
��ѹ�ӹ����������Al-8.5Fe-1.3V-1.7Si
�Ͻ�ѹ����֯�����ܵ�Ӱ��
Ф�ڵ�, ������, ������, ������, ���ճ�
(���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ, ���� ��ɳ, 410083)
ժ Ҫ��
-�ȼ�ѹ�����Ʊ���������Al-8.5Fe-1.3V-1.7Si���ȺϽ�ܲ�, ��ͨ��ǿ���ȷ���ѹ���ս���Щ��ѹ�ܽ��ж���μ���, �Ʊ����ڹ�; ���ý�������֯�۲졢 ��羵������ ɨ��羵��������ѧ����������ֶ�, �о�ǿ���ȷ���ѹ���ն��������Al-8.5Fe-1.3V-1.7Si�Ͻ�ѹ�ܲ�����֯����ѧ���ܵ�Ӱ�졣 �о��������: �������Al-8.5Fe-1.3V-1.7Si��ѹ�ܵ�����֯����ά����״, ��ͬ������Al12(Fe,V)3Si(��������, a��1.260 nm)������С�ͷֲ���ò��ͬ, �������֦�-Al13Fe4(���ĵ�б, a=1.543 nm, b=0.812 nm, c=1.254 nm, ��=107.43��)��Al8Fe2Si(����, a=1.270 nm, c=2.620 nm)�ֿ�״��; �����������δ���������������ԭʼ��ĩ����; ��ǿ����ѹ������, ����״��֯��������, ����Ĥ����, �����·ֲ�, ����ϵIJ���ԭʼ��ĩ������ٻ���ʧ, ����֯��������������; ��������ѹ�ܲ����, �������Al-8.5Fe-1.3V-1.7Si�Ͻ���ѹ�ܲ�, ��ѧ�����������, ���ϸ�����������������
�ؼ���: �������; �������Ͻ�; ǿ����ѹ
��ͼ�����:TG146.2 ���ױ�ʶ��:A ���±��: 1672-7207(2005)03-0358-06
Effects of shear spinning process on microstructures and mechanical
properties of extruded pipes of spray deposited Al-8.5Fe-1.3V-1.7Si alloy
XIAO Yu-de, WU Yong-yu, LI Wen-xian, MA Zheng-qing, WANG Ri-chu
(School of Materials Science and Engineering, Central South University, Changsha 410083, China)
Abstract: Extruded pipes of rapidly solidified Al-8.5Fe-1.3V-1.7Si alloy were prepared by using spray deposition and hot extrusion process, and the extrusions were thinned further into thin-wall pipes through hot backward shear spinning process. The effect of shear spinning process on microstructures and mechanical properties of extruded pipes of spray deposited Al-8.5Fe-1.3V-1.7Si alloy were investigated with optical microscopy, transmission electron microscopy, scanning electron microscopy and tensile test. The results show that the extruded pipes of spray deposited Al-8.5Fe-1.3V-1.7Si alloy consist of fibre (strip) microstructures, and distribution, size and shape of Al12(Fe,V)3Si (body center cubic structure, a��1.260 nm) particles are various in the different fibre strips, and there even appear ��-Al3Fe4 (bottom-central monoclinic structure, a=1.543 nm, b=0.812 nm, c=1.254 nm, ��=107.43��) and Al8Fe2Si (hexagonal structure, a=1.270 nm, c=2.620 nm) coarse lumpish phases. The insufficiently broken pieces of oxide films and incompletely binding prior particle boundaries remain along interface among the fibre strips. During the shear spinning process, the fibre (strip) microstructures are severely distorted, the oxide broken pieces are further cracked and redistributed, the weak binding prior particle boundaries are reduced and disappeared, and the overall microstructures incline to become a more uniformly continuum. All of these microstructural changes help to improve mechanical properties of the extruded pipes of spray deposited Al-8.5Fe-1.3V-1.7Si alloy and weaken anisotropy of the materials.
Key words: spray deposition; heat-resistant aluminum alloy; shear spinning
��������Al-8.5Fe-1.3V-1.7Si�������Ͻ���������Allied-Signal��ҵ��˾����ƽ��������(PFC)���о�������[1-3]�� ��������Ǽ��������̡� ��ĩұ��Ͱ��̬�ӹ���һ������ͽ��������Ʊ�����, ���л��ؽ������ұ��ͷ�ĩұ�������ŵ�, �������������Ͻ�����ƿ������й�����Ӧ��ǰ��[4]�� ������, ������ͼ�������������������������Al-8.5Fe-1.3V-1.7Si�������Ͻ�[5-7], �Լ�����������, ���������ɱ��� ������������ȼӹ���һ�������ܻ��� �����������һ��ĸ��ӹ���, �������������״������ܸߵ���Ʒ, �����ڱ��ֿ���������֯���Ƴ�ַ��ӵ�ͬʱ, ��֤������Ʒ��ĩ���״̬����[8]�� ���, ����ѡ����ͷ����� �ӹ�·�ߺ��ղ����ǻ�ø����ܿ�������Al-8.5Fe-1.3V-1.7Si�Ͻ���ϵĹؼ����ѵ㡣 �������Al-8.5Fe-1.3V-1.7Si�Ͻ������Բ����ȼ�ѹ���ճ���, �ڼ�ѹ������ǿ�ҵļ��б����ܹ���Чʵ����������������ܻ��ͷ�ĩ������ý��, �Ӷ�����������Al-8.5Fe-1.3V-1.7Si�Ͻ�ѹ��Ʒ����Ʒ[9, 10]�� Ȼ��, ��������Al-8.5Fe-1.3V-1.7Si�Ͻ���±��ο�����, �����ȼ�ѹֱ���Ʊ����ڹܲ��൱���ѡ� ����ǿ����ѹ��һ�����͵�������ѹ���ӹ�����, ���㷺���������챡�ڹܡ� ���ڻ�ת�����Ʒ[8, 11]�� Ŀǰ,E.Quigley�ȶ���ѹ��������� ��ѧģ�͡� ���շ����Լ��豸�����˴������о�[12-14], �����������Al-8.5Fe-1.3V-1.7Si�Ͻ�ѹ�ܵ�ǿ����ѹ�о����١� �ڴ�, ����ѡ���������Al-8.5Fe-1.3V-1.7Si�Ͻ�ѹ����Ϊ�о�����, �о�ǿ���ȷ���ѹ���ն�������ϵ�����֯����ѧ���ܵ�Ӱ��, ���������������������ѹ����ѹ�������Ʊ��������Al-8.5Fe-1.3V-1.7Si�Ͻ𱡱ڹܲĵĿ����ԡ�
1 ���鷽�������
��������������������Ʊ���������Al-8.5Fe-1.3V-1.7Si�Ͻ����, ͨ���ȼ�ѹ�Ʊ��ھ�Ϊ153 mm�ļ�ѹ�ܡ� ����Ͻ������ɷ�ΪAl-8.5Fe-1.3V-1.7Si���������Al-8.5Fe-1.3V-1.7Si�Ͻ�������Ʊ������ϴ�ѧ���Ͽ�ѧ�빤��ѧԺ����������豸�����, �����ļ�ѹ������¤���������ӹ���3500 t��ѹ�������, ��ѹ�¶�Ϊ480 ��, ��ѹ��Ϊ5.3��
�������Al-8.5Fe-1.3V-1.7Si�Ͻ�ѹ�ܲ���˫��ǿ���ȷ���ѹ���ս��ж������ѹ������ ǿ����ѹ�������¹��е��20 t��ʽ��ѹ�������, �����ԭ����ͼ1��ʾ�� ��ë������оģ��, оģ��������ת, ������оģƽ��, ��������ѹ��ͬ���ĵ������¯����, ��ѹ�����¶�Ϊ450 �档 оģֱ��Ϊ153 mm, ����Բ�ǰ뾶Ϊ8~15 mm�� оģ�����־�����ʯī+������ ��������ѹ�����к���ۻ�����40%��, ����450 ����¶����˻�1~2 h��

ͼ 1 ˫���ȷ���ѹ����ԭ��ʾ��ͼ
