
������5182���Ͻ���������������
���Ͼ�1, 2������ 1���ν�1�������1���Ƶ�Դ1�����ҫ2
(1. ���ϴ�ѧ ��ɫ�������Ͽ�ѧ�빤�̽������ص�ʵ���ң����� ��ɳ 410083��
2. ���ϴ�ѧ ���������Ƚ������������ص�ʵ���ң����� ��ɳ��410082)
ժ Ҫ��
ժ Ҫ���ڱ����¶�Ϊ303~573K�������ٶ�Ϊ0.1~1.5 mm/s��ѹ����Ϊ2.0~3.5 N/mm2�������£����ò����������飬��������5182���Ͻ������������ܽ����о����о����������5182���Ͻ�ļ��������LDR�������ű����¶ȵ����߶��������ӣ���523 Kʱ�ﵽ���ֵ2.5��֮�������¶ȵļ������ߣ���������ȷ����½�����ѹ����С��3.0 N/mm2ʱ������ѹ���������ӣ�LDR��������ѹ��������3.0 N/mm2ʱ��LDRѸ�ټ�С��5182���Ͻ���������ʱ�ij�������(С��0.5 mm/s)�ȿ�������ij������ܺá�
�ؼ��ʣ�
5182���Ͻ��������������������������������
��ͼ����ţ�TG146.21 ���ױ�־�룺A ���±�ţ�1672-7207(2010)03-0936-04
Forming properties of 5182 aluminum alloy for automotive body sheet during warm deep drawing processes
WANG Meng-jun1, 2, ZHOU Wei1, REN Jie1, LI Cai-wen1, HUANG Dian-yuan1, LI Guang-yao2
(1. Key Laboratory of Nonferrous Metal Materials Science and Engineering of Ministry of Education,
Central South University, Changsha 410083, China;
2. State Key Laboratory of Advanced Design and Manufacture for Vehicle Body,
Hunan University, Changsha 410082, China)
Abstract: The forming properties of 5182 aluminium alloy sheet for automotive body were studied by warm deep drawing experiment with the drawing speed ranging from 0.1 mm/s to 1.5 mm/s, forming temperature from 303 K to 573 K, blank holder force from 2.0 N/mm2 to 3.5 N/mm2. The results show that the limiting drawing ratio (LDR) does not increase with the forming temperature monotonously and LDR decreases while the forming temperature increases after it gets to the maximum value 2.5 at 523 K. LDR increases with the increase of blank holder force when the blank holder force is below 3.0 N/mm2 and the LDR value decreases rapidly when the blank holder force is higher than 3.0 N/mm2. The forming properties of 5182 aluminium alloy sheet are better when the drawing speed is lower than 0.5 mm/s.
Key words: 5182 aluminum alloy; warm deep drawing; forming property; limiting drawing ratio
����������ҵ��Ѹ�ٷ�չ��������Ⱦ����Դ��ȱ���������������ͻ��������������Ҫ���������쳧�̽������Ʒ���ܺģ����ȼ�ϵľ����ԣ������� Ⱦ[1-2]����ǰ��ʹ�����������������Ǹ����������ܵ����;�������ڶ�����������������У����Ͻ��������ܶȵ͡�ǿ�ȸ����õĻ��������Ե�һϵ�е��ŵ���ܵ���ע[3-4]����ǰ���������5182���Ͻ���������������Ǽ��е�Ӧ���о��Դ�����[5-6]�����������Ͻ��ij��������봫ͳ�������øְ�����кܴ�IJ����Ҫ���������Ͻ����������������������ܽϲ���쳤��С���ҵ���ϵ����Ϊ�ְ��1/3������ʱ���ڲ������������������Ӷ��������ƺ������ȱ��[7]���й��о�����[8-9]��5182���Ͻ�����±��������������Ի��нϴ���ߣ����Ϊ��ҵ������5000ϵ���Ͻ������Ǽ��ڰ崴����������Ϊ�ˣ��������߲��ò����������飬�о���ͬ����������5182���Ͻ�����ѧ���Լ��������ܣ�ȷ�������ѳ������ܵĹ�������������Ϊ����������5000ϵ���Ͻ��ij��μ����ṩ���۲ο���
1 ������Ϻͷ���
1.1 �������
��������ú��Ϊ1.4 mm��5182���Ͻ������壬�Ͻ�ѧ�ɷ�(��������)����1����ĵ�������������Ϊ����������������С�ϳ������Ȼ�������������(���1.4 mm)��
��1 5182���Ͻ�ѧ�ɷ�
Table 1 Chemical compositions of 5182 aluminium alloy %

1.2 ���鷽��
�о�����[10]���³���ʱ����ͷ�¶ȵ��ڰ��ϼ���ģ�¶ȣ����в��³��Σ���������߳��εı��γ̶ȡ������������ʵ����Swift���μ���������[11]Ϊ������ͼ1��ʾΪ��������װ�ü�ͼ����������һ�������������LDR��Ϊ��������������ܵ����鷽��������ʱ�����ò�ֱͬ����ƽ��ë���������������������������ɱ��μ������ë��ֱ��Dmax��ģֱ��dp֮�ȣ��˱�ֵ��Ϊ��������ȡ�
![]()
��ʵ������У�������ͿĨ����������ڰ�ģ֮�ϣ�����ѹ��Ȧѹ�������ϵļ����¶ȷֱ�Ϊ303��373��448��523��573 K����0.1��0.5��1.5 mm/s 3�ֲ�ͬ�������ٶȽ�����������[9]��������������б��������ٶȲ��䣬ʵ����̵������غ�-��ͷ�г�������ʵ����Ļ�ͼ�����Զ����ơ�
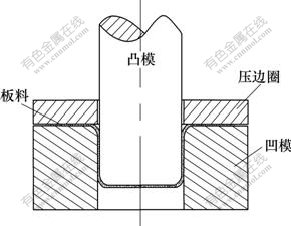
ͼ1 ��������װ��ʾ��ͼ
Fig.1 Schematic diagram of drawing experiment equipment
2.1 �¶ȶԳ������ܵ�Ӱ��
ͼ2��ͼ3��ʾ�ֱ�Ϊ����������0.1 mm/s��ѹ����Ϊ3.0 N/mm2�������£������¶�Ϊ303��373��448��523��573 Kʱ�ļ��������(LDR)�������Ӧ������μ�����ͼ2��ͼ3��֪���������¶�Ϊ303~523 Kʱ�������¶����ߣ�LDR������523 KʱLDR�ﵽ�����ֵ��Ϊ2.5�������¶ȵļ������ߣ�LDR��ʼ�½������¶�Ϊ543 Kʱ��LDRΪ2.45���¶�Ϊ573 KʱLDR���½���2.3����˵���ڲ�ͬ�¶��£�5182���Ͻ�����������Ϊ����������Ȳ������ų����¶ȵ��������������������¶ȵ����ߣ����Ա���������ǿ�������������Ը��ƣ����Ͻ�Ŀ���ǿ��ȴ���͡������ϵ��¶ȹ���(����523 Kʱ)�����ڰ�ģԲ�Ǵ���Σ�ս��濹��ǿ�Ƚ��ͣ����ҽ��ͳ̶ȳ���

ͼ2 5182���Ͻ�����������ű����¶ȵı仯
Fig.2 Variations of limiting drawing ratio of 5182 aluminium alloy with forming temperatures
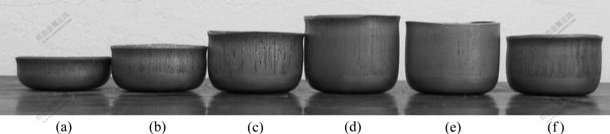
�����¶�/K: (a) 303; (b) 373; (c) 448; (d) 523; (e) 543; (f) 573
ͼ3 ��ͬ�����¶���5182���Ͻ�����μ�
Fig.3 Drawing cup of 5182 aluminium alloy at various forming temperatures
2.2 ѹ�����Գ������ܵ�Ӱ��
ѹ�����ǰ��ϳ����е���Ҫ���ղ�������ѹ������С��������Ч�ؿ��Ʋ��ϵ����������������� �壻��ѹ����������ɱ������壬���ᵼ�����������������ӣ�ͬʱģ�ߺͲ��ϱ�������Ŀ�����Ҳ��Ӧ������ή��ģ�ߵ����������������Ʒ���� ��[14-16]����ʵ���в��ú㶨ѹ���������÷�ʽ(��ѹ��������Ϊ���ư���������ٽ�ֵ������������б��ֲ���)��5182���Ͻ��Ľ������ʵ���У�ѹ�����ֱ��趨Ϊ2.0��2.3��2.5��2.8��3.0��3.3��3.5 N/mm2�������¶�Ϊ523 K�������ٶ�Ϊ0.1 mm/s��
5182���Ͻ�ļ��������LDR����ѹ�����ı仯������ͼ4��ʾ����ͼ4���Կ���������ѹ����������5182���Ͻ�ļ������������������Ҫ������ѹ������������ԼӴ�������ļ����ʣ���ѹ�����ﵽ3.0 N/mm2����ʱ�����ϵļ�����������������ѹ����������������½�����������ѹ�����������5182���Ͻ������Σ�ն��淢�����ȼ�������ЧӦ����������ǿ�ȶ���������ȱ�ݡ�

ͼ4 523 Kʱ5182���Ͻ������������
ѹ�����ı仯
Fig.4 Variations of limiting drawing ratio of 5182 aluminium alloy on different blank holder forces at 523 K
2.3 �����ٶȶԳ������ܵ�Ӱ��
Ϊ��ȷ���ϼѵ������ٶȣ��ڰ����¶�Ϊ523 K��ѹ����Ϊ3.0 N/mm2�������£��ֱ����3�������ٶ�0.1��0.5��1.5 mm/s��5182���Ͻ���Ͻ����������顣��ͬ�����ٶ��µ������غ�-��ͷ�г�������ͼ5��ʾ����ͼ5���Կ����������ٶȴ�0.1 mm/s���ӵ�0.5 mm/sʱ�������غ��������������ٶ�����1.5 mm/sʱ�������غ�Ѹ�������°��������dzʱ����ģԲ�Ǵ������ϣ���ͼ6��ʾ��������Ϊ�����ٶ�����ʹԵ������ӿ죬������̼������������������Ѹ������ֱ������ģԲ�Ǵ��������ϵij�����������ɸô��������緢���ֲ�������ʧ�ȶ��ѣ����⣬�ڼ����������������ʱ�����ӱ����ٶȽ�ʹ5182���Ͻ�Ķ�̬�ظ��Ͷ�̬�ٽᾧ�ܵ�����[17]��Ӧ��Ӳ���ò�������ɳڣ�ʹ�úϽ����������½���������ο����������ӣ���ɲ�����ģԲ�Ǵ����ѡ�
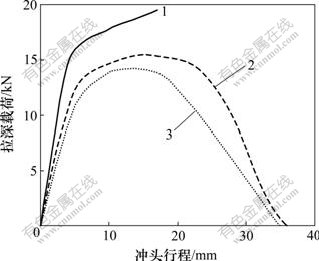
�����ٶ�/(mm?s-1)��1��1.5; 2��0.5; 3��0.1
ͼ5 523 Kʱ��ͬ�����ٶ��µ������غ�-��ͷ�г�����
Fig.5 Punch stroke-punch load curves at different drawing speeds at 523 K

ͼ6 �¶�Ϊ523 K�������ٶ�Ϊ1.5 mm/sʱ�Ķ�����ò
Fig.6 Fracture morphology at drawing speed of 1.5 mm/s and at 523 K
3 ����
(1) 5182���Ͻ�ļ��������LDR���������Ű����¶ȵ����߶��������ӣ���523 Kʱ�ﵽ���ֵ2.5��֮�������¶ȵļ������ߣ���������ȷ����½���
(2) ��ѹ������2.0 N/mm2���ӵ�3.0 N/mm2ʱ��5182���Ͻ�ļ��������LDR��������ѹ����Ϊ3.0 N/mm2ʱ�ﵽ���ֵ2.5������ѹ��������3.0 N/mm2ʱ��LDRѸ�ټ�С��
(3) �������ٶȵ���0.5 mm/sʱ�����Խ������õ������ýϸߵ�LDR���������ٶȴﵽ1.5 mm/s��������ģԲ�Ǵ������ϡ�
�ο����ף�
[1] Miller W S, Zhuang L, Bottema J. Recent development in aluminium alloys for the automotive industry[J]. Materials Science and Engineering A, 2000, 280(1): 37-49.
[2] ���Ͼ�, �Ƶ�Դ, ������. ���������Ͻ���о���չ[J]. �����ȴ���, 2006, 31(9): 34-38.
WANG Meng-jun, HUANG Dian-yuan, JIANG Hai-tao. Research progress of aluminium alloys for the automotive industry[J]. Heat Treatment of Metals, 2006, 31(9): 34-38.
[3] Nargess S. Lightening the material[J]. Automotive Engineering, 2003, 31(9): 70.
[4] Ф����. ���Ͻ����ִ���������������ѡ����[J]. ���ӹ�, 2005(5): 36-39.
XIAO Yong-qing. Aluminum alloy-the optimum material for modern light weight automobile[J]. Aluminium Fabrication, 2005(5): 36-39.
[5] Lord J. A materials odyssey[J]. Automotive Industries, 2001, 28(10): 83-89.
[6] ³���, ֣����. �ִ�����������ѹ�����¼���[J]. ��ѹװ�������켼��, 2008(4): 11-13.
LU Xiao-nan, ZHENG De-rong. New stamping techniques for auto body[J]. China Metal Forming Equipment & Manufacturing Technology, 2008(4): 11-13.
[7] �ű���, ������. �³��α��μ���֯�����о�[J]. ���Ͽ�ѧ�빤��, 2007, 15(1): 118-120.
ZHANG Bao-hong, ZHANG Zhi-min. Microstructure and property of warm formed cup[J]. Materials Science and Technology, 2007, 15(1): 118-120.
[8] Palumbo G, Tricarico L. Numerical and experimental investigations on the warm deep drawing process of circular aluminum alloy specimens[J]. Journal of Materials Processing Technology, 2007, 184(1/3): 115-123.
[9] ���Ͼ�, �ν�. ������5182���Ͻ��ĵ�������������Ϊ[J]. �й���ɫ����ѧ��, 2008, 18(11): 1958-1963.
WANG Meng-jun, REN Jie. Flow behavior of 5182 aluminum alloy for automotive body sheet during warn tensile deformation[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(11): 1958-1963.
[10] ���㻪, ������. LY6��ij������ܵ������ξ�[J]. �������չ�ҵѧԺѧ��, 2002, 19(3): 15-16.
LI Xiu-hua, ZHANG Ling-yun. Experimental investigation of metal sheet forming properties[J]. Journal of Shenyang Institute of Aeronautical Engineering, 2002, 19(3): 15-16.
[11] Naka T, Yoshida F. Deep drawability of type 5083 aluminium- magnesium alloy sheet under various conditions of temperature and forming speed[J]. Journal of Materials Processing Technology, 1999, 89/90: 19-23.
[12] Keigler M, Herbert B. Enhancing the formability of aluminium components via temperature controlled hydroforming[J]. Journal of Materials Processing Technology, 2005, 167(2/3): 363-370.
[13] Naka T, Torikai G. The effects of temperature and forming speed on the forming limit diagram for type 5083 aluminum- magnesium alloy sheet[J]. Journal of Materials Processing Technology, 2001, 113(1/3): 648-653.
[14] Demirci H I, Esner C, Yasar M. Effect of the blank holder force on drawing of aluminum alloy square cup: Theoretical and experimental investigation[J]. Journal of Materials Processing Technology, 2008, 206(1/3): 152-160.
[15] �����, ��˼��. ��ѹ���������Ͻ���ѹ���ε�Ӱ���о�[J]. ���Թ���ѧ��, 2005, 12(3): 41-45.
SUN Cheng-zhi, LUO Si-dong. Mechanism investigation of variable blank-holder forces improving the formability of aluminum alloy sheets during sheet metal forming[J]. Journal of Plasticity Engineering, 2005, 12(3): 41-45.
[16] �����, ����. ������������е�ѹ�������Ƽ�������[J]. ú���е, 2008, 29(10): 87-89.
LIU Nian-cong, FANG Fang. Analysis on blank holding force control technology in drawing of sheet metal[J]. Coal Mine Machinery, 2008, 29(10): 87-89.
[17] �־�Ʒ, �̾���. Al-2Mg�Ͻ�Ķ�̬�ٽᾧ[J]. �й���ɫ����ѧ��, 1999, 9(3): 510-514.
LIN Jun-pin, CHENG Jing-wei. Dynamic recrystallization during hot torsion of Al-2Mg alloy[J]. The Chinese Journal of Nonferrous Metals, 1999, 9(3): 510-514.
�ո����ڣ�2009-05-06�������ڣ�2009-07-04
������Ŀ�����������Ƚ������������ص�ʵ���ҿ��Ż���������Ŀ(30815009)�����ϴ�ѧ2009���������ѧ��������Ŀ����(09MX22)
ͨ�����ߣ����Ͼ�(1965-)���У����ϳ�ɳ�ˣ���ʿ�����ڣ�������ɫ�������ϳ��μ�ģ���о����绰��0731-88836408��E-mail: wmj1965@yahoo.com.cn
(�༭ �°���)
