
�й���ɫ����ѧ�� 2003,(05),1067-1070 DOI:10.19476/j.ysxb.1004.0609.2003.05.003
CuCr25��ͷ���ϵ���������Ʊ�������֯����
������ɫ�����о���Ժ,������ɫ�����о���Ժ,������ɫ�����о���Ժ,������ɫ�����о���Ժ,������ɫ�����о���Ժ,�����Ƽ���ѧ���Ͽ�ѧ�빤��ѧԺ,�����Ƽ���ѧ���Ͽ�ѧ�빤��ѧԺ ����100088 ,����100088 ,����100088 ,����100088 ,����100088 ,����100085 ,����100085
ժ Ҫ��
�о���CuCr2 5�Ͻ�Ŀ���������������Ʊ����� ,������������ι����и����ղ����Գ������������Ե�Ӱ�� ,�۲�ͶԱ���������Ρ������������ս��� 3�ֲ�ͬ�����Ʊ��Ĵ�ͷ���ϵ�����֯��������� :��������Ʊ��IJ��Ͼ��е��͵Ŀ���������֯ ,�Ͻ�״������ ,����֯���� ,Cr������ϸС����ɢ�طֲ���Cu������ ,Cr�����ߴ��ԼΪ 3�� 10 ��m���⽫�������߲��ϵ��͵�ѹ����������ȵ�ѧ���ܡ�
�ؼ��ʣ�
��ͼ����ţ� TF125
����飺������(1971),��,��ʿ,������ʦ.;
�ո����ڣ�2002-11-04
���������ص�����о���չ�滮������Ŀ (G2 0 0 0 0 672 );
Spray forming process and microstructure of CuCr25 contactor material
Abstract��
The spray forming process of CuCr25 contactor material was researched, the effect of technical parameters upon properties of performs was studied, and the microstructures produced from spray forming process, vacuum casting