
���±�ţ�1004-0609(2011)04-0769-08
BeO������̬��ֲ��Խ�������ѧ���ܵ�Ӱ��
������1, 2���ظ���1���� ��2��������2���ĺ���2������ƽ1��������1
(1. ������ѧ ���ϸ���������֯���������ص�ʵ���ң�����110004��
2. ����ϡ�н��������о�Ժ �������������ֲ����ص�ʵ���ң�ʯ��ɽ 753000)
ժ Ҫ��
�о��ȵȾ�ѹ���������BeO���ʷֲ�״̬�Ϳ����ߴ�Խ�������ѧ���ܵ�Ӱ�죬��ͨ���������˻����飬��һ������BeO������������еķֲ����ó�BeO������̬��ֲ�����ѧ���ܵ�Ӱ����ɡ���������������BeO������BeO���ʵķֲ�����̬�Խ�������ѧ���ܵ�Ӱ���Ϊ�ؼ�����BeO������ɢ�ֲ�ʱ��λ�ھ�����BeO���ӵijߴ缰����Ǿ����������ǿ�������ԵĹؼ����أ��ִ��BeO����(��������300 nm)�ǵ���������Ե͵���Ҫԭ��֮һ�����澧�粻����BeO�ۼ�̬�൱���ڲ����ڲ�Ԥ��һ���ߴ�����ƣ�Ҳ��Ӱ������쳤�ʵ���Ҫ���ء�
�ؼ��ʣ�
BeO��Be; ���澧����Ӧ��������������
��ͼ����ţ�TG146.2��TB383���� ���ױ�־�룺A
Effects of morphology and distribution of BeO impurity on mechanical properties of metal beryllium
XU De-mei1, 2, QIN Gao-wu1, LI Feng2, WANG Dong-xin2, XIA Hong-xian2, REN Yu-ping1, PEI Wen-li1
(1. Key Laboratory for Anisotropy and Texture of Materials, Ministry of Education,
Northeastern University, Shenyang 110004, China;
2. Key Laboratory for Rare Materials, Ningxia Province, Northwest Rare Metal Materials Research Institute, Shizuishan 753000, China)
Abstract: The effects of the morphology and distribution of BeO impurity on the mechanical properties of metal beryllium in the powder hot isostatic pressed (HIPed) metal beryllium and the vacuum annealed ones were studied, and the general conclusions were obtained. The results show that the morphology and distribution of BeO impurity play more important roles than the BeO content in controlling mechanical properties of beryllium. When BeO particles monodisperse distribution in the beryllium matrix, BeO particle size and interparticle distance along the grain boundaries of Be are key factors to affect the strength and ductility of Be material, and BeO with size larger than 300 nm is the main reason of poor ductility of Be. BeO particles at the triple grain boundary junctions of Be, which is equivalent to the pre-fabricated microcracks inside, mainly lead to poor ductility of Be material.
Key words: BeO; Be; triple grain boundary junction; stress concentration; ductlity
��40����������Ʊ������ķ�չ�������ǽ������ĩ�ȵȾ�ѹ���յij��������ƣ�ʹ���ɴ��Բ���������ʵ�ýṹ����֮�У�Ӧ���ں˼����Ϳռ似������[1-2]�������÷�ĩұ�����Ʊ��������ʱ���������������Ժܸߣ���������۱�������һ�����ܵ�BeO[3]���������ѹ���ȵȾ�ѹ�̽���۵Ĺ����У���۱����BeO���·ֲ�������BeOλ�ھ��磬�����ֲ��ھ��ڣ�����ȥ���Ϳ��ƣ���Ϊ����е���Ҫ���ʣ��������ѧ������ɺܴ��Ӱ�졣��ˣ����������й�BeO���ʵĿ��ƣ����ǹ������������о��Ĺؼ����⡣
