

J. Cent. South Univ. (2018) 25: 561-569
DOI: https://doi.org/10.1007/s11771-018-3761-4

Enhanced mechanical properties of pure aluminium:Experimental investigation of effects of different parameters
Gholamreza Marami1, Safavi Mir Saman2, Mohammad Ali Saeimi Sadigh3
1. Department of Mechanical Engineering, Faculty of Mechanical Engineering, University of Tabriz, P.O. Box 5166616471, Tabriz, Iran;
2. Department of Materials Engineering, Faculty of Mechanical Engineering, University of Tabriz,P.O. Box 5166616471, Tabriz, Iran;
3. Department of Mechanical Engineering, Azarbaijan Shahid Madani University,P.O. Box 5375171379, Tabriz, Iran
 Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2018
Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2018
Abstract:
In current research, the interactive effects of different parameters such as melt overheating temperature, the location of gating system and incorporation of the grain refiner in bar and micro-powder form on the mechanical and structural characteristics of commercially pure aluminium are examined. Results show that increasing the melt temperature as well as employing a gating system with higher heat transfer rate increases the ultimate tensile strength (UTS) of the pure aluminium by 7%. Also, the introduction of 2wt% Al�C5Ti�C1B grain refiner in bar form into the overheated melt enhances the UTS values by two times, while incorporating 2wt% Al�C5Ti�C1B grain refiner in micro-powder form leads to achieving 32% higher UTS compared to the samples with grain refiner in the bar form due to the elimination of Al3Ti brittle phase, as confirmed by XRD patterns and SEM fracture surface images.
Key words:
casting; grain refinement; tensile strength; microstructure; Al�C5Ti�C1B��
Cite this article as:
Gholamreza Marami, Safavi Mir Saman, Mohammad Ali Saeimi Sadigh. Enhanced mechanical properties of pure aluminium: Experimental investigation of effects of different parameters [J]. Journal of Central South University, 2018, 25(3): 561�C569.
DOI:https://dx.doi.org/https://doi.org/10.1007/s11771-018-3761-41 Introduction
Aluminium alloys are commonly used in automobile industries due to their high strength to weight, weldability and good corrosion resistance [1]. A review on the literature confirms that the mechanical characteristics of aluminium alloys can improve by grain refining [2, 3]. The grain refinement results in fine equiaxed grain structure as a decisive factor to improve the quality of billets. The literatures have revealed that several studies have been carried out to explore the effects of different parameters on the grain refinement in aluminium alloys, e.g., investigating the effects of melting temperature, casting speed, design of gating system, addition of Al�C5Ti�C1B master alloys, etc. [4�C7]. ESKIN et al [4, 5] observed that the casting speed and cooling rate greatly affect the quality of the billets and its structure. Also, they have conducted thorough experimental investigations to discover the effect of melt temperature on the structure and defect formation during the steady and non-steady stage of direct-chill casting. LI et al [8] have carried out a number of experiments to study the effects of melt overheating temperature and its cooling rate on the structure of Al�C16wt%Si alloy.They have reported that the influence of the overheating probably is related to changes in microstructure of the alloy.
The Al�C5Ti�C1B master alloys have been widely used as grain refiners for most aluminium alloys [9]. Numerous studies have been performed to understand the mechanism of grain refinement in the aluminium alloy due to inclusion of Al�C5Ti�C1B master alloys [10�C12]. MASOUMI et al [13] have studied the effect of the Al�C5Ti�C1B grain refiner on the microstructure and mechanical properties of Al�C5052 alloy. It is shown that a noticeable enhancement occurs in the ultimate strength and elongation values of these alloys. They have reported that the grain refinement during the solidification and segregation of Ti at primary �� grain boundary is the main reason for these improvements. However, scarce studies have been reported to investigate the combined effects of different parameters on the mechanical properties of the aluminium alloys. Additionally, the effects of applying grain refiner in nano-powder form have not yet been studied.
In the present work, the aim is to investigate the combined influences of melting temperature, design of gating system and addition of grain refiner on the mechanical properties of the re-melted commercially pure aluminium, as well as comparison of the obtained results from incorporating grain refiner in micro-powder and bar form on the mechanical properties and microstructure of the commercially pure aluminium.
2 Methods
In current study, commercially pure aluminium as 16 kg ingots was used to produce the samples in consideration. A graphite crucible with an electrical resistance furnace was employed for melting the ingots. The molten metal was cast into the green sand mold through two different gating systems. These gating systems were used to investigate what effects the design of gating systems can have on the quality of produced cast metal and the formation of casting defects. It was observed that the gating system variables including the gate geometry and size considerably affect the quality of casting [13]. Therefore, in this research, two kinds of gating systems were designed to study the effects of the mold filling manner on the mechanical properties of commercially pure aluminium. Figure 1 presents a schematic representation of the molds. It shows the terminal and central gating systems, respectively. Furthermore, the effects of melting temperature on the mechanical characteristics of aluminium were investigated where the aluminium ingots were melted at three different temperatures of 720, 760 and 800 ��C. It was found that the initial melt temperature results in a significant variation in temperatures of different locations during the non-steady casting [5].
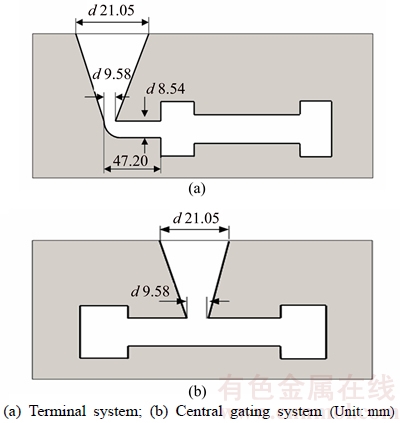
Figure 1 Schematic views of cross section of designed molds:
Finally, the potential effects of Al�C5Ti�C1B incorporation into two different forms namely bar-shaped and micrometric equiaxed powders on the mechanical properties of the commercially pure aluminium were investigated. For this purpose, aluminium ingots were melted at three different temperatures of 720, 760 and 800 ��C. Then, Al�C5Ti�C1B master alloy was added to the melt and mixed for 10 s in order to obtain a homogeneous mixture.
Therefore, six sets of samples were prepared in three different initial melting temperatures and two forms of Al�C5Ti�C1B master alloy: bar and micro-powder. Table 1 summarizes the different case studies with their corresponding manufacturing conditions. To perform the uniaxial tensile tests, the cylindrical specimens were cut from the billets as shown in Figure 2. It is noteworthy that the surface preparation operations including filling, sanding and grinding were accomplished to obtain the identical samples. The uniaxial tensile tests were carried out by Zwick tensile test machine in constant cross head speed of 1 mm/min. A contact extensimeter with ��1 ��m precision was employed to record the elongation of the specimens. Also, the applied load was measured by a load cell with the accuracy of ��1 N. The results of these tests were used to plot the corresponding stress�Cstrain curves of the different samples.
Table 1 Different case studies and corresponding manufacturing conditions
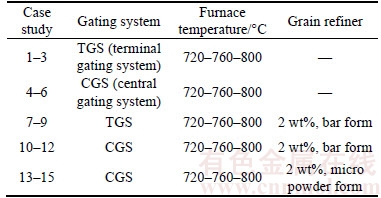

Figure 2 Photo of tensile test specimen
The elemental analysis of the specimens as well as micro-powder grain refiner was obtained by a CAM Scan MV 2300 scanning electron microscopy (SEM) equipped with energy dispersive X-ray spectroscopy (EDS). The microhardness of the cast samples was analyzed through Brinell method by micro hardness tester (Universal Koopa UV1, Iran).
3 Results
In this research, the potential effects of the various casting parameters such as gating system, melt temperature and addition of grain refiner in both forms of bar and micro-powder on the mechanical properties of the commercially pure aluminium were investigated. Hence, the uniaxial tensile tests and micro-hardness measurements were performed to obtain the ultimate tensile strength (UTS) and micro-hardness values for the samples. Additionally, the fracture surfaces of the specimens were studied by scanning electron microscopy (SEM).
3.1 Effect of gating system and melting temperature
This section presents the results of the uniaxial tests of the case studies 1�C6 (see Figure 3). The samples corresponding to these case studies were manufactured at three different melt temperatures of 720, 760 and 800 ��C as well as two different gating systems. Figure 3 shows the stress�Cstrain curves of the samples obtained via casting through terminal and central gating systems at different melt temperatures. The results obtained from Figures 3(a) and (b) show that increasing the melt temperature slightly changes the tensile properties of the samples. As depicted in Figure 4, the samples with higher melt temperature demonstrate higher UTS value. Comparing the UTS values obtained from samples with TGS and CGS shows that increasing the melting temperature enhances the UTS values by 7% and 9%, respectively. As seen, the difference between the UTS values is not pronounced.
