
DOI: 10.11817/j.issn.1672-7207.2017.01.012
��ɿ���ڿ����������ɵ���ֵģ��
�캣��������ϣ����棬�Ⲩ
(���ϴ�ѧ �����ܸ�����������ص�ʵ���ң����� ��ɳ��410083)
ժ Ҫ��
��ϵͳ�п���ĥ������⣬����RNG ��-������ģ�������ڵ���ˮ�������������������жԱ���֤ģ������ȷ�ԣ��ڴ˻�����������ɢ��ģ��ģ����������켣���о�ת�١������Ϳ��������Կó�ʴĥ�����Ե�Ӱ�졣�о����������ת��Խ�ߣ�����������������淢������ĸ���������ٶȴ�������ߣ��Ӿ��������ĥ������Խ�������ҶƬѹ�����λ��������ҶƬͷ��������Ƕ���֮������������Խ�����뵼Ҷ������ͷ��������������������ң�С��������δ��Ҷ�ַ��������������ռ䵼Ҷ���ٶȽϴԿռ䵼Ҷ��ĥ���Ҷ�ָ����أ�������������Ҷ�ֺͿռ䵼Ҷ��ĥ��̶Ȳ�����ϵ��������ԭ��
�ؼ��ʣ�
��ɿ��������ռ䵼Ҷ����ɢ��ģ������ֵģ����
��ͼ����ţ�TH311 ���ױ�־�룺A ���±�ţ�1672-7207(2017)01-0084-07
Numerical simulation of particle flow trajectory in slurry pump for deep-sea mining
XU Hailiang, ZENG Yicong, CHEN Qi, WU Bo
(State Key Laboratory of High-performance Complex Manufacturing,
Central South University, Changsha 410083, China)
Abstract: As slurry pump for deep-sea mining transportation system is easy to be weared, the fluid field of the slurry pump was solved by the RNG ��-�� turbulence model, and it was compared with the experimental results to check the calculation accuracy. Based on the results of the flow field, the particle flow trajectories were achieved by using discrete-phase model. The effects of pump speed, flow rate and particle diameter on the erosion characteristics of slurry pump were researched. The results show that with the increase of pump speed, probability of particle impacting on flow passage components wall increases. The impact velocity increases, which aggravates the abrasion of flow passage components. With the increase of flow rate, the location of particle impacting the blade surface gradually moves towards the inlet head of the blade, and the impact angle also increases, and the particle flow angle of the impeller increases. The particle is apt to impact on the inlet head of guide vane and flows more disorderly. The little particle never impacts on the impeller. But the velocity of particle impacting on the vaned diffuser is larger, and the erosion of the vaned diffuser is more serious than the impeller. The erosion of the large particle impacting on the impeller and vaned diffuser is little different, which is more accordant to the equivalent life design principles.
