
���±�ţ�1004-0609(2015)-09-2350-08
þ�Ͻ�����ѹ-Ťת���ε���ֵģ����ʵ���о�
¬��ΰ1, 2���� ��1����ʤȪ1��������1�����ı�1
(1. ���ϿƼ���ѧ ������ĥ���ϼ��Ʊ���������ʡ�����Ƽ��ص�ʵ����, ��̶ 411201��
2. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410083)
ժ Ҫ��
ժ Ҫ����ϴ�ͳ��ѹ��Ťת���ε��ص��������ѹ-Ťת���ϱ��η�ʽ����������Ԫ����������η�ʽ������ֵģ�⡣�о�Ťת�Ƕȶ����ϱ��ι������ۻ�Ӧ���Ӱ�죬���Ծ�����ͬŤת�Ƕȱ��κ����ϵĵ�ЧӦ��ֲ��IJ����ȳ̶Ƚ��ж�����������������ѹ-Ťת���ϱ��ε�ģ��������Ƴ����ŵ�ģ�߽ṹ������ʵ���о����������������ѹ-Ťת���ϱ��ο����������þ�Ͻ���ι��̵��ۻ�Ӧ�䣬����Ťת�Ƕȵ������ۻ�Ӧ�����������ȳ̶�������ӣ�����ЧӦ��ߴ�3.75����ģ��Ťת��Ϊ40��ʱ�������ɻ�ýϴ�ĵ�ЧӦ��;��ȵĵ�ЧӦ��ֲ����ڸ��ϱ��κ�AZ31þ�Ͻ�ľ����ߴ���300 ��m����ϸ����Լ6 ��m��
�ؼ��ʣ�
AZ31þ�Ͻ�������Ԫģ�������ϼ�ѹ��������ЧӦ��ֲ���
��ͼ����ţ�TG376���� ���ױ�־�룺A
Numerical simulation and experimental research of AZ31 Mg alloys processed by direct extrusion and torsional deformation
LU Li-wei1, 2, ZHAO Jun1, CHEN Sheng-quan1, LIU Long-fei1, ZENG Wen-bing1
(1. Hunan Provincial Key Defense Laboratory of High Temperature Wear-resisting Materials and
Preparation Technology, Hunan University of Science and Technology, Xiangtan 411201, China;
2. School of Materials Science and Engineering, Central South University, Changsha 410083, China)
Abstract: Combining the feature of traditional extrusion and torsional deformation, direct extrusion and torsional compound deformation was proposed, and numerical simulation of deformation process was investigated using finite element software. Effect of torsion angle on cumulative strain during the deformation process was studied, and the non-uniformity of the equivalent strain distribution after different torsion angle deformation was also analyzed quantitatively. According to the simulation results of direct extrusion and torsional deformation, reasonable die structure was designed, and experimental research was carried out. The results show that the direct extrusion and torsional compound deformation can significantly enhance the accumulation strain of deformed magnesium alloys, and the cumulative strain