
���±�ţ�1004-0609(2013)S1-s0609-04
TA2/Q235���Ƹ��Ϲ���
�� �ܣ��� ҫ��������������
(���Ѽ�������˾������ 721014)
ժ Ҫ��
����TA2/Q235���Ƹ��Ϸ��������գ�����TA2��Q235���ʵ��ص���ϼ���Ҫ��ѡȡ3�ֲ�����Ϊ�в㣬��ȡ���㡢���㡢�в���϶Գ�������ʽ������մ������Բ�ͬ�в���ϡ������ƶȺ����ƹ��ս������о����ۺϷ��������������1#����Ϊ�в㣬��ȡ�����¶�900�桢����������80%�Ĺ��գ��������ʡ�������������ѧ���ܾ��������GB/T8547��2006��Ҫ����������������Ч�ؽ��������ը-���Ʒ�������ʽ���С�������������Լ�IJ��㣬Ϊ����Ч�����������Ѹָ��ϰ�춨�˻�����
�ؼ��ʣ�
���Ƹ��Ϲ�����������ʽ���в�����������Ѹָ��ϰ���
��ͼ����ţ�TG392���� ���ױ�־�룺A
TA2/Q235 rolling bonding technology
YANG Zhe, RONG Yao, LIU Run-sheng, LI Xiang-dong
(Baoji Titanium Group Co., Ltd., Baoji 721014, China)
Abstract: In order to study different interlayer material, heating schedule and hot rolling process, the TA2/Q235 rolling bonding technology was discussed and three kinds of interlining material were selected to take radical, complex, interlining material adopt symmetric assembly with vacuum treatment by considering the characteristic of two kinds material and technological requirements. The analysis results reveals that the fitting rate, surface quality and mechanical properties can meet the requirements of GB/T8547��2006 when material 1 was used as the sandwich at the heating temperature of 900 �� and deformation greater than 80%.The appropriate interlayer materials, process parameters and reliable process route were developed which can effectively solve the explosion-rolling process of plate width and small external condition that it is a foundation for efficient production of wide titanium clad steel plate.
Key words: rolling bonding technology; assembly method; interlining material; wide titanium clad steel plate
��-�ָ��ϰ�Ⱦ����ѵ���ʴ�ԣ���ͨ�����ϸֲ������ǿ�ȣ������˲��ϵ��ۺ����ܣ��Լ۱ȸߣ��Ӷ���չ���Ѳĵ����÷�Χ���ܹ��㷺Ӧ���ڻ������糧�ȵ��豸��������[1-2]��
Ŀǰ����-�ָ��ϰ���Ҫ������ʽ�DZ�ը���ͱ� ը-���Ʒ���������Ч������������绷��Ӱ��ܴ������ڱ�ը���������ԣ��������ĸ��ϰ�������[3-4]�������ִ������豸�����������Ϊ�˼��ٺ��졢��߰�ȫϵ���ͽ��ͳɱ����Դ�������ϰ�����������������Ƹ��Ϲ��տ���ֱ������������Ҫ��Ŀ������ϰ塣���Ƹ���������������Ч�Ľ��;�����������ֹ��ն��豸����������Ա��������Ҫ��ܸߣ�Ŀǰ���ڳ��Һ��ٲ��ô��ֹ��գ�ֻ�й���һЩ��ҵ������Ϊ����[5]�������Ѽ��ž��е¹����ڵ�3.3 m���������豸���ƺͼ��������Լ����긴�ϰ��������飬��ȫ���ԶԸò�Ʒ���п����������չ��˾��Ʒ�ṹ����չ�г��ռ�����Ҫ���塣
1 ʵ��
TA2��Q235����ֱ�����Ƹ��ϣ������ú��ʵIJ�����Ϊ�в�����Ч�Ľ��;����ͨ������������������ص���Ϲ���Ҫ�������������˼��ֹ���·�ߣ��ƶ��˲�ͬ�ļ����¶ȡ����������в���������жԱ����飬�ƶ��Ĺ��շ�������1��
��1 ʵ�鷽�����������
Table 1 Experiment program and sample number

ʵ����Q235Ϊ���㡢TA2Ϊ���㣬������в���ϲ�ȡ�ԳƷ�ʽ����������ղ����������鰴��ʵ�鷽���Ĺ��ղ���ִ�У������������бߡ��ƿ���۲�������������������ȡ�������������Ͳ��Լ���ǿ�ȵ����ܡ���ʵ�������ձ����Է�����ȷ���в���ϡ������¶Ⱥͱ��������Ӷ�����ȷ���������еĹ��շ�����
2 ��������
���ڲ�ȡ�ԳƷ�ʽ���������ƺ��轫������б��ư壬Ȼ��۲���������ͱ���������
���������õ������ȡ����⣬���������¡�
��2 ʵ����
Table 2 Experiment result

2.1 ����TA2/1#/Q235���ϰ�
TA2/1#/Q235���ϰ�����6�飬ȡ�����Լ���ǿ��ֵ������GB/T8547��2006���涨������С��1.5 mmӦȡ�����������������Ʒ��Ѹָ��ϰ����ǿ��ֵ��С��140 MPa[6]�����Խ������3����A4��A6���ϰ�ȡ3�������ֱ�ΪA4-1��A4-2��A4-3��A6-1��A6-2��A6-3��A4��L2ǿ�ȵ��ڱ�ֵ��A6ǿ��ֵ�����������Ҫ������������A4�Ľ����A6�¶ȸ���A4�¶ȣ����Dz��˼���������¶ȣ��й��о��������Ѹָ��ϰ��ڽӽ�1 000 ��Ľϸ����¶�ʱ����������Ľ����仯�����������ǿ�Ƚ��ͣ�����������[7-8]��
TA2/1#/Q235���ϰ��������ͼ1��ʾ����ͼ1�ɿ�����A4��Ͻ���ƽ����A6��Ͻ�����ֲ���״����������ƽ�����滹�Dz�״������������ý��[9]����ͼ1�����Կ�����A4�Ľ��滯�����Ϻ��Ѳྦྷ���ڲ�����Ƭ��״��֯��Fe-Ti������ԡ��ҽ��洦��������Ȳ�һ���۲�Ϻ�Ļ������������������徧����Χ����ֱ��Ӱ���Ѹָ��ϰ���ǿ�ȵ���Ҫ�ǹ��ɲ���ֵĽ����仯����Fe-Ti��Ti-C������㣬�����ֻ�����Խ�࣬���ǿ��Խ��[10]����A6������֯��ò����A4�ģ���ͼ1(b)��ʾ�����滯������٣��Ѹ�������֯������
��3 TA2/1#/Q235���Ƹ��ϰ����ǿ��
Table 3 Shear strength of TA2/1#/Q235 clad plates

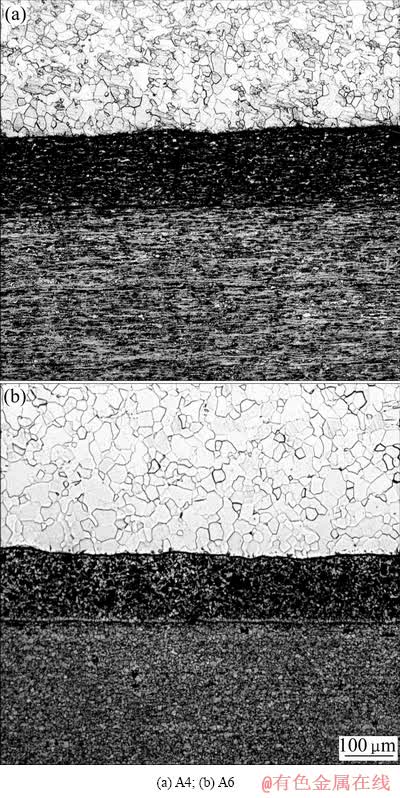
ͼ1 TA2/1#/Q235���ϰ�������
Fig. 1 Interface metallographs of TA2/1#/Q235 clad plates
2.2 ����TA2/2#/Q235���ϰ�
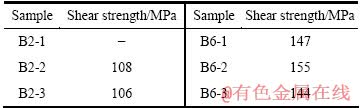
