
���⺸�ӶԿ���Ǿ��Ͻ�Zr45Cu48Al7������Ϊ��Ӱ��
�� ��1, ��־Զ1, �ܽ���1, �� ��2
(1. ���пƼ���ѧ ���Ͽ�ѧ�빤��ѧԺ, �人 430074;
2. �ϲ����չ�ҵѧԺ ����ϵ, �ϲ� 330000)
ժ Ҫ��
���ü��⺸�Ӽ������ӿ���Ǿ��Ͻ�Zr45Cu48Al7(Ħ������, %)�� �������: �ں�����ѭ��������, �ۻ�������Ӱ�����ľ�����ò����֯���кܴ�IJ���; ��������Ϊ2m/minʱ, �ۻ�����Ҫ���ɦ�5(Zr38Cu36Al26)�� ZrCu��һδ֪��, ��Ӱ������Ҫ����ZrCu��; ��������Ϊ4m/minʱ, �ۻ��������˷Ǿ�����, ��Ӱ�������־���, ����Ҫ������ΪZrCu��; ��Ӱ�����ľ�����Ϊ��Ǿ��Ͻ��ȴ������̵ľ�����Ϊ��һ��������, ����Ҫԭ���Ǽ��⺸��ʱ�ĸ��ټ��ȼ���ȴ���̶Ը���������������Ӱ��̶Ȳ�ͬ��
�ؼ���: ����Ǿ��Ͻ�; ���⺸��; ��Ӱ����; �ۻ���; ������Ϊ; ��ѭ�� ��ͼ�����: TG139
���ױ�ʶ��: A
Influence of laser welding on crystallization behaviour of Zr45Cu48Al7 bulk metallic glass
LI Bo1, LI Zhi-yuan1, XIONG Jian-gang1, XING Li2
(1. School of Materials Science and Engineering,Huazhong University of Science and Technology, Wuhan 430074, China;
2. Department of Materials Science and Engineering,Nanchang Institute of Aeronautical Technology, Nanchang 330000, China)
Abstract: Using a laser welding method, two pieces of bulk metallic glasses (BMGs)based on Zr45Cu48Al7 (mole fraction, %) were welded. The results indicate that the morphology and the structure in heat-affected zones (HAZs) are different from those in molten zone. When the welding speed is 2m/min, the majority of the crystalline phases in the molten zone are found to be ��5(Zr38Cu36Al26), ZrCu and an unknown phase, those in the HAZs are mainly ZrCu phase. While the welding speed is 4m/min, the molten zone keeps amorphous, HAZ is the discontinuous crystalline zone and the majority of the crystallites in HAZ are ZrCu phase. The crystallization behavior in HAZ is different from that of BMGs during heat-treating process, the main cause is that the effect on the growth speed of crystallization phases is different during the rapid heating and cooling process of laser welding.