Key words: deep-sea mining; slurry pump; vaned diffuser; discrete phase model; numerical calculation
�������繤ҵ�ĸ��ٷ�չ��½����Դ����ݽߣ�����̲��ŷḻ�Ŀ����Դ����20���ͳ���ʼ�������������������˿��ɼ��������˹㷺�о�[1-2]���ձ���Ϊ��ˮ���ܵ�����ϵͳ��߹�ҵӦ��ǰ��������Ϊֹ������GE��˾[3-7]���Ƴ���ɿ�ã���ṹ��ʽ��Ϊ���ռ䵼Ҷʽ�༶���ıá�1978�꣬OMI���Ų��õ¹�KSB��˾�����Ŀ���̫ƽ����к�������[8]�����ֿô�����ĥ��ĥ���ά���������ѵ�ȱ�ݣ�����ʵ�ֹ�ҵӦ�ã�Ϊ�ˣ��迪չ���ڿ�ʯ�����������ɵ��о���Ϊ�����ܿõ������ṩ����ָ������������������ֵģ�ⷽ��(CFD)������ʽ��Һ���ڹ�Һ�������������������о��ѳ�Ϊ�о��ȵ㡣�������ڶ�ѧ�߲�����ֵģ�ⷽ�����������ڿ������������ɼ�������������ij�ʴĥ�����Խ����о�[9-14]��������(���Ͽ�ʽ�������ı�)���(���ռ䵼Ҷʽ�༶���ı�)�Ľṹ���ϴ���ΰ����[15]���ôֿ���-������ģ�ͶԿý�����ֵģ�⣬δ�漰��ĥ�����Ե��о���Ϊ�ˣ��������߲�����ɢ��ģ�ͶԿ��ڹ�������˶��켣������ֵģ�⣬����ת�١������Ϳ��������Կ��ڿ����������ɼ�ĥ�����Ե�Ӱ�죬�Ա�Ϊ���ڹ��������Ŀ�ĥ�Ż�����ṩ�������ݡ�
1 ����ģ�ͼ�����
1.1 ����ģ��
�õĽṹ��ʽΪ�ڶ�ʽ�༶���ıã���ṹ��ͼ1��ʾ��Ϊ���ڰ�װ����DZˮ����Ͷ༶���ı÷ֱ�̶��ڵ��Ͳ��ͱ�Ͳ���У�ͨ����˨�����ڷ��������Ͳ�塢��Ͳ��ͳ��ڷ����̶���ͬһ�����ϣ����ڷ����ͳ��ڷ��������Ӳ�ܴ������õ���Ʋ������£�����QΪ800 m3/h��ת��nΪ1 450 r/min�����HTΪ60 m������Ϊ2�����������HΪ30 m����������QVΪ420 m3/h��
Ҷ�ֵ���Ҫ���β������£�����ֱ��Dj=230 mm���⾶D2=370 mm�����ڿ���b2=70 mm��ҶƬ��Z=4���ռ䵼Ҷ����Ҫ���β������£����������ֱ��D3=377 mm�����������ֱ��D4=514 mm������L=225 mm����ҶƬ��z=5��Ҷ�ּ��ռ䵼Ҷ��ʵ��ģ����ͼ2��ʾ��
1.2 ����������
���ǵ���4���ý�����ֵģ�⽫�����dz�����������ͼ���ʱ����Ϊ����ģ�ͼ������о����ڣ�ֻ����Ҷ����ռ䵼Ҷ�����о������ݿõĽṹ�ص㣬���û���Ϊ4����������ˮ��������Ҷ���������ռ䵼Ҷ�����ͳ�ˮ������������Ҷ���뵼���ǽṹ���ӣ���������Ϊ�����������ȫ������ά����ģ����ͼ3��ʾ��

ͼ1 �ýṹͼ
Fig. 1 Structure diagram of slurry pump

ͼ2 Ҷ�ּ��ռ䵼Ҷ��ʵ��ģ��
Fig. 2 Model of impeller and vaned diffuser

ͼ3 ����ά����ģ��
Fig. 3 3D grid model of slurry pump
2 ��ѧģ��
2.1 ������ģ��
����(Һ)��Ϊ����ѹ��Һ̬ˮ��Ӧ����ŵӦ��ģ�Ͷ�����(Һ)������������ֵ���㣬���������̡��������̺���������(RNG ��-����������)������[16]��
2.2 ��ɢ��ģ��
���ڿ�ʯ���������������10%��������ɢ��ģ�͵�ʹ��Ҫ����ɢ�����������¼��裺��Һ�������������ǵ���ģ�����(Һ)���ͨ����ק������Ӱ����ɢ(����)����˶�������ɢ(����)�������(Һ)�������Ӱ����Բ��ơ���ɢ(����)����˶��켣�����Ƕ����ģ�����������(Һ)����������ָ���ļ�϶����ɡ�ͨ�����Lagrangian����ϵ�¿����������ַ��̣��ó���ɢ��������˶��켣��
���ڹ��������Ҫ�ܵ�3�����������ã��� 1 ��������������ѹ���ݶ�������ĸ��������� 2 ��Ϊƽ���ڹ�Һ��������˶������ϵ���������������Ҫ�������������������������� 3 ����Ϊ��ֱ�ڹ�Һ��������˶������ϵ���������������Ҫ��������������������Basset����Saffman ������ Magnus ���������У� Saffman������Magnus�����ɿ�����������ת�˶����𣬽����ǹۿ���(ֱ��Ϊ1~10 ��m)��Ч��������������Զ�����ǹۿ�����������ˣ��ɺ���Saffman������Magnus����������ţ�ٵڶ��˶����ɣ��Ƴ��������й�������ھ����˶�����ϵ��x������������Ʒ���Ϊ
 (1)
(1)
ʽ�У�FDΪ��λ������������������������ ��FVΪ��λ���������ĸ�����������
��FVΪ��λ���������ĸ����������� ��FPΪ����ѹ���ݶ������ĸ�������
��FPΪ����ѹ���ݶ������ĸ������� ��FBΪ��λ�����������ܵ�Basset����
��FBΪ��λ�����������ܵ�Basset���� ��gxΪx������������ٶȣ�CDΪ����ϵ����FxΪ�������������ܺͣ���Ҫ�����������Ϳ�������msΪ�������������usΪ�����ٶȣ�dsΪ����������
��gxΪx������������ٶȣ�CDΪ����ϵ����FxΪ�������������ܺͣ���Ҫ�����������Ϳ�������msΪ�������������usΪ�����ٶȣ�dsΪ���������� Ϊ�����ܶȣ�
Ϊ�����ܶȣ� Ϊ�����ܶȣ�
Ϊ�����ܶȣ� Ϊ���嶯���ȣ�ufΪ�����ٶȣ�ResΪ������ŵ����
Ϊ���嶯���ȣ�ufΪ�����ٶȣ�ResΪ������ŵ���� ΪҺ���ܶȣ�ulΪҺ���ٶȡ�����Ҷ����ת��Ϊz�ᣬ�ڵѿ�������ϵ��x��y�����ϵ�λ���������ĸ����������ֱ�Ϊ��
ΪҺ���ܶȣ�ulΪҺ���ٶȡ�����Ҷ����ת��Ϊz�ᣬ�ڵѿ�������ϵ��x��y�����ϵ�λ���������ĸ����������ֱ�Ϊ��
 (2)
(2)
 (3)
(3)
ʽ�У� ��
�� �ֱ�Ϊ������x��y�����ϵ��ٶȣ�
�ֱ�Ϊ������x��y�����ϵ��ٶȣ� ��
�� �ֱ�ΪҺ����x��y�����ϵ��ٶȣ�wΪ��������ת���ٶȡ����ڹ��������y��z���귽����������Ʒ�����x���귽����������Ʒ������ơ�
�ֱ�ΪҺ����x��y�����ϵ��ٶȣ�wΪ��������ת���ٶȡ����ڹ��������y��z���귽����������Ʒ�����x���귽����������Ʒ������ơ�
2.3 �߽�����
1) ���ڱ߽����������������࣬�����ٶȽ����������ٶ�Ҷ�ֽ��ڴ��ٶȾ��ȷֲ���������ɢ�࣬Ҷ�ֽ��ڽ���Ϊ������ʼ�㣬������ڽ��洦�����ٶȾ��ȷֲ���������Һ��ĸ���ϵ��ȡΪ1�������ڴ������Һ����ٶ���ͬ��
2) ���ڱ߽����������������࣬�������ɳ������������ٶ��ٶȷ������Ķ��ܡ��Ķ���ɢ���س��ڽ���ķ�����Ϊ0��������ɢ�࣬�������ݱ߽�������
3) ����߽����������������࣬�����������Ʊ���߽�������������ɢ�࣬���õ�����ײģ�͡�
3 ������֤
Ϊ��֤��������ȷ�ԣ��������ð�װ��ij��ҵ��˾30 m��ı�����ƽ̨���������о�������ѹ����������Ť�ش�������Ť�ز����Ƿֱ�����ý�����ѹ���� ��ת��Ť�ؼ�ת�٣�������������̼�Ч����������ֵģ�������жԱȣ���ͼ4��ʾ����ͼ4�ɿ����������Ч�ʵ�ģ���������������������10%���ڣ���������ˮ�����£��õ���ά������ֵģ���ȷ��Ϊģ����ɢ������˹��켣�춨�˻�����
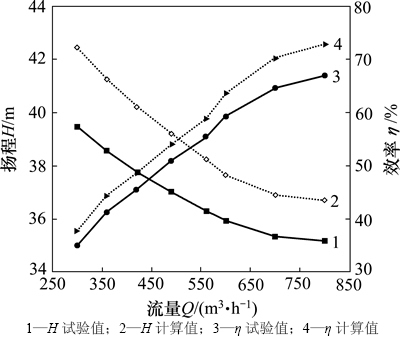
ͼ4 ��������ֵģ�����̺�Ч�����߶Ա�
Fig. 4 Comparison of head and efficiency curves between numerical simulation results and experiment results
4 ������������
4.1 ���ڿ����������ɷ���
�����ؽ�ˮ����������Ҷ����������Ҷ�ֵ���ת��ҶƬ�ż������£�������������������˶��ٶ���С���ھ�����������˶��ٶ�����������Ҷ�ֳ��ڸ�����ת����������ռ䵼Ҷ����ռ䵼Ҷ�ϸǰ巢��ײ�������ſռ䵼Ҷ�ϸǰ廮������Ҷѹ���棬Բ���ٶ���ת��Ϊ�����ٶȣ����ɿռ䵼Ҷ����������������ͼ5��ʾ��

ͼ5 ���ڿ���Ⱥ�˶��켣
Fig. 5 Trajectories of particles in slurry pump
Ϊ�˸�ֱ�۵���ʾ�������ڿ����˶��켣������ٶȺͳ���ǶȵȲ�����ȡ�����������жԱȷ�������ͬת�ٹ����¿��ڿ����˶��켣��ͼ6��ʾ�����У���ͷ��ʾ�������˶�������ɫ��ʾ��������ٶȡ�ÿ�����������ͬ�ij�ʼ�������������Ľ���λ������(x��y��z)��ͬ��
4.2 ת�ٶԿ��ڿ����˶����ɵ�Ӱ��
������QVΪ420 m3/h�Ϳ�������dΪ10 mmʱ���ֱ��ת��nΪ960��1 450��2 000 r/min������������������ֵģ�⣬������ת��n�Կ��ڿ����˶��켣��Ӱ�졣
��ͼ6�ɼ���ת�ٶԿ��ڿ����˶��켣��Ӱ��ʮ�����ԣ���ת�ٽϵ�ʱ��������ҶƬ�ż����ý�С����������˶��ٶȽ�С����Ҷ������������˶����ǽ�С��δ��ҶƬѹ���淢���������������Ҷ�����������ſռ䵼Ҷ�ϸǰ廮������Ҷѹ���棬����������ٶȽ�Ϊ0.97 m/s���ң�����������Ӱ�죬�������ֻ�������ͼ6(a)������ת����ߣ���������ٶ�Խ����Ҷ�ֱ��淢������ĸ������������ҶƬѹ�����λ��������ҶƬͷ��������Ƕ�Խ����ٶȴ������ߣ�������ռ䵼Ҷ�ϸǰ弰��Ҷѹ���淢��������ٶȺͽǶ���֮�������������1����ת�ٸ���ʱ��Ҷ�ֶ�����������Ч��������������ýϴ�Ķ��ܣ���ҶƬͷ��������Ƕȳ�����Խϴ�Ƕȷ�����������Ҷ�ֳ��ڴ������ǽ�С��ֱ�ӳ����Ҷ��������ڴ�������ٶȴﵽ24.08 m/s������Ƕ�Ϊ10�㣬���¸�����ĥ�����أ���ͼ6(c)��
����ĥ��ĥ��ԭ�������������ij�����������ٶȵ�2�η������ȣ��������ij�������Ǿ���ĥ�����Ҫ����[17]�����⣬���������Ŀ�ĥ���������Ƕ��������������ˣ���Ӧ�����ڸ�ת�ٹ��������У��Է�ֹ��������ĥ�����أ������̱õ�ʹ��������

ͼ6 ��ͬת�ٹ����¿��ڿ����˶��켣
Fig. 6 Trajectories of particle in slurry pump at different speeds
4.3 �����Կ��ڿ����˶����ɵ�Ӱ��
�ڱ�ת��nΪ1 450 r/min�Ϳ�������dΪ10 mm�Ĺ����£�������QV�ֱ�Ϊ420��560��700 m3/h������������������ֵģ�⣬��������QV�Կ��ڿ����˶��켣��Ӱ�졣ͼ7��ʾΪ��ͬ�����¿��ڵ����������˶��켣����ͼ7�ɼ��������Կ��ڿ����˶��켣��Ӱ������ԣ����������������Ľ����ٶ���֮���ӣ��������ҶƬѹ�����λ��������ҶƬͷ��������Ƕ���������ٶ�����С����Ҷ���������ڴ������������ٶ�������������С����ռ䵼Ҷ�ϸǰ巢��������ٶ���֮��������Ƕ���С�������������2��
������Ϊ420 m3/hʱ�����������ǽϴ�������ռ䵼Ҷ�������ڣ��ؿռ䵼Ҷ�ϸǰ廮������Ҷѹ����β������������������ռ䵼Ҷ��������ͼ7(a)��������Ϊ560 m3/hʱ��������������һ���� С�������뵼Ҷͷ��������Ƕȳ��������ٶ�Ϊ13.37 m/s������Ǵ�60�㣬���µ�Ҷͷ��ĥ�����أ�����������ռ䵼Ҷ�������ڣ�δ�뵼Ҷѹ���淢��������������ռ䵼Ҷ��������ͼ7(b)��������Ϊ700 m3/hʱ��������ҶƬͷ��������Ƕȳ�����Խ�С�Ƕȷ�����Ҷ�������������ؿռ䵼Ҷ�ϸǰ廮������Ҷ��������ڴ�������֮�������ٳ��������ٶȴ�18.29 m/s������Ƕ�Ϊ15�㣬�Ӿ絼Ҷ������ͷ���ij�ʴĥ�𣬿�������ռ䵼Ҷ�������ڣ�ʹ�����������������ң���ͼ7(c)��
��1 ��ͬת���¿����ij���ٶȼ�����Ƕ�
Table 1 Impact velocity and impact angle of particle at different speeds


ͼ7 ��ͬ�����¿��ڿ����˶��켣
Fig. 7 Trajectories of particle in slurry pump at different flow rates
��2 ��ͬ�����¿����ij���ٶȼ�����Ƕ�
Table 2 Impact velocity and impact angle of particle at different flow rates


ͼ8 ��ͬ���������¿��ڿ����˶��켣
Fig. 8 Trajectories of particle in slurry pump at different particle diameters
��3 ��ͬ���������¿����ij���ٶȼ�����Ƕ�
Table 3 Impact velocity and impact angle of particle at different particle diameters

4.4 ���������Կ��ڿ����˶����ɵ�Ӱ��
������QVΪ420 m3/h��ת��nΪ1 450 r/min�����£��Կ�������d�ֱ�Ϊ5��10�ͺ�15 mm������������������ֵģ�⣬�������������Կ��ڿ����˶��켣��Ӱ�졣
��ͬ���������¿��ڿ����˶��켣��ͼ8�����ſ��������������Ĺ���Խ��������ĸ�����Խ����¿��������ٶ�ԽС������ٶ�Խ�������ҶƬѹ�����λ��������ҶƬͷ��������ٶȼ�����ǶȾ���֮��������ҶƬ���淢������ĸ���Խ�Ӵ�ˮ����ʧ����Ҷ���������ڴ������������ٶ���С��������������������ռ䵼Ҷ�ϸǰ���ٶ���֮��С���뵼Ҷѹ���淢�������λ��������Ҷβ�����ҳ���ٶȼ�����ǶȾ��������������3��
��С��������(d=5 mm)�����£�����������ĸ����ԽϺã�δ��Ҷ�ֱ��淢����ײ����Ҷ�ֳ��ڴ�����ռ䵼Ҷ�������ڣ����ſռ䵼Ҷ�ϸǰ廮������Ҷѹ����β������˳�ŵ�Ҷѹ���������ռ䵼Ҷ��������ͼ8(a)���ڴ���������(d=15 mm)�����£�������ҶƬѹ����ͷ��������Ƕȳ�����Խ�С�Ƕȷ�������ҶƬѹ�����к��ٴη���С�Ƕȳ��������ռ䵼Ҷ�������ڣ���ռ䵼Ҷ�ϸǰ巢����γ�����ڵ�Ҷѹ����β��������Ƕȳ������ͼ8(c)��
�����ϣ�С����������ҶƬѹ����ij�ʴĥ��������Կռ䵼Ҷ�ϸǰ�ij�ʴĥ���൱���أ�������������Ҷ�ֺͿռ䵼Ҷ�ij�ʴĥ��̶��������ϵ��������ԭ��
5 ����
1) ����ת����ߣ���������ٶ�Խ���ҶƬѹ�����λ��������ҶƬͷ��������ǶȺͳ���ٶ���֮��������ռ䵼Ҷ�ϸǰ弰��Ҷѹ���淢��������ٶȴ������ߣ�����������Ŀ�ĥ��������Ӧ�����ڸ�ת�ٹ��������С�
2) �����������������ҶƬѹ�����λ��������ҶƬͷ��������Ƕ�����������ٶ������½�����Ҷ�ֳ��ڴ���������������������ռ䵼Ҷ�ϸǰ巢���������������ռ䵼Ҷ��һ���������뵼Ҷ������ͷ��������Ƕȳ��������ٶ�Ҳ�д������ߣ�ʹ�����������������ҡ�
3) ��������Խ�������ҶƬѹ�����λ��������ҶƬͷ��������ٶȺͳ���Ƕ�����������ҶƬѹ���淢������Ĵ������ӣ��Ӵ�Ҷ��������ˮ����ʧ�����������ٶ���֮��С����ռ䵼Ҷ�ϸǰ�͵�Ҷѹ���淢��������ٶ�ҲԽС���ҳ����Ҷѹ�����λ�����Ӽ����ڵ�Ҷβ����С����������Ҷ��ĥ��������Կռ䵼Ҷ��ĥ������أ�������������Ҷ�ֺͿռ䵼Ҷ��ĥ��̶��������ϵ��������ԭ��
�ο����ף�
[1] CHUNG J S. Deep ocean mining technology ��: developments [C]// Proceedings of The Eighth ISOPE Ocean Mining Symposium. Chennai, India: International Society of Offshore and Polar Engineers, 2009: 1-7.
[2] LIU Shaojun, YANG Ning, HAN Qingjue. Research and development of deep sea mining technology in China[C]// ASME 2010 29th International Conference on Ocean, Offshore and Arctic Engineering. Shanghai, China: American Society of Mechanical Engineers, 2010: 163-169.
[3] ROGERS S. Seafloor resource production[R]. Toronto, Canada: Nautilus Minerals Limited Research Report, 2012: 8-45.
[4] YOON C H, PARK J M, KANG J S, et al. Shallow lifting test for the development of deep ocean mineral resources in Korea[C]// Ninth ISOPE Ocean Mining Symposium. Hawaii: International Society of Offshore and Polar Engineers, 2011: 149-152.
[5] ZOU Weisheng. COMRA��s research on lifting motor pump[C]// Seventh ISOPE Ocean Mining Symposium. International Society of Offshore and Polar Engineers, Lisbon, Portugal, 2007: 177-180.
[6] KURUSHIMA M, KURIYAGAWA M, KOYAMA N. Japanese program for Ikp seabed mineral resources development[C]// Offshore Technology Conference. Houston, USA: Tex Press, 1995: 60-68.
[7] KUNTZ G. The technical advantages of submersible motor pumps in deep sea technology and the delivery of manganese nodules[C]// Offshore Technology Conference. Houston, USA: Tex Press, 1979: 85-91.
[8] CHUNG J S. An articulated pipe-miner system with thrust control for deep-ocean crust mining[J].Marine Georesources & Geotechnology, 1998, 16(4): 253-271.
[9] ZHANG Heng, YIN Yanchao. Turbulence numerical simulation and particle track analysis of slurry pump impeller[J]. Advanced Materials Research, 2013, 655(5): 336-339.
[10] LI Yi, ZHU Zuchao, HE Weiqiang, et al. Abrasion characteristic analyses of solid-liquid two-phase centrifugal pump[J]. Journal of Thermal Science, 2011, 20(3): 283-287.
[11] BATALOVI V. Erosive wear model of slurry pump impeller[J]. Journal of Tribology, 2010, 132(2): 021602.
