
���±��: 1004-0609(2005)03-0446-06
��ͬ����̿C/C���ϲ��ϵ�Ħ��ĥ������
���, �� ��, ��ǰ��, �Ʋ���
(���ϴ�ѧ ��ĩұ������ص�ʵ����, ��ɳ 410083)
ժ Ҫ��
��̿��ά���ձΪԤ����, ���û�ѧ���������(CVI)�ͽ��Һ�������֬�����෨�Ʊ����Ƚ�̿Ϊ�ֲڲ���⻬��ṹ����άC/C���ϲ���, ���о�����Щ������0.6MPa��ģ��ɲ��ѹ���µ�Ħ��ĥ��������ĥ������� �о�����: ����̿Ϊ�ֲڲ��Ƚ�̿����֬̿��C/C���ϲ���Ħ���������γɽϺ�������������Ħ��Ĥ, Ħ���ȶ������, Ħ����������, ����ĥ��С, ĥ�������ҪΪĤ�IJ������䡢 ����ĥ������Խ�С��ĥ��ĥ��; ����̿Ϊ�⻬���Ƚ�̿����֬̿������̿��C/C���ϲ���Ħ�������γɵ�Ħ��Ĥ�ϱ��Ҳ�����, Ħ���ȶ��Բ�, Ħ��ĥ��ϴ�, ĥ�������ҪΪĤ�IJ������䡢 ĥ��ĥ��������ص�����ĥ��; �����ܶȵ�����, C/C���ϲ���Ħ���ȶ�������, Ħ����������, ĥ��; ����̿Ϊ��һ����̿��C/C���ϲ���, ����û���Ƚ�̿����ά�ı���, ��ά���Ѷ�, ����ĥ�������, ĥ�������ҪΪ������ĥ��ĥ��������ĥ��
�ؼ���: C/C���ϲ���; ����̿; Ħ��ĥ������; ĥ����� ��ͼ�����: TB332
���ױ�ʶ��: A
Friction and wear properties of carbon/carbon
composites with different martix carbon
LI Jiang-hong, XIONG Xiang, GONG Qian-ming, HUANG Bai-yun
(State Key Laboratory for Powder Metallurgy, Central South University,
Changsha 410083, China)
Abstract: The quasi-3D C/C composites with rough laminar (RL) and smooth laminar(SL) pytolytic carbon were fabricated by needled felt through CVI and impregnation with liquid pitch and resin, and their friction and wear properties under braking pressure of 0.6MPa and worn mechanism were studied. The results show that C/C composites by resin impregnation after CVD with RL have the most stable friction properties and appropriate friction coefficient and low oxidation loss, because the friction surfaces have relatively thick and uniform lubricant friction film and the wear mechanisms are the falling off of part friction film and oxidation wear loss and relatively slight abrasion wear; C/C composites by resin or pitch impregnation after CVD with SL have unstable friction and wear properties and higher wear loss owing to the thin and discontinuous friction film, and the wear mechanisms are also the falling off of part friction film and abrasion wear and larger oxidation wear loss. The higher the density, the more stable the braking curve, and the higher the friction coefficient and the lower the wear rates. Without the protection of pyrolytic carbon, C/C composites by pitch impregnation only have the highest dimension wear rates due to the largely fracture of fibers and the wear mechanism are mainly abrasion wear and oxidation wear.