Key words: bulk metallic glass; laser welding; heat-affected zone; molten zone; crystallization behavior; thermal cycle
�Ǿ�̬�Ͻ�����ߵ�ǿ�ȡ� ���ԡ� ��ĥ�ԡ� ��ʴ�ԡ� �����������ԡ� �������Ժ͵ʹ���ĵ��ص�, ��ʼ�ڵ��ӡ� ��е�� ��������ҵ�õ�Ӧ��[1-6]�� ����Ǿ��Ͻ���������Ҫ��������������Ӧ��: ���ijߴ硢 ȱ���ɼӹ��Ժͺ������ܲ ���ſ���Ǿ��Ͻ�ķ�չ, ���й����߿�ʼ���¿���Ǿ��Ͻ��Է�����о�, ��Ҫ�����ڵ��������� Ħ����������������[7-11]�� ����Ǿ��Ͻ⺸�ӹ�����, �ۺ��������Ļ����ں�����ѭ��������, �ɷǾ�ֱ̬�Ӿ���, �γɺ�����Ӱ����, �������ۻ���Һ̬����ֱ����ȴ�������γ��ۻ����� �о����˷����������ǻ�÷Ǿ��Ͻӽ�ͷӦ���Ĺ����� ��������ѡ�����нϺ÷Ǿ��γ������Ŀ���Ǿ��Ͻ�Zr45Cu48Al7, �����������ڼ��⺸����ѭ��������, �ۻ�������Ӱ�����ľ�����ò����֯�ṹ�IJ����Լ�������Ӱ�����ľ�����Ϊ��Ǿ��Ͻ��ȴ��������еľ�����Ϊ���졣 �йؼ��⺸����ѭ���ԷǾ��Ͻ���Ϊ���о���δ��������
1 ʵ��
���õ绡������, �ڸߴ����������, ��ȷ����ȵĸߴ��Ͻ���ԪZr(99.98%), Al(99.9%)��Cu(99.999%)�ۻ��ɳɷ־��ȵĺϽ�����, ��������ܷ���ʯӢ����, ���������ۻ�������õ����Ϊ1mm �İ�ġ� ����Mac Science MXP2AHF18 X����������(Cu K������)����X��������ʵ��, ���֤ʵΪ��ȫ�Ǿ��Ͻ� ����Perkins Elmer 7 ��ʾɨ��������(DSC), �ڴ���������½����Ȳ����, ���������Ϊ 20K/min, �ô�����п�Խ������У���� ����DSC ���߲��Խ��, ���Ի�ÿ���Ǿ��Ͻ�IJ���ת���¶�(Tg) �� ��ʼ�����¶�(Tx) �;�����ķ�ֵ�¶�(Tp), ����Ϊ��1K��
��ľ�����е�ӹ���, �и�ɳߴ�Ϊ15mm��5mm��1mm�������� ����PRIMA INDUSTRE RAPIDO 5 �ͼ��������к��ӡ� ���ú��ӹ淶Ϊ: 1) ��������2m/min, ���ֱ��0.3mm, ����1.2kW, �������; 2) ��������4m/min, ���ֱ��0.3mm, ����1.2kW, ��������� ���쾭�ⸯʴ��, �ڹ�ѧ�����½��й۲�, ��ʴҺ���: 50mL HNO3+50mL H2O+3mL HF�� �������Ӱ������֯�ṹ������X����������з���, ������ֱ��Ϊ50��m��
2 ʵ����
ͼ1��ʾΪ��������Ϊ2m/minʱ, ������ˮƽ����Ĺ�ѧ������Ƭ�� ͼ1(b)�еľ������������о��˳����Բ�ε��ᾧ���ĺۼ�(��ͷA, B��ָ), ��������һ���̶Ⱥ�, ��ɳɷ�ƫ�����ٴη���������Ӧ�� �ۻ�������ϸС, ����ɨ��羵�Ծ�����ò�����˹۲�, �����ͼ1(c)��ʾ�� ����Zr-Cu-Al��Ԫ�Ͻ���ͼ��֪, ����Ǿ��Ͻ�Zr45Cu48Al7���¾�����֯��Ҫ�ɦ�5���[12, 13]�� ������X�������似�����ۻ�������Ӱ��������֯�����˷���, �ۻ���(C)��X������������ͼ2��ʾ, �ۻ�����Ҫ���ɦ�5�� ZrCu��һδ֪�ࡣ ��Ӱ����(D)��X����������֤ʵ��Ҫ����ZrCu��(ͼ2)��
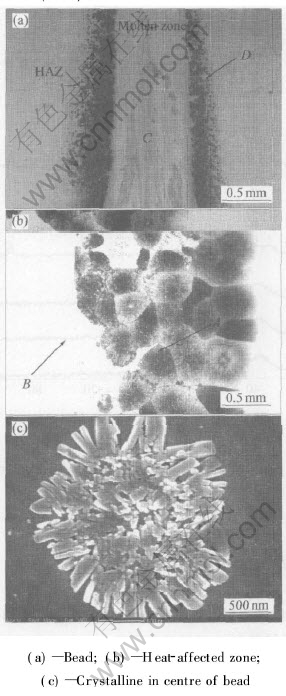
ͼ1 ����Ϊ2m/minʱ������ѧ������ɨ��羵��Ƭ
Fig.1 Optical microscopy and SEM images of welded Zr45Cu48Al7 at welding speed of 2m/min
ͼ3��ʾΪ��������Ϊ4m/minʱ, ����ˮƽ����ͺ�����Ӱ����������ѧ������Ƭ�� ������Ӱ����(E)�ڷֲ��Ų������Ľᾧ��, ������ò��ͼ3(b)��ʾ, ����X��������֤ʵ, �þ�����֯�뺸��Ϊ2m/minʱ����Ӱ����������֯������ͬ, X������������ͼ2��ʾ�� ͬʱ, �ֱ��ں����в�H��λ��, ������Ӱ������δ���־�����F��λ�ú��ۻ����ڿ�����Ӱ������G��λ�ý�������X�����������, ������֤ʵ, ��Щ�������������˷Ǿ����ԡ�
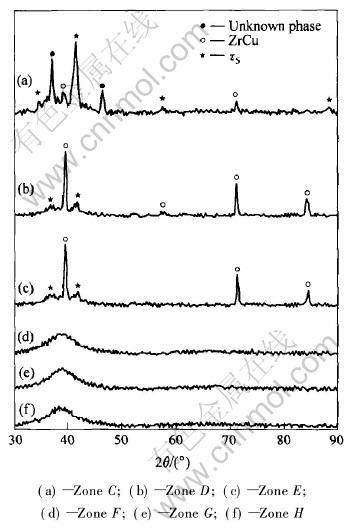
ͼ2 ����������X����������
Fig.2 XRD patterns of different zones in sample
3 �������
3.1 ������Ӱ�������ۻ���������ò�IJ���
������Ӱ�����ľ����ǹ��ڿ���Ǿ��Ͻ�����ȶ�������, �������ۻ�����ȴ���̵ķǾ�����Һ̬�Ͻ�����ȴ�����еķǾ��γ�����������, ����ȴ���ʲ�����ʱ, �ۻ���Ҳ���Է��������� �Ǿ��Ͻ��ڼ��Ⱥ���ȴ������, ������κ��������¶�ֵ(Tcry)С���侧������������������¶�ֵ(Tgro), ��ֹ������Ӧ�������ٽ���������ԶԶ�����γɷǾ����ٽ���ȴ����[14]�� ���, ���ӹ�����, ������Ӱ�������ۻ������������� ���IJ�������Ԫ��������, �ͼ��⺸�ӹ��̵��¶ȳ��仯�����˷���, ����ͼ��ʾ��ر��������κ����¶�ֵ(Tcry)�;���������������¶�ֵ(Tgro), ����ʱ���õ���������, ��������[15-17]����������ɷֵ�Zr������Ǿ��Ͻ����������, ģ������ͼ4��ʾ��
������Ӱ�����ڼ��ȹ��������ȼ��ȵ�Tcry�¶�, ��ʱ���κ˷�ӦΪ��, �����ɾ��ˡ� ���ļ��Ⱥ���ȴ���̾�����Tgro�¶�, �ڸ��¶ȸ�����Ҫ�Ծ��˳���Ϊ��, ���ھ����ľ��˵��Կ��ٳ���
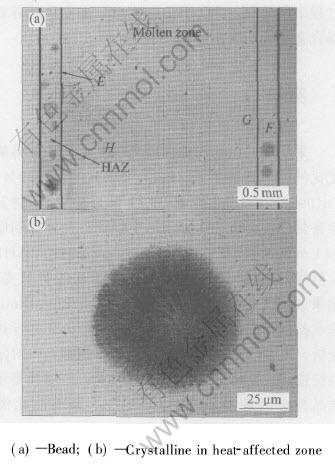
ͼ3 ����Ϊ4m/minʱ����Ĺ�ѧ����Ƭ
Fig.3 Optical microscope photos of welded Zr45Cu48Al7 at welding speed of 4m/min
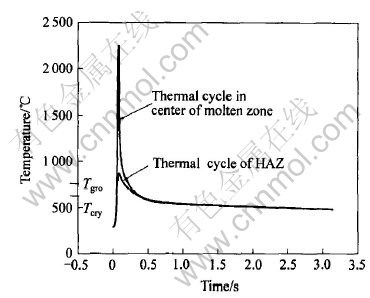
ͼ4 ����Ϊ2m/minʱ�����в���������Ӱ������ѭ������
Fig.4 Thermal cycle curves in center of bead and HAZ at welding speed of 2m/min
����, ������Ӱ�����ں�����ѭ�������������ڷǾ��Ͻ��д���������
�ۻ�����Һ̬��ȴ�����µĹ�����, ������ȴ���ʿ�, Ѹ�����̳ɹ�̬����, �������˷Ǿ����ԡ� ���γɵĹ�̬�Ǿ��Ͻ���ȴ������, ������ȴ��Tgro�¶�ֵ, ����ʱ���ڷǾ��Ͻ��������ڵľ��˽���, ���˳���Ӧ���ۻ����ڷǾ��Ͻ�ľ�����������١� ������ȴ������, �ۻ����ڵķǾ��Ͻ���ȴ��Tcry�¶�ֵʱ, �ڴ��¶ȸ�����Ҫ���κ˷�ӦΪ��, �ۻ����������γ�ϸС�ľ����Ҿ��������Խ��١� ����, ������Ӱ�������ۻ�����������, ����Ӱ���������ߴ�����ۻ��������ߴ硣
���, ��Һ̬����ȵ�����, ���˵��ٽ�ߴ粻�ϵļ�С�� ��̬�Ǿ��Ͻ��ĸ���д���һЩ�ߴ���ھ����ٽ�ߴ�ľ����Լ�С���ٽ羧�˳ߴ��ԭ���Ŵء� ��̬�Ǿ��Ͻ���ȹ�����, ��Щ�����Լ�ԭ���ŴصĴ��ڽ����˷Ǿ��Ͻ�����ȶ���, ���ٽ��˺�����Ӱ�����ڼ��ȹ����еľ����� �����ȹ�����, ���˿��ٵij���, ��ɺ�����Ӱ�������ۻ���������ò�IJ��졣
�������Ϸ���: ����������Ϊ2m/minʱ, ���ں�����Ӱ�������ۻ�����������, ��Tgro�¶�ֵ�Ծ������̹��ϴ�, ���Ժ�����Ӱ�����ľ����ߴ�����ۻ��������ľ����ߴ�; ����������Ϊ4m/minʱ, �����ۻ�������ȴ���ʴ����γɸ÷Ǿ��Ͻ���ٽ���ȴ����, ��ֹ�˾�����Ӧ�ķ���, ʹ�ۻ��������˷Ǿ����ԡ� ������Ӱ�����к��м���ǰ�ʹ����ŵľ���, С���ٽ羧�˳ߴ��ԭ���Ŵ��Լ����ȹ��������ɵľ���, ����˷Ǿ��Ͻ���Ӱ�����IJ��־�����
3.2 ������Ӱ�������ۻ���������֯�IJ���
����������Ϊ2m/minʱ, �ۻ����ľ�����֯����X����������֤ʵ��Ҫ�ɦ�5��ɡ� ����Zr-Cu-Al��Ԫ�Ͻ���ͼ��֪, ����Ǿ��Ͻ�Zr45Cu48Al7��ȴ�����е���Ҫ������Ϊ��5��[12, 13]�� ����ʵ�ʹ۲�Ľ����һ�¡� ����X����������Ҳ��ʾ, ������Ӱ������Ҫ����ZrCu�ࡣ ���⺸�ӿ���Ǿ��Ͻ������, ��Ӱ�����ڴ����Ŵ�̬�������Լ����ȹ��������ɵ�ZrCu�ͦ�5�ྦྷ�ˡ� ���ڸóɷֵķǾ��Ͻ���(Zr��Cu�ĺ����ӽ�1��1), ZrCu�����������ҪCuԭ�������������ɢ�� ���, ��5��(Zr38Cu36Al26)�ڳ��������, ��ҪCuԭ�Ӻ�Alԭ��ͬʱ����������ɢ, ��������ԭ�ӽ϶ࡣ ���, ������Ӱ�����ڼ��ȹ�����, ZrCu��Ȧ�5������׳��� �ڸ��ټ��Ⱥ���ȴ�Ĺ�����, ������Ӱ������ZrCu����Կ��ٳ���, ����5�ຬ����Խ���, ��ɺ�����Ӱ�������ۻ�����֯�ϵIJ��졣
3.3 ������Ӱ����������Ϊ��Ǿ��Ͻ��ȴ��������о�����Ϊ�IJ���
�Ǿ��Ͻ�ľ����¶����������Ҳ������һ���Ĺ�ϵ, ��������ʵ�����, �����¶���������ƶ�������[18]�� �Ǿ��Ͻ�ʱ, �ھ��Է��������¶ȵ������¶������ڷ���������Ӧ, ��ѭ�κ���˳������ɢ����, ���м��Ⱦ���ʱ, �����й�ϵʽ����[19]:

ʽ�� ��Ϊ�����������; ��Ϊ��������; tΪ���¾���ʱ���Է��������¶���ʵ�ʾ����¶�֮��, �����ȶ�; GΪ���˵�����������; NΪ��λʱ�䵥λ������κ˴�����
һ���ȴ�������, ��ȻZrCu�ͦ�5�ȸ����ֵ��һ���IJ��, �����ڼ������ʱȽϵ�(��Լ100K/min����), �γ���ͬ�����������ʱ(����ͬ), ����������ʽ(1)�ұߵĻ���ֵ���, ������ͬ�����ȹ���ʱ, ���ྦྷ���������������� ����ľ�����Ӧ���ȷ弸��ͬʱ��DSCʵ������, �������Ϊ��DSC�����н���һ�����ȷ����(��ͼ5��ʾ)�� ���⺸�ӷǾ��Ͻ������, ���ڼ������ʿ��Դﵽ104K/s [17], �γ���ͬ�����������ʱ(����ͬ), �����ֵ�IJ��ͨ����������
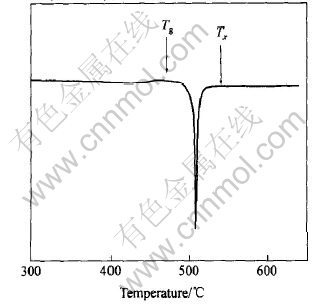
ͼ5 ��������Ϊ2K/minʱ��DSC����
Fig.5 DSC curve at heating rate of 20K/min
�����Ŵ�, ���ʽ(1)�ұ߸����������ֵ���������졣 ������ͬ�ļ��⺸�����ȹ���ʱ, ������ֲ�����Ҫ�����ǿ��ټ��Ⱥ���ȴ������, ���������������(G)���ںܴ���, ���γ���ͬ�ľ����������, ��������ʱ����ܴ� �������Ϊ��ij����������������, �������������ʴ�, ���������ܹ�Ѹ�ٳ�����ɳɷ�ƫ��, ��������������ڳɷ�ƫ����������������̳��� ����Ϊ���ټ��ȹ��̶Ը�����������������Ӱ��̶Ȳ�ͬ, ����˺�����Ӱ�����ľ�����Ϊ��һ���ȴ������̵ľ�����Ϊ�IJ�ͬ, Ҳ����˺�����Ӱ������ZrCu������ӡ�
4 ����
1) ������Ӱ�������ۻ���������������, ʵ�ַǾ��Ͻ�ĺ��ӵ��ѵ����ڿ˷���Ӱ�����ľ�����
2) �ں�����ѭ��������, ������Ӱ�������ۻ����ľ�����֯�;�����ò�кܴ�IJ��졣 ��������Ϊ2m/minʱ, �ۻ�����Ҫ���ɦ�5(Zr38Cu36-Al26)�� ZrCu��һδ֪��, ��Ӱ������Ҫ����ZrCu��; ��������Ϊ4m/minʱ, �ۻ��������˷Ǿ�����, ��Ӱ�������־���, ����Ҫ������ΪZrCu�ࡣ
3) �ں�����ѭ��������, ��Ӱ�����еķǾ��Ͻ�Zr45Cu48Al7�ľ�����Ϊ���ȴ������̵ľ�����Ϊ��һ���IJ�ͬ��
REFERENCES
[1]��ʥ��, ������. �Ǿ�̬���ϼ���Ӧ��[M]. ����: ��е��ҵ������, 1987. 61.
HE Sheng-jing, GAO Li-ru. The Amorphous Alloy and Its Application[M]. Beijing: China Machine Industry Press, 1987. 61.
