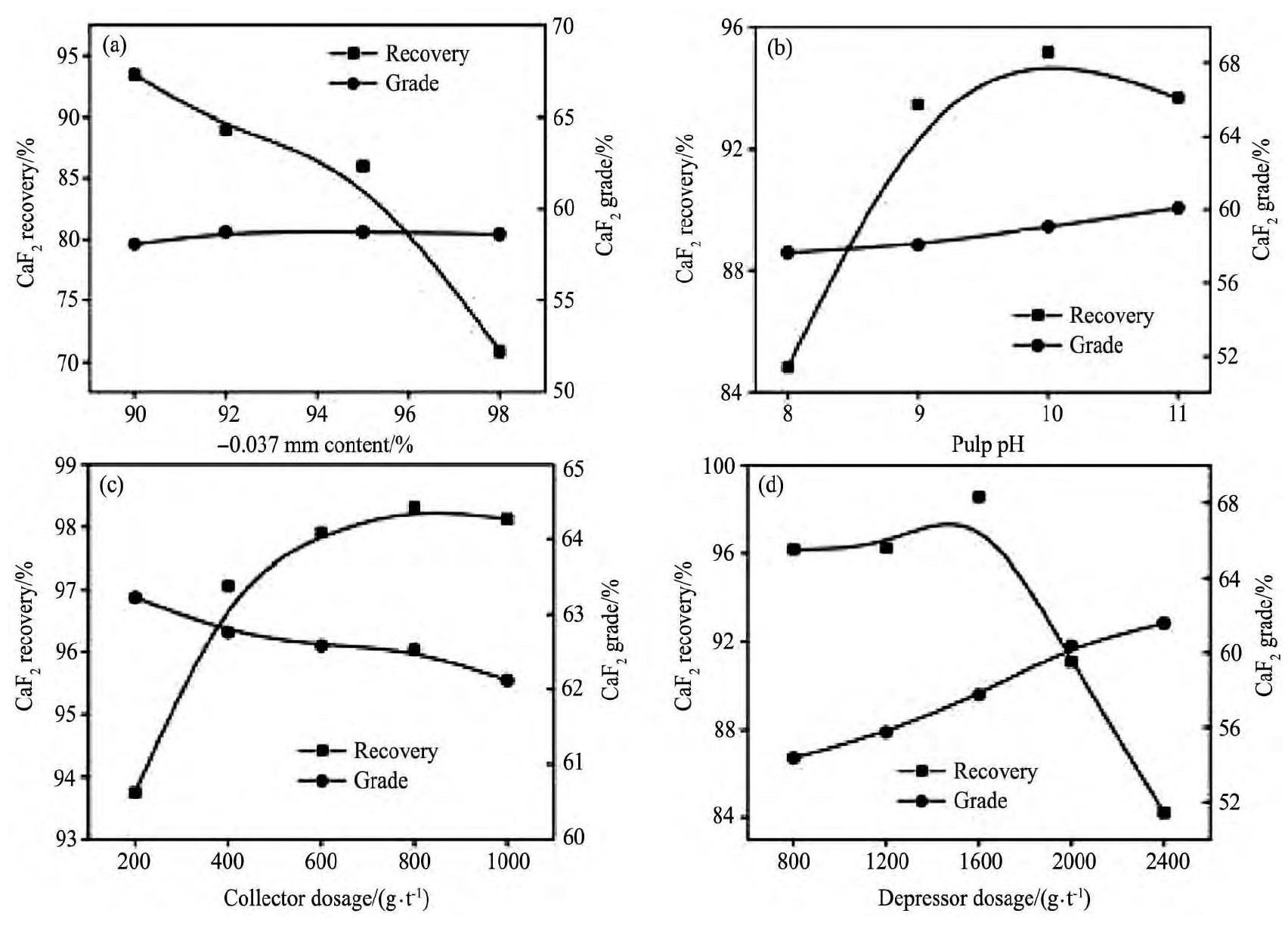
ͼ1 3 өʯ��ѡ�����Ż����Fig.13 Optimization results of fluorite flotation
(a) Particle size; (b) Pulp p H; (c) Collector dosage; (d) Depressor dosage
����ȷ��өʯ��ѡ���Ź��ղ���Ϊ:�ڿ�p HֵԼΪ10ʱ (��ʱ̼���Ƽ�����1500 g��t-1) , ������Ϊ���ռ�������800 g��t-1, �Կ��Ե��ۺ�ˮ����Ϊ���Ƽ�, ��������Ϊ800 g��t-1����ѡ�����ֽ�����3�ξ�ѡ�ı�·��ѡ, ���տɻ��Ʒλ90.04%, ������56.88%��өʯ����, ����һ�δ�ѡ�ɻ��Ʒλ80%, ������60.13%��өʯ����, �ò�ƷҲ�ﵽ�˹���өʯ������[16]��
2.5 �ۺϻ����������̺���ָ��
�Ե����ΰ���β�����ȡ�õ�ϡѡβ����Ϊԭ�� (ԭ����TFe, REO, Nb2O5, Ca F2�����ֱ�Ϊ17.36%, 5.63%, 0.1263%��23.32%) , ���ա�ϡ��β��ĥ������ѡ��ǿ��ѡ-ǿ��ѡβ��ѡ����өʯ����ѡ����ѡ����ϡ������������������ԭ���ա�ĥ�����Ż������������м۳ɷ��ۺ��������Ź��ն�ԭ���и��м���ֽ��з��롢�ᴿ, ���տ��Էֱ�õ�������ϡ�������꾫���өʯ����4�ֲ�Ʒ��
���øù���, �������Ʒ��TFeƷλ�ɴ�74.79%, ��ԭ��TFe������Ϊ80.04%;ϡ�����վ���Ʒλ�ﵽ30.12%, ��ԭ��REO�����ʴﵽ36.91%;������-����ѡ����꾫���Ը��������, ����Һ��ԭ������ʴﵽ49.82%;ԭ���е�өʯ, 10.12%��ϡ����ѡ�п�β����뱺������, �ò���өʯ������������Ϊ���չ��̵����ۼ�, ʣ�ಿ�־�өʯ��ѡ�����ɵõ�Ʒλ80.08%, ��ԭ�������65.55%��өʯ����өʯ���ܻ����ʴﵽ75.67%��
3 ����
1.���ƶ�������β������Ҫ�мۿ���Ϊ����������̼�����ʯ��өʯ�Լ���������������TFe����Լ20%, �нϸߵĻ��ռ�ֵ, Fe��Ҫ�����ڴ�����������, ����в����Թ�������ʽ��������ͨ��ʯ�ȹ����ο����С�REO����Լ6%;��ҪΪ��̼���Ͷ���ʯ;Nb2O5����0.16%��
2.����ϡ��������өʯǿ��ѡ-ϡ����өʯ�ֱ�ѡ��ѡ-������ԭ����-����ѡ�����ܹ���˸����м���ֵĻ���, ʹ4����ֵõ��ϸߵĻ����ʺ�Ʒλָ�ꡣ
3.���Ϲ������̾��Ż���, �ɻ���������꾫��ϡ�������өʯ����4�ֲ�Ʒ�������������Ʒ��TFeƷλ�ɴ�74.79%, ��ԭ��TFe������Ϊ80.04%;ϡ�����վ���Ʒλ�ﵽ30.12%, ��ԭ��REO�����ʴﵽ36.91%;������-����ѡ����꾫���Ը��������, ����Һ��ԭ������ʴﵽ49.82%;ԭ���е�өʯ, 10.12%��ϡ����ѡ�п�β����뱺������, �ò���өʯ������������Ϊ���չ��̵����ۼ�, ʣ�ಿ�־�өʯ��ѡ�����ɵõ�Ʒλ80.08%, ��ԭ�������65.55%��өʯ����өʯ���ܻ����ʴﵽ75.67%��
�����
