

Damping behavior and mechanical properties of Mg-Cu-Mn alloy processed by equal channel angular pressing
ZHENG Ming-yi(֣����), FAN Guo-dong(������), TONG Li-bo(١����),
HU Xiao-shi(��Сʯ), WU Kun(�� ��)
School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China
Received 12 June 2008; accepted 5 September 2008
Abstract:
Equal channel angular pressing(ECAP) was conducted at 250 �� for 4 passes to the as-extruded Mg-3%Cu-1%Mn alloy with high strength and high damping capacity. After ECAP processing, the grain of as-extruded alloy is significantly refined to about 4 ��m, both yield strength and tensile strength of the as-extruded Mg-Cu-Mn alloy are decreased, but the ductility is improved. After the ECAP processing, the damping capacity of Mg-Cu-Mn alloy is decreased at room temperature, while is substantially increased at elevated temperatures. After annealing at 300 �� for 1 h, both yield strength and tensile strength of the ECAPed alloy are further decreased, but the ductility is significantly improved. The damping capacity of the as-annealed alloy is increased at room temperature, while is decreased at elevated temperatures. The mechanisms for damping capacity of the alloy at ambient and elevated temperatures were discussed.
Key words:
Mg-Cu-Mn alloy; ECAP; microstructure; mechanical properties; damping capacities;
1 Introduction
Owing to their low density and high specific strength, magnesium alloys have high potential as structural materials[1]. Furthermore, development of high damping Mg alloys is also expected because pure Mg has a good damping capacity. However, contrary to the expectations, the commercial cast and wrought Mg alloys, such as AZ(Mg-Al-Zn) and ZK(Mg-Zn-Zr) alloy series, are poor in their damping capacity. Although the K1X1 (Mg-0.6%Zr)[2] and Mg-Cu-Mn[3] casting alloys with excellent damping capacity at engineering stress levels have been developed, they are not strong enough to be used in structural components. Therefore, to widen the application of Mg alloys in various structural components, there is an urgent need to develop high damping Mg alloys with improved strength[2].
As one of the typical severe plastic deformation (SPD) techniques, equal channel angular pressing (ECAP) has attracted considerable attention in recent years[4]. ECAP processed magnesium alloys, having unique microstructure different from conventional extruded or rolled magnesium alloys, exhibit high strength, high ductility as well as low temperature superplasticity due to the grain refinement and texture modification[5]. This novel microstructure obtained by ECAP may have a significant influence on the damping capacity of Mg alloys. However, very few studies have been performed on the effect of ECAP on damping capacity of Mg alloys[6-7].
As a basic research on the development of wrought Mg alloy with high damping capacity, the present research attempts to investigate the effect of ECAP and subsequent annealing treatment on the mechanical properties and damping behavior of the extruded Mg-Cu-Mn alloy with high damping capacity.
2 Experimental
The material used in this investigation was an extruded Mg-Cu-Mn alloy having a composition of Mg- 3.0%Cu-1.0%Mn (mass fraction). 10 mm��10 mm��60 mm rectangular billets were machined from the extrusion rods for ECAP. The ECAP die had a channel angle of 90? and a curvature angle of 37?. The ECAP was conducted at 250 �� for 4 passes, using processing route BC. The 4-pass ECAPed alloy was then annealed at 300 �� for 1 h.
The microstructures of the alloys were examined with an Olympus DP11 optical microscope(OM). The crystallo- graphic features of the alloy were determined by XRD using a Philips X��Pert diffractometer with Cu K�� radiation. Tensile tests were performed at room temperature using an Instron 5569 universal test machine at a crosshead speed of 1 mm/min. The tensile axis was selected to be parallel to the pressing direction of the ECAPed alloy.
The damping capacities of the alloys were tested by dynamic mechanical analyzer DMA-Q800 using single cantilever vibration mode. The specimens for damping measurements had the same dimensions of 38 mm��10 mm��1 mm. Measurements of damping capacity at ambient temperature were made at various strain amplitudes ranging from 4��10-6 to 8��10-4 with vibration frequency of 1 Hz. For the measurements of temperature dependence of damping capacities, the testing conditions were as follows: the strain amplitude 4��10-5, the vibration frequencies 0.5-10 Hz, the temperature range 25-400 �� and the heating rate 5 ��/min.