TA2/1#/Q235���ϰ�ļ���ǿ�ȼ���4���ɱ�4�ɿ�������ƷB2ǿ�Ⱦ��������������ƷB6ǿ�ȿ��������Ҫ����ƫ�͡�
��4 TA2/2#/Q235���Ƹ��ϰ����ǿ��
Table 4 Shear strength of TA2/2#/Q235 clad plates

ͼ2 TA2/2#/Q235���ϰ���������֯
Fig. 2 Interface metallographs of TA2/2#/Q235B clad plates
TA2/1#/Q235���ϰ��Ͻ�����֯��ͼ2��B2�в㼰���滯����϶࣬B6��ϴ��������ܱ�����֯�������쳣����������ǿ�Ƚϵͣ���2#���ʳɱ��ϸߡ�����Dz�������2#������Ϊ�в㡣
2.3 ����TA2/3#/Q235���ϰ�
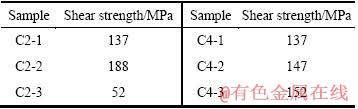
TA2/1#/Q235���ϰ�ļ���ǿ��ֵ����5���ɱ�5�ɿ�������ƷC2���������Ҫ����ƷC4-1��ǿ�ȵ��ڱ�ֵ���ϣ�������ȫ�����Ҫ��
��5 TA2/3#/Q235���Ƹ��ϰ����ǿ��
Table 5 Shear strength of TA2/3#/Q235 clad plates
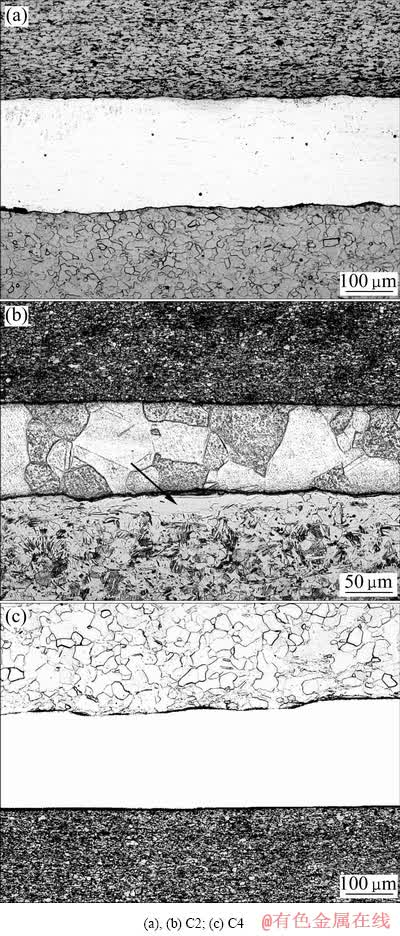
ͼ3 TA2/3#/Q235���ϰ�������
Fig. 3 Interface metallographs of TA2/3#/Q235B clad plates
TA2/1#/Q235���ϰ��Ͻ��������֯��ͼ3��C2���������ҽ���������Լ������в��ڲ�ȱ��Ҳƫ�ࡣ��C2�Ŵ��ʹ۲죬��ͼ3(b)���в�����ٽᾧ�������Ͼ����ڡ��ոֲ���֯���쳣��Ϊ�����ǹ�����֯�����Ǵ��Ѳ���֯�������Ա仯����ȥ�����ٽᾧ�����ĵ��ᾧ���⣬�ؾ���������Ƭ��״���ִ���״��֯�������ؽ�����ִ�ߴ羧������ͼ3(b)��ͷ������Ϊ��3#����������798 �淢������ת�䣬����֯�ǹ���ת����C4��Ͻ���Ҳ���ڽ϶�����ͼ3(c)���ۺϿ�����Ϊ��Ӧ��3#������Ϊ�в���ϡ�
3 ����
1) ��������Ӱ�����ϵ���Ҫ���أ����о��б�����Ϊ50%�ľ�δ���ϣ��������������ʵ�ʱ����������ʵ������������ϣ�Ϊʵ���������ϣ�������Ӧ������80%��
2) ����TA2/Q235���ϰ���1#����Ϊ�в㣬�Գ���������մ�����ȡ�����¶�900 �桢����������80%�Ĺ��գ���������ܿ�������GB/T8547��2006����Ҫ������������ͱ��������Ϻá�
REFERENCES
[1] �� ��. �Ѹָ��ϰ���ص㼰Ӧ������[J]. �й���ҵ, 2011(3): 12-14.
YAN Li. Behaviotsard applications of Ti/steel composite sheets [J]. China Titanium Industry, 2011(3): 12-14.
[2] ����÷. ���������Ѹָ��ϰ�ļ�����չ[J]. �ѹ�ҵ��չ, 2002(6): 49-50.
HUANG shu-mei. Titanium clad steel plate of hot-rolled production technology progress [J]. Titanium Industry Progress, 2002(6): 49-50.
[3] ������. �������ϰ����Ҫ������������ص�[J]. ϡ�н��������빤��, 1990(1): 72-75.
LI Zheng-hua. The main production method of composite plate and its basic characteristics [J]. Rare Metal Materials and Engineering, 1990(1): 72-75.
[4] �� ��. �����Ѹָ��ϰ�����췽��[J]. �ѹ�ҵ��չ, 1995(5): 50.