Fig. 1 Schematic diagram of double-wheel
backwise spinning process
�Ͻ������������֯��POLTAR-MET��ʽ��ѧ�����½��й۲�, ��������Keller�Լ�(0.5 mL HF+1.5 mL HCl+2.5 mL HNO3+95.5 mL H2O)��ʴ�� ��羵(TEM)��֯��JEM-2000EX��羵�¹۲�, �䱡Ĥ���õ��˫�紩����ȡ, ���Һѡ��25%����+75%�״����Һ, ����Һ����ȴ�� ������ѧ������INSTRON8032����������ϲ���, �����ߴ�(ֱ������)Ϊ6 mm��30 mm, �����¶�Ϊ���º�350 ��, ��������Ϊ2 mm/min�� �ڸ�������ǰ, ���ȼ���7 min�� ����Ͽ���ò��KYKY-AMRAY 2800B��ɨ��羵�¹۲졣
2 ��������
2.1 �������Al-8.5Fe-1.3V-1.7Si�Ͻ�ѹ�ܲĵ�����֯
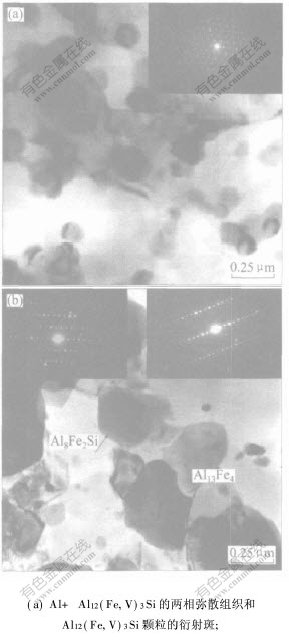
�������Al-8.5Fe-1.3V-1.7Si�Ͻ�ѹ�ܲ�(ǿ����ѹǰ)�Ľ�������֯��ͼ2��ʾ�� �ɼ�, �ڹ�ѧ������, ��ѹ�ܲ���֯��ϸС����״, �������ż�ѹ�����ӳ�, ���Ƚ���(��)���С� ��TEM����֯��ͼ3��ʾ�� �ɼ�, ��ͬ����������֯��ò�Ϳ�������������ͬ, ����(A, B)���в�ͬ�ߴ��Al12(Fe,V)3Si(��������, a��1.260 nm)ϸС�����ʵ�, Al12(Fe,V)3Si�����������, ��ɢ���ȷֲ��ڦ�-Al������; ������C��, Al12(Fe,V)3Si�����ۼ��� �ֻ�, �������ڦ�-Al3Fe4(���ĵ�б, a=1.543 nm, b=0.812 nm, c=1.254 nm,��=107.43��)��Al8Fe2Si(����, a=1.270 nm, c=2.620 nm)�ֿ�״�ࡣ �ܲ�����֯��Ҫ��A+B����, ����C���١� ������֯����������Ҫ������������д��ڲ�������֯���¡�����, ��ѹ���д��ڽ��ȱ��, ����δ������������Ĥ��Ƭ��ԭʼ��ĩ����(PPB) �� ��������Ĥ��Ƭ����ԭʼ��ĩ����ʵ���״�ֲ��� ��Щ���ȱ�ݻᵼ���������Al-8.5Fe-1.3V-1.7Si�Ͻ�ѹ�ܲĺ�����ѧ����ƫ�ͣ�ʹ���ϱ��ֳ���������[8-10] ��
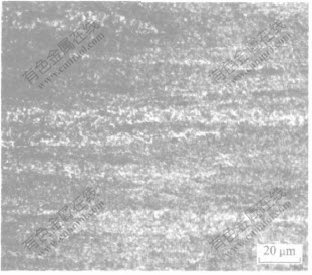
ͼ 2 �������Al-8.5Fe-1.3V-1.7Si��ѹ�ܵ�
��������֯
Fig. 2 Optical microstructures of extruded pipes
of spray deposited Al-8.5Fe-1.3V-1.7Si alloy
2.2 �������Al-8.5Fe-1.3V-1.7Si�Ͻ���ѹ�ܲĵ�����֯
�������Al-8.5Fe-1.3V-1.7Si�Ͻ�ѹ�ܲľ������õĿ�����, ͨ��ǿ���ȷ��������Ʊ�����(�ں�Ϊ2~25 mm)�ܼ���

ͼ 3 �������Al-Fe-V-Si�Ͻ�ѹ��
��TEM����֯��������ɢ������
��״�������ѡ�����������
Fig. 3 TEM images of extruded pipes
of spray deposited Al-8.5Fe-1.3V-1.7Si alloy
and SAED patterns from spherical
dispersions and lumpish particles
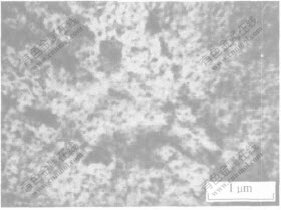
�������Al-8.5Fe-1.3V-1.7Si�Ͻ�ѹ�ܲľ�ǿ����ѹ�ۼƼ���77%��Ľ�������֯��ͼ4��ʾ���������Ͽ�,����ѹ�����н����������η���(����)�뼷ѹ�������η���(��ѹ����)һ��,��ѹ�ܵ�����֯�Ա��ּ�ѹ��Ʒԭ��ȡ�����Ƶ�����״��ò����ǿ��������ѹ���κ�, ���������䡢 ����Ĥ���������·ֲ�, ����ԭʼ��ĩ���������,�ڸ�����������������õĹ�ͬӰ����, ����������֯Ҳ����һ���ı仯, ��Al12(Fe,V)3Si�ۼ��ֻ�, �ǽṹ�����仯�ȡ����ۻ�������77%��,��ѹ�ܲ���Ҫ��Al+ Al12(Fe,V)3Si��������ɢϸ��֯����(��ͼ5��ʾ),����, �ܲ���Ҳ���ڽϴִ������֯(��ͼ6��ʾ), ����֯��������, ��Ҳ�������������֯�������ԡ��Ŵ������¡�
Ȼ��, ǿ��������ѹ��һ���ֲ��������ض����¾ֲ���ά�����ۻ��Ĺ���,����ѹ������,���μ��з����������ֽ����ڵ�Ӵ��ı������������ּ���ʱ, �����֡�оģ���Ӵ�Ħ���Լ���Χ���������Ĺ�ͬ������,�������ܵ�ǿ�ҵľ���Ӧ��,��������ѹ������, ת�����������������������,����ǿ�ҵļ��б��Ρ��ڼ���Ӧ���ͼ��б���������,�����ᷢ��ǿ�ҵĻ���,����������ѹ���������ۻ�, ��������,�ܲ���֯��һ��������������[CM(22] ��,ͬʱ, �뼷ѹ�����, ���ۻ�������ѹ77% ��,����Ĥ��һ������, ��Ƭ���·ֲ�, ����ԭʼ��ĩ�������,������ʧ,��ͼ5��ʾ���ڵ���450 ����¶��¼��ȱ���,Al+ Al12(Fe,V)3Si����ɢ��֯�ۼ��ֻ���ǿ��, ���, ͨ��ǿ����ѹ�ӹ����Խ�һ�������������Al-8.5Fe-1.3V-1.7Si�Ͻ����Ľ��״̬, ������������ѹ�ܲĵ�����֯�����Ժ;����ԡ�

ͼ 4 �������Al-8.5Fe-1.3V-1.7Si�Ͻ���
ѹ�ܽ�������֯
Fig. 4 Optical microstructures of spun pipes of
spray deposited Al-8.5Fe-1.3V-1.7Si alloy
ͼ 5 �������Al-8.5Fe-1.3V-1.7Si�Ͻ���ѹ��
TEM����֯
Fig. 5 TEM image of spun pipes of
spray deposited Al-8.5Fe-1.3V-1.7Si alloy
(b) ����״��Ĵִ���֯�Ϳ�״��������
ͼ 6 �������Al-8.5Fe-1.3V-1.7Si�Ͻ���ѹ(�ۻ�
������77%)�ܲĵ�TEM����֯
Fig. 6 TEM images of spun pipes of
spray deposited Al-8.5Fe-1.3V-1.7Si alloy with
cumulative thinning ratio of 77%
2.3 ��ѹ�ܲĺ���ѹ�ܲĵ�������ѧ����
���������Al-8.5Fe-1.3V-1.7Si�Ͻ�ѹ�ܲĺ���ѹ�ܲ��Ͻ�ȡ������ѧ����, �������¼�����(350 ��)������ѧ��������, ���Խ�����1��[CM(22]ʾ�� �ɼ�, �뼷ѹ�ܲĵ���ѧ�������, ��Ӧ����ѹ(ǿ������77%)�ܲĵ�����ǿ�Ⱥ����Ծ��������, ͬʱ, �����ֳ����õĸ�����ѧ���ܡ�
�� 1 �������Al-8.5Fe-1.3V-1.7Si�Ͻ�ѹ�ܲĺ���ѹ�ܲĵ����º�����ѧ���ܵĶԱ�
Table 1 Comparison of tensile properties of spray deposited