V. Erosive wear model of slurry pump impeller[J]. Journal of Tribology, 2010, 132(2): 021602.
[12] MEHTA M, KADAMBI J R, SASTRY S, et al. Particle velocities in the rotating impeller of a slurry pump[C]// The 5th Joint ASME.JSME Fluids Engineering Conference (FEDSM 2007).California, USA: ASME, 2008: 287-296.
[13] KHALID Y A, SAPUAN S M. Wear analysis of centrifugal slurry pump impellers[J]. Industrial Lubrication and Tribology, 2007, 59(1): 18-28.
[14] ����, ����Ԫ, ����, ��. ���ı��ڹ�������˶�������ĥ�����ֵģ��[J]. ũҵ��еѧ��, 2008, 39(6): 54-59.
LIU Juan, XU Hongyuan, TANG Shu, et al. Numerical simulation of erosion and particle motion trajectory in centrifugal pump[J]. Transactions of the Chinese Society for Agricultural Machinery, 2008, 39(6): 54-59.
[15] ��ΰ��, ¬��, ����ۼ. ��ɿ������õ���ֵģ�����[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2013, 40(6): 59-63.
ZOU Weisheng, LU Yong, LI Zhehuan. Numerical simulation and analyses of lift pump in deep sea mining[J]. Journal of Hunan University (Science and Technology), 2013, 40(6): 59-63.
[16] �Ⲩ, �Ϻ�־, �ž�. ��������ά������ֵģ�⼰����Ԥ���о�[J]. �й���е����, 2009, 10(5): 585-589.
WU Bo, YAN Hongzhi, ZHANG Jing. Study on 3-D turbulence numerical simulation and performance forecast of slurry pump[J]. China Mechanical Engineering, 2009, 20(5): 585-589.
[17] ����Ԫ, ������. ĥ�Ϲ�Һ��[M]. ����: �廪��ѧ������, 2000: 165-186.
XU Hongyuan, LUO Xianwu. Abrasive solid-liquid pump[M]. Beijing: Tsinghua University Press, 2000: 165-186.
(�༭ �²ӻ�)
�ո����ڣ�2016-01-11�������ڣ�2016-03-12
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(51375498)����������ʿ�����������Ŀ(20130162110004) (Project(51375498) supported by the National Natural Science Foundation of China; Project(20130162110004) supported by the PhD Foundation of Ministry of Education of China)
ͨ�����ߣ�����ϣ���ʿ�о����������ڣ����º���ɿ�Ϳ�ɽ��е�о����绰��E-mail: cszycong@qq.com
ժҪ�������ɿ�����ϵͳ�п���ĥ������⣬����RNG ��-������ģ�������ڵ���ˮ�������������������жԱ���֤ģ������ȷ�ԣ��ڴ˻�����������ɢ��ģ��ģ����������켣���о�ת�١������Ϳ��������Կó�ʴĥ�����Ե�Ӱ�졣�о����������ת��Խ�ߣ�����������������淢������ĸ���������ٶȴ�������ߣ��Ӿ��������ĥ������Խ�������ҶƬѹ�����λ��������ҶƬͷ��������Ƕ���֮������������Խ�����뵼Ҷ������ͷ��������������������ң�С��������δ��Ҷ�ַ��������������ռ䵼Ҷ���ٶȽϴԿռ䵼Ҷ��ĥ���Ҷ�ָ����أ�������������Ҷ�ֺͿռ䵼Ҷ��ĥ��̶Ȳ�����ϵ��������ԭ��
[14] ����, ����Ԫ, ����, ��. ���ı��ڹ�������˶�������ĥ�����ֵģ��[J]. ũҵ��еѧ��, 2008, 39(6): 54-59.
[15] ��ΰ��, ¬��, ����ۼ. ��ɿ������õ���ֵģ�����[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2013, 40(6): 59-63.
[16] �Ⲩ, �Ϻ�־, �ž�. ��������ά������ֵģ�⼰����Ԥ���о�[J]. �й���е����, 2009, 10(5): 585-589.
[17] ����Ԫ, ������. ĥ�Ϲ�Һ��[M]. ����: �廪��ѧ������, 2000: 165-186.