HAO Bing. Manufacturing method of rolling of titanium clad steel plate [J]. Titanium Industry Progress, 1995(5): 50.
[5] �ƽ��. NKK�����Ѹ����Ƹ��ϰ�[J]. ϡ�н����챨, 2002(6): 3-5.
HUANG jin-chang. NKK development of titanium steel clad sheet [J]. Rare Metal Letters, 2002(6): 3-5.
[6] GB/T8547��2006. �Ѹָ��ϰ�[S].
GB/T8547��2006. Titanium clad steel plate [S].
[7] ������. ���в���ϵı�ը-�����Ѹָ��ϰ幤���о�[J]. ϡ�н������Ϲ���, 2010, 39(2): 309-313.
WANG Jing-zhong. Summarization of the rolling Ti-steel composite plates process [J]. Rare Metal Materials and Engineering, 2010, 39(2): 309-313.
[8] ������. ������-�ָ��ϰ幤������[J]. ���ϵ���, 2005, 19(4): 61-63.
WANG Jing-zhong. Titanium cladding steel plates with interlayer by explosion and rolling bonding [J]. Rare Metal Materials and Engineering, 2005, 19(4): 61-63.
[9] ������. ͭ������Ϊ�Ѹֱ�ը���Ӽв�ʱ�ĸ��Ϲ��ռ����ӽ����ʵ���о�[J]. ��������, 2011, 30(1): 27-31.
DUAN Wei-dong. Experimental investigation on in to the interface and cladding technology while aluminum or brass as sandwich of Ti/steel compound plate in the explosive welding [J]. Explosive Materials, 2011, 30(2): 27-31.
[10] ���. TAl/Q235ѭ���ۻ����θ��Ͻ��������[J]. ��ɫ����, 2007, 59(3): 5-8.
LI Hong. Interface characteristic of TAl/Q235 clad plate by cyclic accumulated deformation process [J]. Nonferrous Metals, 2007, 59(3): 5-8.
(�༭ ����)
�ո����ڣ�2013-07-28�������ڣ�2013-10-10
ͨ�����ߣ��� �ܣ���������ʦ; �绰: 13571759653; E-mail: baotailangzi@163.com
ժ Ҫ������TA2/Q235���Ƹ��Ϸ��������գ�����TA2��Q235���ʵ��ص���ϼ���Ҫ��ѡȡ3�ֲ�����Ϊ�в㣬��ȡ���㡢���㡢�в���϶Գ�������ʽ������մ������Բ�ͬ�в���ϡ������ƶȺ����ƹ��ս������о����ۺϷ��������������1#����Ϊ�в㣬��ȡ�����¶�900�桢����������80%�Ĺ��գ��������ʡ�������������ѧ���ܾ��������GB/T8547��2006��Ҫ����������������Ч�ؽ��������ը-���Ʒ�������ʽ���С�������������Լ�IJ��㣬Ϊ����Ч�����������Ѹָ��ϰ�춨�˻�����
[1] �� ��. �Ѹָ��ϰ���ص㼰Ӧ������[J]. �й���ҵ, 2011(3): 12-14.
[2] ����÷. ���������Ѹָ��ϰ�ļ�����չ[J]. �ѹ�ҵ��չ, 2002(6): 49-50.
[3] ������. �������ϰ����Ҫ������������ص�[J]. ϡ�н��������빤��, 1990(1): 72-75.
[4] �� ��. �����Ѹָ��ϰ�����췽��[J]. �ѹ�ҵ��չ, 1995(5): 50.
[5] �ƽ��. NKK�����Ѹ����Ƹ��ϰ�[J]. ϡ�н����챨, 2002(6): 3-5.
HUANG jin-chang. NKK development of titanium steel clad sheet [J]. Rare Metal Letters, 2002(6): 3-5.
[6] GB/T8547��2006. �Ѹָ��ϰ�[S].
GB/T8547��2006. Titanium clad steel plate [S].
[7] ������. ���в���ϵı�ը-�����Ѹָ��ϰ幤���о�[J]. ϡ�н������Ϲ���, 2010, 39(2): 309-313.
[8] ������. ������-�ָ��ϰ幤������[J]. ���ϵ���, 2005, 19(4): 61-63.
[9] ������. ͭ������Ϊ�Ѹֱ�ը���Ӽв�ʱ�ĸ��Ϲ��ռ����ӽ����ʵ���о�[J]. ��������, 2011, 30(1): 27-31.
[10] ���. TAl/Q235ѭ���ۻ����θ��Ͻ��������[J]. ��ɫ����, 2007, 59(3): 5-8.
