
���±�ţ�1004-0609��2006��03-0385-07
������CVI C/C�����ܶȺ��Ƚ�̿�ṹ�ֲ���Ӱ��
�� ��, ���л�, �ź첨, �� ��, �ּ�ǿ
(���ϴ�ѧ ��ĩұ������ص�ʵ����, ��ɳ 410083)
ժ Ҫ��
���ö����������ݶ�CVI����, �Ա�ϩ��̿Դ��, �����̿��ά����ձ��Ԥ����ֱ��о��˼������͵�����������C/C���ϲ����ܶȺ��Ƚ�̿�ṹ�ֲ���Ӱ�졣 �������, ���������ݶ�CVI C/C�����ܶȺ��Ƚ�̿�ṹ�ؾ���ֲ��ľ���������ҪӰ�졣 ����������������ͬʱ, ����400h�ij���, ����N2������ʱ����̿�̵�ƽ�����ܶ�Ϊ1.54g/cm3, ̿���ܶ��ؾ���ֲ���ƫ���Ϊ0.24g/cm3, ��̿�̵�������γ�SL�ṹ�Ƚ�̿; ������H2������ʱ, ���Եõ�ƽ�����ܶ�Ϊ1.67g/cm3�� �Ƚ�̿�ṹ�ֲ��߶Ⱦ��ȵ�ȫRL�ṹPyC��C/C���ϲ���, ��̿���ܶ��ؾ���ֲ���ƫ��ѽ�Ϊ0.11g/cm3, �ܶȷֲ����������һ�����ϡ� �����Dz���N2����H2������, ̿�̵��ܶ�������ֲ���ʮ�־���(���ѡ�0.02g/cm3), ��̿�̵Ľϵ��ܶȲ�λ��λ���м�ƫ�ڲࡣ
�ؼ���: C/C���ϲ���; ��ѧ������; ����; �Ƚ�̿ ��ͼ�����: TB332
���ױ�ʶ��: A
Effects of carrier gas on density and microstructure distribution of
CVI-derived C/C composites
XIONG Xiang, TANG Zhong-hua, ZHANG Hong-bo, XIONG Jie, PU Ji-qiang
(State Key Laboratory of Powder Metallurgy, Central South University,
Changsha 410083, China)
Abstract: Needled carbon fibre integrated preforms were densified by directional flow thermal gradient CVI process from carbon source gas C3H6, and the effects of introducing active carrier gas (H2) and inert carrier gas (N2) on the bulk density and microstructure distribution of C/C composites obtained were investigated, respectively. The results show that the type of carrier gases has noticeable influences on the radial distribution of density and microstructure of C/C composites. When N2 is used as carrier gas, the average bulk density of the resultant disk is 1.54g/cm3 after 400h infiltration, and the density distribution discrepancy (����) of the disk along the radial direction is 0.24g/cm3. Furthermore, the smooth laminar pyrolytic carbon is subjected to form at the exterior part of the C/C disks. Unlike N2, when H2 is used as carrier gas, a complete rough laminar pyrolytic carbon matrix and C/C disks with average bulk density of 1.67g/cm3 can be obtained within the same time, and the density distribution discrepancy of the disk along the radial direction is only 0.11g/cm3 , which means the density homogeneity of the radial distribution of C/C disks is more than doubled. It is also shown that no matter what type of carrier gas is employed, the circumferential density profile is very homogeneous (���ѡ�0.02g/cm3) and the lower density zone is found to be the middle position which is adjacent to the inner part of the C/C disks.