3 Results and discussion
3.1 Microstructure
Fig.1 shows the typical optical microstructures of the as-extruded, as-ECAPed and ECAP+annealed Mg- Cu-Mn alloys, respectively. The average grain size in the as-extruded alloy was measured as about 25 ��m. The grain boundaries were well-defined and the grains were reasonably equiaxed, suggesting that dynamic recrystallization(DRX) took place during the extrusion at 350 ��. In addition, twinning can be observed obviously in the as-extruded alloy. After 4-pass ECAP at 250 ��, the average grain size was substantially refined to about 4 ��m. However, the grain boundaries were not clearly defined, which may be due to the intensive strain introduced. After subsequent annealing at 300 �� for 1 h, the grain size was increased to about 20 ��m due to the recrystallization and grain growth.
Fig.2 shows the XRD spectra of the as-extruded, as-ECAPed and ECAP+annealed Mg-Cu-Mn alloy. It can be seen that the alloy consisted of ��-Mg, Mg2Cu and ��-Mn, and there was no obvious difference in phase composition of the alloy under three different conditions. It should be noted that after 4-pass ECAP and subsequent annealing treatment, the intensity of basal plane peak was significantly decreased, which indicated that the basal-plane textures of the alloy were weakened after ECAP. In our previous work, it was indicated that the as-extruded Mg alloy generally exhibited an ED// <![]() > fiber texture, while in the as-ECAPed alloy, basal planes tended to be inclined at about 45? to the extrusion direction[8].
> fiber texture, while in the as-ECAPed alloy, basal planes tended to be inclined at about 45? to the extrusion direction[8].
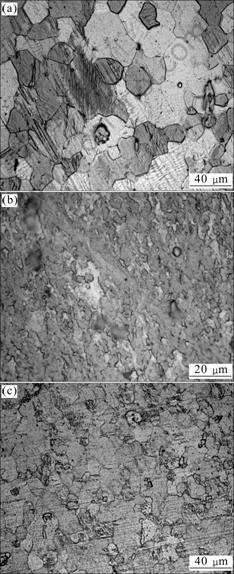
Fig.1 Optical micrographs of as-extruded (a), as-ECAPed (b) and ECAPed+annealed (c) Mg-Cu-Mn alloy
3.2 Mechanical properties
The tensile stress��strain curves of the as-extruded, as-ECAPed and ECAP+annealed Mg-Cu-Mn alloys are shown in Fig.3. The as-extruded alloy exhibited high yield strength and ultimate tensile strength, while the as-ECAPed alloy showed no obvious strain hardening, and exhibited lower yield strength and ultimate tensile strength and slightly increased ductility. After subsequent annealing, the yield strength and ultimate tensile strength were further decreased, while the elongation was increased significantly due to the obvious strain hardening.
In general, the yield strength of a polycrystalline material increased with the decrease of grain size according to Hall-Petch relation. As shown in Fig.1, the grain size was substantially reduced after 4-pass ECAP. Therefore, such grain size dependency of yield strength did not exist in the present case. The variation of tensile properties, especially yield strength, of the ECAPed and subsequent annealed alloy is considered to result from crystallographic texture modification during ECAP due to the strong anisotropy of slip systems at room temperature.
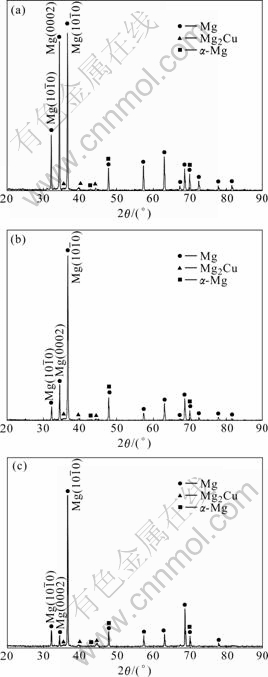
Fig.2 XRD spectra of as-extruded (a), as-ECAPed (b) and ECAPed+annealed (c) Mg-Cu-Mn alloy
When the ECAPed specimen was tensioned along the extrusion direction, easy basal slip would occur because maximum shear force occurred on the plane inclined at 45? to the tensile direction due to the high Schmid factor. As a result, the proof stress would be remarkably reduced. In addition, the easy basal slip will also enhance the ductility of the alloy. While for the as-extruded alloy, in which the basal plane was oriented parallel to the extrusion direction, the Schmid factor for basal slip was nearly 0 when the specimen was tensioned along the extrusion direction. Therefore, almost no shear force operated on the basal plane. As a result, it would be difficult for basal slip to occur. Consequently, the ultimate tensile strength and yield strength would increase simultaneously with the decrease of the elongation as compared with ECAPed and subsequent annealed alloy.