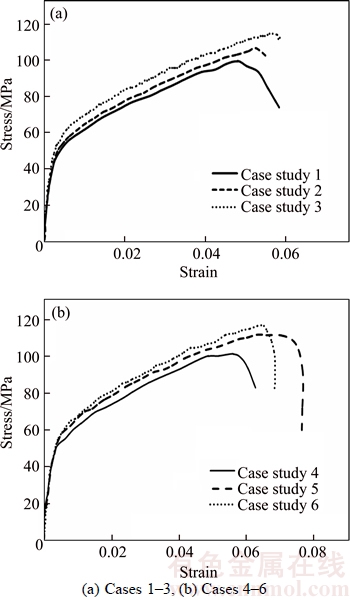
Figure 3 Stress�Cstrain curves of samples:
Also, a comparison between the UTS values of the samples manufactured with the terminal and central gating system shows that employing the central gating system results in an enhancement in the UTS values of the commercially pure aluminium. It can be attributed to the influence of mold designing to provide a superior heat transfer rate during the solidification process. As depicted in Figure 1(b), the position of the gating system is designed to operate as a heat transfer channel after the mold filling accomplishes. It is observed that maximum increase of 12% is acquired in the samples cast in a mold with CGS at 720 ��C compared to the sample cast in a mold with TGS at the similar melt temperature. Although the changes are not dramatic, the main reason for these changes seems to be higher heat transfer rate in the central gating system, resulting in a finer structure. Nevertheless, the results of these experiments are important in introducing the grain refiners, as stated in the next sections. To justify the aforementioned explanations, the most inexpensive and helpful method is the hardness measurement. For this purpose, five distinct samples of each case study were tested and the average values of the Brinell microhardness and their standard deviations are depicted in Figure 5. As seen, increasing melt temperature does not influence the hardness values. However, it is observed that the samples produced via CGS demonstrate higher hardness values. It is inferred that the higher cooling rate in the CGS over the TGS leads to the formation of a finer microstructure and consequently better mechanical properties.
Figure 4 Ultimate tensile strength values of samples in 1�C6 case studies
3.2 Effects of adding Al�C5Ti�CB grain refiner
The grain refiner was added to the molten metal-containing crucibles at three different melt temperatures of 720, 760 and 800 ��C. Then, the melt was poured into the molds through two different gating systems, i.e., terminal gating system and central gating system. Hence, the effects of the grain refiner along with overheated melt and the effect of gating system were studied.
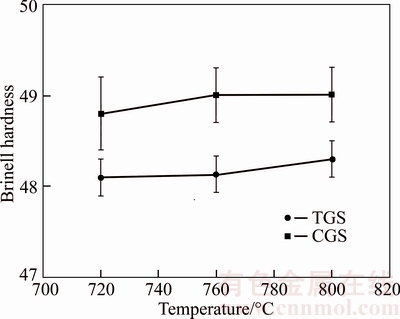
Figure 5 Brinell microhardness values for samples cast through directional gating system and central gating system
For this purpose, the molten metal was grain refined with 2 wt% Al�C5Ti�C1B grain refiner. The grain refiner was added in the bar form and the mixture was blended for 6�C9 s to obtain a homogeneous mixture. It is noteworthy that incorporation of grain refiner as well as mixing process was accomplished inside the furnace by applying a mechanical mixer to maintain constant melt temperature during the mixing procedure. Figure 6 depicts the stress�Cstrain behavior of the case studies 7�C9. A comparison between the stress�Cstrain curves of the case studies 7�C9 shows that incorporating the Al�C5Ti�C1B grain refiner accompanied by overheating leads to the ultimate strength and failure strain improvement. It is highlighted that in contrast to the results of the case studies 1�C6, it is observed that in the grain refined alloys (case studies 7�C12), an increase in the melt temperature gives rise to an increment in ductility of the alloy.
Also, Figure 7 compares the UTS of the case studies 1�C12. As seen from this figure, a significant enhancement occurs in the UTS values of the samples modified with the grain refiner. Additionally, the results of this figure confirm that applying a central gating system increases the UTS values by elevating heat transfer rate in the mold. Figure 6 shows that regardless the melt temperature and location of gating system, introducing grain refiner leads to an improvement in the fracture toughness of cast samples by refining the microstructure. It dates back to this fact that grain refining is the only way to the simultaneous improvement in strength and toughness values. The extension of the area under the curves confirms the mentioned phenomenon.
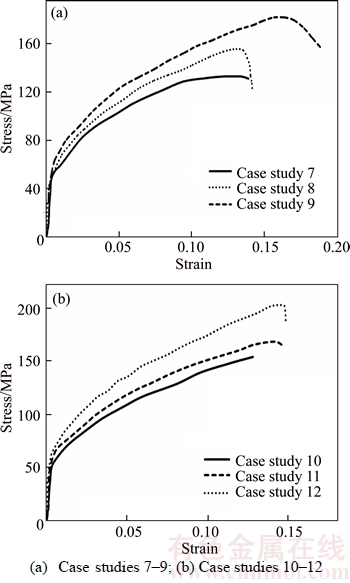
Figure 6 Stress�Cstrain curves of samples:
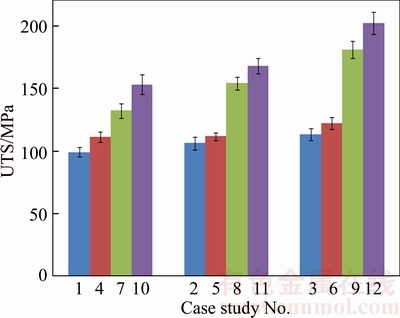
Figure 7 Ultimate tensile strength values of samples in 1�C12 case studies
A comparison between the UTS values of the case studies 1 and 12 shows that applying Al�C5Ti�C1B accompanied by some procedures accelerating the grain refining increases the UTS value by two times.
Figure 8 illustrates the microhardness values of the case studies 7�C12. As seen in this figure, the hardness values are found to increase with an increment in the melt temperature.
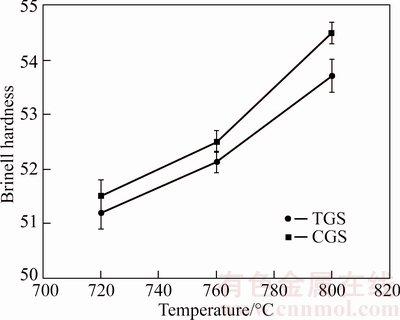
Figure 8 Brinell microhardness values for samples cast TGS and CGS by incorporating Al�C5Ti�C1B bar grain refiner
3.3 Effects of adding micro-powder Al�C5Ti�C1B grain refiner
In this section, the effects of Al�C5Ti�C1B grain refiner addition in the micro-powder form on the mechanical properties of the commercially pure aluminium are investigated. Similar to the previous tests, three pots of melt at temperatures of 720, 760 and 800 ��C were grain refined with the micro- powders. Since it was observed that in the previous case studies, samples obtained via CGS exhibit higher UTS, this gating system was selected for further studies.
In order to obtain Al�C5Ti�C1B in-powder grain refiner, firstly bar grain refiner was filed and then milled in Jar mill machine with ball/powder ratio of 2/1 for 1 h at rotating speed of 130 r/min. Then, the powder was sieved to acquire micro-powder with 90�C180 ��m particle size. Figure 9 shows the EDS analysis of Al�C5Ti�C1B micro-powder grain refiner. Also, Figure 10 shows the SEM image of the micro-powders.
Figure 11 presents the stress�Cstrain curves of micro-powder grain refined samples. Also,Figure 12 presents a comparative diagram in order to compare the UTS values of the samples grain refined with Al�C5Ti�C1B in the bar form and micro-powder form. The results of these figures show that incorporating the grain refiner in the powder form considerably elevates the UTS values without reducing the ductility of the alloy due to the elimination of brittle Al3Ti phase according to XRD patterns and SEM fractography images.
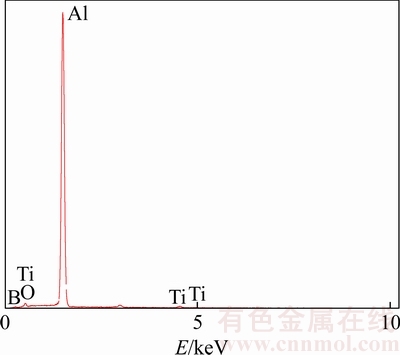
Figure 9 EDS analysis of used Al�C5Ti�C1B micro-powder grain refiner
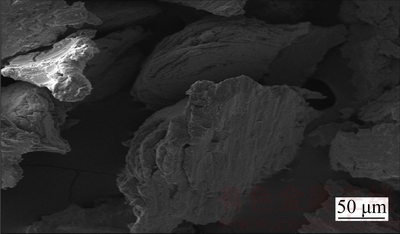
Figure 10 SEM image of used micro-powder grain refiner
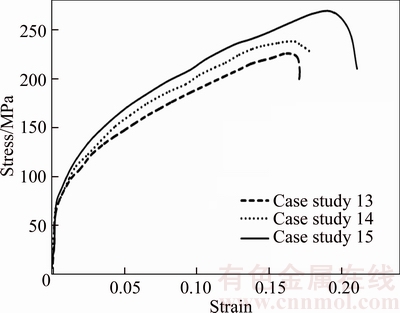
Figure 11 Stress�Cstrain curves of samples in case studies 13�C15
Figure 13 depicts the hardness values of the samples grain refined with Al�C5Ti�C1B micro- powder form. Comparing values presented in Figures 12 and 13 shows a considerable increase in the hardness values of the micro-powder grain refined samples. It can be attributed to the formation of a finer structure in billets due to applying the grain refiner in the micro-powder form.
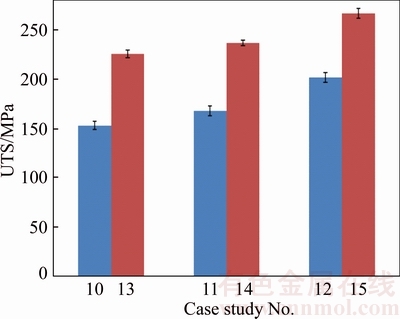
Figure 12 Ultimate tensile strength values of samples in 10�C15 case studies
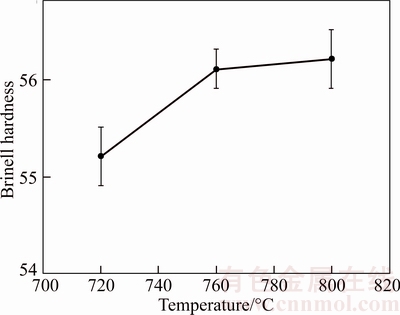
Figure 13 Brinell hardness values for case studies 13�C15
3.4 Fractography
Figures 14(a)�C(b) show the SEM fractographs of samples containing bar and powder grain refiner respectively. Figure 14(a) shows the blocky Al3Ti with approximately 20 ��m size which is surrounded by Al matrix. In-situ formation of Al3Ti brittle phase during TiB2 addition into aluminium was determined by many researchers [14�C17]. Absence of dimples in SEM fractograph of the samples with bar grain refiner reveals the reason of lower toughness in these samples. Several dimples as well as dispersed TiB2 particles with fragile bonds with Al matrix can be seen in Figure 14(b).
4 Discussion
The result from this study can be explained by the similar observations in previous studies in which the effects of gating system and melting temperature are explored from the microstructural point of view [4, 5]. It was reported that an increment in the melt temperature slightly coarsens the grain size, though it decreases the vulnerability of the billet to hot tearing. The hot tearing originates from the microcracks in the grain boundaries. Additionally, a careful look at the micrographs [8] reveals that more homogeneous and fewer heterogeneities decrease the adverse effects of lower cooling rate.
Previous researches confirmed that introducing the Al�C5Ti�C1B grain refiner into Al melt leads to the significant changes in the morphology of the primary ��-phase from coarse dendritic structure to fine equiaxed grains and reduces the grain size of the aluminium alloys [18]. Therefore, the effects of Al�C5Ti�C1B grain refiner on the mechanical properties of the commercially pure aluminium overheated at different melting temperatures are studied. Additionally, comparing the microhardness values in the samples with no grain refiner and the samples with a grain refiner (see Figure 8) demonstrates that the incorporation of the grain refiner significantly increases the microhardness due to the grain size refining. Indeed, this is an evidence of the grain refinement.
Finally, this figure shows that applying a central gating system slightly increases the microhardness values. Such an enhancement is mainly attributed to the higher heat transfer rate in CGS leading to a finer structure. Many prior researches confirmed that formation of in-situ Al3Ti phase results in weakening the mechanical properties due to its brittle nature [14�C17]. However, the powder grain refiner leads to fade away the Al3Ti in fracture microstructure, which was verified via presence of dimples in fractography. Superior mechanical performances of the samples with powder grain refiner are attributed to the complete elimination of large Al3Ti plates as well as TiB2 formation followed by dispersion in Al matrix. In other words, Al3Ti formation is responsible for such drawback in flexibility of samples.
