
DOI��10.19476/j.ysxb.1004.0609.2018.06.03
�������7055���Ͻ���ȱ�����Ϊ�ͼӹ�ͼ
����1��������1��������2��������1���ź�3������3
(1. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410083��
2. ���ϴ�ѧ ��Ͻ��о�Ժ����ɳ 410083;
3. ���պ�Ȼ������κϽ�����˾���� 212004)
ժ Ҫ��
ͨ��������ѹ��ʵ���о��������7055���Ͻ���ȱ�����Ϊ��ʵ���¶�Ϊ340~480 �棬Ӧ������Ϊ0.001~1 s-1������������úϽ��ڱ��ι����е�����Ӧ�������¶����ߺ�Ӧ�����ʵĽ��Ͷ����ͣ���480 ��ʱ�����ʧ�������ι����е���Ҫ��������Ϊ��̬�ظ��Ͷ�̬�ٽᾧ�����е���ʱ����̬�ظ�ռ������λ�������¶����ߣ�����������ת��Ϊ��̬�ٽᾧ���ٽᾧ�����ijߴ������¶ȵ����߶������ڶ�̬����ģ�ͺͼ�������ģ�ͣ�����ȱ����е���֯�ݱ䣬ȷ���úϽ���Ӧ����Ϊ0.7ʱ�����˼ӹ���ΧΪ���¶ȷ�Χ400~420 �棬Ӧ������0.01~0.1 s-1����ʱ��Ӧ�Ķ�̬����ģ�ͼӹ�ͼ������ɢЧ�ʳ���33%����������ģ�ͼӹ�ͼ���ڼӹ�������65%~70%֮�䡣
�ؼ��ʣ�
�������7055���Ͻ����ӹ�ͼ����̬����ģ������������ģ����
���±�ţ�1004-0609(2018)-06-1101-10���� ��ͼ����ţ�TG146.2���� ���ױ�־�룺A
7xxx���Ͻ����ھ߱���ǿ�ȡ������ԡ��߱�ǿ���Լ������ĸ�ʴ���ܱ��㷺Ӧ���ں��պ��졢�Ƚ������豸�����ͨ��������[1-3]�������������ŶԼӹ����̺��ȴ������յIJ����Ż���7055���Ͻ�����ܵõ���һ�����[4-8]��ͨ��������ι����Ʊ��ĺϽ�ͨ����ϸС�ĵ��ᾧ(10~100 ��m)ϸ���Ľ�������ɢ��(0.5~15 ��m)�Լ��ڶ�����ɡ���Щ��������м�����������ļӹ����ȴ������������ƾ����ij���һ���Ż���ѧ���ܣ����⣬��������Ч���̻������Ȼ�[9]��������ϸ����������������⣬������μ��������Դ����ɷ�����֯�ľ����ԣ���ӹ����յ�����Ե�[10]���ȼӹ����ն��������7055���Ͻ���������ż�����Ҫ��Ӱ�죬��ˣ��о��ȱ�����Ϊ����ӹ����յ�ȷ������������֯���ݱ��Լ����ܵ���߶������ܲ��ɷֵĹ�ϵ[11]��
�Ͻ���ȱ��ι��̷dz����ӡ�����������У����������Ŷ�̬�ظ�(DRV)����̬�ٽᾧ(DRX)��Ҳ�����һЩʧ����Ϊ����������γ��Լ�������Ϊ�ķ�������Щ����ķ���ͨ����ӹ����������ܲ��ɷֵĹ�ϵ���������¶ȡ��������ʻ��DZ�����������ԺϽ����֯�ݱ����Ӱ�죬�Ӷ�Ӱ�����������[12]����Ӧ�أ��ȱ��ι����е���֯�ݱ�Ҳ��ͨ���ӹ���������ʽ���ֳ������ȼӹ�ͼ�ǻ���ԭ��ģ��(AM)����̬����ģ��(DMM)�ͼ�������ģ��(PRM)�ȹ����ģ�ͨ�������ȼӹ�ͼ���Ի������ȱ�����Ϊ����ʶ�����У�Rajͼ(AM)[13]������Ч���ֲ�ͬ�ȱ�����Ϊ�����ı߽��������Ӷ�Ԥ���ڲ�ͬ�ȼӹ������µı�����Ϊ��Ȼ�����Ͻ�Լӹ���������Ӧ�Ƚϸ��ӣ����������ģ�͵�Ӧ�á���̬����ģ������Ϊ���Խ�������ģ��ϵͳ������Ч��ϵ���õ��㷺Ӧ�á�FENG��[14]ͨ��DMM�ȼӹ�ͼȷ���˾��Ȼ�Al-Zn-Mg-Cu-Zr�Ķ�̬�ٽᾧ�Ͷ�̬�ظ�����WU��[15]��ͨ��DMM�ȼӹ�ͼ�о���Al-Zn-Mg-Er-Zr�Ķ�̬�ظ������ʧ������Ȼ����DMM�ı�����ʷ�����Ա����ԣ�������DMM���ڵ����⡣��������ģ��(PRM)������ʷ��һ���ؿ������ڣ�ͬʱ�����ϵ�������������Ϊ��Ҫ�����������ӹ�ͼ��PRM�ȼӹ�ͼ��һ���ص�Ϊʧ����������ӹ�����ַֿ�����ˣ����ѺϽ�ļӹ��еõ��ܺõ�Ӧ��[16]��
���������о��������Al-Zn-Mg-Cu-Zr�Ͻ��ڲ�ͬ�ӹ������µ��ȱ�����Ϊ�����DMM��PRM�ӹ�ͼ��ͨ����֯�۲죬ȷ�����ּӹ�ͼ���������ƺ�ʧ����Ϊ�Ĺ�ϵ������ȷ�����ʵļӹ����գ�����úϽ����ȼӹ������з���ʧ����Ϊ��
1 ʵ��
1.1 ʵ�����
ʵ�����úϽ����ɽ��պ�Ȼ�����������˾�Ʊ�����ʵ�ʳɷ�ΪAl-7.91Zn-1.98Mg-2.42Cu-0.12Zr(����������%)����ͬ���췽ʽ�Ʊ���7055���Ͻ������֯��ͼ1��ʾ����ͼ1(a)��֪���侧��Ϊ���ȡ�ϸС��ֱ������50 ��m�ĵ��ᾧ���ڲ�������ϸС�ĵڶ��࣬ͨ���ͱ����������۲��֪(��ͼ1(b))�����紦�в��ֿ���ͨ��EDX�������Ͻ�Ԫ��Zn��Mg��Cu��Ҫ�ھ��紦�����������ô�ͳ���췽ʽ�Ʊ���7055���Ͻ�ԭʼ����Ϊ���ᾧ��֦��(��ͼ1(c))���ھ��Ȼ�������ֱ����ԼΪ100 ��m(��ͼ(1(d))��
�Ͻ����ѹ��ʵ������Gleeble-3500��ģ��������Ͻ��У���ѹ������Ϊ�������ܻ������������Ʒ������Ϊd 10 mm��15 mm��Բ���塣�����¶ȷֱ�Ϊ340��370��410��450��480 �棬Ӧ������Ϊ0.001��0.01��0.1��1 s-1����ѹ��֮ǰ��������2 ��/s ���������µ��趨�¶ȣ�����3 min��ȷ�������ڲ��������¶Ⱦ��ȣ���������ѹ��ʵ�飬����Ӧ�����ﵽ0.8��������20 �����ˮ����Ա�����ѹ������ʱ����֯��
1.2 �ӹ�ͼ����
1.2.1 DMM�ӹ�ͼ����
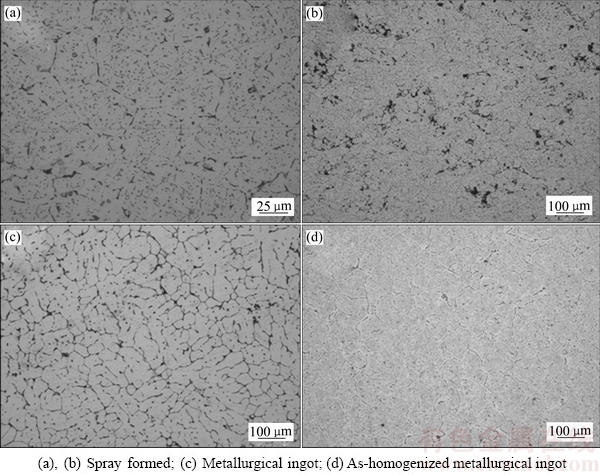
ͼ1 ��ͬ���췽ʽ�Ʊ���7055���Ͻ������֯
Fig. 1 Microstructures of 7055 aluminum alloys prepared by different casting methods
��̬����ģ������PRASAD����������㷺Ӧ���ڸ����ȱ�����Ϊ�ķ�����[13]����DMMģ���У��ӹ�ͼ����������ɢͼ��ʧ��ͼ���Ӷ��ɣ����ȱ��ο�����Ϊ������ɢ�Ĺ��̣����������յ�����������������ɣ�һ���ֳ�Ϊ��ɢ����(G)��Ϊ���Ա��������ĵ����������д�����������ʽɢʧ���ٲ������Ծ���ȱ�ݵķ�ʽ���档��һ���ֳ�Ϊ��ɢЭ������(J)��Ϊ���ι���������֯�仯���ĵ��������벻ͬ��ұ������йأ����磺��̬�ٽᾧ����̬�ظ��ͱ�����������ȡ����ԣ�������P���Ա���Ϊ[17]
 (1)
(1)
��һ�����¶Ⱥ�Ӧ���£�����Ӧ�����������й�ʽ����
 (2)
(2)
ʽ�У�K�����¶Ⱥͽṹ�йصIJ�����m��Ӧ�������������ӣ����Ա���Ϊ
 (3)
(3)
Ӧ���������������ڹ����ӹ�ͼ����������Ҫ�����ã�����ʵ���������ݣ�ͨ����ֵ���õ�Ӧ��ֵ�Ķ�ά�����ڴ˻����ϣ�ͨ���ݶ��½����������ݹ�ʽ(3)������ڲ�ͬ���Ӧ��������������m[11]��
��ˣ��ڸ����������£���֯���Ĺ���J����ͨ�����·��̱�ʾ��
 (4)
(4)
������������Ժ�ɢ����Ӧ��������������m=1����ɢЭ������J�õ����ֵ�������ֵΪ �������ڷ���������Ժ�ɢ������Ҫ��������ɢϵ���DZ�ʾ���ǵ�ֵ����ϵ���֯�ݱ��йأ������ʽΪ
�������ڷ���������Ժ�ɢ������Ҫ��������ɢϵ���DZ�ʾ���ǵ�ֵ����ϵ���֯�ݱ��йأ������ʽΪ
 (5)
(5)
��DMMģ���У����ϵ�ʧ���о��ǻ�������ز��ʣ� Ϊʧ�Ȳ���������ʽΪ[18]
Ϊʧ�Ȳ���������ʽΪ[18]
 ��0 (6)
��0 (6)
���Կ�������ʧ�Ȳ���Ϊ��ֵʱ�����ϵ��ȱ��ι����з���ʧ�ȡ�
1.2.2 ��������ģ��
�ڼ�������ģ���У��������Ա��ε��������ڼӹ����������յ��������Է�Ϊ�����������֣�Ӳ������ �ͺ�ɢ����
�ͺ�ɢ���� �����ǵ�������ʷ��Ӧ������ã�Ӧ�����ʺ�Ӧ��֮��Ĺ�ϵ���Ա���Ϊ[19]
�����ǵ�������ʷ��Ӧ������ã�Ӧ�����ʺ�Ӧ��֮��Ĺ�ϵ���Ա���Ϊ[19]
 (7)
(7)
ʽ�У�S������Ӧ���� ΪӦ�����ʡ���������Թ�ʽ(7)������ķ�ʽ�ֲ����������ȼӹ�����(
ΪӦ�����ʡ���������Թ�ʽ(7)������ķ�ʽ�ֲ����������ȼӹ�����( )����ͨ��Ӳ������
)����ͨ��Ӳ������ ����ʽ������Ϊ
����ʽ������Ϊ
 (8)
(8)
���Կ�����Ӳ����������Сֵ �����ͬʱ�����ں�ɢ����������Ӧ����ʷ�ļ��裬ͨ���������ݴ���������Ӧ������Ϊ��
�����ͬʱ�����ں�ɢ����������Ӧ����ʷ�ļ��裬ͨ���������ݴ���������Ӧ������Ϊ��
 (9)
(9)
ʽ�У� ��C����Ӧ����ʷ��صĺ�����
��C����Ӧ����ʷ��صĺ����� ΪӦ�䡣��������Ӧ����ʷ�йض���Ӧ�����ʼ�����ʷ��ʱ���ı�������Ϊ
ΪӦ�䡣��������Ӧ����ʷ�йض���Ӧ�����ʼ�����ʷ��ʱ���ı�������Ϊ
 (10)
(10)
ʽ�У�E1����Ϊ����ľ���Ӧ��ֵ��Smin��Ϊ����һ����ֵE1������Ӧ������Сֵ��ͨ����Ӧ�����ʺ�Ӧ��֮��ļ������ݴ��������Եõ����·���
 (11)
(11)
ʽ�У� ΪӦ�������������ӣ����ϵ������ȼӹ���������Ա���Ϊ
ΪӦ�������������ӣ����ϵ������ȼӹ���������Ա���Ϊ
 (12)
(12)
2 ���������
2.1 ������Ϊ
�������7055���Ͻ����Ӧ��-��Ӧ��������ͼ2��ʾ����ͼ2��֪����Ӧ�����ű����¶ȵ���ߺ�Ӧ�����ʵĽ��Ͷ����͡����¶ȵ���450 �棬��Ӧ�����(��Ӧ����С��0.1)����Ӧ������Ӧ����̵Ľ��м����������ڴﵽ��ֵ�ᱣ���ȶ����߳���С���ȵ��½�����Ӧ���ı仯����ͨ��λ���ܶ���˵������ѹ����ʼ������Ӧ���������ӣ��������ۣ�����λ�����ƶ�����ˣ�λ���ܶȼ������ӣ�λ���������ּӹ�Ӳ������ʹ��Ӧ���������������ͬʱ�������ѹ���£��ƶ�λ��ͬ��Ҳ���뾧���ں�λ��ǽ�е�λ����������ã�����λ��ż����������λ�������������Ǿ��磬������̬�ظ���������������ﵽ�����ֵ�����ͬʱ��ɢ���ʵ����ٽ�ֵ���ᷢ����̬�ٽᾧ����̬�ظ��Ͷ�̬�ٽᾧ�ķ��������ȫ�����߲��ֵ����ӹ�Ӳ�������á�����480 ���±���ʱ���úϽ����Ӧ��-��Ӧ�����߳��ֱ仯����Ӧ���ڴﵽ��ֵ���漴���������½�����Ӧ���ļ����½�����ʧ����Ϊ����ġ�
��ͼ2(a)��ʾ���Ͻ��Ӧ��Ӧ������ƽ����û�г��ּ�塣�����ƶϳ�����340 ���±��Σ����ᷢ��DRX����ʱ��DRVΪ��Ҫ���������ơ������¶ȵ����ߣ����ַ�ֵ��������Ŀ���ӣ��ɴ˿����ƶϣ��¶����������DRX���̵ķ����������ȱ��ι����У�����Ч���������ķ�ʽΪ���Ѳ��������ɽ���[20]�����Ŵ���������ɢʧ��������Ӧ���������½�����ͼ2(e) ��ʾ��
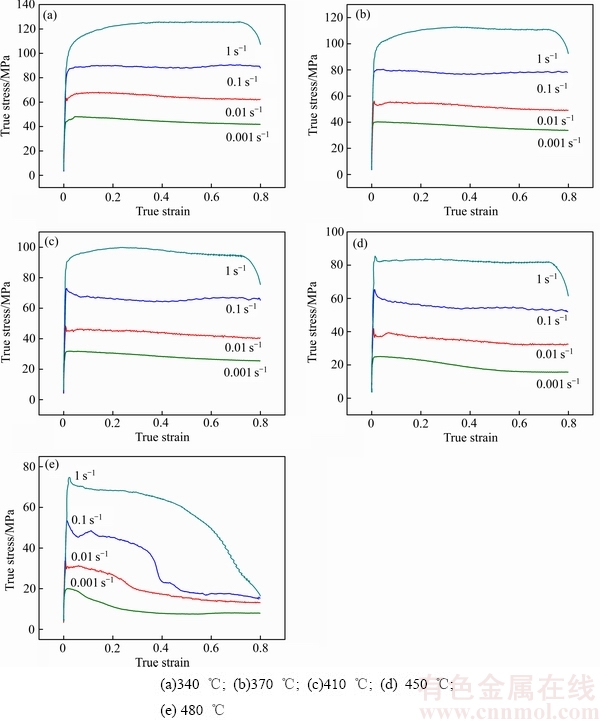
ͼ2 �ڲ�ͬ�¶�����ѹ������ʵ��Ͻ����Ӧ��-Ӧ������
Fig. 2 True stress-true train curves of experiment alloy at different temperatures
�����¶��Լ�Ӧ�����ʶԷ�ֵӦ����Ӱ����ͼ3��ʾ����ͼ3��֪�������¶Ⱥ�Ӧ�����ʶԷ�ֵӦ���кܴ�Ӱ�죬��ֵӦ�����ű����¶ȵ����ӻ�Ӧ�����ʵĽ��Ͷ���С�����ű����¶ȵ����ߣ��Ͻ���ԭ�ӵ�ƽ���������ӣ�ԭ�Ӽ���������ǿ���Ͻ��α�ʱ���ȼ������ü�ǿ���ٽ���λ��������ú�������Ϊ�ķ�������Ӧ���������ʱ���Ͻ��ڵ��������ۼӿ죬�ٽ���λ�����˶���������ʱ�����Ӧ���̣�����λ���г����ʱ��������������ƺͽ����ƣ�λ����������Ų���֣����Ҿ���������̾��ǡ����̲�С���Ĺ��̣���ˣ��ڸ��߱������ʵ������£���������Ч�ϲ�������������������ʹ��Ӧ��ֵ����[21]��
2.2 �ӹ�ͼ
2.2.1 DMM�ӹ�ͼ
ͼ4��ʾΪ�������7055���Ͻ�����Ӧ����Ϊ0.5��0.7ʱ����ά������ɢͼ����ͼ4���Կ�����������ɢЧ����������ֵ���������ķֱ�Ϊ(480 �棬1 s-1)��(480 �棬0.001 s-1)����Сֵ�������������ֵ��֮�䣬��������(480 �棬0.01 s-1)���ҡ�ͨ����������ɢЧ�ʸ���ζ�źϽ��ڸ�����ӹ����Ի�ýϺõ����ܡ�KAI��[22]���о���������������ɢЧ�ʳ���0.3ʱ����Ҫ����������ΪDRX��ͨ��������ɢͼ�����Կ�����400 �����ϼӹ���DRX����ռ��������
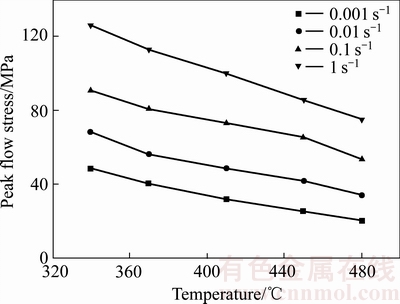
ͼ3 �����¶Ⱥ�Ӧ�����ʶԺϽ��ֵӦ����Ӱ��
Fig. 3 Effects of deformation temperature and strain rate on peak flow stress during hot compression of experimental alloy
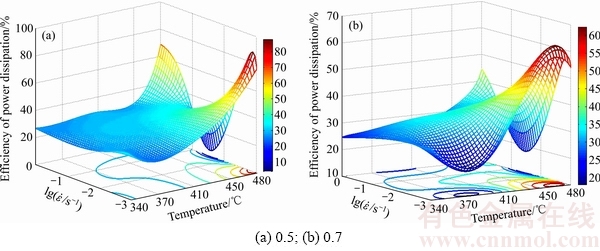
ͼ4 �������7055���Ͻ��ڲ�ͬ��Ӧ��ʱ����ά������ɢͼ
Fig. 4 3D maps of power efficiency of dissipation at different true strains
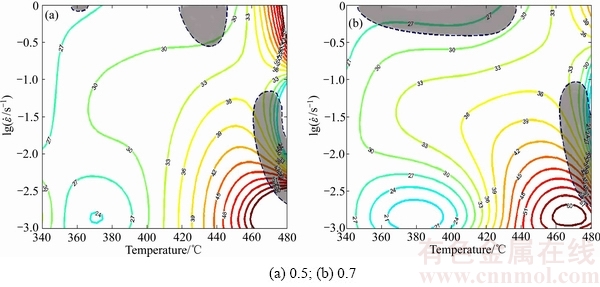
ͼ5 �Ͻ��ڲ�ͬ��Ӧ���µ�DMM�ӹ�ͼ
Fig. 5 DMM processing maps of experimental alloy at different true strains
�Ͻ�����Ӧ��Ϊ0.5��0.7ʱ�ļӹ�ͼ��ͼ5��ʾ��ͼ�еĵȸ��ߴ���������ɢЧ�ʣ���Ӱ����Ϊʧ��������ͼ5���Կ�����������Ӧ������ӣ�ʧ������������������ƣ�ʧ������Ҫ�ڼӹ�ͼ�ϲ��ĸ����ȱ��������Ҳ�ĸ����ȱ���������ͼ�е�������ɢЧ����������ƣ�������Ӧ������ӣ���������Ч��ֵ�в�ͬ�̶ȵ���ߣ����ڸ�������������ɢЧ�����в�ͬ�̶ȵĽ��͡��Ӽӹ�ͼ�п��Կ������¶ȳ���450 ���Լ�Ӧ�����ʳ���0.55 s-1�����ʺϸúϽ�ļӹ���
2.2.2 PRM�ӹ�ͼ
ͼ6��ʾΪ�������7055���Ͻ�����Ӧ��0.5��0.7ʱ��PRM�ӹ�ͼ��ͼ�е�������ӹ������еı��λ������Զ�Ӧ������RAJAGOPALACHARY��[16]ͨ�����ѺϽ���о����ó����½��ۣ������ڼӹ�������0.8~1ʱ�������ĵ���������Ϊ���ѡ����д�����̬Ӧ��ʱЧ�Լ������ij���ȣ�������0.7~0.8ʱ����Ҫ������̬�ٽᡢ��̬�ظ��Ϳ����γɣ�������0.5��0.7֮��ʱ��������̬�ظ�����̬�ٽᾧ�����綤����֯����������С��0.5ʱ������������������ͼ6��֪���úϽ���480 ���0.01~0.1 s-1�������ʱ�����ڼӹ��������ַ�ֵ������0.8���÷�ֵ��Ӧ������Ϊ���ѣ����ڼӹ�������370~390 ���0.001~0.004 s-1����Ҳ���ڷ�ֵ(��ͼ6(b))��˵���ڸ�Ӧ���ºϽ���ֶ�̬Ӧ��Ӳ��������(480 �棬0.001 s-1)��(480 �棬1 s-1)ʱ�����ڼӹ�����������Сֵ��ǰ�߶�Ӧ�ڸ���Ӧ��������·������ѣ����߶�Ӧ���ڵ��������·���DRX�;����ij���ͨ��PRM�ӹ�ͼ�����Եó���480 ���¼ӹ����׳���ʧ��������Щ�ӹ���Ӧ�ñ��⡣
2.3 ��֯�ݱ�
�������7055���Ͻ��ڲ�ͬ���������µ�TEM����ͼ7��ʾ�����Ͻ��������Ϊ(340 �棬0.01 s-1) ʱ���ɼ���������Al3Zr���ӳ���ɢ�ֲ� (��ͼ7(a)��(b))����ЩAl3Zr���Ӷ�λ�����Ǿ�������ǿ�ҵĶ������ã�������Ч�ӻ������еĶ�̬�ظ������Լ��谭��̬�ٽᾧ���̵ķ�����ʹ�úϽ����ٽᾧ���¶���ߣ�Ӧ�����ʽ���[23]��ͬʱ�����Թ۲쵽������λ�����ᣬ��Ҫ�γ�λ��ǽ�����ھ��紦���ڴ��¶��£�����λ������������飬�Ǿ����γɣ�DRV��������ռ������λ�����¶����ߣ���������Ϊ(410 �棬0.01 s-1)ʱ��λ���Ľ����ƹ�����ǿ���Ǿ���������մ���λ�����γɴ�ǶȾ��磬����ƽ�������������ھ��������Ӧ�����ƶ����ٽ����ٽᾧ���̵ķ�����KNIPLING��[24]���֣���400~425 ���У���ɢ�ֲ���Al3Zr���ӵ���������������Ե��½���ͬ�������ڶ�̬�ٽᾧ���̵��κˡ�����������Ϊ(480 �棬0.01 s-1)ʱ��ֻ����������λ�������������ڣ��ڽϸߵ��¶��£�������λ�����˶���λ������������ǿ���Ӿ���λ�������𣬶��ڶ������ӿ��Զ�������λ�����Ӷ��γ�λ������
ͼ8��ʾΪ�������7055���Ͻ��ڲ�ͬ���������µĽ�����֯����ͼ8��֪�����ι����У������ڴ�ֱ��ѹ����������������������Ϊ(340 �棬0.1 s-1)ʱ�������Ϊƽ��(��ͼ8(a))����ʱ����������Ϊ��̬�ظ����ڱ�������Ϊ(410 �棬0.1 s-1)ʱ�����ڴ������ٽᾧ����(��ͼ8(b))��û�����Ե�ȱ�ݡ���̬�ٽᾧ����Ҫ�������ƣ���DMM�ӹ�ͼ�ж�Ӧ��������ɢЧ��Ϊ33%����PRM�ӹ�ͼ�ж�Ӧ�����ڼӹ�������0.6~0.7����ӹ�ͼ��ָʾ�Ķ�̬�ٽᾧ�����Ǻϡ�����������Ϊ(450 �棬0.1 s-1)ʱ�����Թ۲쵽�����ߴ��410 ��ʱ��������(��ͼ8(c))��������Ϊ�����¶ȵ����ߣ�ԭ�ӵ���ɢ������ǿ��������λ���;�����ƶ������⣬���Կ������ٽᾧ����λ�ھ��紦���ٲ��־���λ�ھ��ڣ��������ڶ�̬�ٽᾧ��Ҫ�ھ����κˣ�ֻ���ٲ��ֻ��ھ����κˡ�����������Ϊ(480 �棬0.1 s-1)ʱ�������ߴ��һ�������ھ��紦�Կ��Կ����ٽᾧ����(��ͼ8(d))��
���⣬�������7055���Ͻ�����ѹ�������г����˲�ͬ�̶ȵ�ʧ��������ͼ9��ʾ����ͼ9��֪���úϽ���(340 �棬1 s-1)��(480 �棬0.01 s-1)��(480 �棬1 s-1)ʱ���ֱ����ֿ���Ш�ζ��Ѻ��ؾ����ѵ�ʧ����Ϊ(���μ�ͼ9(a)~(c))����������Ϊ(340 �棬1 s-1)ʱ���������������ƹ���Ӳ�ĵڶ������ӣ������������ı������������ڵڶ���������Χ���ָ�ǿ�ļӹ�Ӳ�����ú�Ӧ������Ӧ��ֵ���۵��㹻��ʱ������ͻ����ѣ������������IJ�����������ӹ����ܵ��½���������������ѡ���������Ϊ(480 �棬0.01 s-1)ʱ�����Ӧ��DMM�ӹ�ͼ��������ɢЧ����ͣ�������PRM�ӹ�ͼ�еķ�ֵ����ʱ�������Ш�ζ��ѡ���������һ����Ӧ�����������Ǿ��紦ʱ�����ڵľ��罫��������ƣ��������ƣ����������ɢ�������������ܹ���Ч�����ƣ�����Ш�ζ��ѣ�Ш�ζ���һ���ڽϸ��¶Ⱥ��м������·���������������Ϊ(480 �棬1 s-1)ʱ�����ڱ���ʱ��϶̣�����Ǩ�Ʋ���֣����¾�����ѣ��Ӷ�ʹ����������ɢ��DMM�ӹ�ͼ�г��ַ�ֵ��
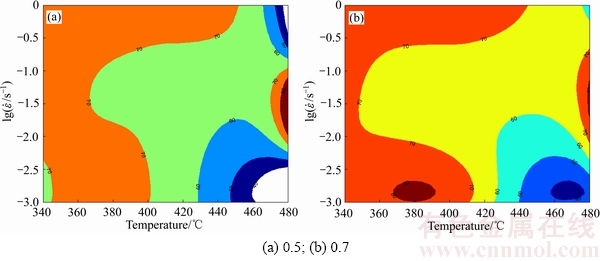
ͼ6 �Ͻ��ڲ�ͬ��Ӧ���µ�PRM�ӹ�ͼ
Fig. 6 PRM processing maps of experimental alloy at different true strains
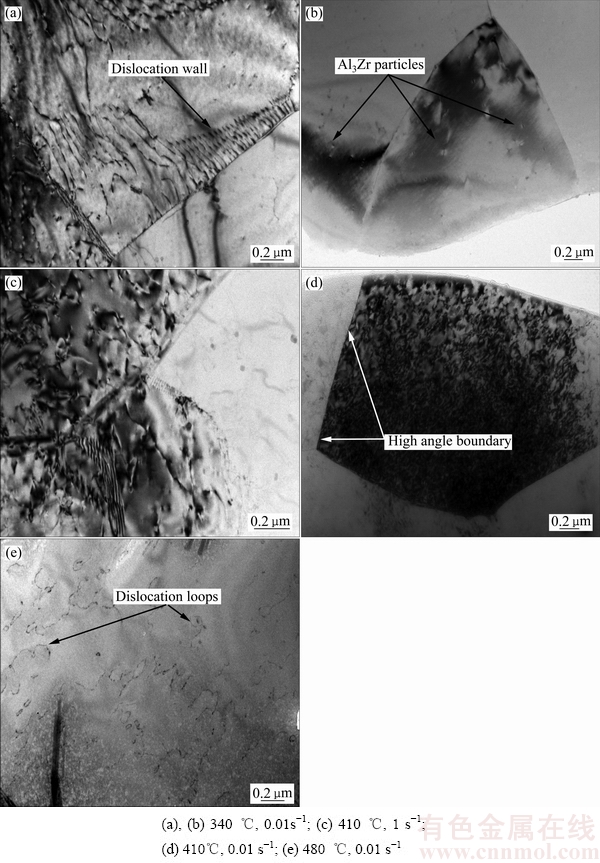
ͼ7 ʵ��Ͻ��ڲ�ͬ���������µ�TEM��
Fig. 7 TEM images of experimental alloy deformed under different conditions
ͨ�����DMM�ӹ�ͼ��PRM�ӹ�ͼ�ķ������۲�úϽ����֯�ݱ䡣���Կ������ڵ���ʱ������������ɢЧ�ʽϵͣ�����Ӧ���ϴ����ںϽ�ļӹ��������¶����ʱ�������׳��ֶ�������ͬ�������ڼӹ���DRX������Ч���ƾֲ�ʧ�ȵķ�����������������7055���Ͻ��ȱ��ι�������Ҫ�����ܵĿ��Ƕ�̬�ٽᾧ����ͨ��DMM�ӹ�ͼ���Ͻ��ڽϸ��¶Ⱥͽϵ͵�Ӧ�������¼ӹ�������������DRX���̡����ߵ��¶��±��ν����ںܴ�̶���ʹ������һ��������DRX���ο��Եõ����ϸ���ľ���������Ϊ�Ͻ���ȴ����춨������
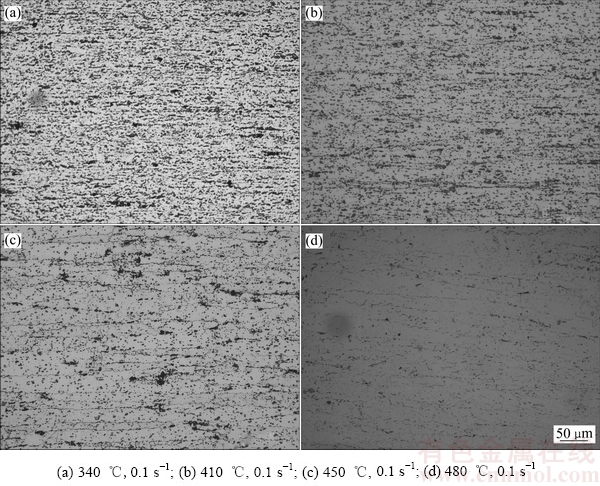
ͼ8 �Ͻ��ڲ�ͬ���������µĽ�����֯
Fig. 8 OM images of experimental alloy deformed under different conditions
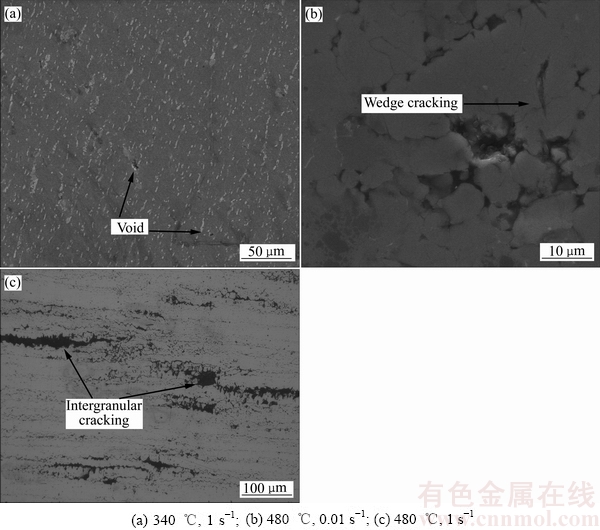
ͼ9 �Ͻ��ڲ�ͬ���������µ�ʧ������
Fig. 9 Unsafe behaviors of studied alloy under various conditions
3 ����
1) �������7055���Ͻ����ȱ��ι����У����ֵӦ�������¶ȵ�����Ӧ�����ʵĽ��Ͷ����͡�
2) ͨ��DMM�ӹ�ͼ������֪����������ɢЧ�ʵ���0.3ʱ����Ҫ������̬�ظ�����������ɢЧ�ʳ���0.3ʱ����̬�ٽᾧ��Ϊ��Ҫ�������ơ����ʵļӹ�����Ϊ���¶�400~420 �棬Ӧ������0.01~0.1 s-1��
3) Al3Zr���ӵĴ����ܹ����ƶ�̬�ظ��Ͷ�̬�ٽᾧ�ķ�����
4) ����ѹ�������л���ʧ��״̬���������¸��ٱ���ʱ���п��γɣ�����ʱ��ᷢ�����ѡ�
REFERENCES
[1] ������. Mg��CuԪ�ص��ص�7xxxϵ���Ͻ��������Լ�ǿ�ͻ������о�[D]. ����: �����Ƽ���ѧ, 2016.
SHU WEN-xiang. Solidification characteristics and strenghtening-toughening mechanisms of 7xxx Al alloys with tailored Mg and Cu elements[D]. Beijing: University of Science and Technology of Beijing, 2016.
[2] RAO A C U, VASU V, GOVINDARAJU M, SRINADH K V S. Stress corrosion cracking behaviour of 7xxx aluminum alloys: A literature review[J]. Transactions of Nonferrous Metals Society of China, 2016, 26(6): 1447-1471.
[3] ROMETSCH P A, ZHANG Y, KNIGHT S. Heat treatment of 7xxx series aluminium alloys��Some recent developments[J]. Transactions of Nonferrous Metals Society of China, 2014, 24(7): 2003-2017.
[4] FENG Di, ZHANG Xin-ming, LIU Sheng-dan, WU Ze-zheng, TAN Qi. Rate controlling mechanisms in hot deformation of 7A55 aluminum alloy[J]. Transactions of Nonferrous Metals Society of China, 2014, 24(1): 28-35.
[5] �� ��, ������, ��ʤ��. �ǵ��»ع���ʱЧ��7055���Ͻ��к��ĺ�����֯�����ܾ����Ե�Ӱ��[J]. �й���ɫ����ѧ��, 2015, 25(11): 3000-3010.
FENG Di, ZHANG Xin-ming, LIU Sheng-dan. Effect of non-isothermal retrogression and re-ageing on through-thickness homogeneity of microstructure and properties in 7055 aluminum alloy medium thick plate[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(11): 3000-3010.
[6] ZHOU Song, WANG Lei, XIE Li-yang, HUI Li, XU Liang. Effect of T7951 secondary aging treatment on crack propagation behavior of 7055 aluminum alloy[J]. Transactions of Nonferrous Metals Society of China, 2016, 26(4): 938-944.
[7] �� ��, ��־��, ������, ������, �ƺ�ΰ, ����ΰ, ������, �ܰ���. 7055���Ͻ������ȱ��μ����ܴ����е���֯�ݱ�[J]. �����ȴ���ѧ��, 2015, 36(12): 55-60.
LI Chen, LI Zhi-hui, HUANG Shu-hui, LI Xi-wu, YAN Hong-wei, LIU Hong-wei, ZHANG Yong-an, XIONG Bo-qing. Microstructure evolution of 7055 aluminum alloy during multi-pass hot deformation and solution treatment process[J]. Transactions of Materials and Heat Treatment, 2015, 36(12): 55-60.
[8] ף��״, ���һ�, �� ��, ��С��. �������7055���Ͻ��ȱ�����Ϊģ��[J]. ���ղ���ѧ��, 2016, 36(1): 18-25.
ZHU Ling-zhuang, LI Zhong-hua, ZHANG Zhen, ZHOU Xiao-jun. Hot deformation simulation of spray formed 7055 aluminum alloy[J]. Journal of Aeronautical Materials, 2016, 36(1): 18-25.
[9] SINGER A. Principles of spray rolling of metals[J]. Metals Materials, 1970, 4(6): 246-250.
[10] SCHREIBER J M, OMCIKUS Z R, EDEN T J, SHARMA M M, CHAMPAGNE V, PATANKAR S N. Combined effect of hot extrusion and heat treatment on the mechanical behavior of 7055 AA processed via spray metal forming[J]. Journal of Alloys and Compounds, 2014, (617): 135-139.
[11] ף��״. �������7055���Ͻ��ȱ�����Ϊ�о�[D]. ��: ���մ�ѧ, 2016.
ZHU Ling-zhuang. Study on hot deformation behavior of spray formed 7055 aluminum alloy[D]. Zhenjiang: Jiangsu University, 2016.
[12] LIN Yong-cheng, CHEN Xiao-min. A critical review of experimental results and constitutive descriptions for metals and alloys in hot working[J]. Materials and Design, 2011, 32: 1733-1759.
[13] RAJ R. Development of a processing map for use in warm-forming and hot-forming processes[J]. Metallurgical Transactions A, 1981, 12(6): 1089-1097.
[14] FENG Di, ZHANG Xin-ming, LIU Sheng-dan, DENG Yun-lai. Constitutive equation and hot deformation behavior of homogenized Al-7.68Zn-2.12Mg-1.98Cu-0.12Zr alloy during compression at elevated temperature[J]. Materials Science and Engineering A, 2014, 608: 63-72.
[15] WU H, WEN S P, HUANG H, GAO K Y, WU X L, WANG W, NIE Z R. Hot deformation behavior and processing map of a new type Al-Zn-Mg-Er-Zr alloy[J]. Journal of Alloys and Compounds, 2016, 685: 869-880.
[16] RAJAGOPALACHARY T, KUTUMBARAO V V. Intrinsic hot workability map for a titanium alloy IMI685[J]. Scripta Materialia, 1996, 35(3): 311-316.
[17] FAN Cai-he, PENG Ying-biao, YANG Hai-tang, ZHOU Wei, YAN Hong-ge. Hot deformation behavior of Al-9.0Mg-0.5Mn-0.1Ti alloy based on processing maps[J]. Transactions of Nonferrous Metals Society of China, 2017, 27(2): 289-297.