Al-8.5Fe-1.3V-1.7Si extruded pipes and spun pipes 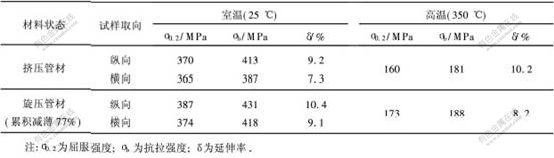

ͼ 7 �������Al-8.5Fe-1.3V-1.7Si�Ͻ�ѹ�ܲĺ���ѹ�ܲĵ�������Ͽ���ò
Fig. 7 Typical tensile fracture surfaces of spray deposited
Al-8.5Fe-1.3V-1.7Si extruded pipes and spun pipes
���������Al-8.5Fe-1.3V-1.7Si�Ͻ�ѹ�ܲĺ���ѹ�ܲ��ز�ͬȡ�����������Ͽڽ��жԱȷ����� ���Լ�ѹ�ܺ���ѹ�ܵ���ѧ�����ĵ�������Ͽ���ͼ7��ʾ�� �������Ͽ�, ���ǵ�����Ͽڶ����ɾ���ϸС�����ѹ���, Ȼ��, �ڼ�ѹ�ܵ���������Ͽ���(��ͼ7(a)), ���Թ۲쵽��������չʱ���Ŵ�ֱ����������չ���С̨��, �������ֶ�������, �ں�������Ͽ�������Թ۲쵽�������ơ� ����ѹ������������ͺ�������Ͽ��Ͽ�(��ͼ7(b)��7(c)), С̨��������Ƽ���, ������Ͻ�����չ���Ƽ���, ��������������������ȫ���ۺ������Զ���ģʽ�������ѡ�
�ڼ�ѹ�ܲĵ�����״��֯�л���������������������ųʵ���״������Ĥ��Ƭ, ����������ϵ�ԭʼ��ĩ���档 �ڲ������˶��ѹ�����(��ͼ8��ʾ), ���ƿ�����I, II, III��IV��ģʽ��;��, �ᴩ����Ͻ�����ؽ��������չ�� ��������Ĥ��
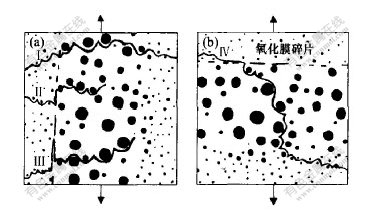
(a) ���ƺᴩ����; (b) �����ؽ��������չ
ͼ 8 ����״��֯��������չģʽ��;��
Fig. 8 Propagating modes and expanding
approachs of main crack in fibre microstructures
Ƭ�ij������, ԭʼ��ĩ��������ǿ, ���Ƹ�����������ģʽI�ᴩ����, �������ؽ��������չ�Ŀ�����Ҳ��С�� ��Ȼ, ��Щ���ȱ�ݵĴ��ںͷֲ�״���������������������κͶ�����Ϊ���ڲ���, ���²��ϳ���һ���ĸ������ԡ� �ڶ���μ�����ѹ������, ��ѹ������δ������������Ĥ(��Ƭ)��һ������, ���·ֲ�, ����ԭʼ��ĩ�����С�� ������ ���, ��Ȼ��ѹ�ܲ��п�����Ȼ�����������ȱ��, ���뼷ѹ�ܲ����, ������ȱ�ݴ�����, Ҳ������, ����, ��ѹ�ܲ�����������Ͽ���С̨��������Ƽ��١� ����ǿ��������ѹ����������֯�ı仯�������Ǻϡ�
��������, �Լ�ѹ�ܽ��к���ǿ����ѹ�ӹ�, ����������������Al-8.5Fe-1.3V-1.7Si�Ͻ�ܲĵ���ѧ����, ���������ϸ������ԡ�
3 �� ��
a. �������Al-8.5Fe-1.3V-1.7Si�Ͻ�ѹ���ɽ������е���ά����״��֯����, ��������ɦ�-Al+Al12(Fe,V)3Si��������֯����, ��ͬ�������е�Al12(Fe,V)3Si����������ͬ, �е��������֦�-Al3Fe4��Al8Fe2Si�ֿ�״�ࡣ
b. �ڼ�ѹ���д��ڵ���״������Ĥ��Ƭ������ϵ�ԭʼ��ĩ����, ��������֯�������Ժͽ��ȱ�ݵ����������Al-8.5Fe-1.3V-1.7Si�Ͻ�ѹ�ܲ���ѧ����ƫ��, �Ҳ��ϱ��ֳ��������ԡ� ��450 ��ǿ��������ѹ77%��, ������������, ����Ĥ���鲢���·ֲ�, ����ԭʼ��ĩ�������, ��֯���ڸ��������� ���ȡ�
c. ������ѹ��ı��ڹܲ���ǿ�Ⱥ������������, ͬʱҲ���ֳ����õĸ�����ѧ����, ���ϸ������Լ����� ���, ѡ����ʼӹ���������, ͨ���������-��ѹ-��ѹ���տ����Ʊ��������Al-8.5Fe-1.3V-1.7Si�Ͻ�����ܱ��ڹܲġ�
�����:
[1]Skinner D J, Bye R L, Raybould D, et al. Dispersion strengthened Al-Fe-V-Si alloys[J]. Scripta Metall Mater, 1986, 20(6): 867-872.
[2]Skinner D J. The physical metallurgy of dispersion strengthened Al-Fe-V-Si alloys[A]. Kim Y W, Griffith W M. Dispersion Strengthened Aluminum Alloys[C]. Warrendale: The Mineral Metal and Materials Society, 1988: 181-197.
[3]Lavernia E J, Ayers J D, Srivatsan T S. Rapid solidification processing with specific application to aluminum alloys[J]. Inter Mater Rev, 1991, 37(1): 1- 44.
[4]����˨, �����, ��Ң��, ���������������̼����ķ�չ��չ��[J]. ���Ͽ�ѧ�빤��, 1994, 12(2): 29-33.
YANG Liu-shuan, YANG Gen-cang, ZHOU Yao-he. Development of spray deposited / rapidly solidified technology and their future[J]. Journal of Materials Science and Engineering, 1994, 12(2): 29-33.
[5]Srivastava A K, Ojha S N, Ranganathan S. Microstructural features and heat flow analysis of atomized and spray-formed Al-Fe-V-Si alloy[J]. Metallurgical and Materials Transactions A, 1998, 29(11): 2205-2219.
[6]Hariprasad S, Sastry S M L, Jerina K L, et al. Microstructures and mechanical properties of dispersion-strengthened high-temperature Al-8.5Fe-1.2V-1.7Si alloys produced by atomized melt deposition process[J]. Metallurgical and Materials Transactions A, 1993, 24(4): 865-873.
[7]JIN Tou-nan, XIAO Yu-de, LI Dou-xing. Microstructure characterization of intermetallic phases in a spray-cast Al-8.5Fe-1.3V-1.7Si alloy[J]. Trans Nonfer Met Soc China, 2001, 11(1):10-15.
[8]Ф�ڵ�. ��������Al-8.5Fe-1.3V-1.7Si�������Ͻ���֯���ܼ���������Ʊ����յ��о�[D]. ��ɳ:���ϴ�ѧ���Ͽ�ѧ�빤��ѧԺ, 2003: 90-128.
XIAO Yu-de. Study on microstructures and properties of rapidly solidified Al-8.5Fe-1.3V-1.7Si heat-resistant aluminum alloy and preparation techniques of its large-size products[D]. Changsha: School of Materials Science and Engineering, Central South University, 2003: 90-128.
[9]XIAO Yu-de, LI Wen-xian, TAN Dun-qiang, et al. Influence of processing parameters on microstructures and mechanical properties of rapidly solidified Al-8.5Fe-1.3V-1.7Si hot-extruded produce[J]. Trans Nonfer Soc China, 2003, 13(3): 558-563.
[10]XIAO Yu-de, LI Wen-xian, MA Zheng-qing. Microstructures and mechanical properties of extruded pipe of rapidly solidified Al-8.5Fe-1.3V-1.7Si alloy prepared from multi-layer spray deposited blanks[A]. SONG Jian, YIN Rui-yu. Proceedings of International Conference on Engineering and Technological Sciences[C]. Beijing: New World Press, 2000: 360-364.
[11]����, ��ѹ���μ���[J]. ģ����, 1998, 92(2): 94-96.
AI Fang. Spin forming technology[J]. Die & Mould Technology, 1998, 92(2): 94-96.
[12]Quigley E, Monaghan J. Metal forming: an analysis of spinning processes[J]. Journal of Materials Processing Technology, 2000, 103(1): 114-119.
[13]XUE Ke-ming, LU Yan. Elastic-plastic FEM analysis and experimental study of diametral growth in tube spinning[J]. Journal of Materials Processing Technology, 1997(69):172-175.
[14]XUE Ke-ming, LU Yan, ZHAO Xian-ming. A study of the rational matching relationships amongst technical parameters in stagger spinning[J]. Journal of Materials Processing Technology, 1997(69): 167-171.
�ո�����:2004 -07 -27
������Ŀ:�����ص�����о���չ�滮��Ŀ(G1999064900)
�����:Ф�ڵ�(1969-), ��, ����¦����, ����, ��ʿ, ���¿��������������Ͻ���о�
������ϵ��: Ф�ڵ�, ��,����, ��ʿ; �绰: 0731-8830261(O); E-mail: xiaoyude@mail.csu.edu.cn
ժҪ: �����������-�ȼ�ѹ�����Ʊ���������Al-8.5Fe-1.3V-1.7Si���ȺϽ�ܲ�, ��ͨ��ǿ���ȷ���ѹ���ս���Щ��ѹ�ܽ��ж���μ���, �Ʊ����ڹ�; ���ý�������֯�۲졢 ��羵������ ɨ��羵��������ѧ����������ֶ�, �о�ǿ���ȷ���ѹ���ն��������Al-8.5Fe-1.3V-1.7Si�Ͻ�ѹ�ܲ�����֯����ѧ���ܵ�Ӱ�졣 �о��������: �������Al-8.5Fe-1.3V-1.7Si��ѹ�ܵ�����֯����ά����״, ��ͬ������Al12(Fe,V)3Si(��������, a��1.260 nm)������С�ͷֲ���ò��ͬ, �������֦�-Al13Fe4(���ĵ�б, a=1.543 nm, b=0.812 nm, c=1.254 nm, ��=107.43��)��Al8Fe2Si(����, a=1.270 nm, c=2.620 nm)�ֿ�״��; �����������δ���������������ԭʼ��ĩ����; ��ǿ����ѹ������, ����״��֯��������, ����Ĥ����, �����·ֲ�, ����ϵIJ���ԭʼ��ĩ������ٻ���ʧ, ����֯��������������; ��������ѹ�ܲ����, �������Al-8.5Fe-1.3V-1.7Si�Ͻ���ѹ�ܲ�, ��ѧ�����������, ���ϸ�����������������
�ؼ���: �������; �������Ͻ�; ǿ����ѹ
��ͼ�����:TG146.2 ���ױ�ʶ��:A ���±��: 1672-7207(2005)03-0358-06