Key words: C/C composites; matrix carbon; friction and wear properties; worn mechanism
̿/̿(C/C)���ϲ�����̿��ά��ǿ̿���帴�ϲ��ϵļ��, �Դ�1958��żȻ��������һ������ʵ�������״γ�������, ����������ĵ��ȡ� ��������, �ϵ͵��ܶ�(����2.0g/cm3),���õĸ�����ѧ����, ʹ���ں��졢 ������ ����Ⱦ����������Ӧ�õõ�Ѹ�ٷ�չ�� ̿/̿���ϲ���Ӧ�ù�, ����Ҫ����������Ϊɲ���ƶ�����, �������շɻ��� ������ ���ٻȡ� ��Ϊɲ���ƶ�����, ������������������� ��ѧ�� ��ѧ�� �ȵȷ����������, ������Ħ��ĥ����������õ��㷺Ӧ�õ���Ҫ���ݺͱ��ϡ� C/C���ϲ��ϵ�Ħ��ĥ�����������������йء� Kimura��[1]�����ȴ����¶�Ӱ��C/C���ϲ��ϵĵ���ģ����ʯī����, ����ģ�����ȴ����¶ȵ����Ӷ�����, ̼��������γ�������Ħ�������Ľ���, ��ĥ��Ҳ��С�� Kim��[2]�Բ�ͬ����̼�ĸ��ϲ�������ʵ��, ��������⻬��ṹ�Ļ����ĥ���ʱȸ���ͬ�Խṹ��ĥ����Ҫ��, Oh��Lee[3]���о�Ҳ֤ʵ����һ���ۡ� �о�������[4-7]: 3D-C/C���ϲ��Ͼ��б�2D-C/C���ϲ��Ͻϵ͵�ĥ���ʡ� Chen��[8, 9]���ֵ��ܺ���Ħ��������, ѹ���ı仯��ı�C/C���ϲ��ϵı���״̬, ����Ӱ����Ħ��ĥ�����ܡ� ��֮, ���ϱ���������ṹ�� �Ƚ�̿�ṹ�� ����̿���͡� �ܶȡ� Ӳ�ȡ� ��ʯī���ȡ� ʯī����, ɲ��������ɲ���ٶȡ� ɲ��ѹ��������,�������ա� ����״̬�ȶ�Ӱ����C/C���ϲ��ϵ�Ħ��ĥ������[10, 11]�� ���������о������ڶ���ʵ������, ����C/C���ϲ���ʵ��ģ��ɲ�����̵�Ħ��ĥ��������������о�����, ��������ϵͳ�о����Բ�ͬ�ṹ���Ƚ�̿�� ��֬̿�� ����̿Ϊ�����C/C���ϲ���ģ��ʵ��ɲ�����̵�Ħ��ĥ��������ĥ�������
1 ʵ��
1.1 �����Ʊ�
�����Ϻ�ij�����������֬�����ռ�, C/C���ϲ�������Ϊ��γ����̥���㾭��̶��ɡ� CVDԤ��������C3H6��̿Դ, N2Ϊ������ C/C���ϲ���ë����Ԥ������ZQCJ-250-12A��ո�Ӧ�������¯�н���, ���֬��������ղ������������ƴ��ͽ���/�̻�¯�н���, ʯī��������ZQSJ-100-28����ո�Ӧ¯�н��С�
1.2 ʯī���ȼ��ȵ��IJⶨ
����X�������䷨����(002)��IJ���d002ֵ������ʯī����, ��������ΪRigaku D/MAX-3C��X���������ǡ� ��CuK����ɫ�����, �����ڱꡣ �������������(2��), ���ò�����ʽ����d002�� ʯī���ȵļ��㹫ʽΪ
g=(0.3440-d002)/(0.3440-0.3354)(1)
ʽ�� gΪʯī����, %; 0.3440Ϊ��ȫδʯī��̿�IJ���, nm; 0.3354Ϊ���뾧��IJ���, nm; d002Ϊ(002)��IJ���, nm��
����JR-2�ͼ����ȵ��ⶨ�Dzⶨ�ȵ���
1.3 Ħ��ĥ��IJⶨ
�ڹ���ģ��ɲ����MM-1000��Ħ��ĥ��������Ͻ���ɲ������.�Ի��ߴ�: �⾶75mm, �ھ�Ϊ53mm, ��ȴ���10mm�� ���Բ�������: ת��Ϊ25m/s, ���Ե���Ϊ0.03kg��m��s2, ѹ��Ϊ0.60MPa�� ʵ���ֱ�Ӽ�¼ɲ��������ʱ���ϵ�� Ħ�������ļ��㹫ʽΪ
M=��(r1+r2)Fn/2(2)
ʽ�� MΪ����; ��ΪĦ������; FnΪ�غ�; r1Ϊ��Ȧ�뾶; r2Ϊ��Ȧ�뾶��
�þ�ȷ��0.01mm���������������Ի���6�㴦Ħ��ǰ��ijߴ�仯, ȡƽ��ֵ�õ�����ĥ��; �÷ֶ�ֵΪ0.1mg�Ĺ�ѧ����������ƽ�����Ի�Ħ��ǰ������, �õ�������ʧ��
2 ���������
2.1 �������۽ṹ�������������
1�š� 2��������ƫ�����ṹ��ͼ1��ʾ�� �ɼ�, 1�������Ƚ�̿ƫ�����ṹ��ҪΪ���͵Ĵֲڲ�, 3~5�������Ƚ�̿ƫ�����ṹ��2����������, ��Ϊ�⻬��ṹ(��ͼ1(b))�� ��1����Ϊ1~5�������������������� �ɱ�1��֪, 1����5��������ʯī�������ȵ��ʸߡ� 1������ʯī���ȸ�����Ϊ�����̿���Դֲڲ�ṹΪ��, �ֲڲ�ṹ��CVI̿��ʯī���� ��ʯī���Ĵ�С�����м���϶����̬�ͷֲ����ּ����Ӱ�����ȵ���, ̿��Ϊһ�ַǵ�����Ҫ����������, ���ȵ��ʿɱ�ʾΪ[12]
![]()
ʽ�� ��Ϊ�ܶ�; cΪ������; vΪ��������������; LΪ����ƽ�����ɳ̡�
�ɼ�, �ˡ�L, ��L�����ߴ�ɱ���, ����ʯī���̶�Խ��, ���ߴ�Խ��, ��ҲԽ�� 5�������ȵ��ʽϸ�����Ϊ����̿Ҳ��һ����ʯī��̿�� ��
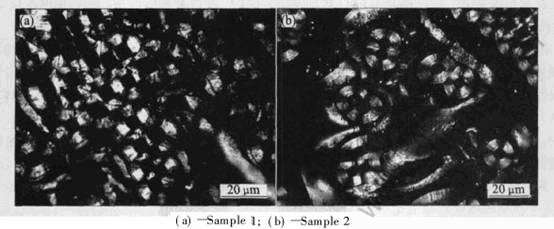
ͼ1 ���������ṹ
Fig.1 Microstructures of specimens
��1 �����Ļ�������
Table 1 Basic properties of specimens
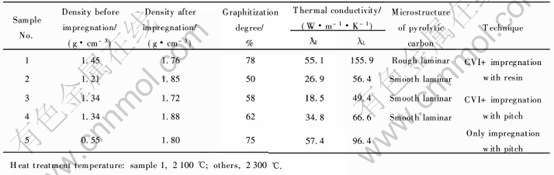
ƽ�з���ĵ���ϵ�����ڴ�ֱ����, ����Ϊƽ�з���̿��άȡ��ռ����, ��̿��ά�ǵ��ȵ���Ҫ���ء� �ɱ�1���ɿ���, ���������������ȵ�������ϵ������ܶȵ����߶�����, ���Ա�1��ͬ�ֲ��ϡ� ͬ�ֹ��ա� ��ͬ��ʼCVI�ܶȵ�3����4���������, �����ܶȸߵ�4���������ȵ�����ʯī���Ⱦ��ߡ� ������Ϊ�ܶȵ͵IJ����п�϶�϶�, ����϶�Ĵ������������ӵ�ɢ��, �ʿ�϶�ڵ����嵼��ϵ���ܵ�, �����ܶȵͲ��ϵ��ȵ���Ҳ�͡�
2.2 Ħ��ʵ����
5��������0.6MPa��ģ��ɲ��ѹ���µ�Ħ��ʵ������ͼ2��ʾ��
��ͼ2��֪: ��������Ħ����������, 2�š� 4��������Ħ��������Խϸ�; 3�š� 5������������ĥ��5������������ĥ������ߡ� ����Ҫ���ɲ��ϵ��Ƚ�̿�ṹ�� ʯī�������ȵ����������ġ� 3����������ĥ��ܴ����������ԭ�� ��һ�����ȵ��ʺܵ�, ��Ħ�������¶Ⱥܸ�, ������ʧ����, ��������ĥ��ܴ�; �������Ϊ���ܶȽϵ�, Ħ�����溬�϶��϶, ����������ĽӴ�Ҳ�����, ��������ĥ���, ������ʧ��, ������ĥ�������Ħ������, ��ʹ������ĥ��Ҳ��������

ͼ2 5��������Ħ��ĥ������
Fig.2 Friction and wear properties of five kinds of specimens
������ΪĦ������, C/C���ϲ��ϱ��뱣֤�ϸߵ��ܶȡ� 5���������ڲ��� CVD̿, ������̿����һ����̿, ��άû���Ƚ�̿�ı���, Ħ��������������, ���ѵ���άӲ�ȱ�����̿��, ������ά��������Ħ���������̿, ����ĥ��ĥ��, ���Բ��ϵ�����ĥ������ߡ� 1�������������Ƚ�̿Ϊ�ֲڲ�ṹ, �ȵ��ʺܸ�, Ħ����������Խ�С, ����ĥ���С, ����������ĥ����͡�
��������0.6MPa��ɲ��ѹ���µ�Ħ������ͼ3�� ������Ħ������ò��ͼ4, ��ĥм��ò��ͼ5��
��ͼ3 ���Կ���, 1��������Ħ��������ƽ��, 4������Ħ�����߽�ƽ��, ������һ����β�̡� 2�š� 3������Ħ�����߶����Ͼ���, 5������Ħ������Ҳ��ƽ��, ���ڸ����ص�β������ ��ͼ4�ɼ�, 1~4������Ħ���������ͬ�̶ȸ�����һ��Ħ��Ĥ, ������ѹ��Ļ���̿����ϵ���ά��ѹӦ����Ħ��Ӧ���Ĺ�ͬ������ѹ�ƶ��ɡ� ͼ4��ʾ1��ĥ�����Ħ��Ĥ�Ϻ��ҹ⻬ƽ��, 2�š� 4������ĥ�����Ħ��Ĥ�ϱ��Ҳ�����, 3������ĥ��� ������, û���ظ��г�SEM��ò�� ��ͼ5���Կ�
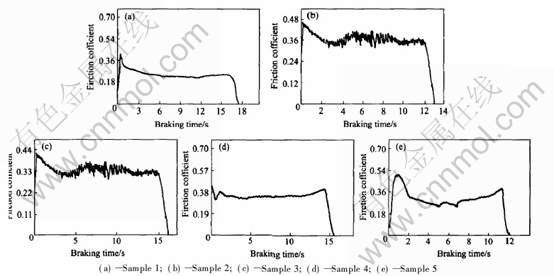
ͼ3 ������0.6MPaɲ��ѹ���µ�Ħ������
Fig.3 Braking curves of specimens under braking pressure of 0.6MPa
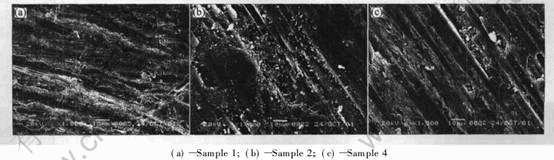
ͼ4 Ħ�����SEM ��ò
Fig.4 SEM morpologies of worn surface

ͼ5 ĥм��SEM ��ò
Fig.5 SEM morphologies of wear debris
��, 1��ĥм�Ͼ���, ��ҪΪƬ״�����״, 2������ĥм�������Բ�, ��ҪҲΪ����״��Ƭ״, 3�š� 4������ĥм��2������ĥм���ơ� 5���������ڲ��� CVD̿, ��ά���Ѷ�, ĥм�пɼ���������ά��
2.3 ģ��ɲ��������ĥ�����
��ɲ����ʼʱ, �ڽϴ�ķ����غ���, ���ڱ���ͻ��Ļ���Ƕ��, Ҫ����ͻ��ı��β��ܿ˷�Ħ����, ����ͻ����������Ѷ����������µ���м����, ��һ���̻ᵼ��Ħ������������ ����������Ħ��ʵ�����������ʩѹ, ��ʼɲ����һ˲��, ѹ�����������ﵽ�ֵ, �����ͺ��������ʹĦ������һ��ʼ�ͽϸߡ� �����������ԭ��ʹĦ�����߿�ʼʱ����Ħ��������(��ͼ3��ʾ)��
���ͻ����ι����в�����һ������м(��������̿����ϵ���ά)��ѹӦ����Ħ��Ӧ���Ĺ�ͬ������ѹ�ƶ���һ��Ħ��Ĥ������Ħ������, Ĥ���γɼ�����ͻ��֮���ֱ�ӽӴ�, ����������, ʹ��Ħ�����½��� ��ͼ5ĥм����ò�ɿ���, ĥм�к�������С��һ������, ����ĥм������Դ����ά�� �Ƚ�̼���塢 ��̼֬���������̼����, ���ǵ�Ӳ�ȱ���һ���IJ���, �����������Ӷ�Ħ�����������������, ����ĥ��ĥ��, ʹ��Ħ���������� Ĥ������Ħ�����½������ƴ���ĥ��ĥ��ʹĦ����������������, ����Ħ�������ӷ�ֵ��ʼ���½�, ����һ���̶�, �½����������������൱, �ﵽƽ��, �����ȶ��� ����ѹ�� �����γɵ�Ħ��Ĥ�ں�����Ħ���������ֻᱻ�����黯�γ�ĥм, ����ĥ��, ĥм���ֱ�����Ħ������, �����ֻᱻ�ټ�ѹ�� ���лظ���Ħ��Ĥ��, �����ƻ���Ħ��Ĥ, �����մﵽһ����̬ƽ���״̬�� �ֲڲ��Ƚ�̿��ɲ������������������, ��Ħ�����γɵ�Ħ��Ĥ����, ɲ����ɺ�ĥ�����Ħ��Ĥ��������, Ħ��Ĥ���������õ�������, �����Դֲڲ��Ƚ�̿�������C/C���ϲ���, Ħ�������ʵ�, Ħ���ȶ��Ժ�, ĥ���С, ɲ����������Ҫ���ڵĻ�еĥ�����ΪĤ�IJ����黯������ĥ��ĥ�� �⻬���Ƚ�̿��ɲ�������������ν���, ��Ħ�����γɵ�Ħ��Ĥ������, ɲ����ɺ�ĥ�����Ħ��Ĥ�ϲ����������� �����Թ⻬���Ƚ�̿�������C/C���ϲ���Ħ���ȶ��Խϲ�, ɲ����������Ҫ���ڵĻ�еĥ�����ҲΪĤ�IJ����黯������ĥ��ĥ�� ͬʱ����ɲ�����ز������³������ϵ������¶�, C/C���ϲ�����ɲ��ʱĦ������ᷢ������, �Թ⻬��ṹ������̿��C/C���ϲ���һ������Ϊ�⻬���Ƚ�̿����λ��, ������, ��һ����, �⻬���Ƚ�̿�ȵ��ʽ�С, Ħ����ɢ�Ƚ���, Ħ�������¶ȹ���, ������, ������ĥ���, ���²��ϵ�������ʧ���Դֲڲ�ṹ���Ƚ�̿�������C/C���ϲ��ϴ�öࡣ
��֮, C/C���ϲ��ϵ��Ƚ�̿�ṹ�� ����̿���͡� ʯī���Ⱦ�����ĥм������������ĥм����״; Ħ������Ħ��Ĥƽ�������̶ȼ������ؾ����Ų��ϵ�Ħ������; Ħ��ĤԽƽ������, ɲ������Խƽ��,Ħ���ȶ���Խ�á� ��C/C���ϲ����Ƚ�̿�ṹΪ�ֲڲ�����������Ħ�����ܵı��ϡ�
3 ����
1) �Ƚ�̿Ϊ�ֲڲ�ṹ�ҽ�����֬��C/C���ϲ���Ħ���������γ����Ľ�������Ħ��Ĥ, Ħ����������, ĥ��С, Ħ���ȶ��Ժ�,ĥ�������ҪΪĤ�IJ�����������Խ�С��ĥ��ĥ��������ĥ��, �ֲڲ�ṹ�Ƚ�̿��C/C���ϲ���������Ħ�����ܵı��ϡ�
2) �Ƚ�̿Ϊ�⻬��ṹ������֬����������C/C���ϲ���Ħ�������γɵ�����Ĥ��̫��������, Ħ��ĥ��ϴ�, Ħ���ȶ��Խϲ�, ĥ�������ҪΪ����ĥ�� ĥ��ĥ����Ĥ�����䡣
3) C/C���ϲ����ܶ�����, Ħ���ȶ�������, Ħ����������, ĥ�͡�
4) �����������C/C���ϲ���Ħ��ĥ��, Ħ���ȶ��Բ�, ĥ�������ҪΪĥ��ĥ��������ĥ��, ���ʺ����ɻ�ɲ�����ϡ�
REFERENCES
[1]Kimura A, Yasuda E, Narrate N. Friction and Wear of carbon-carbon composites[J]. JSLE (International Edition),1984, 5: 11-16.