Key words: C/C composites; CVI; carrier gas; pyrolytic carbon
C/C���ϲ������������ĸ�����ѧ���ܡ� �����������Լ�Ħ��ĥ�����ܶ���Ϊ��һ������ɲ�����ϡ� ��ѧ�������(CVD)��ѧ������(CVI)���Ʊ������ܺ���ɲ����C/C���ϲ��ϵ���ѡ�취�� ������Ϊ, ͨ��CVI���ܲ�������ʵ����ά�ͻ���֮����ܡ� �ι̵Ľ��, ������ͨ������CVI�������������Ƚ�̿����Ľṹ�� ���Ƚ�̿(PyC)��ƫ�����ṹ, �ɽ����Ϊ�ֲڲ�(RL)�ṹ�� �⻬��(SL)�ṹ����ͬ��(ISO)�ṹ���ֻ�������[1]�� ����RL�ṹPyC��ʯī��������, Ӳ�ȵ�, �������ܺá� ��RL�ṹPyCΪ�����C/C���ϲ������ƶ�������, Ħ���������γ�һ���������ܵ��Ի���Ĥ; �������̿�г���SL�ṹPyC, ���Ӱ�쵽Ħ��Ĥ�ľ����Ժ�������, �Ӷ����Ͳ��ϵ�Ħ��ĥ������[2-4]�� ���, ͨ������CVI������������ܶȷֲ����ȵ�ȫRL�ṹPyC��C/C���ϲ������Ʊ�������C/Cɲ�����ϵĹؼ���
C/C�����ܶȺ��Ƚ�̿�ṹ�ֲ���Ӱ�� ���ݶ�CVI���տ���ʵ��C/C���ϲ��ϵĿ�������[5-7]�� ��������CVI������Ԥ�����ڴ����¶��ݶȺ�Ũ���ݶ�, �Ƚ�̿�ij�������һ�����¶�����ͬʱ����, ���, һ����Ϊ���ѵõ�ȫRL�ṹPyC[8]�� ��CVI������, һ�����̿Դ����ij�������Ļ��������ԭ������, ���õ�����������������N2�ͻ�������H2�� ���о�[9, 10]����, N2��CVI�����н���ϡ������, ��PyC�Ľṹ������Ӱ��; ��H2���Ե���PyC����ʱ����������, �������ڵõ�RL�ṹPyC�� ����������CVI C/C�����ܶȺ�PyC�ṹ�ֲ���Ӱ��, Ŀǰ��δ������������ �������߷ֱ����N2��H2������, �о����������ݶ�CVI C/C���ϲ����ܶȺ�PyC�ṹ�ֲ���Ӱ��, �������������û�����������̽�֡�
1 ʵ��
1.1 ʵ��װ��
CVI�����ڶ����������ݶ�CVI¯�н���, ������ҽṹ��ͼ1��ʾ�� ������λ�ڳ����ҵ�����, �������ľ����γ��¶��ݶȡ� �ڳ�������װ��һ����������Ԥ����, ��Ԥ����֮���Ա���Ƭ������ ���������������ڱ�֮�乹����ռ�, �����ڲ��뷢����֮�乹���ڻ��ռ�, ԭ���������ռ���ȵ���������, ����̼Դ����һ����ͨ���ȽⷴӦ��Ϊ�Ƚ�̿���ϵس�����̼��ά����, ����ķ�Ӧ������Ͳ�����δ��ַ�Ӧ��������������, ������ڻ��ռ䱻���¯�⡣ ͼ�м�ͷ��ʾ�������������, ���Կ���, ��CVI����������ʼ�մ��ڶ�������״̬, �Ӷ����Դ�����̿Դ���������ʺͱ����γ�̿�ڡ� ʵ��������ȵ�ż���µ�λ���������ڲࡣ
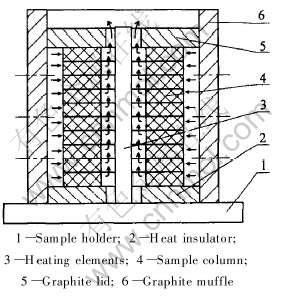
ͼ1 CVI¯�����ҽṹʾ��ͼ
Fig.1 Schematic diagram of deposition chamber of CVI furnace
1.2 C/C���ϲ��ϵ��Ʊ�
����γ̿�����̿��ά��ձ�������, ������̼����ڴ�ֱ���淽��������ǿ��ά�Ƴ���ά̿��ά����Ԥ���塣 Ԥ����ߴ���Ϊ: �⾶420mm, �ھ�190mm, ���30mm�� ̿��ά���������Ϊ35%�� C/C���ϲ��ϵ��Ʊ���������Ϊ: Ԥ���������Ԥ������CVI���ܡ�ʯī����C/C���ϲ��ϡ� CVI���ܹ�����, ���ñ�ϩ��̿Դ��, �������ڲ�����¶�950��, ¯��ѹ��Ϊ10kPa, ̿Դ��������������֮��Ϊ1��1, �ֱ����N2��H2������, ����ʱ���Ϊ400h��
1.3 ���ṹ����
��ÿ���������ѡȡλ�������м�λ�õ�̿�̽����ܶȷֲ����Ժ��Ƚ�̿��ƫ�����ṹ������ ��ͼ2��ʾ, ���ΰ�0�㡢 90�㡢 180�㡢 270����4��λ����̿�̾�������ڲൽ����ఴ���ȼ��ȡd10mmԲ������16��(ÿ��λ��ȡ��4��), �����е�Բ���������ж���ĥ�ӹ�������ܶ�, ��ѡ����һ��λ��ͬһ�����4��������2500�桢 1h��ʯī���������������ʯī����, Ȼ����н������ṹ������ ����ʯī���ȵIJ��Է����������[11]�� ���ṹ������POLYVAR MAT��ѧ���������Ͻ��С� ���н�������ĥ�水ͼʾ��ͷ����ȡ�����������档
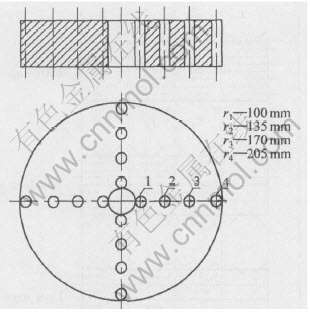
ͼ2 ̿���ܶ������ṹ����ȡ��ʾ��ͼ
Fig.2 Schematic diagram of sampling for density measurement and
microstructure analysis of carbon/carbon disk
2 ���������
2.1 ������̿���ܶȷֲ������Ե�Ӱ��
ͼ3��4��ʾ�ֱ�Ϊ��������������̿���ܶ�������ķֲ��� ��ͼ���Կ���, �����Dz���N2����H2������, ̿�̵��ܶ�������ֲ���ʮ�־��ȡ���һ����Ǻ���������ġ� ����ͼ1��֪, ���ڲ�

ͼ3 ��N2������ʱ̿���ܶ�������ֲ�
Fig.3 Density distribution of carbon/carbon disk along circumference (carrier gas: N2)
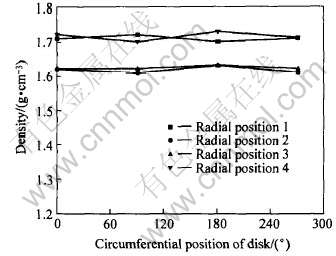
ͼ4 ��H2������ʱ̿���ܶ�������ֲ�
Fig.4 Density distribution of carbon/carbon disk along circumference (carrier gas: H2)
�ò�����ȹ�����ʵ�������嶨������, ʹ������Ԥ����ij��������������ĶԳ���, Ҳ����˵, ���Ǵ���ͬһ�뾶��������, ����������������¶ȡ� ѹ���� ̼Դ��Ũ�ȡ� ��������ʱ�䡢 ������ɢ�������׳̶ȵȶ�������ͬ�� ���, �Զ����������ݶ�CVI���ն���, ̿���ܶ�������ֲ����Ǻܾ��ȵ�, ��Ҳ�Ǹù��յ�һ�������ص㡣