increases with the increase of torsional angle, the maximum equivalent strain can get up to 3.75, but the degree of nonuniformity increases relatively. The specimen can obtain larger and more uniform distribution of equivalent strain for torsion angle of 40��. After compound deformation, the grain size of AZ31 magnesium alloy can be significantly refined from 300 ��m to about 6 ��m.
Key words: AZ31 magnesium alloy; finite element simulation; compound extrusion; equivalent strain distribution
þ��þ�Ͻ���Ϊ����Ľṹ���ϣ�Խ��Խ�����ģ���ƹ�Ӧ�ã������������о�����þ�Ͻ�����Գ��ͼ����ѳ�Ϊ����þ��ҵ��չ����Ҫ�о���������θ���Ч�����þ�Ͻ�����Գ���������Ϊ�о��ȵ�[1-2]����ͳ��ѹ����������þ�Ͻ����õ�ǿ���� ���ԽϺõı���þ�Ͻ���Ҫ�����ھ����ߴ�ִ���֯�����ȷֲ�����ѧ���ܵĸ�������[3]���Ⱦ��Ǽ�ѹ(ECAE)��Ϊһ�ֳ����Ĵ����Ա��η���������SEGAL[4]�������ͨ������εļ�ѹ�Ӷ��õ������ܵ�þ�Ͻ𣬵����ڶ���μ�ѹ���յIJ��������ķѳɱ����Һ��Ѵ��ģ��Ӧ�ã���ʹѧ�߲��ϵ��о����͵Ĵ����Ա��η�ʽ����ó�ϸ���Ľ����ṹ����[5-6]��FATEMI-VARZANEH��[7]�����ۻ��ֿ���ѹ����(ABE)�ɹ���ʵ����AZ31þ�Ͻ���¼�ѹ��ȡ���� �Ϻõľ���ϸ��Ч��������ģ��[8]���Ⱦ��Ǽ�ѹ�����ij���ͨ�������С�����һ�ֽ��Ⱦ��Ǽ�ѹ�ʹ������ѹ���ϵı�ͨ���Ǽ�ѹ(CCAE)�������ʵ��֤���˸÷�����һ���μ�ѹ�����Ʊ�������ϸС��������ѧ�������õı���þ�Ͻ�Ѧ������[9]Ϊ�Ľ�ECAE�IJ��㣬����˵Ⱦ��Ǽ�Ť�¹���(ECAE-T)�����ط����˴����ڸù��ռ�ѹ������Ӧ��Ӧ���С�ͷֲ������������ģ�߽���ʵ����֤�����������ģ����ʵ��������һ�£�ECAE-T���ۻ�����ļ��б������͵õ���ϸ������֯�������[10]��������ѹ�����ε�ͨ����ѹ���ص�����˼�ѹ-���и��ϵļ�ѹ����(ES)����AZ31þ�Ͻ������ģ���ʵ���о������������ES��ѹ���ն�ϸ��þ�Ͻ������֯Ч�������������о�þ�Ͻ�ѹ������ʵ���е�ģ������Ż���Ҫ������ʵ���о��������֤����ʵ�����ڳ����ķѳɱ��ߣ��Բ�ͬ����ģ�ߵIJ�������ʵ�飬ʵ�����ڸ������豸�����Ҳ����[3]��Խ��Խ����о��������[11]������Ԫģ��ɳɹ������ƶ�ʵ�鷽��������ʵ�������ﵽ��Сʵ�鹤����������ʵ��ɱ������ʵ�龫�ȵ�Ŀ�ꡣ
��ˣ������������þ�Ͻ������ѹ-Ťת���ϱ����·�ʽ����AZ31þ�Ͻ��������ѹ-Ťת���ε�����Ԫ������ʵ���о�������ѹ-Ťת���ϱ����ǽ�
Ťת���нṹ���贫ͳ����ѹ����ͨ������ʹ�ý�������ѹ���κ��ٴη���Ťת���б��Σ�Ťת���б��οɸı��������������ʹ����������ת�����������⣬����ѹ��Ʒ�ٴξ���Ťת���б���ʱ��������Ҫ���ܵĸ����ѹ����ʵ�ֲ��ϵļ������ͣ����ӵ�ѹ���ɸ���þ�Ͻ�����Գ�������[10]��
1 ģ�������ʵ�鷽��
����ѹ-Ťת���θ��ϼ�ѹ��������ѹ�ļ�ѹ�ȱ�������Ťת��������������ɣ���ͼ1��ʾ��ģ����һ��ģ���������м�ѹ������Ťת��ͨ���İ�ģ����ɡ�Ťת�ṹ��Ҫ�漰������Ҫ�Ĺ��ղ�������ģ���нǦú����������Ťת�Ǧա����нǦ���ָ����Բ������ͬ��������ģ��ͨ�����߷���ļнǣ�Ťת�Ǧ���ָŤת����ǰ��������������ת�Ƕȡ�һ����˵�����нǺ�Ťת��Խ�������������ܵı���Խ���ң������ۻ�Ӧ����Ҳ��Խ��ͨ���ı�Ťת����������Բ����Ķ�Ӧλ�ÿɿ���Ťת�ǶȵĴ�С����Ťת�Ƕ�Ϊ��ʱ��ȡ��Բ������һ��(x=acos�� , y=bsin��)����ͼ2����ɵó�ģ���н���Ťת�Ǵ������¹�ϵ��
x2=2[(acos��)2+(bsin��)2]-2cos��[(acos��)2+(bsin��)2] (1)
 (2)
(2)
 (3)
(3)
ʽ�У�LΪŤת�����ȣ�aΪ��Բ���泤�᳤�ȣ�bΪ��Բ������᳤�ȣ���Ϊ��Բ������

ͼ1 ���ϼ�ѹ��ģʾ��ͼ
Fig. 1 Schematic models of compound extrusion
��ѹʱ������������ͨ���У�����������ѹ�ȱ������ļ�ѹ�ȱ��κ�Ťת�����������ת���б��Σ��ܵ���ѹ��ŤתӦ���ͼ�ѹ�ȵ����ã�����������������̬�ٽᾧ�Ӷ�ϸ���������о������������̬�ٽᾧ��Ҫ�ۻ�Ӧ�䳬������Ӧ��ʱ���ɷ���[12]���乫ʽ��ʽ(4)��(5)��ʾ��
 (4)
(4)
 (5)
(5)
ʽ�У� Ϊ��̬�ٽᾧ����ʱ��Ӧ�䣻
Ϊ��̬�ٽᾧ����ʱ��Ӧ�䣻 Ϊ�������Ӧ����Ӧ��Ӧ�䣻a1��a2��Ϊϵ����
Ϊ�������Ӧ����Ӧ��Ӧ�䣻a1��a2��Ϊϵ���� ΪӦ�����ʣ�n1��m1��C1����������йصij�����QΪ�����ܣ�kJ/mol��RΪĦ�����峣��(8.31 J/mol)��TΪ�����¶ȣ�d0Ϊ��ʼ�����ߴ硣
ΪӦ�����ʣ�n1��m1��C1����������йصij�����QΪ�����ܣ�kJ/mol��RΪĦ�����峣��(8.31 J/mol)��TΪ�����¶ȣ�d0Ϊ��ʼ�����ߴ硣

ͼ2 Ťתԭ��ͼ
Fig. 2 Principle diagram of twist
�������ѹ-Ťת���ϱ��μ�ѹ������Deform-3D�����н���ģ���о�����ģ������У���Ͳֱ��Ϊ30 mm����ѹ������ֱ��Ϊ10 mm������Ϊ5 mm��Ťת������Ϊ����a=10 mm������b=8 mm����Բ������8 mm������ѹ����Ťת��֮�����Բ�����ɣ�Ťת�Ƕȷֱ�ȡΪ20�㡢30�㡢40���50�㡣Ϊ�˷���Ա�Ťת�Ƕȶ�þ�Ͻ���εĽ��������ʵ����ѡȡ��ѹ�Ⱦ�Ϊ9����ѹ�¶�Ϊ300�棬��ѹ�ٶ�Ϊ1mm/s�������о�����[13]������ѹ�ٶȽϵ�ʱ��������ģ���Ħ��������ļ�ѹ�¶ȱ仯�ɺ��Բ��ơ���ѹ����ֱ��Ϊ30 mm������Ϊ60 mm���������������������ĿΪ20000��ʵ��ģ��Ϊ�� ��������ϵ�Ӧ��-Ӧ������ָ�����ϵ���������Von Mises������������ģ��ĽӴ��ݲ�Ϊ0.046 mm���������Ϊ43786.9 mm3��ѡ�ü���Ħ�����ͣ�Ħ������Ϊ0.4����ʵ���У�����Direct Iteration��������Conjugate-Gradient����������õ��ٶ����������Ϊ0.005��ʧ�������������Ϊ0.05����ʵ�ʼӹ������У�������ģ�Ͱ�ģ�ı����������ģ�Ͱ�ģ����Ϊ�����壬��ѹ��������Ϊ�����壬���˶���ϵ����Ϊ��ģ��ֹ������ģΪ����������ѹ������Ϊ�Ӷ�����Ϊ�˺����о�����ͬŤת�Ƕȱ��κ�����������Ӧ��ֲ����ɣ�ȡ��ͼ1(c)��ʾA-A������L1~L4 4��ֱ��Ӧ�������Ϊ��֤����Ԫ���������ѡ��ģ�߲�������ѹ��ѹ��Ϊ9��Ťת�Ƕ�Ϊ40���������ѹ-Ťת���θ���ģ�ͼӹ�ʵ�飬����ģ����ͼ3��ʾ��������ѹ-Ťת���κ�ȡ���ϵ����IJ�λ��������֯�۲죬���������ζ����Һ���н��ฯʴ�����ڹ�ѧ�����Ϸֱ���ƽ�м�ѹ����(ED)�ʹ�ֱ��ED�����������֯�۲졣