and vacuum seeping process were compared. The results show that by spray forming, Cr phase is fine and disperse, the microstructure of performs is fine and uniform. The Cr particle size is about 310 ��m. All of these result in improving the electrical properties of contact materials.
Keyword��
spray forming; CuCr25 alloy; contact material;
Received�� 2002-11-04
��Cr����(25%~50%, ��������)��CuCr�Ͻ���зֶϵ��������� �͵�ѹǿ�ȸߡ� �绡�����ʵ͵��ŵ�, һֱ����Ϊ������Ĵ�ͷ����, ��ֱ��20����70���, ���÷�ĩұ�����Ʊ���CuCr�Ͻ�ͷ���ϲű�Ӧ���ڶ�·������, ����20����90�������˵�1����մ�ͷ����CuBi�Ͻ�, ���ģ��Ӧ���ڴ�����ն�·������
��������CuCr�Ͻ�ͷ����ͬʱ����3������Ҫ��: 1)�ڶ���Cr�����ߴ羡����ϸС���ڴ�ͷ������ȷֲ�; 2)���о����ܵ͵����庬��; 3)���о����ܸߵ����ܶȡ� ����CuCr�Ͻ�����ƫ��ϵ�Ͻ�, ���ô�ͳ���칤�ջ������Ʊ��� Ŀǰ, ������CuCr�Ͻ���Ҫ��3���Ʊ�����: 1)��۷�, ����Ҫ�ɷֵ�Cr�ۺ�һ��������Cu�۾��Ȼ��, ����ѹ����ѹ�ս����, �Ʊ��ɿ��崥ͷ����; 2)������, ��������Cu�ۺ�ȫ��Cr���Ƴ�Ԥ�ƹǼ�, Ȼ�������������������Ǽ�������Cu; 3)�Ժĵ缫��, ��һ��������Cu�ۺ�Cr��ѹ�Ƴ��Ժĵ缫����, Ȼ���Ʊ����п���������֯�Ĵ�ͷ���ϡ� ǰ���ַ���������ԭ�����гߴ�ϴ��Cr����������, ���Ի�ø������Ĵ�ͷ����, ͬʱ��Ʒ�ʽϵ�; ���Ժĵ缫���Ʊ����ո���, �ɱ���
����������ʶ, ������������������μ����Ŀ������̺ͽ��ճ����ص�, �Ʊ����п���������֯��CuCr25�Ͻ����, �������ϵ�����֯, �����γ�һ��ȫ�µĿ�������CuCr25�Ͻ�ͷ���ϵ��Ʊ�������
1 ʵ��
ʵ���úϽ�ɷ�ΪCu75Cr25, ԭ��ѡ������Cu���Ƚ�Cr�� �������ʵ���ڱ�����ɫ�����о���Ժ�ͽ�����ұ�����о����������Ƶĸ���ո�����������豸�����, ����˫�������ʽ������������, ��������Ϊ�ߴ�Ar, ���������������������ϵͳ��Ϸ�ʽΪֱ��б��, б���Ƕ�Ϊ30��, ƫ�ľ�Ϊ30 mm, ���վ���Ϊ500~700 mm, ������������Ϊ6~8 kg/min, ����ѹ��Ϊ0.6~0.8 MPa��
����֯�ֱ���NEOPHOT-2��ѧ������CAMBRIDGE-2��ɨ��羵�Ϲ۲졣
2 ���������
2.1 ��������Ʊ�����
���CuCr25�Ͻ��۵�ߴ�1 600 �����������, ��������������Ӧ���ȸ��¸�����������豸, ��ͼ1��ʾ�� �����Ҳ���˫��Ӧ����, ���Ͻ�����¯���м�����ø�Ӧ����, Ϊ��ʹ�������ںϽ�����˳������, ����ʵ������б����ȶ�, �����ܲ��ø�Ƶ��Ӧ����ϵͳ, ʹ��������7 min�ڼ�����2 000 �����ϡ�
��������ι����пɿع��ղ�����Ҫ������������ѹ���� ���վ����, ���������������۲�����
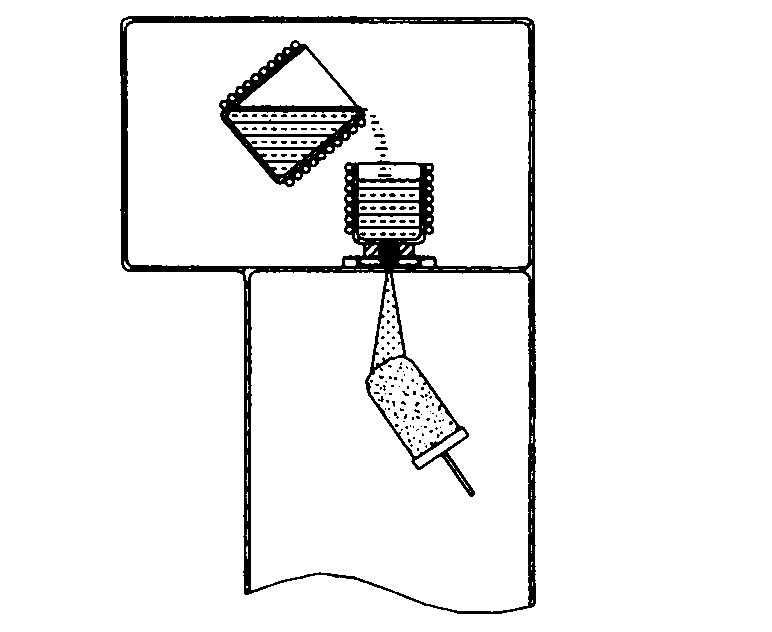
ͼ1 ��������Ʊ�װ��ʾ��ͼ Fig.1 Sketch diagram of high-temperature spray forming equipment