ͼ5��ʾΪ��������������̿���ܶ��ؾ���ķֲ��� ��ͼ���Կ���, ����ͬ�ij���ʱ��(400h)��, ��N2����������̿�̵�ƽ�����ܶ�Ϊ1.54g/cm3, ��H2������ʱ����̿�̵�ƽ�����ܶ�Ϊ1.67g/cm3��
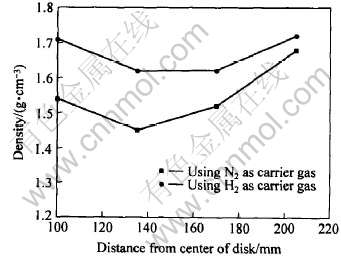
ͼ5 ��������������̿���ܶ��ؾ���ķֲ�
Fig.5 Comparison of density distribution of disk along radial position under two different conditions
��N2������ʱ, ̿���ܶ��ؾ���ķֲ�������(����=��max-��min=0.24g/cm3), ����ܶ����, �м���ڲ��ܶȵ�, �ܶ���ʹ�λ���м�ƫ�ڲ�; ��H2������ʱ, ̿���ܶ��ؾ���ķֲ������Եõ����Եĸ���(����=0.11 g/cm3), ̿���ڲ��������ܶȻ���һ��, �ܶȽϵʹ�ͬ��λ��̿���в��Լ��м�ƫ�ڲࡣ
һ���, ��CVI�����пɷ������෴Ӧ: ����-�����෴Ӧ���ڻ��ױ�������Ƚ�̿����-�̶��෴Ӧ�� �����CVI����Ч��������, ����Ҫ�ϸ������-�����෴Ӧ, ��Ӧ�ÿ�����-�̶��෴Ӧ������, �ر���Ԥ�������ķ�Ӧ��������ʡ� �����������(�缫����¶��ݶ�), ���ݶ�CVI���տɻ����˷�������ɢ��������淴Ӧ����ѧ������, ��ʵ�����¶��ݶȲ���̫��, ����������ܺĹ��ߺ����¯����������ϵ����ѡ� ���, �Զ�������-���ݶ�CVI������˵, �ڳ������к���, ��Ӧ�����������ڵĿ�������Ȼ��Ӱ�������������ܻ��̶ȵľ��������ء�
H2��Ϊһ�ֻ�������, ��CVI�����������������N2����кܴ�IJ�ͬ�� �ݱ���[12], H2����������-�����෴Ӧ, Ҳ��������-�̶��෴Ӧ�� ������-�̶��෴Ӧ����������, �Ƚ�̿�IJ����ɿ��������� ���淴Ӧ�����3���������衣 ���������, ��λ����ڵı������, ���, ֻ��һС����C3H6���Ƚ��м���ﱻ����, ���������з����ۺϷ�Ӧ����C��6�� C��6�γ��Ƚ�̿�����ʱ�C1��C2�γ��Ƚ�̼������Ҫ��ö�[13]�� �������ڲ�, ��λ����ڵij��������Ҫ�����������ߵö�, ���, C3H6���Ƚ��м����ֱ�����, �Ƚ�̿���γ���Ҫ������C1��C2, �����еľۺϷ�Ӧ��ʱ�Ѳ�������Ҫ�ķ�Ӧ�� ��H2��������, H2�������Ƚ�̿������, ����������Ӱ�����϶�ڱ����Ӱ���Dz�ͬ�ġ� ��������[14]����, H2����������C��6�����Ƚ�̿, ����C1��C2�����Ƚ�̿���������ý����� �����ζ�ż�H2�������������������ij�������, ���Կ�϶�ڱ���ij�������Ӱ�첻�� ��Ա�������Ŀ�϶���ڶ˹����ա� �ӳ���Ч����ʱ�䡢 ��߳���Ч����ʮ�������ġ� ��������H2��������������, ʹ����H2������ʱ, �ڱ�����������, ����̿�̵������ܶȱ���N2������ʱ����̿�̵������ܶ�Ҫ�ߡ�
��H2������ʱ, ̿���ܶ��ؾ���ֲ��ľ����������Եĸ���, ҲӦ�鹦��H2��PyC���������������������á� ͼ6��ʾΪCVI�����������������ڵ���ɢ��ʾ��ͼ��
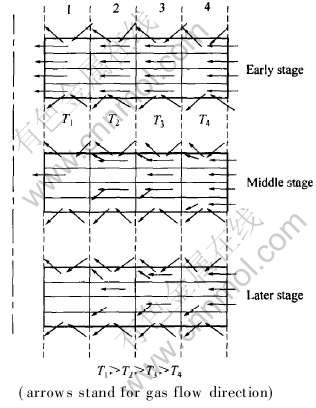
ͼ6 CVI�����������������ڵ���ɢ��ʾ��ͼ
Fig.6 Schematic drawing of gas diffusion and infiltration in preforms during chemical vapor infiltration
�����尴������ڲൽ�����·�Ϊ4������ ��CVI����, ���������ڲ�Ϊ950��ʱ, �����Ϊ840��, ��ʱ1���¶����, ��������, ����������, 2�� 3�� 4�����в�ͬ�̶ȵij����� ���ų����Ľ���, �����ܶ�����, ���������, T2�� T3�� T4��������, ���ǽ���CVI���ڡ� ��ʱ, �����������Ŀ�϶���ڶ˲��ַ�պ������ڲ���϶ͨ����խ, 1�� 2�� 3���������ܵ�����, 4���¶�����, ��������, ����һ��, �ܶ��������; ����CVI����, 1�� 2���������������, ��������������, 3�������ܵ�����, ��������������, 4��������ɢ·�����, �������Խϳ���, ��ʱ4�����ܶ����нϴ����ߡ� ���, ����N2������ʱ, ̿��4���ܶ����, 2�� 3���ܶ�ƫ��, ����2���ܶ���͡� ������H2������ʱ, ����H2��PyC����������������������, ����ʹ��1�� 2�� 3����CVI�����Ա����϶������ͨ��, �Ӷ���֤�����1�� 2�� 3����CVI�����нϳ�ֵij���, ��Ӧ��1�� 2�� 3�����ܶȵõ�����ߡ� ��������CVI������, 1�� 2�� 3�� 4�������������������Ȼ����, ̿�̵�2�� 3���������������ܵ�һ������, ������ճ���̿�̵Ľϵ��ܶ�����
2.2 ������̿���Ƚ�̿�ṹ�ֲ������Ե�Ӱ��
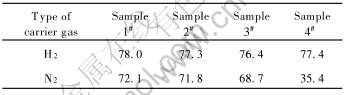
ͼ7��8��ʾ�ֱ�Ϊ���ֲ�ͬ����������������PyC�ṹ��̿�̾���ֲ�������� ��ͼ���Կ���, ��N2������ʱ, 1#�� 2#�� 3#����ΪRL�ṹPyC, 4#����ΪSL�ṹPyC(��ͼ7); ����H2������ʱ, 1#�� 2#�� 3#�� 4#������ΪRL�ṹPyC(��ͼ8)�� ��1����Ϊ��ͬ����������̿��ʯī�����ؾ���ֲ��� ��Ԥ������ͬʱ, ʯī���ȵĸߵͷ�ӳ��PyC�Ľṹ�� �ӱ�1���Կ���, ��H2������ʱ, ̿���ؾ����ʯī����ʮ�־���, ����N2������ʱ, ��̿�̵��������˵�ʯī��������, ����PyC�ṹ�ֲ���һ�µġ� ����, �����Կ���, ���㶼��RL�ṹPyC, ����H2������ʱ, ������ʯī���ȱ���N2������ʱ������ʯī�����Ըߡ�
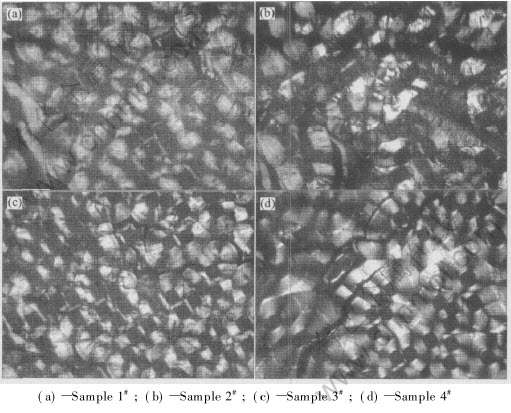
ͼ7 ��N2������ʱ�������Ƚ�̿�ṹ��̿�̾���ֲ�
Fig.7 Microstructure distribution of pyrocarbon along
radial direction of sample disk(carrier gas: N2)
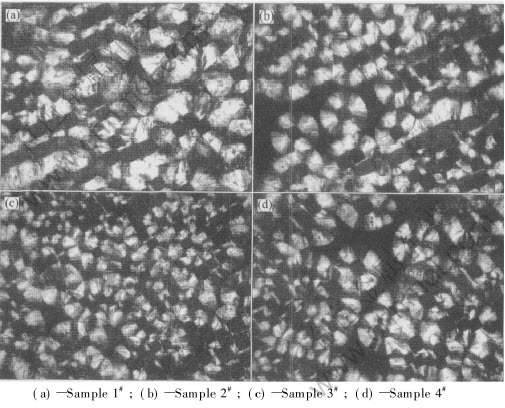
ͼ8 ��H2������ʱ�������Ƚ�̿�ṹ��̿�̾���ֲ�
Fig.8 Microstructure distribution of pyrocarbon along
radial direction of sample disk(carrier gas: H2)
��1 ��ͬ����������̿��ʯī�����ؾ���ֲ�
Table 1 Graphitization degree distribution along radial direction of sample disk under different gas condition
����֤ʵ[14, 15], �Ƚ�̿�ṹ����������й�, ������Ҫ����ȡ���ڷ�Ӧ����, Ҳ����˵, �Ƚ�̿�ṹ�������������ֱ�ӵ���ϵ�� ��CVI������, ��Ӧ����������������������С��������(�������������)�� ��CVI���������ı仯, ��ͬ��С��ṹ�ķ�����ռ�������������仯�� ���о�[14]����, ������С������������Ժ������Ƚ�̿�Ľṹ�������, ������(C��6)��С������������(��Ҫ��C2H2)����֮����һ���ʵķ�Χ��ʱ, ��С����Эͬ�����γ���ȫ���۵�ƽ����ӽṹ, �Ӷ��õ��ֲڲ�ṹ�Ƚ�̿�� ��������С�����������ӹ�ʣʱ����Ӧ�õ��⻬��ṹ�Ƚ�̿�����ͬ�Խṹ�Ƚ�̿��
�Ƚ�̿���γɹ������ǰ�����һϵ�л�״��������γɡ� ���� ����ȷ�Ӧ�� ���Ƚ�̿�γɵĻ�ѧ��Ӧ��������, �¶ȡ� ��������ʱ��������Ӱ��CVI��������������ɵ���Ҫ���ء� ��������������������IJ�ͬ�кܴ�IJ�� N2��Ϊһ�ֶ������岻�����ȽⷴӦ, ��CVI�����н���ϡ�����á� ��H2��ͬ, H2�ȿ��Բ����ȽⷴӦ, ͬʱҲ�Ƿ�Ӧ������� ������̿Դ�������Ƚ����ɵ�H2������ԭ�����������H2, ������һ���̶��ϸı���������ɡ� ���о�[16]����, H2�������Ƚ��������C2�γ�C��6�ķ�Ӧ���ش�Ӱ�졣 ���¶Ⱥ�ѹ������һ��ʱ, �ڸ�H2������, ��Ӧ�����ϵ�(һ����һ��), C��6���γ��ܵ�����, C��6��C2�ĺ���֮�Ƚ���; ��ƶH2������, ��Ӧ�����ϸ�(��������), C��6�γɺܿ�, C��6��C2�ĺ���֮��Ѹ�����ߡ� �����ݶ�CVI������, ������N2��Ar�ȶ�������������ʱ, ��̿��ά�����ڲ�, ��̿Դ�������ѽ����ɵ�H2����ʱ����Խϳ�, �ɳ�ֲ����ȽⷴӦ; ����̿��ά�������, H2���ɺ��������õ�����ͺܿ���ɢ, ���ƶH2���ա� ��ܿ��������ݶ�CVI�����в���N2������ʱ����������γ�SL�ṹ�Ƚ�̿����Ҫԭ��֮һ�� ����ԭ����������һ������H2, һ��������ʵ����������ڲ���϶��H2Ũ��; ��һ�������ʹ������������������H2�õ���ʱ����, �����������ҪCVI���ղ������Ż�, ����ʹ�������崦�ڵõ�RL�ṹ�Ƚ�̿�����յ���, �Ӷ��õ�ȫRL�ṹ�Ƚ�̿��C/C���ϲ��ϡ� ��ʵ����������, ��ԭ����������һ������H2����һ���̶�������Ƚ�̿ʯī���Ľᾧ������, ����ԭ��Ŀǰ�в����, �����Ʋ������H2�����ȽⷴӦ�Ӷ�Ӱ���Ƚ�̿ǰ������ӵĴ�С�ͽṹ�йء�
3 ����
���������ݶ�CVI C/C�����ܶȺ��Ƚ�̿�ṹ�ؾ���ֲ��ľ���������ҪӰ�졣 ����������������ͬʱ, ����400h�ij���, ����N2������ʱ����̿�̵�ƽ�����ܶ�Ϊ1.54g/cm3, ̿���ܶ��ؾ���ֲ���ƫ���(����=��max-��min)Ϊ0.24g/cm3, ��̿�̵�������γ�SL�ṹ�Ƚ�̿; ������H2������ʱ, ���Եõ�ƽ�����ܶ�Ϊ1.67g/cm3�� �Ƚ�̿�ṹ�ֲ��߶Ⱦ��ȵ�ȫRL�ṹPyC��C/C���ϲ���, ��̿���ܶ��ؾ���ֲ���ƫ��ѽ�Ϊ0.11g/cm3, �ܶȷֲ����������һ�����ϡ� �����Dz���N2����H2������, ̿�̵��ܶ�������ֲ���ʮ�־���(���ѡ�0.02g/cm3), ��̿�̵Ľϵ��ܶȲ�λ��λ���м�ƫ�ڲࡣ
REFERENCES
[1]Bourttat X V, Trouvat B, Limousin G, et al. Pyrocarbon anisotropy as measured by electron diffraction and polarized light[J]. J Mater Res, 2000, 15(1): 92-101.
[2]Lee K J, Kuo H H, Lin C, et al. Effect of surface condition on tribological behavior of PAN-CVI based carbon-carbon composite[J]. Material Chemistry and Physics, 1999, 57: 244-252.
[3]Byrne C, Wang Z Y. Influence of thermal properties on friction performance of carbon composites[J]. Carbon, 2001, 39: 1789-1801.
[4]Hotton T J, McEnaney B, Crelling J C. Structural studies of wear debris from carbon-carbon composites aircraft brakes[J]. Carbon, 1999, 37: 907-916.
[5]Golecki I, Morris R C, Narasimhan D, et al. Rapid densification of porous carbon-carbon composites by thermal gradient chemical vapor infiltration[J]. Appl Phys Lett, 1995; 66(18): 2334-2336.
