
�ߵ����ܶȵ�������ͭ������Ӱ��
֣�Žܣ����ʷ壬�� �£����ذ�
(���ϴ�ѧ ұ���ѧ�빤��ѧԺ������ ��ɳ��410083)
ժ Ҫ��
ժ Ҫ����ͭ���Һ�м���������ͭ�����ѳ�����飬�����Һ��As����Ũ�ȴ�6 g/L���ӵ�12 g/L���Һ������������Ũ�ȷֱ��0.65��0.15 g/L����0.30��0.07 g/L���ࡢ��ȥ���ʷֱ�ﵽ53.85%��53.33%��ͭ���Һ��������ͭ��������Ũ��Ϊ45~50 g/L����������Ũ��Ϊ180~210 g/L�����Һ�¶�Ϊ65 ��ʱ�������ܶ�Ϊ300 A/m2�����½��е��õ�������ͭ�ﵽ�ߴ�����ͭ������(GB/T 467��1997)���������7 d��������ͭͭ��������Ϊ99.996 0%����������Ч��Ϊ99.1%�����Һ���顢�ࡢ������Ũ�ȷֱ�Ϊ13.65��0.36��0.075 g/L����������56.2%�ࡢ88.3%����������࣬��78.8%���������Һ�����3 d��ͭ��������Ũ�ȴ�45������51 g/L����������Ũ�ȴ�210�½���175 g/L���۵�ѹ��0.21������0.27 V��������ͭ���ᴦ����ά�ֵ����������С�
�ؼ��ʣ�
��ͼ����ţ�TF803.27 ���ױ�ʶ�룺A ���±�ţ�1672-7207(2009)02-0311-06
Effect of electrorefining with high current density on cathode copper
ZHENG Ya-jie, ZHAO Pan-feng, WANG Yong, L? Zhong-an
(School of Metallurgy Science and Engineering, Central South University, Changsha 410083, China)
Abstract: The Sb concentration of copper electrolyte decreases from 0.65 to 0.30 g/L, Bi from 0.15 to 0.07 g/L after As concentration increases from 6 to 12 g/L by adding copper arsenite to copper electrolyte. The removal rates of antimony and bismuth are 53.85% and 53.33%, respectively. The cathode copper electrorefined from purified copper electrolyte containing 45-50 g/L copper ion and 180-210 g/L sulfuric acid at 65 �� and 300 A/m2 gets up to the high pure grade of Chinese standard of GB/T 467��1997. The mass fraction of copper of cathode copper amounts to 99.996 0% and the cathode current efficiency is 99.1% after continuous electrolysis for 7 d. The concentration of As, Sb and Bi of electrolyte is 13.65, 0.36 and 0.075 g/L respectively after electrolysis. The 56.2% of Sb and 88.3% of Bi deposits in anode slime, while the 78.8% of As dissolves in the electrolyte. The copper ion concentration increases from 45 to 51 g/L, sulfuric acid from 210 to 175 g/L and the cell potential increases from 0.21 to 0.27 V after the continuous electrolysis for 3 d. The electrolysis can be performed continuously by removing suitable copper sulfate and adding sulfuric acid.
Key words: copper electrolyte; purification; current density; electrorefining
��ͭ��������У������ܶ�ֱ��Ӱ�����Ч�ʺ͵��ͭ��������������ͭ�����ǣ����������跨������ܣ��������������Ŀǰ�����⳧�Ҷ�������ڷ��������������������������߲��ܣ������ڷ������������Ч�ʵ�[1-2]�������������̶��ʲ�Ͷ�ʴ�[3]������ڹ����ر�����С��ҵδ�ܹ㷺���á��ڴ�ͳ��������²��ı伫�ಢ��ߵ����ܶ������ӵ�ͭ�������ķ�������ˣ���ͳ����ߵ����ܶ��Ծ���ͭ�����ҵ��ר��������ע���ȵ�����[4-5]�����ڳ���һ�㽫�����ܶȿ�����230 A/m2���ң���ͨ���������Һ���������Ӽ�����ǿ����[6]�ȷ����ɽ������ܶ���ߵ�260 A/m2���ϣ�����۵�ѹ����0.3 V���ڹ��⣬�����ܶȳ���280 A/m2ʱ��һ��������ڷ����������⣬���÷�����Ч����Ч�ʵͣ���Ĵ����ҹ��������ŵ������²��˲��á�
�������߸���ͭ���Һ�����¹���[7]������������ͭ�����ѳ��ࡢ�飬�о�300 A/m2�ߵ����ܶȹ������������Ż������ܶȣ��������Ӽ��¿���ͭ��������Ũ�ȡ���������Ũ�ȡ����Һ�¶ȵȶ�����ͭ����������Ӱ�죬�ó��ʺϸߵ����ܶȵ��Ĺ���������
1 ʵ ��
1.1 ʵ���Լ�
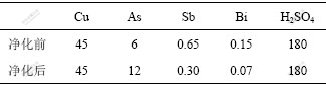
�Լ�Ϊ�����塢�ǽ�������(AR)������ͭ��ͭ����Ƭ���������ߴ�(������)��Ϊ100 mm��100 mm��ͭ���Һ����ɷ����1��ʾ��
��1 ����ǰ��ͭ���Һ�ɷ�
Table 1 Contents of electrolyte before and after purification ��/(g?L-1)
1.2 ʵ�鲽��
a. ͭ���Һ������������������ͭ[8]������Һ��ʹ������Ũ�ȴﵽ12 g/L����65 �����8 h���� �ˣ�������Һ������������Ũ�ȣ������������ѳ��ʡ�
b. ��⡣��ɰֽ��ĥ����������ʹ֮��࣬����10%�����������ϴ������ϴ���������ƽ�����ڵ����У�����800 mLͭ���Һ��ͨ��(WYJ-0~30 V/5 A��ֱ����ѹ��Դ)��⡣ʵ��ʱ����HL-2B�����Ժ�����ѭ�����Һ������ͬ�����ľ�Ϊ94 mm���� ���������10%��������ϴ�������棬���ɡ����ء���װ��
2 ���������
2.1 ͭ���Һ�ľ���
���ղ���a����Һ�м���������ͭ�������Ƶ��Һ��������Ũ��Ϊ12 g/Lʱ�����Һ������������Ũ�ȷֱ��0.65��0.15 g/L����0.30��0.07 g/L��������ȥ���ʷֱ�ﵽ53.85%��53.33%��
ͭ���Һ��As(III)��AsO2-��̬���ڣ�Sb(��)��SbO+��̬���ڣ�Sb(��)��HSb(OH)6��̬���ڡ������������£���������ã�������������࣬�䷴Ӧ����ʽ����[9]��
������������������Һ��������ɶ����������������ˣ����Һ�м���������ͭ���Һ��������Ũ���������͡�
ͭ��⾫���У���ͭ���Һ��������Ũ���ۻ��ɴ�50 g/L������![]() =0.337 V��
=0.337 V��![]() =0.254 V�жϣ���ͭ��������Ũ��Ϊ45 g/Lʱ���鲻������[10]��ʵ���У���ͭ��������Ũ�ȡ�10 g/Lʱ����Ż���������ͭ�������У������Һ���ࡢ������Ũ�ȸ�ʱ��������һ���γ�Ư�������࣬ճ��������ͭ����Ӱ������ͭ��������ˣ��ѳ����Һ�е��ࡢ�飬�������ڵ��Һ�еĻ�����ȷ������ͭ��������Ҫ���ء�
=0.254 V�жϣ���ͭ��������Ũ��Ϊ45 g/Lʱ���鲻������[10]��ʵ���У���ͭ��������Ũ�ȡ�10 g/Lʱ����Ż���������ͭ�������У������Һ���ࡢ������Ũ�ȸ�ʱ��������һ���γ�Ư�������࣬ճ��������ͭ����Ӱ������ͭ��������ˣ��ѳ����Һ�е��ࡢ�飬�������ڵ��Һ�еĻ�����ȷ������ͭ��������Ҫ���ء�
����������Һ����������ͭ���������ᣬ��ͭ�������Һ�ɷ����1��ʾ��
2.2 �ߵ����ܶȵ��
2.2.1 �����ܶȶ�����ͭ����������Ӱ��
���þ���ǰ������Һ(��1)�����Ƶ��Һ�¶�65 �桢�ʵ����Ӽ����������ղ���b���8 h[11]�������ܶȶ�����ͭ����������Ӱ�����2��ʾ��
�ɱ�2��֪������ͭ��������������ܶ����߶��½����Ҳ��þ�������Һ���õ�������ͭ������������δ�������Һ�����������ͭ���������������Ӽ���[12]�����Һ�ɷּ��¶ȶ�����ͭ��������Ҳ����ҪӰ�졣ʵ��֤��ͨ���������ڵ����ܶ�Ϊ300 A/m2ʱ���õ�������ͭ���������ܴﵽ����ͭ������۱�������������ܶ�����ͭ�������������Զ��ɴ˲���������ͭ�������Һ���ɽ������ܶ������300 A/m2��
2.2.2 ͭ��������Ũ�ȶ�����ͭ����������Ӱ��
���������������䣬�����ܶ�Ϊ300 A/m2ʱͭ��������Ũ�ȶ�����ͭ����������Ӱ�����3��ʾ��
�ɱ�3��֪��ͭ��������Ũ�ȶ�����ͭ���������нϴ�Ӱ�졣��ͭ��������Ũ��Ϊ45~50 g/Lʱ�ܹ��õ��ϸ������ͭ���ڸߵ����ܶ��µ���ٶȼӿ죬����Ѹ���ܽ⣬����������ͭ����Ѹ����������������ͭ����Ũ���ݶ�Ѹ������Ũ�������ʹ�����׳����ӡ��ʵ���ߵ��Һ�ĺ�ͭ���ɼ���ͭ����Ũ���ݶȣ�ʹ�������������ܡ���ͭŨ�ȹ���ʱ������۵�ѹ������������ͭ�ᾧ�������ܵ��Ŀ��ܣ�Ӱ�������ĵ����ҵ��ʵ��ȷ�����˵�ͭ��������Ũ��Ϊ45~50 g/L��
2.2.3 ����Ũ�ȶ�����ͭ����������Ӱ��
�̶����������������䣬ͭ��������Ũ��Ϊ45 g/Lʱ��������Ũ�ȶ�����ͭ����������Ӱ�����4��ʾ��
�ɱ�4��֪����������Ũ�ȶ�����ͭ��������Ӱ���С���ʵ��������Ũ���ܹ����͵��Һ�ĵ��裬���Ͳ۵�ѹ���Ӷ����ٵ�ġ�����Ũ�ȹ���ʱ��Cu2+��ɢ���ͣ���Һ��Cu2+Ũ�Ȳ�����Ũ��������
���³��������ۻ�������ʵ���֪�����˵���������Ũ��Ϊ180~210 g/L��
2.2.4 ���Һ�¶ȶ�����ͭ����������Ӱ��
�̶����������������䣬����������Ũ��Ϊ210 g/Lʱ�����Һ�¶ȶ�����ͭ����������Ӱ�����5��ʾ���ɱ�5��֪���¶ȶ�����ͭ������������ҪӰ�졣�����¶ȣ����Һ�����ӵ�Ǩ���ٶȼӿ죬��������ͭ����ƶ�����٣�������ͭ���ӵľ��ȳ����������������������ϵ��������¶ȹ���[13]�����Һ������Ǩ���ٶȹ��죬ͭ���ӵ�����ٶȹ���ʹ����ֲڣ��ɴ˿���˵��75 ��ʱ����ͭ����ֲڡ�����֮�⣬���Һ��ˮ�����������ܺ����ӣ����Ӽ��ֽ��ٶȼӿ�Ȳ���Ӱ�졣��ˣ����˵ĵ��Һ�¶�Ϊ65 �档
2.3 �������7 dʵ��
�������ܶ�Ϊ300 A/m2ʱ�������������ʵ�飬�������7 d������ͭ����760 g�������ܽ�780 g��������ͭ��Ҫ���ʳɷֺ�����������6��ʾ��
�ɱ�6��֪��ʵ����������ͭ���ʺ���������������ﵽ�ߴ�����ͭ(Cu-CATH-1)���������ܺ���Ϊ0.004%������ͭ����Ϊ99.996%���ڵ������У�һ���������泤�����ӣ����������ŵ��ʱ���ӳ���
��2 �����ܶȶ�����ͭ����������Ӱ��
Table 2 Effect of current density on surface quality of cathode copper

��3 ͭ��������Ũ�ȶ�����ͭ����������Ӱ��
Table 3 Effect of cupric ion concentrate on surface quality of cathode copper

��4 ��������Ũ�ȶ�����ͭ����������Ӱ��
Table 4 Effect of sulfuric acid concentrate on surface quality of cathode copper

��5 ���Һ�¶ȶ�����ͭ������Ӱ��
Table 5 Effect of temperature on surface quality of cathode copper
��6 ����ͭ��Ҫ���ʳɷּ��������
Table 6 Impurity distribution in cathode copper and copper appearance quality ��/10-6

�������ղ���ʱ��������������Ҳ����ʱ���ӳ������ࡣ�ڵ����ܶ�Ϊ300 A/m2ʱ���������7 dʵ��֤����������ͭ����ͭ���Һ���ɵõ��ߴ�����ͭ�����ҿɴ���������Ч�ʡ�����Ч�ʼ���ʽΪ��
![]()
ʽ�У�IΪʵ�������I=3.85 A��tΪʵ�ʵ��ʱ�䣬t=168 h��DΪ����ͭ�ĵ绯������D=1.185������ʽ(2)��֪��=99.2%��������ܶ�Ϊ235 A/m2ʱ����Ч��Ϊ99.5%��ȣ������ܶ�������Ч�����½���ͭ���ĵ���Ч�ʿɱ�ʾΪͭ�Ļ�ԭ���������ܵ����ı�ֵ���ɴ��Ƶõ���Ч�ʱ���ʽ����[14]��
![]()
���У�FΪ�����ڳ���(96 485.338 C/mol)��RΪ���峣����R=8.314 J/(mol?K)��TΪ����ѧ�¶ȣ�K��KΪ��Ӧƽ�ⳣ����![]() Ϊ��������λ��
Ϊ��������λ��![]() ��nΪ��Ӧ�ĵ��ӵ�ʧ����
��nΪ��Ӧ�ĵ��ӵ�ʧ����![]() Ϊ������ɴ���ϵ�������ڷ�ӦCu2++2e��Cu����ֵΪ0.5�� idΪ�������ܶȣ�ikΪ���������ܶȡ�
Ϊ������ɴ���ϵ�������ڷ�ӦCu2++2e��Cu����ֵΪ0.5�� idΪ�������ܶȣ�ikΪ���������ܶȡ�
�ɼ��������������ܶ�����ʱ��![]() ������Ч���½���
������Ч���½���
�����������в۵�ѹ��ͭ���Һ��ͭ���ӡ����ᡢ�顢�ࡢ������Ũ������ʱ��ı仯����ֱ���ͼ1��2��ʾ��
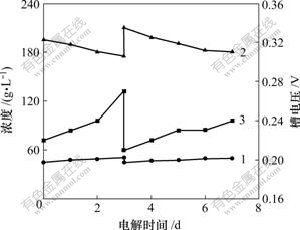
1��ͭ���ӣ�2�����3���۵�ѹ
ͼ1 ���ʱ��Բ۵�ѹ����ͭŨ�ȵ�Ӱ��
Fig.1 Effect of time on tank voltage and concentration of copper ion and H2SO4
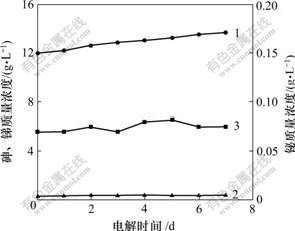
1���飻2���ࣻ3����
ͼ2 ���ʱ����顢���������Ũ�ȵ�Ӱ��
Fig.2 Effect of time on concentration of As, Sb and Bi
��ͼ1��֪������ʱ����ӳ�ͭ��������Ũ����������������Ũ�Ƚ��ͣ��۵�ѹ�����3 d��ͭ��������Ũ����ԭ����45 g/L������51 g/L����������Ũ����ԭ����210 g/L�½���175 g/L���۵�ѹ��0.21 V������0.27 V��
����ͭ������������Ч�ʸ�������Ч�ʣ���ɵ��3 d����Һ��ͭ��������Ũ������51 g/L�����ѳ�����ͭ��������ͭ��������Ũ��Ϊ45 g/L����������Ũ��Ϊ210 g/Lʱ���۵�ѹ�½���0.21 V���۵�ѹ�����ʽ(4)��ʾ��
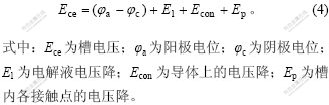
�����ضԲ۵�ѹӰ���С˳��Ϊ[15]��El��Econ�� Ep����a-��c���ɼ������Һ��ѹ��Ϊ�۵�ѹ�е���Ҫ���ء�Ӱ����Һ��ѹ����Ҫ�����е����ܶȡ�����������뼰��Һ�ȵ��裬�ȵ������¶Ⱥ͵��Һ�ɷ��йأ��������ܶ�һ��ʱ��ͭ���Һ��ѹ�����������ͭ�������������ӵ�Ũ��Ӱ�죬������Ũ���½���Cu2+Ũ������ʱ����������ѹ�����������Һ�ɷֲ���ʱ�����Һ��ѹ���ɵ����ܶȾ����������ܶ�������ʹ�۵�ѹ������ˣ�Ϊ���Ͳ۵�ѹ��ʡ��ģ��ߵ����ܶȵ��ʱӦ�������������Ũ�ȣ�����ͭ����Ũ�ȼ���������Ũ�ȡ�
��ͼ2��֪���������7 d�����Һ���������Ũ�ȴ�11.96 g/L���ӵ�13.65 g/L��������������Ũ�ȷֱ�Ϊ0.31~0.36 g/L��0.07~0.075 g/L����˵������������ͭ��������Һ����ܹ�ά�ֽϵ͵��ࡢ��Ũ�ȣ��Ӷ���Ч����Ư��������IJ��������ԣ�����������ͭ������ĵ��Һ���е���ǿ��еġ�
���7 d���������8.13 g����XRF����������Ҫ�ɷ����7��ʾ��
��7 �������ʵ��������������Ҫ�ɷ�
Table 7 Content of anode slime ��/%
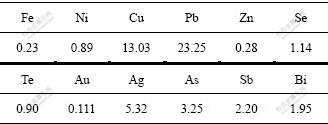
�ɱ�7��֪������ͭ�е��顢����鲿�ֽ����������ࡣ��ɷ��빤ҵ��������������ɷֻ���һ�¡�
����ͭ���顢�ࡢ�麬���ֱ�Ϊ0.22%��0.041%��0.023%�������㣬����ͭ�ܽ���顢�ࡢ���ڵ��Һ������ͭ����������еķ������8��ʾ��
��8 �������顢�����ķ���
Table 8 Distribution of As, Sb and Bi from anode
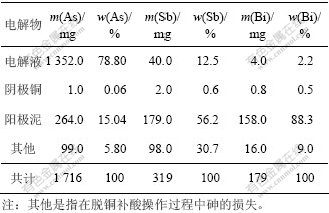
�ɱ�8��֪������ͭ�е���78.8%�����˵��Һ��15.4%�Գ�����ʽ�����������ࣻ�ࡢ���������������ֱ�Ϊ56.2%��88.3%��������Һ�Ľ��١�
3 �� ��
a. ������ͭ�ܹ�����ͭ���Һ�ѳ�����飬�����Һ��������Ũ��Ϊ12 g/Lʱ���������ѳ��ʷֱ�ﵽ53.85%��53.33%��
b. ���þ�����ͭ���Һ���е�⣬��ͭ��������Ũ��Ϊ45~50 g/L����������Ũ��180~210 g/L�����Һ�¶�65 ��ʱ���ڵ����ܶ�Ϊ300 A/m2���������Ӽ����������µ��8 h���õ�������ͭ����⻬�����ӣ�õ��졣�������ﵽ�ߴ�����ͭ������(GB/T 467��1997)��
c. �������7 d��������ͭͭ��������Ϊ 99.996 0%����������Ч��Ϊ99.1%�����Һ���顢�ࡢ������Ũ�ȷֱ�Ϊ13.65��0.36��0.075 g/L���ڵ������У�56.2%���88.3%������������࣬��78.8%��������˵��Һ��
�ο����ף�
[1] ��ɫ������ȡұ���ֲ��ί��. ��ɫ������ȡұ���ֲ�(ͭ����)[M]. ����: ұ��ҵ������, 2000.
Editor committee of nonferrous metal extracting handbook. Nonferrous Metal Extracting Handbook (Copper and Nickel Volume)[M]. Beijing: Metallurgical Industry Press, 2000.
[2] �ƻ���. ��¡��˾20��ֵ��շ�����֤��ѡ��[J]. ��ɫ����(ұ������), 2007(1): 2-4.
HUANG Hui-rong. Demonstrate and select for 200 kt/a copper electrolysis process of Jinlong Copper[J]. Nonferrous Metals (Extractive Metallurgy), 2007(1): 2-4.
[3] ������, �ؼ���. �ִ�ͭұ��ѧ[M]. ����: ��ѧ������, 2003: 575-580.
ZHU Zu-ze, HE Jia-qi. Modern copper metallurgy science[M]. Beijing: Science Press, 2003: 575-580.
[4] ��Ω��, �� ��, �μ���, ��. Ӱ��ͭ�������ܶ���ߵ���Ҫ����[J]. ����ұ��, 2003, 11(2): 19-20.
XU Wei-ling, GUO Ming, DUAN Ji-ming, et al. Main factors on influencing the current density increase of copper electrolysis[J]. Henan Metallurgy, 2003, 11(2): 19-20.
[5] Harvey W W, Randlett M R, Bangerskis K I. High current density copper electrorefining and electrowinning in a series cell EM dash. electrorefining[J]. Journal of Metals, 1975, 27(7): 19-25.
[6] ������. �ߵ����ܶ���������ͭ��ʵ��[J]. ��ɫұ��(�ؽ���), 2001, 12(6): 21-24.
LI Yong-chun. Producing cathode copper under high current density[J]. Nonferrous Smelting, 2001, 12(6): 21-24.
[7] ֣�Ž�, Ф����, �� ��. ������ͭ���Ʊ���Ӧ��: �й�, 200610031980.7[P]. 2006-07-19.
ZHENG Ya-jie, XIAO Fa-xin, WANG Yong. The preparation and application of arsenic copper: CN, 200610031980.7[P]. 2006-07-19.
[8] ֣�Ž�, �� ��, ���ʷ�. һ�����ú����ˮ�Ʊ�������ͭ������ͭ�ķ���: �й�, 200610032456.1[P]. 2006-10-25.
ZHENG Ya-jie, WANG Yong, ZHAO Pan-feng. A method of producing arsenite copper and arsenate copper from waste acid contained As: CN, 200610031980.7[P]. 2006-10-25.
[9] XIAO Fa-xin, ZHENG Ya-jie, WANG Yong, et al. Novel technology of purification of copper electrolyte[J]. Transactions of Nonferrous Metals Society of China, 2007(17): 1069-1074.
[10] ������, �ؼ���. �ִ�ͭұ��ѧ[M]. ����: ��ѧ������, 2003: 503.
ZHU Zu-ze, HE Jia-qi. Modern metallurgy of copper[M]. Beijing: Science Press, 2003: 503.
[11] ��۷�. �����������ͭ��⾫�������е�Ӧ��[J]. ��ɫұ��, 1998(1): 23-27.
HOU Hui-fen. Application of surface-active substance in copper electrorefining[J]. Nonferrous Smelting, 1998(1): 23-27.
[12] Ojaghi I M, Safarzadeh Y H, Sadegh M. The effect of additives on anode passivation in electrorefining of copper[J]. Chemical Engineering and Processing, 2007, 46(8): 757-763.
[13] Moats M S, Hiskey J B, Collins D W. The effect of copper, acid, and temperature on the diffusion coefficient of cupric ions in simulated electrorefining electrolytes[J]. Hydrometallurgy, 2000, 56(3): 255-268.
[14] ������. ���۵绯ѧ����[M]. ��ɳ: ���Ϲ�ҵ��ѧ������, 1987: 410-412.
GONG Zhu-qing. Theoretical electrochemistry introduction[M]. Changsha: Central South University of Technology Press, 1987: 410-412.
[15] ������, ������. ��ϸ��������ͭ�����[J]. ұ��Կ�, 2001(5): 31-33.
SHE Zhi-min, LIANG Wen-lin. Discussion on reducing power consumption during copper electrolytic process[J]. Metallurgical Collections, 2001(5): 31-33.
�ո����ڣ�2008-03-21�������ڣ�2008-06-10
������Ŀ���㶫ʡ���»���������Ŀ(200501045)
ͨ�����ߣ�֣�Ž�(1959-)���У����ϳ����ˣ���ʿ�����ڣ���ʿ����ʦ������ʪ��ұ��ˮ��Ⱦ���ơ���Դ�ۺ������о����绰��0731-8836285��E-mail: zzyyjj01@yahoo.com.cn
[1] ��ɫ������ȡұ���ֲ��ί��. ��ɫ������ȡұ���ֲ�(ͭ����)[M]. ����: ұ��ҵ������, 2000.
[3] ������, �ؼ���. �ִ�ͭұ��ѧ[M]. ����: ��ѧ������, 2003: 575-580.
[4] ��Ω��, �� ��, �μ���, ��. Ӱ��ͭ�������ܶ���ߵ���Ҫ����[J]. ����ұ��, 2003, 11(2): 19-20.
[6] ������. �ߵ����ܶ���������ͭ��ʵ��[J]. ��ɫұ��(�ؽ���), 2001, 12(6): 21-24.
[14] ������. ���۵绯ѧ����[M]. ��ɳ: ���Ϲ�ҵ��ѧ������, 1987: 410-412.
" target="blank">[15] ������, ������. ��ϸ��������ͭ�����[J]. ұ��Կ�, 2001(5): 31-33.SHE Zhi-min, LIANG Wen-lin. Discussion on reducing power consumption during copper electrolytic process[J]. Metallurgical Collections, 2001(5): 31-33.