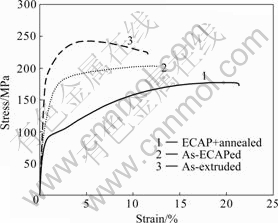
Fig.3 Tensile stress��strain curves of Mg-Cu-Mn alloy under different conditions
3.3 Damping capacity characteristics
3.3.1 Strain amplitude dependence of damping capacity
Fig.4(a) shows the damping capacities measured at room temperature as a function of the strain amplitude for the as-extruded, as-ECAPed and ECAPed+annealed Mg-Cu-Mn alloy. All the damping capacity curves exhibited two regions. At low strain amplitudes, the damping was weakly dependent on the strain amplitude, and beyond a critic strain amplitude, the damping capacities became strongly amplitude dependent. At strain amplitude lower than 4��10-5, the damping capacity kept almost the same value for the alloy under three different conditions. It can be seen that the critic strain was significantly increased after ECAP processing, while was slightly decreased after subsequent annealing. The damping capacity of the ECAPed+annealed alloy was affected mostly by strain amplitude at higher strain amplitude, and it started to be higher than that of the as-ECAPed alloy at strain amplitude larger than 3��10-4,and even higher than that of the as-extruded alloy at strain amplitude larger than 8��10-4.
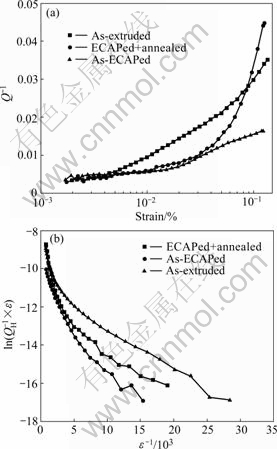
Fig.4 Strain amplitude dependence of damping capacity (a) and G-L plots of Mg-Cu-Mn alloy under different conditions (b)
After ECAP processing, due to grain refinement and tangled dislocations formed, the average length of dislocation segments was decreased, resulting in the decreased damping capacity. After subsequent annealing treatment, the texture was almost kept same as that of the as-ECAPed alloy, and the grain size was increased obviously close to that of the as-extruded alloy. However, at strain amplitude smaller than 3��10-4, the damping capacity in the as-annealed alloy was almost the same as that of the as-ECAPed alloy with fine grains, indicating that the damping capacity at lower strain amplitude was not sensitive to the grain size. The much higher damping capacity for the as-annealed alloy at larger strain amplitude may be related to the larger grain size and texture modification of the basal plane, which facilitated the motion of basal dislocation.
If the increase in damping capacity is caused by the dislocation detachment, the G-L plots (i.e. ln(QH-1����) vs ��-1) should be straight lines[9]. Fig.4(b) shows the G-L plots of the as-extruded, as-ECAPed and ECAPed+ annealed Mg-Cu-Mn alloy. It can be seen that the G-L plots of the Mg-Cu-Mn alloys under three different conditions showed no linear relation. Similar results have been obtained in sintered Mg-Cu-Mn alloy[10], rolled Mg-Al alloys[11] and Mg-Ca binary alloys[12]. This implies that other mechanisms different from dislocation damping may also contribute to the damping capacity of the alloy. Twins were observed in the as-extruded and ECAPed+annealed alloy, and such twins may play a role in their damping capacity[10]. While in the as-ECAPed alloy with fine grains, the grain boundary sliding may also contribute to its damping capacity at ambient temperature. In addition, another new model of damping in Mg was proposed recently. It postulated that the damping was due to the formation of incipient kink bands(IKBs) which were fully reversible dislocation- based loops nucleated on the easy slip planes of plastically anisotropic solids[13].