[6]��־ǿ, ���л�, �ܽ�. �����ݶ�ʽCVD���ܼ�������C/C����ɲ����[J]. ����̿����, 2000, 15(2): 22-27.
ZOU Zhi-qiang, TANG Zhong-hua, XIONG Jie. The manufacturing of C/C composite brake disk by means of thermal gradient densification technique[J]. New Carbon Materials, 2000, 15(2): 22-27.
[7]�ֱ���, �ּ�ǿ. �ɻ�̿ɲ���̵Ŀ��������̿[J]. ����̿����, 2000, 15(4): 27-29.
PU Bao-jian, PU Ji-qiang. A rapid CVD method for manufacture of aircraft brake disk[J]. New Carbon Materials, 2000, 15(4): 27-29.
[8]Savage G. Carbon-carbon Composites[M]. London: Champman Hall, 1993. 176.
[9]�ܽ�, ��־ǿ, ���л�, ��. ������CVI C/C�����Ƚ�̿���ṹ��Ӱ��[J]. ���ϲ���ѧ��, 2004, 21(6): 87-92.
XIONG Jie, ZOU Zhi-qiang, TANG Zhong-hua, et al. Effect of carrier gas on the microstructure of CVI pyrocarbon in C/C composite[J]. Acta Materiae Compositae Cinica, 2004, 21(6): 87-92.
[10]Delhaes P. Chemical vapor deposition and infiltration processes of carbon materials[J]. Carbon, 2002, 40: 641-657.
[11]���л�, �ܹ�֥, ��־ǿ, ��. ��XRD����λ����C/C���ϲ��ϵ�ʯī����[J]. �й���ɫ����ѧ��, 2003, 13(6): 1435-1440.
TANG Zhong-hua, ZHOU Gui-zhi, ZOU Zhi-qiang, et al. Measurement of graphitization degree of carbon/carbon composites by average X-ray diffraction angle method[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(6): 1435-1440.
[12]Benzinger W, Huttinger K J. Chemical vapor infiltration of pyrocarbon(��): Some kinetic consideration[J]. Carbon, 1996, 34(12): 1465-1471.
[13]Tesner P A. Chemistry and Physics of Carbon[M]. New York: Marcel Dekker, 1984.
[14]Dong G L, H��ttinger K J. Consideration of reaction mechanisms leading to pyrolytic carbon of different textures[J]. Carbon, 2002, 40: 2515-2528.
[15]Agn��s O. Pyrocarbons[J]. Carbon, 2002, 40: 7-24.
[16]Guellali M, Oberacker R, Hoffmann M J, et al. Textures of pyrolytic carbon formed in the chemical vapor infiltration of capillaries[J]. Carbon, 2003, 41: 97-104.
������Ŀ: �����ص�����о���չ�滮������Ŀ(2005CB600903)
�ո�����: 2005-08-09; ������: 2005-12-14
�����: �� ��(1963-), ��, ����, ��ʿ����ʦ.
ͨѶ����: �� ��, ����, ��ʿ; �绰: 0731-8836079; E-mail: xiaopeng@mail.csu.edu.cn
[6]��־ǿ, ���л�, �ܽ�. �����ݶ�ʽCVD���ܼ�������C/C����ɲ����[J]. ����̿����, 2000, 15(2): 22-27.
[7]�ֱ���, �ּ�ǿ. �ɻ�̿ɲ���̵Ŀ��������̿[J]. ����̿����, 2000, 15(4): 27-29.
[8]Savage G. Carbon-carbon Composites[M]. London: Champman Hall, 1993. 176.
[9]�ܽ�, ��־ǿ, ���л�, ��. ������CVI C/C�����Ƚ�̿���ṹ��Ӱ��[J]. ���ϲ���ѧ��, 2004, 21(6): 87-92.
[13]Tesner P A. Chemistry and Physics of Carbon[M]. New York: Marcel Dekker, 1984.