Ҫ���������ߴ硢 ����֯�����ԡ� ���ܶȵȡ� ��1������������ι��ղ����Գ������������ԡ� ��֯�� ���ܶȵ�Ӱ�졣 ������ѹ��Ϊ0.5 MPaʱ, �������ε�����ջ���ʱҺ�ຬ��ƫ��, ������ɳ��������д��ڳߴ�ϴ������, ���ܶȵ�; ��������ѹ������վ����ʱ, �������ε����������ʱ���ຬ��ƫ��, �������֯ϸС�����������д��ڴ�����ϸС����, ���ܶȵ͡� ͬʱ, ���ڳ���������ճ��ϵ����
С, ����յ����½��� ������ѡ��, 0.6 MPa����ѹ����500 mm���վ���Ϊ���˵Ĺ��ղ�����
2.2 ������������֯����
ͼ2��ʾ��������γ����������ĺͱ�Ե���ֵ�����֯, (a)��(b)��ʾ�ǵͷŴ�������֯, (c)��(d)��ʾ�ǷŴ�3000��ʱ������֯�� ����������, �ڶ���Cr����ϸС�� �ߴ���ȡ� ��ɢ�طֲ���Cu������, ���������Cr�����ߴ��Լ��3~10 ��m����, ����Ե���ֵĵڶ���Cr�����ߴ��ԼΪ3~5 ��m, ƽ�������IJ���ϸһ�����ҡ� ����������������ι�����, ���������Ĵ�����Ҫ�ǿ���������Ķ������������, ����Ե������ȴ�ٶ�Զ�����IJ��ֵĴ�, �Ӷ��γɶ�����֯�ϵIJ�� ����Ҫ�����ڲ��ù̶����췽ʽ�Ʊ�Բ��ʱ, ���ʵ�����Ƚϼ���, ���ܿ���������Ĺ�Һ�����������״̬�ȽϾ���, ���������������ʣ��
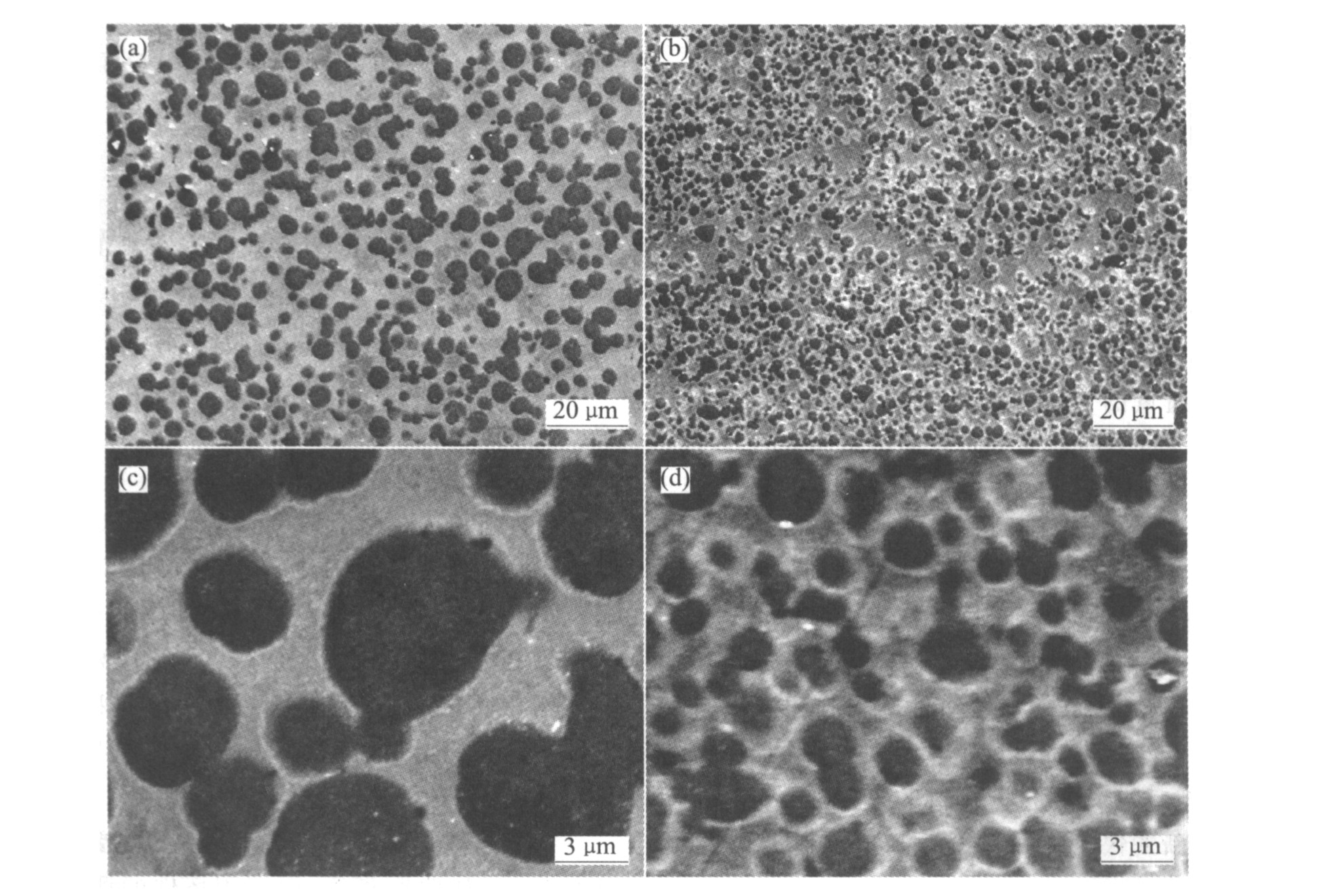
ͼ2 ������γ����������ĺͱ�Ե����֯ Fig.2 Microstructures of center and edge of CuCr performs (a)��Center, low magnification; (b)��Edge, low magnification; (c)��Center, high magnification; (d)��Edge, high magnification