����ܶ�ѧ�����BeO���ʺ����Խ��������ѧ���ܵ�Ӱ�������������о�����ALDINGER��[4]�о���Ϊ������BeO������������߲��ϵ����ԣ�MARDER��[5]�о���Ϊ��ͬʱ���پ����Ⱥ�BeO�������������ĵ�ǿ�ȣ����������ĩ���ȵļ�С��BeO�ĺ����������ӣ���Ļ�����ЧӦ������������ϸ����Ч����Ŀǰ��BeO���ʵ��о����������BeO�ֲ�״̬�Ϳ����ߴ�������ѧ���ܵ�Ӱ�죬���ⷽ����о��ڹ����ϻ��ʼ��������ҹ���BeO���ʵ��о��������ȣ���һ����࣬���������BeO���ʺ���������BeO���ʵķֲ�״̬�Ϳ����ߴ�������ѧ���ܵ�Ӱ���ȱ��ϵͳ���о������ڶԽ������������Ϊ�ͻ����о��У�����BeO������Ӱ������������ǿ�ȵĹؼ�����[6]��
���������о��˴�����ĩ�ȵȾ�ѹ���������������BeO���ʷֲ��Ϳ����ߴ����ѧ���ܵ�Ӱ����ɡ��ڴ˻����ϣ�ѡ���BeO�����ľ�ѹ�����Ϊ�о������������˻����飬��֤�˻�ǰ����ľ����ȱ��ֲ��䣬BeO���ʷֲ�״̬�Ϳ����ߴ緢���ϴ�ı仯���������Ϳ���BeO������������еĴ��ڷ�ʽ��������ȷBeO������̬�������ѧ���ܵ����û�����
1 ʵ��
������IJ������ĩ���ȵȾ�ѹ�����Ʊ�����ĩΪ���������ĥ��ۣ�������۽���Ԥ���������ٷ�ĩ��Fe��Al��Si�����ʵĺ�����������Ͼ�X����̽������ϸ����ȡ���������������ͻ�ѧ�ɷַ���������������˻���Ʒ�����������˻�¯�У���10-5 Pa����ն��£��ֱ����(750 ��, 7 h)��(850 ��, 7 h)��(970 ��, 7 h)�˻��˻������ȡ����������������
��������Ϊ���ұ��������Բ�ηDZ���������������(d 6 mm��25 mm)����Instron4505����������ϲ���������ѧ���ܣ�Ӧ������Ϊ1��10-7 m/s����ȡ�����ͷһ��гֲ����Ƴ�X����������������Rigaku D/max-��B��X���������ǽ������ඨ�Է�������ȡ�����ͷ��һ��ļгֲ��֣��Ƴɽ�������������MM6�ͽ�����������ƫ����¹۲������֯�����������ȣ�ͬʱ����CAMEBAX-MICRO�͵���̽��������ɷֶ��Է��������������������Ƴ���羵����������CM20������������ϣ���������֯���������������Ͽڽ�ȡ������ϴ������CAMEBAX-MICRO�͵���̽��۲�Ͽ���֯�����ɷֶ��Է�����������ѧ�ɷַ����������һ���Ӧ�ľ�����ִ�С�
2 ��������
Ϊ�˵ó�BeO������̬�������ѧ���ܵ�Ӱ����ɣ���������ѡ��������ȵȾ�ѹ��Ľ������飬������������BeO��������ѧ���ܽ���Ʒ���·�Ϊ3����жԱȷ�����ͬʱΪ�����������ȵ�Ӱ�죬���������Ŀɱ��ԣ�ÿһ�������ľ����Ⱦ������������һ����BeO�����еȣ�ǿ����������쳤�����ϴ���������ڶ���Ϊ��BeO����������ѧ����ȴ�Ǹ�ǿ���ӵ���������������BeO������ͬ������ѧ���ܾ�Ϊ���쳤�ʵ����������ڷ�������Ʒ�϶࣬Ϊ����������ڱ�1�и���ÿ�������Ĵ����Խ������Ϊ�˱��ڱ���������ֱ�����Ϊ��Ʒ1~7��
����˻���Ʒѡ���˸�BeO��������Ľ������飬��Ϊ����8���˻�ǰ����Ʒ����ѧ���ܡ������Ⱥ�BeO�������1���С�
X����������������BeO�⣬����������δ�����������������ڣ���BeO��FeBe11��AlFeBe4��Be2SiO4��Be2C[7]����羵������(EDS)������֯�ϳ��ֵ�������͵���̽�벨����(WDS)�ԶϿ���֯�ϳ��ֵ�������ɷַ�������������Ԫ�ش��ڵ����ʵ㣬����Ҳ����������������Ԫ��Fe��Si��Al�ȣ����У�Si������10-4���ң�Al������5��10-5���ң� Fe������8��10-4���ҡ�����̽��Խ�����Ʒ����Ԫ����ɨ��Ҳδ����������������ļ��г��֡���ˣ������ж����о�����������Ҫ������ΪBeO��
��1 ��Ʒ����ѧ���ܡ������ߴ��BeO����
Table 1 Mechanical properties, average grain size and BeO content of samples
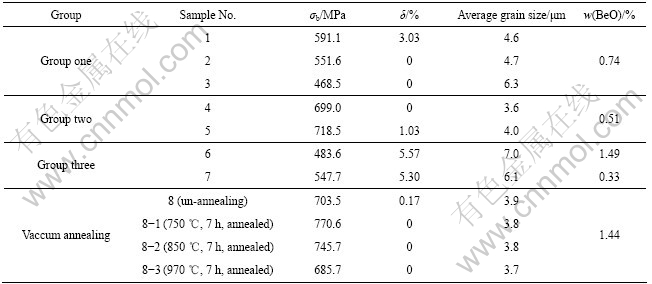
���ڷ�������Ʒ�϶࣬����Be����BeO������ǿ�ȼ����Ե��ص�����4����Ʒ���з��������1���С�
2.3.1�е�BeO������������ѧ����������֯�Ĺ�ϵ
����ѡ����BeO�����еȡ�ǿ�Ⱥ��쳤�ʾ����õľ�ѹ��Ľ�������֯������Ŀ�����ڶ�BeO��������еķֲ�״̬��һ����ʶ������1�������������1������֯��ͼ1(a)��ʾ����ͼ1(a)��֪��BeO���Ӵ�����ɢ�ֲ��ھ��磬������ɢ�ֲ��ھ��ڣ������ߴ���75 nm���ҡ�˵����ɢ�ֲ�ϸС��BeO���Ӷ�������������õĵڶ�������ǿ�����á�����BeO��̬��ֲ���������Ե�Ӱ�콫�������˻���Ʒ8�ķ����������2.3.4�з�����
��ѹ��ľ�������BeO�����еȣ�ǿ�����ã����쳤�ʺܲ��Be����Ʒ��Ϊ�����ӿɱ��ԣ�ѡ��ǿ�Ⱥ;���������Ʒ1�������Ʒ2��Ϊ�����������֯�������֣�����2�г�BeO���Ӵ�����ɢ�ֲ��ھ��磬������ɢ�ֲ��ھ��ڣ������澧�紦�ۼ������ܵ�BeO�������ۼ���BeO�����ߴ�ƽ��ԼΪ400 nm������Χ���ijߴ�Լ��1 600 nm(��ͼ1(b))�������ھ����ϳ���BeO��������״�ֲ���̬(��ͼ1(b)��ͷ��ָ)��˵�����澧�紦�ۼ��IJ�����BeO�;����������״BeO�����ǵ��²����쳤�ʽ��͵�ԭ��
���⣬�����������쳤������BeO�ھ����ϳ�������Ĥ״����(��ͼ1(c)��ͷ��ָ)������Ʒ3��ͬʱ������Ʒ��ǿ�Ƚϵ�(468.5 MPa)��˵������BeO��̬�����ڲ���ǿ�ȵ���ߡ�
2.3.2 ��BeO������������ѧ����������֯�Ĺ�ϵ
ͨ�����ԣ�������ĵ�BeO����Խ�ͣ����쳤��Խ�ߡ�����ѹ����о�������BeO�����ܵͣ����쳤�ʺܲ�������ʹͨ������BeO��������߲������ԵĹ���ʧЧ����ˣ������������ض�������Ʒ������֯�����˷�������Ʒ4��5�����������Ĵ�������Ʒ4���쳤��Ϊ0������BeO�ķֲ�״̬����Ʒ2���й�֮ͬ�����������紦�ۼ��ߴ�ƽ��ԼΪ400 nm�IJ����ܵ�BeO���������ߴ���1 800 nm���ҡ���Ʒ5������֯�������紦��û�оۼ������ܵ�BeO�������������������BeO���ߴ���300 nm����(��ͼ1(d))�����쳤��Ҳ���ߣ�ԼΪ1.03%��
�ڶ������Ʒ4��5��BeO����Ϊ0.51%�����ڵ�һ����Ʒ1��2��0.74%�����俹��ǿ�����Ը��ڵ�һ�������ģ��Ƚ�������ɢ�ֲ���BeO�����ߴ緢�֣��ڶ���������BeO���ӳߴ��С����50 nm���ҡ��ý�������������BeO��������ɢ��ϸС��BeO���ӷֲ�״̬��ǿ�ȵ�Ӱ���Ϊ��Ҫ��BeO���ӳߴ�ԽС��ǿ��Ч��Խ�á�
2.3.3 BeO�������ϴ���������ѧ����������֯�Ĺ�ϵ
��ʱ��ѹ���Ҳ���ָ�BeO���������쳤�ʺܺõ�����������6�����������Ʒ6�������뺬��Ϊ1.49%����������������ߵģ������쳤��Ϊ5.57%�����Ը�����Ʒ7��5.30%����Ʒ7�� BeO����Ϊ0.33%����������������͵ġ��ɴ˿ɼ���BeO������������쳤�ʺû��ľ��������ء����⣬�Ӿ�������������Ʒ6�ľ�����Ҳ�Ը�����Ʒ7�ģ���ˣ������ų������ȴ�����Ӱ�졣
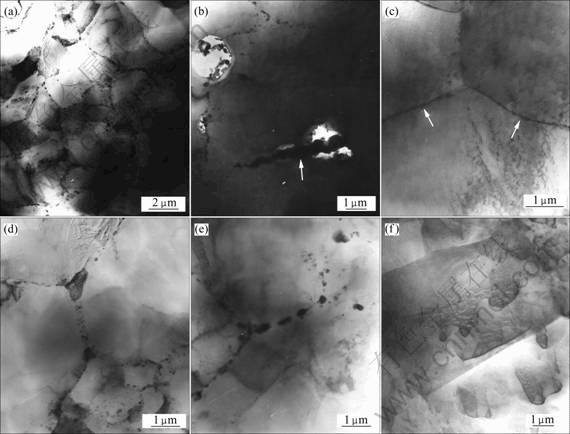
ͼ1 BeO���ʵ���̬���ֲ�
Fig.1 Morphologies and distribution of BeO impurity: (a) Sample 1, Distribution of BeO nanoparticles (NPs) with size about 75 nm along grain boundaries(GBs) of Be; (b) Sample 2, BeO NPs with size about 400 nm mainly at triple GB junction; (c) Sample 3, BeO thin films along GBs of Be; (d) Sample 5, Large sized BeO particles at triple GB junction; (e) Sample 6, Large sized BeO particles along GBs of Be; (f) Sample 7, No BeO along GBs of Be
�۲���Ʒ6������֯���֣���Ʒ6�д־�������ɢ�ֲ��Ŵ������BeO�������ߴ����200~250 nm֮��(��ͼ1(e))����ʮ����BeO���ӽ��٣����Ҳ��־�������BeO����Ʒ7������֯�־�������BeO(��ͼ1(f))�����ٲ��־�����ϸС��BeO��ɢ�ֲ��������ߴ���50 nm���ҡ���Ʒ7��ǿ�ȸ�����Ʒ6�ģ�������Ʒ7��ǿ����Be��������ɢ�ֲ���ʮ����BeO������أ���Ҳ��һ��˵�� BeO�������Ǿ���Be��ǿ�ȵĹؼ����ء�
2.3.4 ����˻���������ѧ����������֯�Ĺ�ϵ
������Ʒ�������ڲ�ͬ���η�ĩ���ȵȾ�ѹ����ģ�Ϊ��ʹ���������Ϊȷ�ɿ����Խ�һ������ϸС��ɢ�ֲ��ھ����ϵ�BeO�������紦�ۼ������ܵ�BeO������Be����ѧ����Ӱ�죬���о�ѡ���BeO�����ľ�ѹ���(��Ʒ8)��������˻��Ըı�BeO����ò��ֲ���
��Ʒ8������֯����Ʒ1�����������BeO���Ӵ�����ɢ�ֲ��ھ��磬������ɢ�ֲ��ھ��ڣ������ߴ���75 nm���ҡ����1���У�����1���쳤��Ϊ3.03%��ǿ��Ϊ591.1 MPa��������8��ǿ�ȸߴ�703.5 MPa���쳤��ȴΪ0.17%���ھ����ȷ��棬��Ʒ8�ľ�����ҲС����Ʒ1�ġ���ˣ�������Ʒ8���쳤�ʵ�����Ʒ1��ԭ�������BeO��������Ʒ8��BeO����Ϊ1.44%����Ʒ1��BeO����Ϊ0.74%��˵����BeO������ɢ�ֲ������ӳߴ������ͬ������£�BeO����Խ�ͣ���������Խ�ã�����ǰ�˵õ��Ľ�����һ���ġ�
����˻���Ͼ����ߴ�û�����Ըı䣬��BeO�����ߴ�ͷֲ������ϴ�仯��������750 �棬7 h�˻��BeO���ӳߴ�û�б仯�������ڵ�BeO���Լ��٣���ʼ���������澧�紦�ۼ��ɲ����ܵ�BeO������̬(��ͼ2(a)��(d))��������850 �桢7 h�˻���ڵ�BeO���ӻ�����ʧ����ɢ�ֲ��ھ����ϵ�BeO���ӿ�ʼ�������澧�紦�ۼ���BeO�����ߴ�Ͼ�750 �桢7 h�˻���������������������������(��ͼ2(b)��(e))��������970 �桢7 h�˻��������ɢ�ֲ���BeO�������Լ��٣�BeO����ȫ���㼯�����澧�紦(��ͼ2(c)��(f))��
������750 �桢7 h�˻����Ʒǿ�ȴﵽ���˻�ǰ������ֵ����770.6 MPa�����˻����Ӧ����λ����ʧ������£���Ʒ��ǿ����ߣ�����BeO������ɢ�ֲ��ھ���ȷֲ��ھ������õ�ǿ�����á�������850 �桢7 h�˻����ɢ�ֲ���BeO������ʼ����ǿ��Ҳ�����½���Ϊ745.7 MPa��������970 �桢7 h�˻�����Ϸֲ���BeO�������ϡ�٣���ϸС����ɢ����ˣ��Ծ��нϴ��ǿ�����ã�ǿ��Ϊ 685.7 MPa��
������750 �桢7 h�˻�������澧�紦���ֲ����ܵ�BeO���������ϵ��쳤�ʱ�Ϊ�㣬����ʱ�ۼ���BeO�����ߴ����350 nm���£����ߴ���1 000 nm���ң�����Ҳ���٣��������澧��ۼ��IJ�����BeO������������Ե�Ӱ��dz����ء��¶����ߵ�970 ��ʱ��BeO�����ߴ��Ѿ��ﵽ�������ߴ����ﵽ��150 ��m��30 ��m(�Ͽڲ����ߴ�)������ʱ�����Ա����൱��ǿ�ȣ�˵�����澧��ۼ��IJ����ܵ�BeO������ǿ�ȵ�Ӱ�첻��
Ϊ��֤�����澧�紦�ۼ���BeO���������������쳤�ʵ���Ҫԭ������˻�ǰ�����Ʒ���жϿڷ������Ͽڷ������֣��˻�ǰ������Ͽ�����֯������Ϊͨ��������������������[8]�����˻�ǰ�Ͽ���֯��û�����ԵĿ����ڣ��˻��Ͽ���֯�г������ԵĿ������д���ϸС�����ܵĿ������������ȴ����¶ȵ���ߣ���Щ������Խ��Խ�࣬���ߴ�Խ��Խ��(��ͼ3)��������羵���澧��ۼ���BeO�����۲�����һ�µġ������Է�����������Щ�����д���O��������Si��Fe�����⣬��ͼ3�п��Կ�������Щ������BeO���Ӿۼ�����֯���۳ߴ��С���Գ�Ϊ���Ƶ���Դ����750 ����ɶ��ѵĿ������ͼ3(a)�м�ͷ��ָ���ɴ˿ɼ������澧�粻����BeO�ۼ�̬���ǵ���Be���쳤��Ϊ�����Ҫ