[2]Inoue A. Stabilization of metallic supercooled liquid and bulk amorphous alloys[J]. Acta Mater, 2000, (48): 279-285.
[3]Peker A, Johnson W L, Schafer. Amorphous Metal/Diamond Composite Material[P]. US 5567532, 1996-10-15.
[4]Peker A, Johnson W L. Beryllium Bearing Amorphous Metallic Alloys Formed by Low Cooling Rates[P]. US 5288344, 1994-02-22.
[5]Dandliker R B, Conner R D, Tenhover M A. Composite Penetrator[P]. US 6010580, 2000-01-04.
[6]Peker A, Johnson W L. Torsion-ally Reacting Spring Made of a Bulk-solidifying Amorphous Metallic Alloy[P]. US 5772803, 1998-06-30.
[7]Kawamura Y, Kagao S, Ohno Y. Electron beam welding of Zr-based bulk metallic glass to crystalline Zr metal[J]. Mater Trans, 2001, 42(12): 2649-2651.
[8]Kawamura Y, Ohno Y. Successful electron-beam welding of bulk metallic glass[J]. Mater Trans, 2001, 42(11): 2476-2478.
[9]Yokobuyuki Y, Abe N, Fukaura K, et al. Electron beam welding of Zr50Cu30Ni10Al10 bulk glassy alloys[J]. Mater Trans, 2002, 43(10): 2509-2515.
[10]Wong C H, Shek C H. Friction welding of Zr41Ti14-Cu12.5Ni10Be22.5 bulk metallic glass[J]. Scripta Materialia, 2003, 49(5): 393-397.
[11]Kawamura Y, Shoji T, Ohno Y. Welding technologies of bulk metallic glasses[J]. Journal of Non-Crystalline Solids, 2003, 317(1-2): 152-157.
[12]Villas P, Prince A, Okamato H. Handbook of Ternary Alloy Phase Diagrams[M]. ASM International, 1995. 3540.
[13]Petzow G, Effenberg G. Ternary Alloys: A Comprehensive Compendium of Evaluated Constitutional Data and Phase Diagrams[M]. New York: VCH, 1998. 133.
[14]Schroers J, Masuhr A, Johnson W L. Pronounced asymmetry in the crystallization behavior during constant heating and cooling of a bulk metallic glass-forming liquid[J]. Physical Review B, 1999, 60(17): 11854-11858.
[15]Inoue A. Bulk Amorphous Alloys Preparation and Fundamental Characteristics[M]. NH: Trans Tech Publications, 1998. 87.
[16]Yamasaki M, Kagao S, Kawamura Y. Thermal diffusivity and conductivity of Zr55Al10Ni5Cu30 bulk metallic glass[J]. Scripta Materialia, 2005, 53(1): 63-67.
[17]Duley W W. Laser Welding[M]. New York: A Wiley-interscience Publication, 1998. 67.
[18]Liu L, Wu Z F, Zhang J. A kinetic study of the non-isothermal crystallization of a Zr-based bulk metallic glass[J]. Journal of Alloys and Compounds, 2002, (339): 90-95.
[19]������, ������. �������ȴ���[M]. ����: ��е��ҵ������, 1997. 46-48.
LIU Jiang-long, ZHOU Zhi-rong. Heat Treatment with High Energy Beam[M]. Beijing: China Machine Industry Press, 1997. 46-48.
������Ŀ: ����ʡ���Ͽ�ѧ�����о�����������Ŀ(ZX200401004)
�ո�����: 2005-03-28; ������: 2005-07-04
�����: �� ��(1974-), ��, ��ʿ�о���.
ͨѶ����: ��־Զ, ����; �绰: 027-87557449; ����: 027-87557449; E-mail: hbkmkw@mail.hust.edu.cn
[1]��ʥ��, ������. �Ǿ�̬���ϼ���Ӧ��[M]. ����: ��е��ҵ������, 1987. 61.
[5]Dandliker R B, Conner R D, Tenhover M A. Composite Penetrator[P]. US 6010580, 2000-01-04.
[17]Duley W W. Laser Welding[M]. New York: A Wiley-interscience Publication, 1998. 67.
[19]������, ������. �������ȴ���[M]. ����: ��е��ҵ������, 1997. 46-48.