��������ϵ�Ӧ��-Ӧ������ָ�����ϵ���������Von Mises������������ģ��ĽӴ��ݲ�Ϊ0.046 mm���������Ϊ43786.9 mm3��ѡ�ü���Ħ�����ͣ�Ħ������Ϊ0.4����ʵ���У�����Direct Iteration��������Conjugate-Gradient����������õ��ٶ����������Ϊ0.005��ʧ�������������Ϊ0.05����ʵ�ʼӹ������У�������ģ�Ͱ�ģ�ı����������ģ�Ͱ�ģ����Ϊ�����壬��ѹ��������Ϊ�����壬���˶���ϵ����Ϊ��ģ��ֹ������ģΪ����������ѹ������Ϊ�Ӷ�����Ϊ�˺����о�����ͬŤת�Ƕȱ��κ�����������Ӧ��ֲ����ɣ�ȡ��ͼ1(c)��ʾA-A������L1~L4 4��ֱ��Ӧ�������Ϊ��֤����Ԫ���������ѡ��ģ�߲�������ѹ��ѹ��Ϊ9��Ťת�Ƕ�Ϊ40���������ѹ-Ťת���θ���ģ�ͼӹ�ʵ�飬����ģ����ͼ3��ʾ��������ѹ-Ťת���κ�ȡ���ϵ����IJ�λ��������֯�۲죬���������ζ����Һ���н��ฯʴ�����ڹ�ѧ�����Ϸֱ���ƽ�м�ѹ����(ED)�ʹ�ֱ��ED�����������֯�۲졣
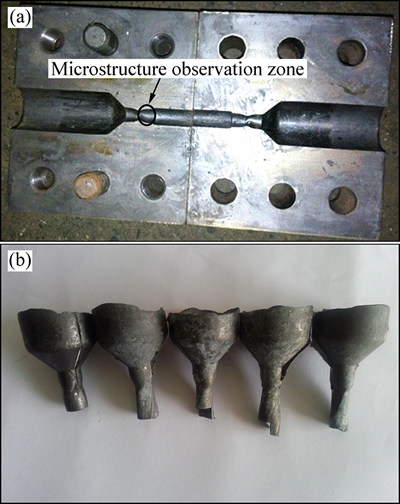
ͼ3 ����ѹ-Ťת���ϱ���ģ�߽ṹ����ѹ������Ƭ
Fig. 3 Die of direct extrusion and torsional composite method (a) and extrusion samples (b)
2 ��������
2.1 Ťת�ǶȶԵ�ЧӦ��ֲ���Ӱ��
ͼ4��ʾΪŤת�Ƕȷֱ�Ϊ20�㡢30�㡢40�㡢50��ģ����AZ31þ�Ͻ������ݽ����ϵĵ�ЧӦ��ֲ���ͨ��������Ӧ��ֲ����Եõ������ڼ�ѹ�����б��γ̶ȡ���ͼ4���Կ���������ѹ-Ťת����������Ҫ��Ϊ3��������Ϊ��ͷ�����ò��������ڼ�ѹ�������ȷ������Σ��������ɶȴ�������ӣ�����ڱ��ι�����Ӧ��ֲ��������ȣ���ʵ��Ӧ�ñ��ι����У��ò��ֵIJ���ͨ����Ϊ���Ͻ���ȥ��������ΪŤת����������ЧӦ����������Ե�����ľ������Ե��ݶȱ仯����ЧӦ�伯����2.25~3.75�����ڲ�ͬŤת�Ƕȵ�ģ�ߣ���ͼ4(a)��(e)���Կ�������Ťת�Ƕ�Ϊ20��ʱ��������Ե������ЧӦ������ӣ�Ӧ����������ã���������ѹ���κ��ЧӦ�������Ե�����ЧӦ��Ϊ3.0������Ťת�Ƕ�С����һ�����������������Ťת�Ƕȵ�������ͼ4(b)~(d)��(f)~(h)��֪�������ı�Ե��ЧӦ������ЧӦ���ں����ϵı��β�������Ҳ��ʼ���������ЧӦ�����ֵ�����������ھ���Ťת��ѹ��ʱ������ģ���ڱڵĸı�ʹ�ý����������������仯��ʹ�ý�����Ե��λ���Ȳ������б��Σ����ڽ����������������ԣ���Ե������ǣ���ڲ�����Ťת���Ρ�����ת�ͼ��е�˫�������£���ѹЧ������Ťת�Ƕȵ��������������ЧӦ����3.38������3.75��Ťת��Ϊ50��ʱ��Ťת��Ϊ20��ĵ�ЧӦ�������25%�������GHAZANI��[14]��������һ����ѭ�������ͨ����ѹ��ĵ�ЧӦ��ֵ3.4��Ҫ�ߡ���˿ɵó����Ťת���ܹ�ʹ���ϵı��γ̶����ӣ��ۻ����������Ӧ��������Ϊ��һ��ϸ�������ṩ������ΪŤת���յĺ������ṩһ�����������ݣ�����Ϊ��ѹ�ȱ���������ͼ4�ɿ����������ڱ�������ЧӦ����ݶȷֲ���Ϊ��Ҫ����������ЧӦ��Ĵ�С��Ҫ�ɼ�ѹ�������������ű��εļ�������������Ťת�����������ЧӦ�����ӣ���Ӧ������Ա�
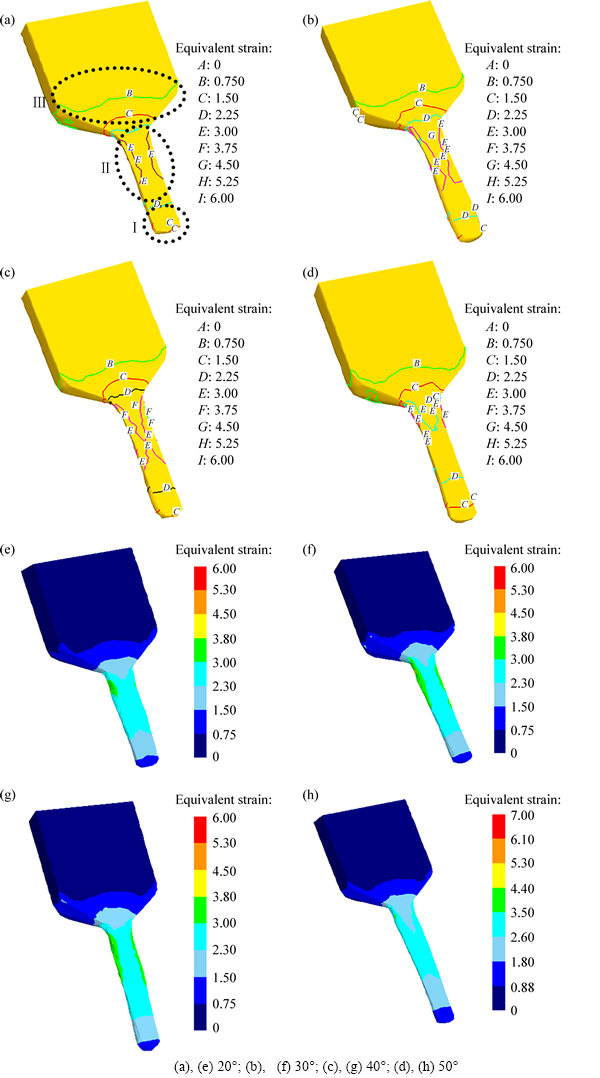
ͼ4 ��ͬŤת��ģ��������ЧӦ��ֲ���ֵ��ͼ����ͼ
Fig. 4 Line contour ((a)-(d)) and solid ((e)-(h)) of equivalent strain distribution for die with different twist angles
2.2 ��ЧӦ������Է���
Ϊ�˶�������Ťת�ǶԵ�ЧӦ������Էֲ���Ӱ�죬ȡ��������ѹ��Ťת���κ�ļ�ѹ������A-A�������й۲죬����Բ�ε�����ѹ-Ťת���ϱ���Ϊ��ά���Σ����δ��ڶԳƹ�ϵ����˶�ͼ1(c)��L1~L4�ߵ�ЧӦ��ֲ����߶Աȷ�����ͼ5��ʾΪ������ͬŤת�Ƕȱ��κ�����L1~L4�ֲ��ĵ�ЧӦ�����ߡ���ͼ5(a)��֪��Ťת��Ϊ20��ʱ��4���߶�Ӧ�ĵ�ЧӦ��ֲ������غϣ������Ťת��Ϊ20��ʱ�����ĵ�ЧӦ���ں�����ϵı仯����ЧӦ��ֲ����ȣ�����ЧӦ��ֵ��С������Ťת�ǵ�����ֱ��L1~L2������������Ťת��Ϊ50��ʱ�����������������ƣ�������Ťת��Ϊ50��ʱ��������ԵӦ��仯���ң���ЧӦ�䲻���������ӣ������ı�Ե����Ϊ��Ҫ�ı��β��֡�
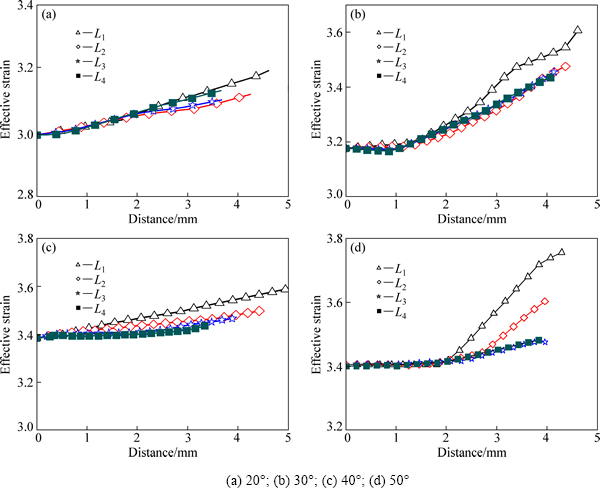
ͼ5 ��ͬģ���������ͺ�A-A�����ЧӦ��ֲ�
Fig. 5 Equivalent strain distributions in A-A section for die with different twist angles
Ϊ�˸�����ķ������������ĵ�ЧӦ��ֲ����ȳ̶ȣ��Դ�����ЧӦ�䲻���ȳ̶ȵIJ���Ci���м���[15]��
 (6)
(6)
ʽ�У� ��
�� ��
�� �ֱ�Ϊ������ϵ�ЧӦ������ֵ����Сֵ��ƽ��ֵ����ЧӦ���ƽ��ֵ��ʽ(7)��ã�
�ֱ�Ϊ������ϵ�ЧӦ������ֵ����Сֵ��ƽ��ֵ����ЧӦ���ƽ��ֵ��ʽ(7)��ã�
 (7)
(7)
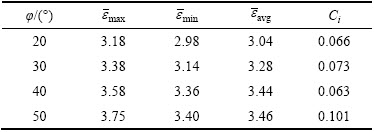
����ʽ(6)��(7)�ɽ�������ͬŤת�ǶȺ�A-A����ĵ�ЧӦ�䲻���ȳ̶Ȳ���Ci����������1���С��ɱ�1��֪����Ťת�Ƕ�Ϊ20��ʱ��A-A�������С��ЧӦ�������ЧӦ��Ϊ2.98��3.18������Ťת�Ƕ�Ϊ50��ʱ����С��ЧӦ�������ЧӦ��������3.40��3.75�����ڵ�ЧӦ�䲻���ȳ̶ȶ��ԣ���Ťת�Ƕ�Ϊ20��ʱ��Ci��ֵΪ0.066����Ȼ���αȽϾ��ȣ�����õĵ�ЧӦ����ԱȽ�С�������Ը���̶ȵشﵽϸ��������Ч�����Ƚϲ�ͬģ�߽ṹ�ı���������֣�����Ťת�Ƕȵ����ӣ�A-A�����������С��ЧӦ���������ȳ̶Ȳ���Ci������0.066~0.101���ι��ɵ�[16]�Բ�ͬECAPģ����ǵĵ�ЧӦ��ֲ�����ģ�⣬���Ϊ37���90��ʱ��ƽ����ЧӦ��ֱ�Ϊ1.048��0.883�������ȳ̶Ȳ���Ci�ֱ�Ϊ0.451��0.583�������Ϊ20��ʱ��ƽ����ЧӦ��Ϊ1.228�������ȳ̶Ȳ���CiΪ0.194����������Ϊ37���90��ģ����˱ȽϺõĵ�ЧӦ��ֲ�����������˵һ���ε�ЧӦ�䲻����ϸ��Ч�����á��ι��ɵ�[17]��������A��Ba��Bc��C��ͬ·��4����ECAP��ѹ��ƽ����ЧӦ��ֱ�Ϊ5.15��4.86��4.98��5.02���Ͳ����ȳ̶�Ci���ԣ��ֱ�Ϊ0.384��0.212��0.069��0.107��4�ֱ���·����ȡ���˽ϴ�ĵ�ЧӦ�䣬�����ȳ̶�Ҳ�ȽϺã���������4���εı��Ρ����������ͱ���ģ����������֪��������ѹ-Ťת���ϱ���ģ�ߵ�Ťת��Ϊ40��ʱ���ɻ�ýϸߵ�ƽ����ЧӦ������þ����Էֲ���
��1 A-A�����ЧӦ�䲻���ȳ̶Ȳ���
Table 1 Non-uniformity parameters of equivalent strain across section A-A
2.3 ����֯�۲�
ͼ6��ʾΪ��̬AZ31þ�Ͻ�ԭ����������ѹ-Ťת���ϱ��κ������ݽ���ͺ����Ĺ�ѧ����֯����ͼ6(a)�ɼ�����̬AZ31þ�Ͻ��Ȼ���������֯�ȽϾ��ȣ�������������Եĵ���ֲ���ƽ�������ߴ�ԼΪ300 ��m�����������������Ϊ��ѹʵ�����������õ���֯������ͼ6(b)��(c)��֪����������ѹ-Ťת���ϱ��ι���һ���μ�ѹ���������ݽ��滹�Ǻ��������־�������ϸ������������֯����ֲ������ȣ������ֲ�������Ȼ���ڽϴִ�ľ�����������г��ֳ���˫����֯�����ִߴ�ԼΪ15~20 ��m��ϸС�����ߴ�Ϊ3~4 ��m��ƽ�������ߴ�ԼΪ6 ��m���۲췢�֣�ϸС�ľ����ֲ��������ԡ����۲��ݽ��������֯���֣�AZ31þ�Ͻ�������ԭʼ�����ڼ�ѹ����Ťת�������·���ת�������ϵ�����֯�����������仯�����ִ����뼷ѹ���߳�һ���Ƕȷ����Ų���ϸС����������δ�����ٽᾧ�ij���״����[18]��ϸС�����ʵ��͵ļ��д�״���ڲ�������С�����ȣ�С�����ijߴ�Լ5 ��m��Ȼ����ľ����ߴ羹�ﵽ30 ��m������״���������д��ʹ�С���������Ĵ���˵����ѹ�����ж�̬�ٽᾧ��������֣�����Ҫ�����¶Ⱥͼ�ѹ�ٶ��������������ڲ��IJ�����֯������������ֵĶ�̬�ٽᾧ���Ӷ�����ڲ���֯�����ȣ��������������������ѧ���ܲ���������Ӱ��[19]�������о����������ܴ�ͳ������ѹҲ�ܻ��С��10 ��m ��þ�Ͻ�����֯�����Ǽ�ѹ��Ϊ35��Զ��������ѹ-Ťת���ϱ��κ�ļ�ѹ��9[20]�����⣬��ECAE�о��з���[21]������1��5��8���μ�ѹ�����ڼ�ѹ�¶�523 Kʱ��ʹAZ31þ�Ͻ�ӳ�ʼ��25 ��mϸ����5��3.8��2.9 ��m������������������ѹ-Ťת���ϱ��μ�����ϸ��þ�Ͻ����ߴ緽����ʾ���˶��ص���Խ�ԡ�
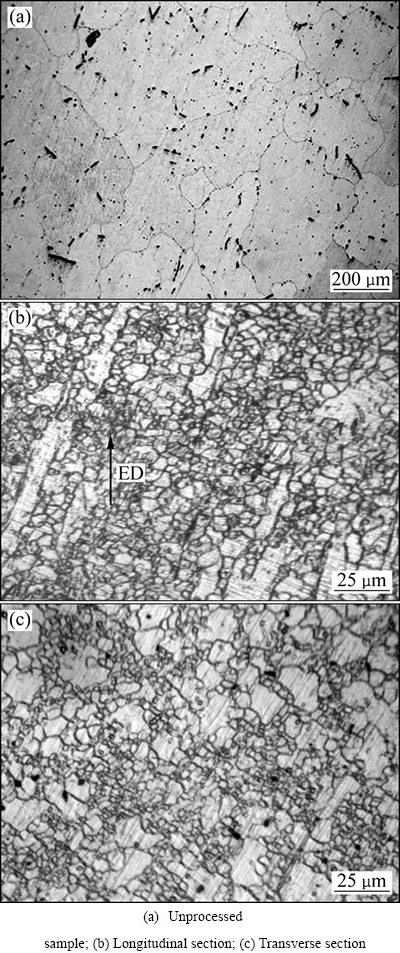
ͼ6 AZ31þ�Ͻ�ԭ������һ���α��κ��ݽ���ͺ����Ĺ�ѧ����֯
Fig. 6 Optical microstructures of AZ31 magnesium alloys unprocessed and processed by one pass
3 ����
1) AZ31þ�Ͻ����մֵ�Ťת���Σ���ЧӦ����ݶ����ӣ�������ѹ��ѹ������Ťת����������Ϊͻ�������ʵ�Ťת�Ƕ�����Ч����߱����ۻ���Ӧ�������ɳ���շ���������Ͷ�̬�ٽᾧ��
2) ������ѹ-Ťת���ϱ��μ�ѹ�����У���Ťת�ǶȽ�Сʱ��������ƽ����ЧӦ��С�����β����ȳ̶�С����Ťת�Ƕȵ�����������ƽ����ЧӦ���������β����ȳ̶�����
3) Ťת��Ϊ40�������ѹ-Ťת����ģ�ߣ��ɻ�ýϸ��Ҿ��ȵĵ�ЧӦ��ֲ���ƽ����ЧӦ��Ϊ3.38�������ȳ̶Ȳ���CiΪ0.068��AZ31 þ�Ͻ�ʵ������ѹ-Ťת���κ����ߴ�õ�����ϸ����
REFERENCES
[1] ����һ, ������, ������, κ ��, ����ΰ, �̹�Ƽ. Mg-1.0%Zn-1.5%Ca�Ͻ���ѹ�����̵�����֯����̬�ٽᾧ��Ϊ[J]. �й���ɫ����ѧ��, 2014, 24(10): 2474-2481.