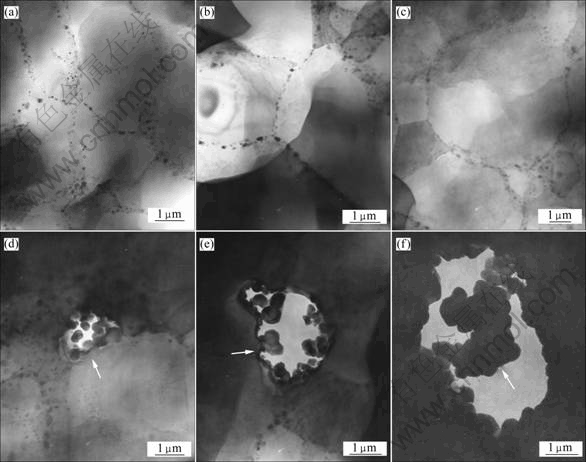
ͼ2 ����˻��Be����BeO���ʵ���̬��ֲ�
Fig.2 Morphologies and distribution of BeO impurity in Be after vacuum annealing: (a), (d) 750 ��, 7 h; (b), (e) 850 ��, 7 h; (c), (f) 970 ��, 7 h
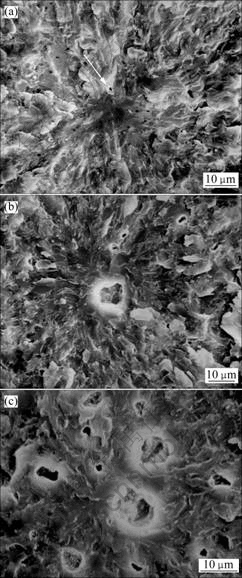
ͼ3 �˻��Ͽ�����Դ���ĵ���ò
Fig.3 Morphologies of crack source center on facture surface of Be after vacuum annealing: (a) 750 ��, 7 h; (b) 850 ��, 7 h; (c) 970 ��, 7 h
ԭ��
3 ����
��������������Խ������ĩұ���������Կ��Ƶ�BeO���ʷֲ��Ϳ����ߴ��������ܵ�Ӱ��������о���Ϊ�˱�֤������������˻�ǰ�ֲ��䣬��BeO�ֲ���̬�����ϴ�ı仯��������ĵ���Ӧ��(530~980 ��)���ٽᾧ�˻�(700~900 ��)�¶�[3]���ƶ�����������˻��գ�ͬʱΪ���ܹ����õع۲쵽��ͬ�ȴ����¶��£�BeO��������Ļ����ϵı仯���ƣ�ѡ���BeO�����ľ�ѹ��Ľ�������˻����飬��ʹ�˻��¶ȸߴ�970 �档�������Ʊ����ϵĹ����У�Ϊ�˷�ֹ�ȵȾ�ѹ�̽����������AlFeBe4��Be2SiO4���࣬��BeO����������Ӱ�죬�Է�ĩ������Ԥ������������Fe��Al��Si����Ԫ�صĺ����������յķ��������������Щ�����������ƾ��ﵽԤ�ڵ�Ч�������������г��˺�BeO�⣬��XRD�����о�û�з��������Ͻ��࣬���˻�ǰ����ĵ�BeO�����ߴ�ͷֲ�״̬�����ϴ�ı仯����Be�ľ����ߴ�û�����Ըı䡣
���c/aΪ1.567[9]����Ҫ���������������滬�ƣ���ʵ������Ļ������Ի���Ϊ��������������͵ı����ܦ�(0001)=2.322 J/m2 [9]�����������������������棬����Ľ�����ͻ����涼�ǻ��档����������������������4�������Ļ���ϵ���������![]() �������
�������![]() ����ˣ���ȱ����Ч�Ļ���ϵͳ���л��ƣ���λ���ڻ����˶�ʱ�������ڻ���ѻ�λ������Ӧ����ͬʱ�����ģ�������ģ���ı�ֵҲ����������������������͵ģ�Ϊ0.87[9]���͵ı�ֵ��ζ������λ���ͷ���ԭ��������Ҫ������ʮ�ֽӽ����������������ѻ�λ����ɵ�Ӧ�����к����״ﵽ����ԭ���������������ϱ��Ծ�������λ���˶�������ʮ�����ޣ�һ��������ķ�Χ�ڽ��л��ƺ���ѻ�λ����ɵ�Ӧ�����ܵ�����Ľ������ѡ���һ���棬����ڲ���Ӧ��Ĺ����У�����λ���˶��������BeO����ǰ���ͻ���������Ӧ��������������һ�ߵ�λ��Դ���������������[10]�������˵��һ����������λ���˶�������ʮ�����ޣ���һ��������������ɾ����BeO������λ������Ӧ����ɵģ�������ھ����BeO���ʶ�λ���˶����谭���ã�ʹ�������ʱ����λ��Դ��Ӧ���ϴ�����������λ���˶��Ŀռ���٣�ʹ�뱾�������������̲��ܷ��������ϵ��쳤�ʽ��ͣ���������λ��Դ����ֱ�Ӵﵽ����ԭ��������������Ľ������ѣ��쳤��Ϊ�㡣��ˣ�Be��������ܺ�BeO���ӵ���̬��ֲ�����ĵ��������Źؼ����á���λ�����Ƶ����紦����ʱ����������ɢ�ֲ���ϸСBeO������ʹλ���˶���ø������ѡ�����������BeOʱ(��ͼ1(f))�����ڵ�BeO����ʱ��λ������Խ��������л��ƣ�����Be�ĵ�������ߡ�����ͬ���ĵ�������BeO����λ�ھ���ʱ���뾧�繲ͬ���ö��������ʱλ���˶��Ķ������ã�Ҫ��BeO����λ�ھ��ڸ�Ϊ���ԡ��ʾ�750������˻�����ڵ�BeO������ƫ�ۺ��紦BeO���ӣ��;��繲ͬ�����谭λ���˶�����BeO����λ�ھ��ڸ�����Ч��ֹ�������������(750 ��, 7 h)��(850 ��, 7 h)�˻��Be��ǿ�Ȳ���û�н��ͷ������ߡ����⣬��������BeO����ʱ��ǿ������漰�������ᵽ�Ŀ���֮��ļ�����⡣����һ����Ҫָ�����ǣ���BeO����λ�ھ���ʱ�������ܶ�����������谭�������⣬Ҳ�ؽ����Ӿ��绬��������������ǿ�ȣ������쳤�ʡ�
����ˣ���ȱ����Ч�Ļ���ϵͳ���л��ƣ���λ���ڻ����˶�ʱ�������ڻ���ѻ�λ������Ӧ����ͬʱ�����ģ�������ģ���ı�ֵҲ����������������������͵ģ�Ϊ0.87[9]���͵ı�ֵ��ζ������λ���ͷ���ԭ��������Ҫ������ʮ�ֽӽ����������������ѻ�λ����ɵ�Ӧ�����к����״ﵽ����ԭ���������������ϱ��Ծ�������λ���˶�������ʮ�����ޣ�һ��������ķ�Χ�ڽ��л��ƺ���ѻ�λ����ɵ�Ӧ�����ܵ�����Ľ������ѡ���һ���棬����ڲ���Ӧ��Ĺ����У�����λ���˶��������BeO����ǰ���ͻ���������Ӧ��������������һ�ߵ�λ��Դ���������������[10]�������˵��һ����������λ���˶�������ʮ�����ޣ���һ��������������ɾ����BeO������λ������Ӧ����ɵģ�������ھ����BeO���ʶ�λ���˶����谭���ã�ʹ�������ʱ����λ��Դ��Ӧ���ϴ�����������λ���˶��Ŀռ���٣�ʹ�뱾�������������̲��ܷ��������ϵ��쳤�ʽ��ͣ���������λ��Դ����ֱ�Ӵﵽ����ԭ��������������Ľ������ѣ��쳤��Ϊ�㡣��ˣ�Be��������ܺ�BeO���ӵ���̬��ֲ�����ĵ��������Źؼ����á���λ�����Ƶ����紦����ʱ����������ɢ�ֲ���ϸСBeO������ʹλ���˶���ø������ѡ�����������BeOʱ(��ͼ1(f))�����ڵ�BeO����ʱ��λ������Խ��������л��ƣ�����Be�ĵ�������ߡ�����ͬ���ĵ�������BeO����λ�ھ���ʱ���뾧�繲ͬ���ö��������ʱλ���˶��Ķ������ã�Ҫ��BeO����λ�ھ��ڸ�Ϊ���ԡ��ʾ�750������˻�����ڵ�BeO������ƫ�ۺ��紦BeO���ӣ��;��繲ͬ�����谭λ���˶�����BeO����λ�ھ��ڸ�����Ч��ֹ�������������(750 ��, 7 h)��(850 ��, 7 h)�˻��Be��ǿ�Ȳ���û�н��ͷ������ߡ����⣬��������BeO����ʱ��ǿ������漰�������ᵽ�Ŀ���֮��ļ�����⡣����һ����Ҫָ�����ǣ���BeO����λ�ھ���ʱ�������ܶ�����������谭�������⣬Ҳ�ؽ����Ӿ��绬��������������ǿ�ȣ������쳤�ʡ�
BeO��������п����(ZnS��̬)���������ӻ����ᄃ��[12]�����Ա��Σ���λ���˶���������ɢ�ֲ��ھ��磬������ɢ�ھ��ڵ�ϸС��BeO����(��ͼ1(a))ǰʱ��λ�����ܹ��й����ǣ�ֻ�����ƹ����ǵķ�ʽ�˶�����ʱBeO�����Խ��������Ժ�ǿ�ȵ����ã���λ���ƹ����ǵ������йأ�������������ڶ������ӵı����أ�ֻ����������֮��ļ��L���� =Gb/L[12] (ʽ�У�GΪ����ļ���ģ����bΪλ���İ���ʸ������Ϊλ���ƹ���������ʱ������)�����ʵ�ļ��ԽС����λ���˶����谭��Խ����ǿ��Խ�ߡ�����Խ��������Ϸ�����BeO�����ͱ�ò���Ҫ������Ʒ6��BeO����Ϊ1.49%����������Ʒ����ߵģ�������BeO�����ߴ�ϴ���200~250 nm֮�䣬ʹ���Ӽ�ļ������(��ͼ1(e))����λ���˶�����û���谭���ã��������Ժܸߣ�BeO�����ߴ����75 nm���ҵ���Ʒ1��8������BeO���������࣬����֮��ļ���½�������ǿ�����߶������½������ھ��˻��������Ʒ8-1��8-2�������ȴ����¶ȵ���ߣ���BeO�������������£����澧��ۼ��������ܵ�BeO���ٳ������࣬��ɢ�ֲ��ھ�����BeO���٣�����Ʒ8-2��ǿ�Ƚ���Ʒ8-1���������ͣ�����Ʒ4��5�У���ȻBeO�����ܵͣ�����BeO�����ߴ��������Ʒ1��С����ɢ�ֲ��ȸߣ�BeO����֮��ļ����٣����ȡ�ñ�BeO�����ߵ���Ʒ1���õ�ǿ��Ч��������ǿ����ߡ�
BeO�����ߴ�ϸСʱ����ɢ�ֲ���BeO���Ӷ������Ҫ�ڶ�������ǿ�����ã������ſ����ߴ����������ǿ�����ñ�ɴ���Ӿ�����[6]�Լ�WEBSTER��[13]��ΪBeO��������Ӧ�����е㡣��BeO���ʿ����ߴ����ͻ����ԼӾ�BeO����ʧ����ɵ�Ӧ�����У����BeO���Ǵ��Բ��ϣ�Ӧ�����в���ͨ�����滬���ͷţ��Բ��ϲ������ԵĴЧӦ����Ӧ�����в����Ե�ϸС���ʴ���������������ǻ����ģ����������Ƶ��κ��ǻ����ģ�BeO��Ҫ����Ϊ��λ�����赲���á���BeO�����ߴ����ֲ������Ӧ�����к����Ӧ�����������ÿ���ֱ����ɽ�����룬��ÿ��BeO������Χ�����γ��ף��γɽ������ƾ��ˡ�������BeO���������������������������ߵĽ��治�������������Ľ����൱�����ƣ�������쳤�ʵ�Ӱ��������ء�ͬʱ�ֲ������Ӧ������Ҳ��ʹBeO��Χ����������ȷ��������������ڽ���������治�������γɵ����ƣ�ʹ�������ƾ��˳ߴ�����״ﵽ������չ�ٽ�㣬���ϵ��쳤�ʽ��͡�����Ʒ3��BeO�����ϵ͵�����£����ִ�ĵ�����BeO��(��ͼ1(c))���쳤�ʽ���1.03%������Ҫָ�����ǣ���Ȼ����BeO�����ߴ�����ӣ�Ӧ���������ӣ���ֻҪBeO�������ʧ����ɵ�Ӧ�����У������Լ������Ƶ��κˣ���������û��Ӱ��ġ�����Ȼ��Ʒ6��BeO�����ߴ���200~250 nm֮�䣬�����������á�����Ʒ3��6��BeO�����ߴ�������BeO������300 nm����ʱ��Ӧ����BeO����ǿ���ʹ�������ٽ�ߴ硣
��������澧����ֲ�����BeO�����ۼ�̬֮���ϵ��쳤��Ϊ�㣬����Ϊ��ȫ�Ĵ��ԡ������澧��ۼ��IJ�����BeO���ʿ���(��ͼ2(a))�ͶϿ�����Դ���Ĵ�������BeO���ʿ���(��ͼ3)���Կ�����BeO����������룬�����ڿ��ڲ�����ˣ����澧��ۼ��IJ�����BeO���ʿ�����Ϊ����Դ��Ӧ�������ء����������������£����澧��ۼ��IJ�����BeO���ʿ�����Χ���൱���ڲ����ڲ�Ԥ��һ���ߴ�����ƣ��Ӷ�����Be�����Ժܵ͡�
���澧��BeO�ۼ�̬�ܷ��Ϊ�������ƺ��ģ�ȡ��������ʱ�ֲ������Ӧ��״̬��Ҳ���Dz��Ͼֲ�Ӧ����ﵽ��������������������⣬�����澧��BeO�ۼ��ĵط�������Si��Fe��Ԫ�أ�����WEBSTER��[13]��KUMAR��[14]������SiԪ���ܴٽ�BeO��������Ľ������Ǻϡ�
������BeO��Ĥ״������Be�ĵ����Բ��������ֱ�Ĥ״��֯��ɾ���Ľ��ǿ�Ƚ��ͣ�����������ĵ�����ǿ�ȣ�������ʱ��ɾ�����룬ʹ��������ѱ�ɾ�����ѣ�����ǿ���½���ͬʱ���쳤��Ϊ�㡣���־���������������ڵ�����н�Ϊ������
4 ����
1) ϸСBeO��������ɢ�ֲ�����ѧ���ܵ����ã�ȡ����BeO����֮��ļ�࣬������BeO��������ˣ������BeO������BeO�Ŀ����ߴ�ͷֲ�����ѧ���ܵ�Ӱ���Ϊ�ؼ���
2) ����ɢ�ֲ���BeO���ӳߴ�С��300 nmʱ�������Be�ĵ����Բ�������Ӱ�죬BeO��Ҫ����Ϊ��������ǿ�����ã�������BeO�����ߴ�Ľ�һ������Ӧ�����мӾ磬���ϻ���ֳ����ԵĴ��ԡ�
3) Be�����ڲ����澧�紦������BeO������Χ�Ŀ����൱���ڲ����ڲ�Ԥ��һ���ߴ�����ƣ��ǵ���������쳤�ʵ���Ҫԭ��
REFERENCES
[1] CLENEBT P. How the beryllium industry is building new markets by applying isostatic processing technologies[C]// Proceedings of the 4th International Conference on Isostatic Pressing. Stratford-upon-Avon, UK: Metal Powder Report Publishing Services Ltd, 1990: 18.1-18.11.
[2] Roskill Information Services Ltd. The economics of beryllium[M]. London: Roskill Information Services Ltd, 2001: 111-119.
[3] �����. ���ĩұ����ӹ�����[M]. ����: �й���ɫ������ҵ�ܹ�˾ְ�������̲ı���칫��, 1986: 2, 181-182.