3.3.2 Temperature dependence of damping capacity
Fig.5 shows the temperature dependence of damping capacities for Mg-Cu-Mn alloy measured at a strain amplitude of 4��10-5 and vibration frequency of 1 Hz. In the measuring temperature range, the as-ECAPed alloy exhibited the highest damping capacity, which was significantly decreased after subsequent annealing. It should be noted that the temperature dependent damping curve of the ECAPed+annealed alloy became almost superposed with that of the as-extruded alloy except the temperature range of 150-250 ��.
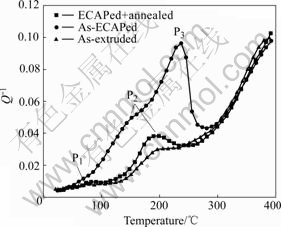
Fig.5 Temperature dependence of damping capacity of Mg-Cu- Mn alloy under different conditions
The as-extruded alloy exhibited two damping peaks at about 70 �� (termed P1) and 200 �� (termed P2), respectively. P1 peak was considered to be related to the dislocation glide controlled by the climb of jogs and diffusion of vacancies along dislocations[14], and P2 peak was caused by grain boundary sliding[15]. P2 peak which shifted to a lower temperature of 150 �� became notably larger in the as-ECAPed alloy which began to show damping above background at 50 �� as compared with 125 �� for the as-extruded alloy. In the as-ECAPed alloy, the P1 peak was not obvious, which may be masked by the high P2 peak resulted from the substantially increased grain boundary area. It should be noted that a new P3 peak appeared at about 230 ��, which disappeared after subsequent annealing at 300 �� for 1 h.
Fig.6 shows the effect of frequency on the damping capacity of the as-ECAPed alloy at elevated temperatures. It can be seen that the P2 peak shifted to a higher temperature with increasing frequency, indicating that it may be a relaxation peak. Fig.7 shows the Semi- logarithmic plot of circular frequency versus reciprocal peak temperature for the P2 peak obtained by background subtraction using a fitting software PeakFit. From the slope of the straight line, the activation energy Q for the P2 peak of as-ECAPed allay can be calculated to be 116 kJ/mol, which is between the activation energy of grain boundary diffusion and lattice self-diffusion of Mg. Therefore, the P2 peak can be considered to be a grain boundary peak. The activation energies Q for the P2 peak in the ECAPed+annealed and as-extruded Mg-Cu-Mn alloy shown in Fig.7 are calculated to be 143 kJ/mol and 147 kJ/mol, respectively. The almost same value of activation energy in the ECAPed+annealed and as-extruded alloy indicated that the grain boundary structure was almost the same in them. The much lower activation energy in the as-ECAPed alloy resulted from non-equilibrium grain boundaries which transferred to an equilibrium state after subsequent annealing.
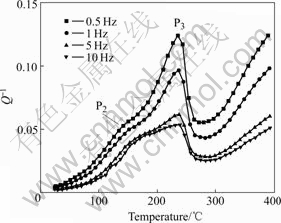
Fig.6 Temperature dependence of damping capacity under various frequencies for as-ECAPed alloy
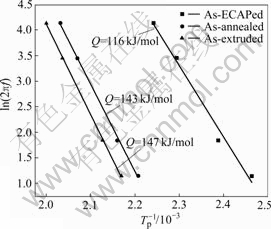
Fig.7 Semi-logarithmic plot of circular frequency vs reciprocal peak temperature for P2 Peak
From Figs.6 and 7, it is interesting to note that the position of P3 peak is insensitive to the measuring frequency. And after annealing treatment, the peak disappeared, as shown in Fig.5. The mechanisms for the P3 peak in the as-ECAPed alloy is unclear now, which may be related to the migration of grain boundary and reconfiguration of dislocations due to recrystallization occurring during the DMA test. Recrystallization process was completed after subsequent annealing, so the P3 peak disappeared.
4 Conclusions
1) After 4-pass ECAP at 250 ��, the grain size of extruded Mg-3%Cu-1%Mn alloy was significantly refined to about 4 ��m, both the yield strength and tensile strength of the as-extruded Mg-Cu-Mn alloy were decreased, but the ductility was improved, which mainly resulted from the weakening of the basal plane texture. After subsequent annealing at 300 �� for 1 h, both the yield strength and tensile strength of the ECAPed alloy were further decreased, but the ductility was significantly improved.