[18] JIANG He, DONG Jian-xin, ZHANG Mai-cang, ZHENG Lei, YAO Zhi-hao. Hot deformation characteristics of alloy 617B nickel-based superalloy: A study using processing map[J]. Journal of Alloys and Compounds, 2015, (647): 338-350.
[19] KUTUMARAO V, RAJAGOPALACHARY T. Recent developments in modeling the hot working behavior of metallic materials[J]. Bulletin of Materials Science, 1996, 19(4): 677-698.
[20] REDDY G J, SRINIVASAN N, GOKHALE A A, KASHYAP B P. Processing map for hot working of spray formed and hot isostatically pressed Al-Li alloy (UL40)[J]. Journal of Materials Processing Technology, 2009, 209(18/19): 5964-5972.
[21] LI B, PAN Q L, YIN Z M. Characterization of hot deformation behavior of as-homogenized Al-Cu-Li-Sc-Zr alloy using processing maps[J]. Materials Science and Engineering A, 2014, 614: 199-206.
[22] KAI Xi-zhou, CHEN Cun, SUN Xia-fei, WANG Chun-mei, ZHAO Yu-tao. Hot deformation behavior and optimization of processing parameters of a typical high-strength Al-Mg-Si alloy[J]. Materials & Design, 2016, 90: 1151-1158.
[23] KNIPLING K E, DUNAND D C, SEIDMAN D N. Precipitation evolution in Al-Zr and Al-Zr-Ti alloys during aging at 450�C600 ��[J]. Acta Materialia, 2008, 56(6): 1182-1195.
[24] KNIPLING K E, DUNAND D C, SEIDMAN D N. Precipitation evolution in Al-Zr and Al-Zr-Ti alloys during isothermal aging at 375�C425 ��[J]. Acta Materialia, 2008, 56(1): 114-127.
Hot deformation behavior and processing map of spray formed 7055 aluminum alloy
WANG Xiang-dong1, PAN Qing-lin1, XIONG Shang-wu2, LIU Li-li1, ZHANG Hao3, FAN Xi3
(1. School of Materials Science and Engineering, Central South University, Changsha 410083, China;
2. School of Light Alloys Research Institution, Central South University, Changsha 410083, China;
3. Hao-ran Co. Ltd., Jiangsu, Zhenjiang 212004, China)
Abstract: The hot deformation behavior of spray formed 7055 aluminum alloy was studied by a series of isothermal compression tests at different temperatures ranging from 340 �� to 480 �� and strain rates varying from 0.001 s-1 to 1 s-1. The results show that the flow stress decreases with increasing temperature and deceasing strain rate, and the instable behaviors occurs at 480 ��. The main softening mechanisms are dynamic recovery and dynamic recrystallization. The dynamic recovery occurs at low temperature and it turns to dynamic recrystallization as temperature increases. The grain size increases with increasing temperature. Based on dynamic materials model, polar reciprocity model and microstructure evolution, the appropriate processing conditions for this alloy are in the strain rate range of 0.01�C0.1 s-1 and deformation temperature range of 400�C420 ��, with power efficiency over 33% and intrinsic workability parameter of 65%�C70%, respectively.
Key words: spray formed 7055 aluminum alloy; processing map; dynamic materials model; polar reciprocity model
Foundation item: Project(XXXX-K2008-6) supported by the Special Materials Project of National Large Aircraft Engineering, China
Received date: 2017-04-07; Accepted date: 2017-06-20
Corresponding author: PAN Qing-lin; Tel: +86-731-88830933; E-mail: PQL1964@yeah.net
(�༭ ��ѧ��)
������Ŀ�����Ҵ�ɻ����̲���ר��(XXXX-K2008-6)
�ո����ڣ�2017-04-07�������ڣ�2017-06-20
ͨ�����ߣ������֣����ڣ���ʿ���绰��0731-88830933��E-mail: PQL1964@yeah.net
ժ Ҫ��ͨ��������ѹ��ʵ���о��������7055���Ͻ���ȱ�����Ϊ��ʵ���¶�Ϊ340~480 �棬Ӧ������Ϊ0.001~1 s-1������������úϽ��ڱ��ι����е�����Ӧ�������¶����ߺ�Ӧ�����ʵĽ��Ͷ����ͣ���480 ��ʱ�����ʧ�������ι����е���Ҫ��������Ϊ��̬�ظ��Ͷ�̬�ٽᾧ�����е���ʱ����̬�ظ�ռ������λ�������¶����ߣ�����������ת��Ϊ��̬�ٽᾧ���ٽᾧ�����ijߴ������¶ȵ����߶������ڶ�̬����ģ�ͺͼ�������ģ�ͣ�����ȱ����е���֯�ݱ䣬ȷ���úϽ���Ӧ����Ϊ0.7ʱ�����˼ӹ���ΧΪ���¶ȷ�Χ400~420 �棬Ӧ������0.01~0.1 s-1����ʱ��Ӧ�Ķ�̬����ģ�ͼӹ�ͼ������ɢЧ�ʳ���33%����������ģ�ͼӹ�ͼ���ڼӹ�������65%~70%֮�䡣
[1] ������. Mg��CuԪ�ص��ص�7xxxϵ���Ͻ��������Լ�ǿ�ͻ������о�[D]. ����: �����Ƽ���ѧ, 2016.
[8] ף��״, ���һ�, �� ��, ��С��. �������7055���Ͻ��ȱ�����Ϊģ��[J]. ���ղ���ѧ��, 2016, 36(1): 18-25.
[9] SINGER A. Principles of spray rolling of metals[J]. Metals Materials, 1970, 4(6): 246-250.
[11] ף��״. �������7055���Ͻ��ȱ�����Ϊ�о�[D]. ��: ���մ�ѧ, 2016.