��1 ���ղ����Գ��������ij����ԡ� ��֯�����ܶȵ�Ӱ�� Table 1 Effects of technical parameteron formability, microstructure, relativedensity of CuCr perform
| Technical parameter | Property | ||||
| Gas pressure/ MPa |
Flight distance/ mm |
Formability | Grain size/��m |
Relative density/% |
|
| 0.5 | 500 | Coarse surface |
5~15 | 94 | |
| 0.5 | 700 | Coarse surface |
5~15 | 93 | |
| 0.6 | 500 | Good | 3~10 | 96 | |
| 0.6 | 600 | Excellent | 3~8 | 96 | |
| 0.6 | 700 | Good | 3~8 | 93 | |
| 0.8 | 500 | Good | 3~6 | 94 | |
�Ĺ�Һ������������ٶȱȽϻ���������������İ뾶�仯, �������̷�ʽ���³���������ֱ��������ۺͺ����֯�����仯, �ڳ��������������������ֽϴ�ľ�����������, ���ڳ�������������澧����������ϸС, ��϶��ȴ���ӡ� ����G/M(����������������������������ʱ�)��ֵ������, ����Һ�ε��������������ʱ�Ĺ��ຬ��������, ��������������֯Ҳ������Ӧ�ı仯, ͬʱ�����������յ������͡� �����������ɨ��ķ�ʽ����������γ�������ʱ, ����Ч���������������ľ�����, ��С�����������ĺ��ܱ߲�λɢ���ٶ��ϵIJ��, ���ͨ��ѡ���ʵ���G/M��ֵ��ɻ���������ܵij���������
ͼ3��ʾ�����ó��湤���Ʊ���CuCr�Ͻ�ͷ��������֯, (a)��ʾ���������CuCr25�Ͻ��, Cr����֦����̬����, (b)��ʾ����ս���CuCr50�Ͻ��, Cr��ʿ���״, �ߴ���25~75 ��m�� ������������ι����Ʊ���CuCr�Ͻ�ͷ�����еڶ�������ξ��ȷֲ�, ��Cr�����ߴ�����3~10 ��m֮��, �⽫����ȵ���߲��ϵ��͵�ѹ���ܡ� ����������ܵȵ�ѧ���ܡ�
ͼ4��ʾ�dz�������������֯, ���Է���Cr������Cu����֮�����һ����ȵĹ��ɲ�, ��Cr������ֱ���������Cu��Cr������ɨ��(��ͼ4(b)��ʾ), ���ִ�Լ��500 nm�Ĺ�������, ��˵�����Ʊ����̺ͺ�������ȴ������, Cu��Crԭ�ӷ�����Ǩ�ơ� ���������������һ�ֿ��������Ʊ�����, ��ȴ�ٶ�ͨ���ɴ�103 ��/s
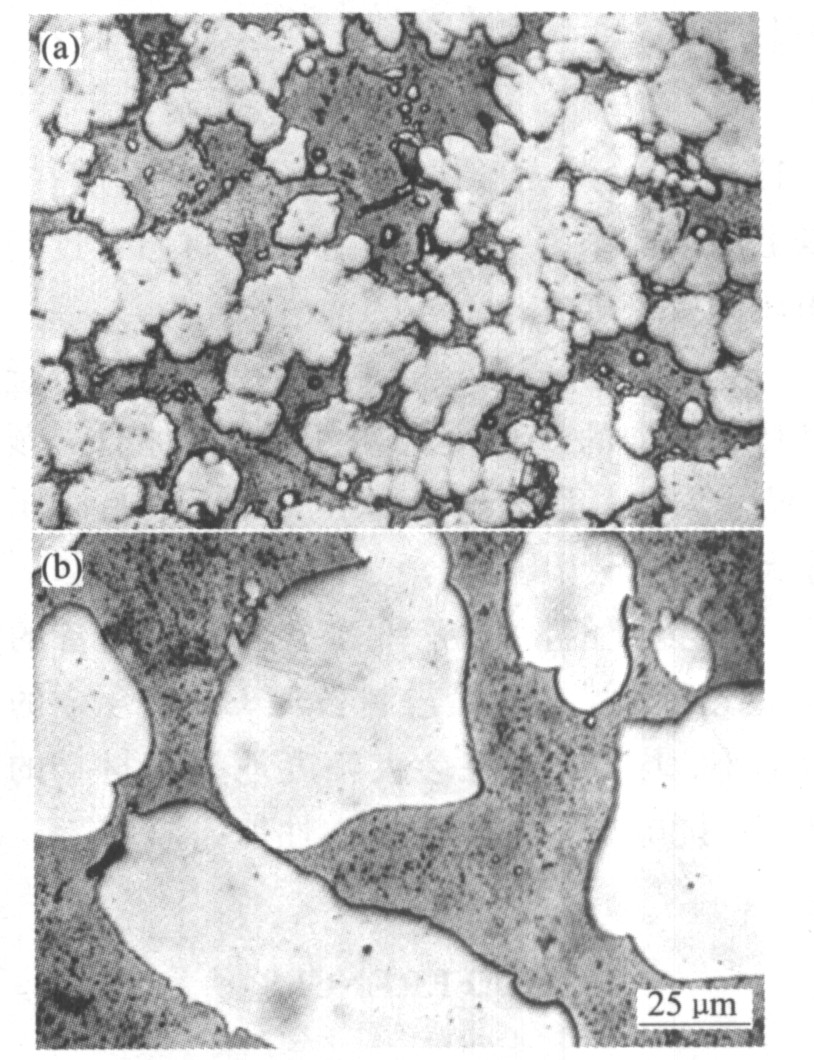
ͼ3 ���������(a)�ͽ�����(b)�Ʊ��� CuCr�Ͻ������֯ Fig.3 Microstructures of CuCr alloy prepared by vacuum casting(a) and infiltration technology(b)
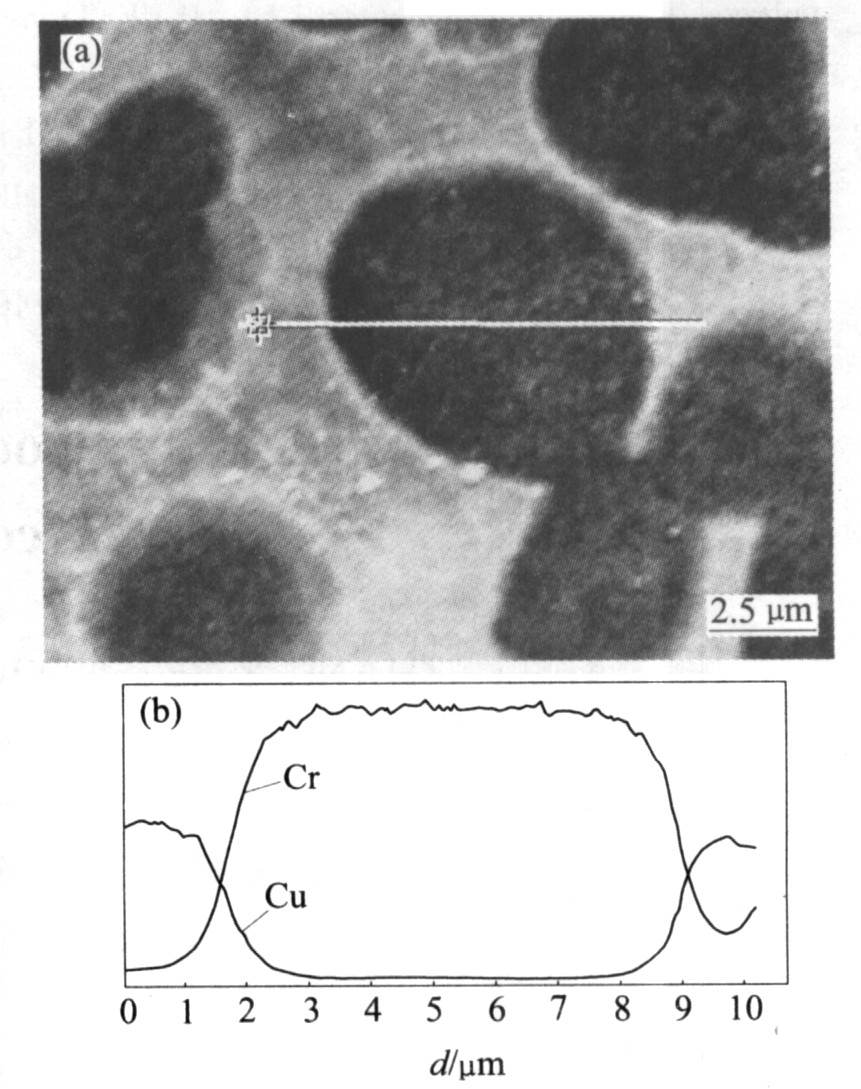
ͼ4 ��������Cr�������ɲ���ò(a)�� Cu-CrԪ����ɨ��ͼ(b) Fig.4 SEM image of Cr particle transition layer of preforms(a) and line scanning diagram(b)
3 ����
1) ����������μ����Ʊ��������¶���2 000 �����ϵ�ƫ��ϵCuCr25�Ͻ�ͷ����, ���Ʊ��ij����������ܶ���95%���ϡ�
2) ����������μ����Ʊ���CuCr25�Ͻ�ͷ���Ͼ��е��͵Ŀ���������֯, �ڶ���Cr����ϸС�� �ߴ���ȡ� ��ɢ�طֲ���Cu������, Cr�����ߴ��ԼΪ3~10 ��m��
3) �봫ͳ�Ļ�۷�������������Ʊ��Ĵ�ͷ�������, ������ι����Ʊ���CuCr�Ͻ����֯��ΪϸС�� ����, �⽫�����ȵ���߲��ϵ��͵�ѹ���ܡ� ����������ܵȵ�ѧ���ܡ�
�����
