
����ϳ�AZ91Dþ�Ͻ����֯������
������1, �����1, ��ï��1, S. Sumio2, ����Ծ3
(1.������������ѧ ���Ͽ�ѧ�빤��ѧԺ, ������ 150080;
2. ������ѧ ���������о���, ���� 153-8505;
3.�ձ���������ͨ�Ŵ�ѧ ��е����ϵ, ���� 182-8585)
ժ Ҫ��
���ù���ϳɷ����ڼ�ѹ��Ϊ11��1��������, ��AZ91Dþ�Ͻ�м�ֱ���573�� 623�� 673��723Kʱ�Ʊ�������, ��������������֯�۲����ѧ���ܲ��ԡ� �������: ��573~673Kʱ, AZ91Dþ�Ͻ�Ŀ���ǿ�Ⱥ���������ϳ��¶ȵ����߶�����, ����673Kʱ�俹��ǿ�Ⱥ���������ϳ��¶ȵ����߶�����, �ںϳ��¶�Ϊ673Kʱ, �俹��ǿ�����, �ﵽ384.4MPa; ���ȼ��������������㱻������ɢ����֯���ҷ�����̬�ٽᾧ, ʹ����ϳ�AZ91Dþ�Ͻ����ѧ��������̬���������ȼ����Ʊ���þ�Ͻ�����������, �ںϳ��¶�Ϊ673Kʱ, ��������Ϊ5.8%, ����̬����152%; AZ91Dþ�Ͻ�м�ڼ��������в�����ȫ����ҳ��ֽ϶������, ʹ���������������ȼ����Ʊ���AZ91Dþ�Ͻ���ȵ�44%��
�ؼ���: AZ91Dþ�Ͻ�; ����ϳ�; �ȼ���; ��ѧ���� ��ͼ�����: TG146.2; TG376.2
���ױ�ʶ��: A
Microstructure and properties of AZ91D magnesium alloy by solid-state recycling
JI Ze-sheng1, CHEN Xiao-yu1, HU Mao-liang1, S. Sumio2, YANG Xu-yue3
(1. School of Materials Science and Engineering, Harbin University of Science and Technology, Harbin 150080, China;
2. Institute of Industrial Science, University of Tokyo, Tokyo 153-8505, Japan;
3. Mechanical Department, University of Electro-Communications, Tokyo 182-8585, Japan)
Abstract: AZ91D magnesium alloy was prepared by hot extrusion of machined chips at 573, 623, 673 and 723K with an extrusion ratio of 11��1, subsequently its microstructure and mechanical properties were investigated. The results indicate that the ultimate tensile strength and elongation of AZ91D magnesium alloys increase with the elevation of preparation temperature at 573-673K, and decrease with the elevation of preparation temperature above 673K, and its ultimate tensile strength is the best at 673K and can reach 384.4MPa. Compared with the as-cast specimens and the extruded specimens from cast ingot, the mechanical properties of the AZ91D magnesium alloy improve evidently because the oxide layers are dispersed in the structure and the dynamic recrystallization happens in the extrusion process. When the preparation temperature is 673K, the elongation is 5.8%, and it is 152% higher than that of the as-cast specimens. The AZ91D magnesium alloy machined chips can��t be connected completely and a lot of cracks appear during the extrusion process. Compared with the extruded specimens from cast ingot at 673K, the elongation is 44% lower.