5 Conclusions
In this work, several tests were conducted to examine the effects of different parameters on the mechanical properties and microstructure evolution in the commercially pure aluminium. For this purpose, the aluminium ingots were melted in three different temperatures and cast through different gating systems.
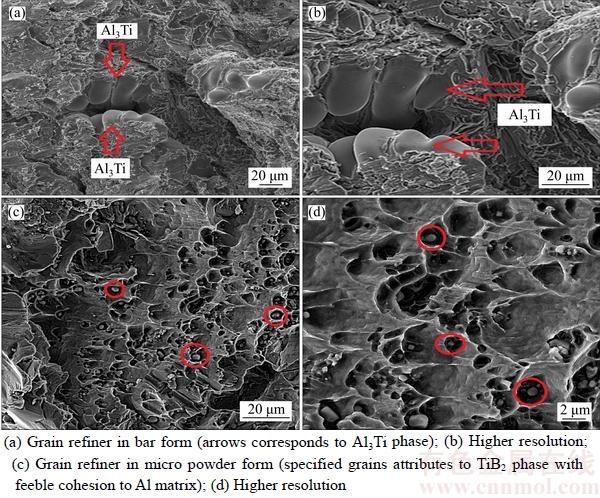
Figure 14 SEM fractograph images of fabricated samples:
1) Comparing cast samples with no grain refiner shows that the combination of central gating system with highest overheat value, i.e., 800 ��C provides highest UTS value due to the superior heat transfer.
2) Incorporating grain refiner in bar form results in a significant increment in UTS value due to the microstructure refinement. However, further increment is achieved by using micro-powder grain refiner. It was ascribed to the elimination of brittle Al3Ti, as confirmed by XRD patterns as well as SEM fractography.
3) SEM fractography images show a ductile fracture with little and dispersed TiB2 particles for cast samples fabricated via incorporating micro- powder grain refiner, while introducing grain refiner in bar form leads to the formation of blocky Al3Ti which is responsible for weakening mechanical properties.
References
[1] CARLE D, BLOUNT G. The suitability of aluminium as an alternative material for car bodies [J]. Materials & Design, 1999, 20(5): 267�C272.
[2] Y CEL B. An improved practice to manufacture Al�CTi�CB master alloys by reacting halide salts with molten aluminium [J]. Journal of Alloys and Compounds, 2006, 420(1, 2): 71�C76.
CEL B. An improved practice to manufacture Al�CTi�CB master alloys by reacting halide salts with molten aluminium [J]. Journal of Alloys and Compounds, 2006, 420(1, 2): 71�C76.
[3] MURTY B, KORI S, CHAKRABORTY M. Grain refinement of aluminium and its alloys by heterogeneous nucleation and alloying [J]. International Materials Reviews, 2002, 47(1): 3�C29.
[4] ESKIN D, KATGERMAN L. Effects of process parameters on the characteristics of the billet sump and related defect formation during DC casting of aluminum alloys [C]// Continuous Casting: Proceedings of the International Conference on Continuous Casting of Non-Ferrous Metals. Wiley-VCH Verlag GmbH & Co. KGaA, 2006: 271�C276.
[5] ESKIN D, SAVRAN V, KATGERMAN L. Effects of melt temperature and casting speed on the structure and defect formation during direct-chill casting of an Al�CCu alloy [J]. Metallurgical and Materials Transactions A, 2005, 36(7): 1965�C1976.
[6] REESE J M. Characterization of the flow in the molten metal sump during direct chill aluminum casting [J]. Metallurgical and Materials Transactions B, 1997, 28(3): 491�C499.
[7] YANG L. The effect of casting temperature on the properties of squeeze cast aluminium and zinc alloys [J]. Journal of Materials Processing Technology, 2003, 140(1): 391�C396.
[8] LI P, NIKITIN V, KANDALOVA E, NIKITIN K. Effect of melt overheating, cooling and solidification rates on Al�C16wt.% Si alloy structure [J]. Materials Science and Engineering A, 2002, 332(1): 371�C374.
[9] EASTON M, STJOHN D. A model of grain refinement incorporating alloy constitution and potency of heterogeneous nucleant particles [J]. Acta Materialia, 2001, 49(10): 1867�C1878.
[10] EASTON M, STJOHN D. Grain refinement of aluminum alloys: Part I. The nucleant and solute paradigms��A review of the literature [J]. Metallurgical and Materials Transactions A, 1999, 30(6): 1613�C1623.
[11] JOHNSSON M, BACKERUD L, SIGWORTH G K. Study of the mechanism of grain refinement of aluminum after additions of Ti- and B-containing master alloys [J]. Metallurgical Transactions A, 1993, 24(2): 481�C491.
[12] MOHANTY P, GRUZLESKI J. Mechanism of grain refinement in aluminium [J]. Acta Metallurgica et Materialia, 1995, 43(5): 2001�C2012.
[13] MASOUMI M, HU H, HEDJAZI J, BOUTORABI M. Effect of gating design on mold filling [J]. Transactions of the American Foundry Society, 2005, 113: 185�C196.
[14] BALCI  , A
, A AOULLARI D, GK
AOULLARI D, GK E H, DUMAN I, VEOLU M L. Influence of TiB2 particle size on the microstructure and properties of Al matrix composites prepared via mechanical alloying and pressureless sintering [J]. Journal of Alloys and Compounds, 2014, 586: S78�CS84.
E H, DUMAN I, VEOLU M L. Influence of TiB2 particle size on the microstructure and properties of Al matrix composites prepared via mechanical alloying and pressureless sintering [J]. Journal of Alloys and Compounds, 2014, 586: S78�CS84.
[15] SADEGHIAN Z, LOTFI B, ENAYATI M, BEISS P. Microstructural and mechanical evaluation of Al�CTiB2 nanostructured composite fabricated by mechanical alloying [J]. Journal of Alloys and Compounds, 2011, 509(29): 7758�C7763.
[16] TEE K L, LU L, LAI M. In situ processing of Al�CTiB2 composite by the stir-casting technique [J]. Journal of Materials Processing Technology, 1999, 89: 513�C519.
[17] YOUSSEF Y, DASHWOOD R, LEE P. Investigation of the latent heat associated with the solidification of an Al�CTiB2 composite [J]. Materials Science and Engineering A, 2005, 391(1): 427�C432.
[18] PATTNAIK A B, DAS S, JHA B B, PRASANTH N. Effect of Al�C5Ti�C1B grain refiner on the microstructure, mechanical properties and acoustic emission characteristics of Al5052 aluminium alloy [J]. Journal of Materials Research and Technology, 2015, 4(2): 171�C179.
(Edited by FANG Jing-hua)
���ĵ���
��������ѧ������ߣ���ͬ������Ӱ��
ժҪ�������о�����������¶ȡ���עϵͳ��λ�á���״����״����ϸ�����Ȳ�ͬ�����Դ�����ѧ���ܺͽṹ���ܵ�Ӱ�졣�����������������¶ȺͲ��øߴ����ʽ�עϵͳ�������ļ�������ǿ�������7%�����⣬�ڹ�������������2 wt% Al�C5Ti�C1B��״����ϸ��������ʹ�Ͻ�ļ�������ǿ�����2����ͨ��XRD�ͶϿ���ò���������ںϽ��м���2 wt% Al�C5Ti�C1B��״����ϸ��������������Al3Ti�����࣬�Ӷ�����伫������ǿ�ȣ��ȼ����״����ϸ�����ĺϽ��32%��
�ؼ��ʣ�����ϸ��������ǿ�ȣ�����֯��Al�C5Ti�C1B
Received date: 2016-11-07; Accepted date: 2017-03-23
Corresponding author: Gholamreza Marami, PhD; E-mail: gh.marami@srbiau.ac.ir
Abstract: In current research, the interactive effects of different parameters such as melt overheating temperature, the location of gating system and incorporation of the grain refiner in bar and micro-powder form on the mechanical and structural characteristics of commercially pure aluminium are examined. Results show that increasing the melt temperature as well as employing a gating system with higher heat transfer rate increases the ultimate tensile strength (UTS) of the pure aluminium by 7%. Also, the introduction of 2wt% Al�C5Ti�C1B grain refiner in bar form into the overheated melt enhances the UTS values by two times, while incorporating 2wt% Al�C5Ti�C1B grain refiner in micro-powder form leads to achieving 32% higher UTS compared to the samples with grain refiner in the bar form due to the elimination of Al3Ti brittle phase, as confirmed by XRD patterns and SEM fracture surface images.