WANG Tian-yi, DING Han-lin, LIU Yu-feng, WEI Feng, ZHANG Yi-wei, CHENG Guang-ping. Microstructure and dynamic recrystallization behavior of Mg-1.0%Zn-1.5%Ca alloy during hot compression[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(10): 2474-2481.
[2] ������, ����, ���ؾ�. AZ91Dþ�Ͻ����ѹ��������Ϊ[J]. �й���ɫ����ѧ��, 2009, 19(10): 1720-1725.
ZHANG Xiao-hua, JIANG Ju-fu, LUO Shou-jing. Compression deformation behavior of AZ91D magnesium alloy at elevated temperature[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(10): 1720-1725.
[3] �����. þ�Ͻ�ѹ-���б�����Ϊ����������ֵģ���о�[J]. ϡ�н��������빤��, 2013, 42(5): 957-961.
HU Hong-jun. Physical and numerical simulation of deformation behaviors of extrusion-shear for magnesium alloy[J]. Rare Metal Materials and Engineering, 2013, 42(5): 957-961.
[4] SEGAL V M. Materials processing by simple shear[J]. Materials Science and Engineering A, 1995, 197: 157-164.
[5] �� ��, ������, ���»�, ��־��, ��ԪԪ. T ��ͨ����ѹ���� ZK60 þ�Ͻ����֯����ѧ����[J]. �й���ɫ����ѧ��, 2011, 21(6): 1199-1204.
KONG Jing, HOU Wen-ting, PENG Yong-hui, KANG Zhi-xin, LI Yuan-yuan. Microstructure and mechanical properties of ZK60 magnesium alloy processed by T-shape channel pressing[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(6): 1199-1204.
[6] ����ģ, ������, ¬��ΰ, Ԭ����, ʱ����, �˸���. ˫��˫ͨ����ͨ����ѹ AZ31 þ�Ͻ������֯��������Ϊ[J]. �й���ɫ����ѧ��, 2010, 20(9): 1657-1664.
LIU Tian-mo, LIU Jian-zhong, LU Li-wei, YUAN Han-qi, SHI Xiu-ling, PAN Fu-sheng. Microstructure and deformation behavior of dual-directional extruded AZ31 magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(9): 1657-1664.
[7] Fatemi-Varzaneh S M, Zarei-Hanzaki A. Processing of AZ31 magnesium alloy by a new noble severe plastic deformation method[J]. Materials Science and Engineering A, 2011, 528(3): 1334-1339.
[8] ����ģ, ������, �����, ������, �� ��, �˸���. AZ31þ�Ͻ��ͨ���Ǽ�ѹ����[J]. �����ȴ���ѧ��, 2009, 30(5): 64-67.
LIU Tian-mo, LIU Shi-yu, PENG Tian-cheng, LIU Jian-zhong, LIU Yu, PAN Fu-sheng. Change channel angular extrusion process of AZ31 magnesium alloy[J]. Transactions of Materials and Heat Treatment, 2009, 30(5): 64-67.
[9] Ѧ����, ��ս��, �� Ƽ, ����Ϫ, �ֽ���. �����Ⱦ��Ǽ�Ť�¹�����ֵģ�⼰ʵ���о�[J]. �й���е����, 2010, 21(12): 1485-1489.
XUE Ke-min, WU Zhan-li, LI Ping,��WANG Xiao-xi,��JIA Jian-lei. Simulation and experimental research on a new technique named equal channel angular extrusion and twist prepared by pure aluminum[J]. China Mechanical Engineering, 2010, 21(12): 1485-1489.
[10] �����. ��ѹ����������ѹ��AZ31þ�Ͻ����Ա��ε�Ӱ��[J]. �����ȴ���ѧ��, 2014, 35(4): 202-207.
HU Hong-jun. Effects of extrusion-shear and direct extrusion on the plastic deformation of AZ31 magnesium alloy[J]. Transactions of Materials and Heat Treatment, 2014, 35(4): 202-207.
[11] ���嶫, �� ��. MB15�Ͻ��ͨ��ת�Ǽ�ѹ��֯ģ���ʵ�����[J]. �й���ɫ����ѧ��, 2011, 21(2): 296-302.
YU Yan-dong, ZHOU Hao. Simulation and experiment analysis of grain structure of MB15 alloy prepared by equal-channel angular pressing[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(2): 296-302.
[12] ¬��ΰ, ����ģ, �� ��, ������. AZ31þ�Ͻ�ѹ�����������γɻ�������������[J]. �����ȴ���ѧ��, 2011, 32(12): 17-22.
LU Li-wei, LIU Tian-mo, CHEN Yong,  Cheng-ling. Formation and elimination of elongated grains in extruded AZ31 magnesium alloy[J]. Transactions of Materials and Heat Treatment, 2011, 32(12): 17-22.
Cheng-ling. Formation and elimination of elongated grains in extruded AZ31 magnesium alloy[J]. Transactions of Materials and Heat Treatment, 2011, 32(12): 17-22.
[13] �� ��, Ǯ�ʸ�. ����������Ԫ���������μӹ��е�Ӧ��[M]. ����: ұ��ҵ������, 1990.
QIAO Ri, QIAN Ren-gen. Nonlinear finite element method and its application in the plastic processing[M]. Beijing: Metallurgical Industry Press, 1990.
[14] GHAZANI M S, EGHBALI B. Finite element simulation of cross equal channel angular pressing[J]. Computational Materials Science, 2013, 74: 124-128.
[15] LI S, BOURKE M A M, BEYERLEIN I J, ALEXANDER D J, CLAUSEN B. Finite element analysis of the plastic deformation zone and working load in equal channel angular extrusion[J]. Materials Science and Engineering A, 2004, 382(1/2): 217-236.
[16] �ι���, �Թ�Ⱥ, ���粨, ������. AZ31þ�Ͻ��ͨ��ת�Ǽ�ѹ���ξ���������Ԫ����[J]. �й���ɫ����ѧ��, 2011, 21(4): 848-855.
REN Guo-cheng, ZHAO Guo-qun, XU Shu-bo, WANG Gui-qing. Finite element analysis of homogeneous deformation of AZ31 magnesium during equal channel angular pressing process[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(4): 848-855.
[17] �ι���, �Թ�Ⱥ. AZ31þ�Ͻ��ͨ��ת�Ǽ�ѹӦ���ۻ������Է�������֯�����о�[J]. ���Ϲ���, 2013(10): 13-19.
REN Guo-cheng, ZHAO Guo-qun. Homogeneous deformation analysis and microstructure properties study of AZ31 magnesium alloy in multi-pass equal channel angular pressing[J]. Journal of Materials Engineering, 2013(10): 13-19.
[18] HU H J, Zhang D F, Pan F S. Analysis of the cracks formation on surface of extruded magnesium rod based on numerical modeling and experimental verification[J]. Acta Metallurgica Sinica, 2009, 22(5): 353-364.
[19] LU L W, LIU T M, CHEN Y, WANG Z C. Deformation and fracture behavior of hot extruded Mg alloys AZ31[J]. Materials Characterization, 2012, 67: 93-100.
[20] �ű���, ������, �����. ����ѹ����̬AZ31þ�Ͻ���֯�����ܵ�Ӱ��[J]. ��Ͻ�ӹ�����, 2009, 37(10): 39-41.
ZHANG Bao-hong, ZHANG Zhi-min, LI Da-xu. Influence of direct extrusion on microstructure and mechanical properties of as-cast AZ31 magnesium alloy[J]. Light Alloy Fabrication Technology, 2009, 37(10): 39-41.
[21] �����, �¹���, ������, ��ѩ��, �� ��, ���и�. �Ⱦ��Ǽ�ѹ��AZ31þ�Ͻ���֯����ѧ���ܵ�Ӱ��[J]. ���Ϲ���, 2011(2): 69-72
XU Guang-liang, CHEN Guo-qing, ZHOU Wen-long, FU Xue-song, REN Xiao, SUN Zhong-gang. Effect of equal channel angular extrusion on the microstructure and mechanical properties of AZ31 magnesium alloy[J]. Journal of Materials Engineering, 2011(2): 69-72.
(�༭ �� ��)
������Ŀ������ʡ��Ȼ��ѧ����������Ŀ(14JJ3111)������ʡ��������Ŀ(14C0455)������ʡ��Ȼ��ѧ��̶���ϻ���������Ŀ(13JJ8017)������ʡ��ѧ���о���ѧϰ�ʹ���������ƻ���Ŀ(201410534005)
�ո����ڣ�2014-12-15�������ڣ�2015-07-06
ͨ�����ߣ�¬��ΰ����ʦ����ʿ���绰��0731-58290047��E-mail��cqulqyz@126.com
[2] ������, ����, ���ؾ�. AZ91Dþ�Ͻ����ѹ��������Ϊ[J]. �й���ɫ����ѧ��, 2009, 19(10): 1720-1725.
[3] �����. þ�Ͻ�ѹ-���б�����Ϊ����������ֵģ���о�[J]. ϡ�н��������빤��, 2013, 42(5): 957-961.
[10] �����. ��ѹ����������ѹ��AZ31þ�Ͻ����Ա��ε�Ӱ��[J]. �����ȴ���ѧ��, 2014, 35(4): 202-207.
[11] ���嶫, �� ��. MB15�Ͻ��ͨ��ת�Ǽ�ѹ��֯ģ���ʵ�����[J]. �й���ɫ����ѧ��, 2011, 21(2): 296-302.
[13] �� ��, Ǯ�ʸ�. ����������Ԫ���������μӹ��е�Ӧ��[M]. ����: ұ��ҵ������, 1990.
[17] �ι���, �Թ�Ⱥ. AZ31þ�Ͻ��ͨ��ת�Ǽ�ѹӦ���ۻ������Է�������֯�����о�[J]. ���Ϲ���, 2013(10): 13-19.
[20] �ű���, ������, �����. ����ѹ����̬AZ31þ�Ͻ���֯�����ܵ�Ӱ��[J]. ��Ͻ�ӹ�����, 2009, 37(10): 39-41.