Key words: AZ91D magnesium alloy; solid-state recycling; hot extrusion; mechanical properties
þ�Ͻ���Ϊ���ʽṹ�������ھ����ܶ�С�� ��ǿ�Ⱥͱȸնȸߡ� ���Ⱥ͵������ܺá� �����ӹ����ܺá� �����������Ժ͵�������Ե��ŵ�, �ں��պ��졢 ������ ���ӡ� ͨѶ�ȷ������˹㷺��Ӧ�á� �������, �����ܲ����Ʊ��� �ӹ������� ����ʴ�����Լ��۸�����ص���Լ, þ�Ͻ��������þ�Ͻ��Ӧ��ԶԶ����ڸ��������Ͻ� 21���͵���Դ�ͻ�����������ͻ��, þ�Ͻ���Ϊ���ʺͿɻ��յIJ��ϱ������ӡ� ������, ����þ�Ͻ���Ʒ����������, ����������������ɵ��˷�Ҳ��������, �ر���þ�Ͻ�ѹ������, ����ֻ��50%�Ľ���Ͷ�����ճ�Ϊ����, �����Ϊ���շ���[1]�� ���þ�Ͻ�Ļ��ս���þ��ҵ��һ����Ҫ�о����⡣
þ�Ͻ�Ļ��շ�����ΪҺ̬���պ������, ����Һ̬����һ���ͨ�������������õ��� ��̬���շ�һ�㽫þ�Ͻ�����ڱ�����������ĥ����, Ҳ����ͨ���и�ӹ������м, ��Щ��м����ͨ���������(ע�����)�ӹ��ɸ������[2]�� Kondoh[3]����ͨ���������Լӹ��Ʊ���þ�����ϲ��ϡ� ����һ������ͨ����ѹ�ȼ�ѹ�������Ͳ�, Ŀǰ, ���о��ĺϽ���ϵ��Ҫ��AZ91[4-6]��AZ31[7-8]�� LIU��[9]��ͨ���˷��Ʊ���AZ80þ�Ͻ�, �������, þ�Ͻ���м�ȼ����Ʊ����ͺ�, �����ǿ���ǿ�ȡ� ����ǿ�Ȼ����쳤�ʾ�����������ϡ� �����������һ��̽�ֹ���ϳ�þ�Ͻ����֯�����ܲ�������ȱ��, �����չ�÷�����ѭ��þ�Ͻ������Ӧ�þ����ش����塣
1 ʵ��
ѡ��Ŀǰ��ҵʹ�ý϶��ҿ���ʴ������ǿ��AZ91D����þ�Ͻ���Ϊԭ����, �����ɳ��Ϳ���Ϊ2~4mm, ��1~2mm����м(ͼ1(a))�� ������Ԥ������, ������м����ģ���в�����������WE-60Һѹ����ʵ������м�ѹ, �õ�ֱ��40mm, ��23mm������(ͼ1(b))�� �ڶ���Ϊ�ȼ�����, �����¶ȷֱ�Ϊ573�� 623�� 673��723K, ģ��ѹ��Ϊ11��1, �����ٶ�Ϊ0.08mm/s, ����������ͼ2��ʾ�� ����673K�¶�������������ͼ1(c)��ʾ�� �۲��ڲ�ͬ�¶�������õ�þ�Ͻ�����������֯����������ѧ���ܡ�
�������������ؼ�������ֱ��ȡ���켰���������� ��������������GB6397��86�Ƶ�, ������Ч����ֱ��Ϊ5mm, ���췽���뼷ѹ����ƽ��; ����������������ͺ����ȡ��

ͼ1 �Ʊ���������ʵ��ͼ
Fig.1 Obtained object photos of preparation process
��WDW-200 �������Ƶ�������ʵ����Ͻ�����������ʵ��, �ֱ���OLYMPUS-GX71��ѧ������FEI-SIRION�ȳ�����ɨ��羵, �۲�����֯������Ͽ���֯��
2 ���������
2.1 ���ϵ���ѧ����
�ò�ͬ�����Ʊ���AZ91Dþ�Ͻ����ѧ�������1��ʾ�� ����̬���������ȼ�ѹ�Ʊ����ĵ���ѧ�������, ��м��������ǿ�����, ����������������ȼ�����, ���Ը�������ġ� �ɴ˿ɼ���м����������������ѧ���ܡ� ͼ3��ʾΪ����ǿ�Ⱥ��������漷ѹ�¶ȵı仯��������, ��573~673K֮�����ϳɵ�AZ91Dþ�Ͻ��漷ѹ�¶ȵ����߿���ǿ�Ⱥ������ʾ�����, ����ѹ�¶ȴﵽ673Kʱ����ǿ�Ⱥ������ʷֱ�ﵽ384.4MPa��5.8%, ֮�����漷ѹ�¶ȵ����߶�����, ����ѹ�¶ȴﵽ723Kʱ, AZ91Dþ�Ͻ���ǿ�Ƚ���305.5MPa, ���Ա���̬����ǿ�ȸ�23%��
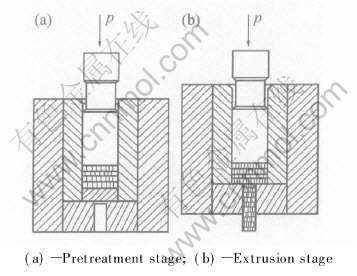
ͼ2 �Ʊ�����ʾ��ͼ
Fig.2 Schematic diagram of preparation process

ͼ3 ����ǿ�Ⱥ��������漷ѹ�¶ȵı仯����
Fig.3 Change curves of tensile strength and elongation with extrusion temperature
��1 ��ͬ�����Ʊ���AZ91Dþ�Ͻ����ѧ����
Table 1 Mechanical properties of AZ91D magnesium alloys prepared by different methods

2.2 ����֯
ͼ4��ʾΪ����֯�Ĺ۲첿λʾ��ͼ�� ͼ5��ʾΪ��ͬ�¶������õĹ���ϳ�þ�Ͻ������֯, ͼ5(a)��ʾΪ623Kʱ���õ�������֯�� ��

ͼ4 ����֯�Ĺ۲첿λ
Fig.4 Observation position of microscopic structure

ͼ5 ��ͬ�¶��¼�������������֯
Fig.5 Microstructures of specimens extruded at different temperatures
ͼ�п������Եؿ��������ٽᾧ��֯, �ɴ���Ϊ�ڼ��������з����˶�̬�ٽᾧ�� ��̬�ٽᾧͨ����ʼ�ھɾ��紦, �µľ����������ڳ���ĵ��ٽᾧ�߽��κ˳���, �������γ����ٽᾧ�������[11]�� ���γ̶Ƚϵ�ʱ, ��ԭʼ�������, �ٽᾧ����ֱ����С, ���γ���ͼ5(a)��ʾ�ġ��������ṹ[12], ����֯���ֳ����εĴ����Ͷ�̬�ٽᾧ��С������������� ��ͼ5(b)��֪, ���¶�Ϊ673Kʱ�ľ����ߴ��623Kʱ����, ���������¶�����, �ٽᾧ�������ϳ���Ľ���� ����723Kʱ, ��ͼ5(c)��ʾ, �ٽᾧ������ø���, ����Ϊ��ȫ���ٽᾧ��֯��
����֯���¶ȵı仯�Ǽ�ѹ����ѧ�������¶ȱ仯����Ҫԭ�� ���¶ȵ���673Kʱ, ��Ȼ���ڶ�̬�ٽᾧʹ�����õ�ϸ��, ������֯�����Ա��δ���Ϊ��, ������֯������С�ֲ�������, ���Ӱ�쵽���ϵ���ѧ���ܡ� ���¶ȴﵽ673Kʱ, ��֯��ԭ�еĴִ�����������, �ڴ�����Χ������Խ��Խ���ϸС���ᾧ�� ϸС���ٽᾧ������ȡ��ԭʼ����, ��֯�����ȶ�״̬, �������Ͼ����ߴ����ϸС, ��ʱ���ϱ��ֳ����õ���ѧ���ܺͱ������ԡ� ��723Kʱ, �����¶�����, �ٽᾧ�κ�����С�ھ�����������, �ٽᾧ������ʼ�����ʳ������, ������֯���ִֻ�����, �����˲��ϵ����������½���
2.3 ����
þ�����������ṹ, �����±�����Ҫͨ��{0001}��112[TX-]0������ϵ����, ������{101[TX-]2}��101[TX-]1������ϵֻ����������ѹ���������Ρ� ��-Mg ��ֻ��3�����λ���ϵ��2�������Ļ���ϵ, �����ṩЭ�����ⷽʽ�α������5 ����������ϵ�� �о�����[13], ���¶ȸ���473Kʱ, þ����Ͻ�ڢ������{1011}�ϵĻ���ϵ���Կ���, 498K���ϵڢ������{1012}�ϵĻ���ϵҲ���Կ����� ��573Kʱ�������Լ���������{101[TX-]1}��112[TX-]0������ϵ, �����ڢ�����滬��ϵ, ʹAZ91D þ�Ͻ�ʵ�������α�, ����ø���ǿ�ȵļ������ġ� �迼�ǵ��¶����ػ���: �¶�̫��, AZ91D��м������ȫ���; �ﲻ����̬�ٽᾧ�����¶�ʱ, ����ʹ����ϸ��; �¶�̫��þ�Ͻ�������[14]��
�ڼ��������������������ϵ������б������� ��ѹͲ�ڵ���ѹ����Ħ�����ȡ� ����������±��ν���������Ӧ��״̬�¶����кܸߵ�����, Ҳ����˵����������ѹӦ��������ʹ���Զ������Է����� �����ڳ��ֲ���ĸ���Ӧ��, ���Сȡ����������Ӧ������ֵ�� ��������Ӧ����ֵ�ܴ� ����ֵѹ�������, ���ν���������õ����ԡ�
�ӱ�1��֪, ����̬��Ⱦ������������õ��ĺϽ��ǿ�Ⱥ�����ָ�궼�������, ��Ҫԭ�����ڼ��������з����Ķ�̬�ٽᾧʹ�����õ�ϸ��; ͬʱ����þ�Ͻ�������, �����ڳ�����м�����л�����þ�Ͻ�ı�������, ���������ֹ�ڼ�����������м�Ľ��, �������ȼ����ܹ��ṩ��ļ���Ӧ�����������������, �������ܴﵽ��ֵ�ұ���ϡ� LIU��[9]���ִ��Ƶ��������ڼ��������б�ϸ���γ�����ӵĵڶ��౻������ɢ��þ�Ͻ��С� �ٽᾧʱ, �ڶ��ദ�ھ�����, �谭������Ǿ����Ǩ��, �����˾�����Ǿ����Ǩ���ٶ�; ����, ����ӵ���ɢ�ڶ�����Χ, ��ѹʱ���Բ�������, ����������иߵ�λ���ܶȺ���Դ�ľ���ȡ���, ���������Ϊ�ٽᾧ�ĺ���, �������κ���[15]��
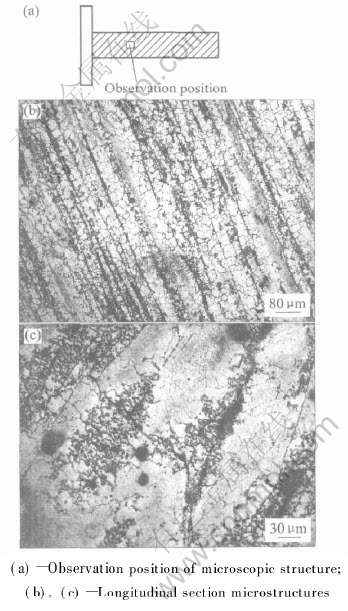
ͼ6 673K�¶��¼���������ȡ��λ�ú��ݽ����۽ṹ
Fig.6 Observation position and microstructures of specimen extruded at 673K
�ӱ�1��֪, ����ϳɵõ���þ�Ͻ����ѧ���ܱ�����2�ַ�����õ�þ�Ͻ�Ŀ���ǿ�ȶ���, �������������������ͨ��̬�ĸ�, ȴ���������ȼ�������õ�þ�Ͻ�͡� ��ͼ6(b)��ʾ����м�ȼ�������õ�����֯���Է��������ı������ߺ�����δ�����ٽᾧ������������ά��֯�� ͬʱ��ͼ6(c)�����ھ����ڲ����ؾ��紦�����Ե�����, �ھ����ڵ����Ʊ�����ѹʹ�����������¶��ѳ�С�Ŀ���, �Ӷ����ϸС�ľ���; �ؾ��紦�������������мû����ȫ���, ��һ������Doo-Myun[16]���о�������, ���ڼ�ѹ�ȵ���15��1��������, ����õ�AZ91Dþ�Ͻ���м������ȫ��ϡ� ����, �ھ����ڲ��;���֮�仹���ij���, Chio��[7]����AZ31����, ����ϳ�����õ���֯���������������̬��, ����Ҳ��Խ϶ࡣ ���ھ��紦���γ������ھ��绬�������Ӧ�����С� Watanbe��[17]�о������ڳ�����þ�Ͻ��о����ڲ���λ���˶����˺���Ҫ�����á� �����ڲ������κ�������λ�������Ӧ�����л��ڸ�Ӧ������������м���������еڶ�����������Ա��β�Э���������ġ� ����ϳ��������ȼ������, һ��ͻ���ص�������Ʊ��IJ��ϵ��о��ȷֲ��˺ܶ��������ɢ��, ��Щ������ɢ�������¹���ϳ��Ʊ��IJ�����֯�����κˡ� ��Щ���紦�����ƺ���֯�ڵ���������֯�����ʡ�
4 ����
1) �ɹ���ϳɵķ����ڼ�ѹ��Ϊ11��1���������Ʊ���AZ91Dþ�Ͻ��нϸߵ���ѧ���ܡ� �ڼ�ѹ�¶�Ϊ673Kʱ, �俹��ǿ�ȸ����������ȼ����Ʊ���AZ91Dþ�Ͻ�23%, �������ʱ������ȼ������õ�þ�Ͻ��44%��
2) �ڼ�ѹ�¶ȵ���673Kʱ����ϳɵ�AZ91Dþ�Ͻ�, ����ǿ�Ⱥ��������漷ѹ�¶����߶�����; 673K���Ϲ���ϳɵ�AZ91Dþ�Ͻ���ǿ�Ⱥ���������������¶����߶����͡�
3) �ڼ����Ĺ����з����˶�̬�ٽᾧ, �����ż�ѹ�¶ȵ����߾������ �ڼ�ѹ�¶ȵ���673Kʱ, �ٽᾧ��ϸС������������, ���¾�����С������, Ӱ���˲��ϵ����ܡ�
4) �ڼ�ѹ��Ϊ11��1���������ù���ϳɷ����Ʊ���AZ91Dþ�Ͻ�мû����ȫ���, ͬʱ��������֯���кܶ���, ʹ�����ʵ����������ȼ����Ʊ���þ�Ͻ�
REFERENCES
[1]����. ����þ�Ͻ�[M]. ����: ��ѧ��ҵ������, 2005: 372.
CHEN Zhen-hua. Deform Magnesium Alloy[M]. Beijing: Chemical Industry Press, 2005: 372.
[2]��Ϊ��. Ӧ�ð��̬��ѹ����þ�Ͻ�����ص㼰���Ҫ��[J]. ���̽��������, 2004, 10: 46-47.
JI Wei-min. Characteristic and design point of accessory of appliance semisolid thixomolding magnesium alloy[J]. Construction & Design for Project, 2004, 10: 46-47.
[3]Kondoh K, Luangvaranunt T, Izawa T. Morpholo-Gyfree processing of magnesium alloys[J]. Materials Transactions, 2001, 42(7): 1254-1257.
[4]Mabuchi M, Kubota K, Higashi K. New recycling process by extrusion for machined chips of AZ91 magnesium and mechanical properties of extruded bars [J]. Materials Transactions, JIM, 1995, 36(10): 1249-1254.
[5]Kondoh K, Luangvaranunt T, Aizawa T. Solid-ate recycling of AZ91D magnesium alloy chips[J] . Journal of Japan Institute of Light Metals, 2001, 51(10): 516-520.
[6]Mabuchi M, Kubota K, Higashi K. Mechanical properties of AZ91 magnesium alloy processed from its machined chips[J] . J Japan Soc Powder and Powder Metallurgy, 1993, 40: 397-400.
[7]Chino Y, Kishihara R, Shimojima K, et al. Superplasticity and cavitation of recycled AZ31 magnesium alloy fabricated by solid recycling process[J]. Materials Transactions, 2002, 43(10): 2437-2442.
[8]Chino Y, Kobata M, Shimojima K, et al. Blow forming of Mg alloy recycled by solid-state recycling[J]. Materials Transactions, 2004, 45(2): 361-364.
[9]LIU Ying, LI Yuan-yuan, ZHANG Da-tong, et al. Microstructure and properties of AZ80 magnesium alloy prepared by hot extrusion from recycled machined chips[J]. Trans Nonferrous Met Soc China, 2002, 12(5): 882-885.
[10]�촺��, ������, ��ѧ��, ��. �ȼ�ѹAZ91D þ�Ͻ����֯����ѧ����[J]. ����������ѧѧ��, 2005, 21(4): 356-360.
XU Chun-jie, ZHANG Zhong-ming, GUO Xue-feng, et al. Microstructure and mechanical properties of extruded AZ91D alloy[J]. Journal of Xi��an University of Technology, 2005, 21(4): 356-360.
[11]Cahn R W. ���Ͽ�ѧ�뼼������(��15��)[M]. ��͢Ȩ, ����. ����: ��ѧ������, 1999: 408-414.
Cahn R W. Processing of Metal and Alloys(Vol.15)[M]. LEI Ting-quan, et al, transl. Beijing: Science Press, 1999: 408-414.
[12]��ǿ, �Ϻ��, ����, ��. AZ31þ�Ͻ������ѹ����������[J]. �й���ɫ����ѧ��, 2005, 15(6): 900-906.
GUO Qiang, YAN Hong-ge, CHEN Zhen-hua, et al. Hot compression deformation behavior of AZ31 magnesium alloy at elevated temperature[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(6): 900-906.
[13]Polmear I J. Magnesium alloys and applications[J]. Mater Sci & Tech, 1994, 10: 1214-1218.
[14]Nakanishi M, Mabuchi M, Saito N, et al. Tensile properties of the ZK60 magnesium alloy produced by hot extrusion of machined chip[J]. Journal of Materials Science Letters, 1998, 17: 2003-2005.
[15]Doherty R D, Hughes D A, Humphreys F J, et al. Current issues in recrystallization: a review[J]. Mater Sci Eng A, 1997, A238(2): 238-275.
[16]Doo-Myun L, Joon-Seo L, Chi-Hwan L.The microstructure and mechanical properties of extruded machined chips for AZ91D magnesium alloy[J]. Light Metals, 1995, 45(7): 391-396.
[17]Watanabe H, Mukai T, Kohzu M, et al. Effect of temperature and grain size on the dominant diffusion process for superplastic flow in an AZ61 magnesium alloy[J]. Acta Mater, 1999, 47(14): 3753-3758.
������Ŀ: ������ʡ����������ѧ�˿���������Ŀ(1151hz002)
�ո�����: 2006-04-29; ������: 2006-09-15
ͨѶ����: ������, ����; �绰: 0451-86674840, 13804517924; E-mail: jzes@sohu.com
[1]����. ����þ�Ͻ�[M]. ����: ��ѧ��ҵ������, 2005: 372.
[2]��Ϊ��. Ӧ�ð��̬��ѹ����þ�Ͻ�����ص㼰���Ҫ��[J]. ���̽��������, 2004, 10: 46-47.
[10]�촺��, ������, ��ѧ��, ��. �ȼ�ѹAZ91D þ�Ͻ����֯����ѧ����[J]. ����������ѧѧ��, 2005, 21(4): 356-360.
[11]Cahn R W. ���Ͽ�ѧ�뼼������(��15��)[M]. ��͢Ȩ, ����. ����: ��ѧ������, 1999: 408-414.
[12]��ǿ, �Ϻ��, ����, ��. AZ31þ�Ͻ������ѹ����������[J]. �й���ɫ����ѧ��, 2005, 15(6): 900-906.
[13]Polmear I J. Magnesium alloys and applications[J]. Mater Sci & Tech, 1994, 10: 1214-1218.