[2]Kim D G, Kweon D W , Lee J Y. The wear properties of C/C composites prepared by chemical vapor deposition[J]. J Mater Sci Letters, 1993, 12: 8-10.
[3]Oh S M, Lee J Y. Structures of pyrolytic carbon matrices in carbon-carbon composites[J]. Carbon, 1988, 26(5): 763-768.
[4]Samah A, Paulmier D , Mansori M El. Damage of carbon-carbon composites surfaces under high pressure and shear strain[J]. Surface and Coatings Technology, 1999, 120-121: 636-640.
[5]Toby J, Johnison D. Effects of fibre orientation on the tribology of a model carbon-carbon composites[J]. Wear, 2001, 249(8): 647-655.
[6]Ju C P, Tsai W T. A review on microstructure and interfaces of carbon-carbon composites at high-energy sliding contact[J]. Chinese Journal of Materials Science, 1990, 22(2): 98-111.
[7]Ju C P, Lee K J, Wu H D, et al. Low energy tribological behavior of polyacrylonitrile, fibre-reinforced, pitch-matrix, carbon-carbon composites[J]. Carbon, 1994, 32(7): 971-977.
[8]Chen J D, Ju C P. Low energy tribological behavior of carbon-carbon composites[J]. Carbon, 1995, 33(1): 57-62.
[9]Chen J D, Chern Lin J H, Ju C P. Effect of load on tribological behavior of carbon-carbon composites[J]. Journal of Material Science, 1996, l31(8): 1221-1229.
[10]���, ����, ��ݾ�, ��. ̿̿���ϲ��ϵ�Ħ��ĥ������[J]. ���Ϲ�ҵ��ѧѧ��, 2002, 33(2): 173-176.
LI Jiang-hong, XIONG Xiang, XU Hui-juan, et al. Friction and wear properties of C/C composites[J]. J Cent South Univ Technol, 2002, 33(2): 173-176.
[11]���, ��ǰ��, ����, ��. ��֬���ղ������ܶ�C/C���ϲ���Ħ��ĥ�����ܵ�Ӱ��[J]. ��ĩұ����, 2002, 20(6): 323-328S.
LI Jiang-hong, GONG Qian-ming, XIONG Xiang, et al. The effect of re-densification by resin impregnation on friction and wear properties of C/C composites[J]. Powder Metallurgy Technology, 2002, 20(6): 323-328S.
[12]���ֻ�, �Ʋ���, ������, ��. C/C���ϲ��ϵ���ϵ��[J]. �й���ɫ����ѧ��, 1997, 7(4): 132-135.
ZOU Lin-hua, HUANG Bai-yun, HUANG Qi-zhong, et al. Thermal conductivities of C/C composities[J]. The Chinese Journal of Nonferrous Metals, 1997, 7(4): 132-135.
(�༭�°���)
������Ŀ: �����ص㹤ҵ��ʵ��������Ŀ (�Ƹ�[1998] 1817)
�ո�����: 2004-03-15; ������: 2005-01-12
�����: ���(1975-), Ů, �����о�Ա, ��ʿ�о���.
ͨѶ����: ���; �绰: 0731-8830939; E-mail: ljh138@mail.csu.edu.cn