2) After ECAP processing, due to the significant grain refinement, the damping capacity of the Mg-Cu-Mn alloy was decreased at room temperature. After subsequent annealing, the damping capacity was increased again, and became higher than that of the as-extruded alloy at higher strain amplitude. In addition to G-L dislocation damping, other mechanisms may also contribute to damping capacity of the as-ECAPed alloy at ambient temperature.
3) The as-ECAPed alloy exhibited the highest damping capacity at the measuring elevated temperature range due to the fine grain size and non-equilibrium grain boundaries. After subsequent annealing, owing to the grain growth and equilibrium grain boundaries, the damping capacity was obviously decreased, close to that of the as-extruded alloy.
References
[1] KOJIMA Y, AIZAWA T, KAMADO S, HIGASHI K. Progressive steps in the platform science and technology for advanced magnesium alloys [J]. Mater Sci Forum, 2003, 419/422: 3-20.
[2] JAMES D W. High damping metals for engineering applications [J]. Mater Sci Eng, 1969, 4: 1-8.
[3] NISHIYAMA K. Magnesium alloys with high damping capacity [J]. Jpn Res Ins Mater Technol, 1994, 12: 37-45. (in Japanese)
[4] VALIEV R Z, ISLAMGALIEV R K, ALEXANDROV I V. Bulk nanostructured materials from severe plastic deformation [J]. Progr Mater Sci, 2000, 45: 103-189.
[5] ZHENG Ming-yi, XU Shi-wei, QIAO Xiao-guang, WU Kun, KAMADO S, KOJIMA Y. Compressive deformation of Mg-Zn-Y-Zr alloy processed by equal channel angular pressing [J]. Mater Sci Eng A, 2008, 483/484: 564-567.
[6] ZHENG Ming-yi, HU Xiao-shi, XU Shi-wei, QIAO Xiao-guang, WU Kun, KAMADO S, KOJIMA Y. Mechanical properties and damping behavior of magnesium alloys processed by equal channel angular pressing [J]. Mater Sci Forum, 2007, 539/543: 1685-1690.
[7] CHUVIL��DEEV V N, NIEH T G, GRYAZNOV M Y, SYSOEV A N, KOPYLOV V I. Low temperature superplasticity and internal friction in microcrystalline Mg allays processed by ECAP [J]. Scr Mater, 2004, 50: 861-865.
[8] ZHENG Ming-yi, XU Shi-wei, QIAO Xiao-guang, WU Kun, KAMADO S, KOJIMA Y, BROKMEIER H G. Equal channel angular pressing of magnesium alloy containing quasicrystal phase [J]. Mater Sci Forum, 2006, 503/504: 527-532.
[9] GRANATO A, LUCKE K. Theory of mechanical damping due to dislocation [J]. J Appl Phys, 1956, 27: 583-593.
[10] NISHIYAM K, MATSUI R, IKEDA Y, NIWA S, SAKAGUCHI T. Damping properties of a sintered Mg-Cu-Mn alloy [J]. J Alloys and Compounds, 2003, 355: 22-25.
[11] KAGEYAMA H, SHIMAZU M, KAMADO S, KOJIMA Y. Effect of alloying elements and heat treatment on damping capacity of Mg-Al alloys [J]. J Japan Inst Light Metals, 1998, 48: 217-221.
[12] WAN Di-qing, WANG Jin-cheng, LIN Lin, FENG Zhi-gang, YANG Gen-cang. Damping properties of Mg-Ca binary alloys [J]. Physica B, 2008, 403: 2438-2442.
[13] ZHOU A G, BASU S, BARSOUM M W. Kinking nonlinear elasticity, damping and microyielding of hexagonal close-packed metals [J]. Acta Mater, 2008, 56: 60-67.
[14] FANTOZZI G, ESNOUF C, REIHANI S M S, REVEL G. An elastic behaviour of plastically deformed high purity magnesium between 10 and 500 K [J]. Acta Metall, 1984, 12: 2175-2183.
[15] MUNITZ A, RICKER R.E, PITCHURE D.J, KIMMEL G. The influence of thermomechanical treatment on the complex modulus of Mg alloy AZ31 [J]. Mater Metall Trans, 2004, 12: 103-106.
(Edited by YUAN Sai-qian)
Foundation item: Projects(50201005; 50571031) supported by the National Natural Science Foundation of China
Corresponding author: ZHENG Ming-yi; Tel: +86-451-86402291; E-mail: zhenghe@hit.edu.cn