NIE Da-jun. Beryllium powder metallurgy and processing technology[M]. Beijing: Staff Education Textbook Editorial Office of China Nonferrous Metals Corporation, 1986: 2, 181-182.
[4] ALDINGER F, GOLD E, PETZOW G. Effect of oxide and grain size in high-purity beryllium[C]// Beryllium 1977, the 4th International Conference on Beryllium. London: The Royal Society, 1977: 14.1-14.11.
[5] MARDER J. Metals Handbook (Volume 7): Power Metallurgy[M]. Ohio: American Society of Metals, 169-172.
[6] �Ӿ���, �� ��, ������, ��ѧ��, ����ɭ. �������������Ϊ�ͻ���[J]. �й���ɫ����ѧ��, 2004, 14(10): 1637-1641.
ZHONG Jing-ming, GAO Yong, WANG Dong-xin, WANG Xue-ze, WANG Ling-sen. Micro-yield behavior and mechanism of beryllium metal[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(10): 1637-1641.
[7] STONEHOUSE A J. Beryllium science and technology (Volume 1)[M]. New York: Plenum Press, 1979: 181-204.
[8] WEBSTER D. Physical metallurgy of beryllium[C]// Beryllium 1977, the 4th International Conference on Beryllium. London: The Royal Society, 1977: 1.1-1.12.
[9] LAROSE J. Pressure effects on the flow and fracture properties of Be-Al alloys[D]. USA, Case Western Reserve University, 2001: 7.
[10] MARSCHALL C W, MARINGER R E, CEPOLLINA F J. Dimensional stability and micromechanical properties of materials research use in an orbiting astronomical observatory[C]// 13th Structure, Structure Dynamics and Materials Conference. Texas: AIAA, 1972: 72-235.
[11] ��¤��. �������մ�[M]. ����: ұ��ҵ������, 2006: 9.
GAO Long-jiao. BeO ceramics[M]. Beijing: Metallurgical Industry Press, 2006: 9.
[12] ʯ����. ���Ͽ�ѧ����[M]. 2��. ����: ��е��ҵ������, 2003: 347.
SHI De-ke. Foundations of materials science[M]. 2nd ed. Beijing: China Machine Press, 2003: 347.
[13] WEBER D, GREENE R L, LAWLEY R W, LONDON G J. Factors affecting the tensile strength, elongation and impact resistance of low oxide, hot isostatically pressed beryllium block[J]. Metallurgical Transactions A, 1976, 7: 851-856.
[14] KUMAR K, MCCARTHY J. VANDE J B. Correlation of microyield behavior with silicon in X-520 and HIP-50 beryllium[J]. Metallurgical Transactions A, 1985, 16: 807-814.
������Ŀ��������Ȼ��ѧ����������Ŀ(11062010, 50761006)��������Ȼ��ѧ����������Ŀ(NZ08177, NZ0946)���Ƽ���Ա������ҵ�ж���Ŀ(2009GJG30043)
�ո����ڣ�2010-04-16�������ڣ�2010-07-29
ͨ�����ߣ��ظ��࣬���ڣ���ʿ���绰��024-83683772��E-mail: qingw@smm.neu.edu.cn
