
���±�ţ�1004-0609(2013)06-1523-07
��ͬ��ѹѹ����Fe-Cu�����ʯ���ϲ��ϳ����о�̥�����֯�����ܻ�����
������������壬· ������ �ܣ��� ��
(����������ѧ ����ʡ��ɫ�����²��Ϲ����ص�ʵ���ң����� 730050)
ժ Ҫ��
���õ���ģѹ������Fe-Cu����Ԫ�ػ�Ϸ�ĩΪԭ���ϣ��ڲ�ͬ��ѹѹ�����Ʊ�Fe-Cu�����ʯ���ϲ��ϳ����о�̥��ѹ����������Ӳ���ǡ�������ԭ����OM��SEM������ѹ������Ӳ�ȡ���֯���ܶȣ��о���ͬѹ������ѹ�������ܻ����������������������ѹѹ��������ѹ���з�ĩ�ı��β����ȣ���ĩ��Ħ�������Ϸ����仯����Լ�˷�ĩ�����Ľ�Ϸ�ʽ����Ӳ�ȡ��Ų���̥���ܶȡ�
�ؼ��ʣ�
���ʯ���ϲ��ϳ����о���Fe-Cu��̥��������ģѹ�������ܻ���
��ͼ����ţ�TF 124 �� �� ���ױ�־�룺A
Microstructure and densification mechanism of Fe-Cu based diamond composite ultra thin sawing matrixes at different cold pressures
LI Wen-sheng, DONG Hong-feng, LU Yang, ZHANG Jie, CHU Ke
(State Key Laboratory of Gansu Advanced Non-ferrous Metal Materials, Lanzhou University of Technology, Lanzhou 730050, China)
Abstract: A green sample of Fe-Cu-based diamond composite ultra thin sawing matrixes was prepared by cold uniaxial compaction technology at different cold pressures using Cu-Fe based single element mixed powder as raw materials. The microstructure, density and densification mechanism of the green were investigated by microhardness tester, Archimedes principle, OM and SEM. The results show that the non uniform deformation and changing friction force of inter-powders in green samples occur with increasing pressure, which determines bonding mode, microhardness, arrangement of powders and green densities.
Key words: diamond composite ultra thin sawing; Fe-Cu-based matrix; cold uniaxial compaction; densification
���������ʯ���ϲ��Ϲ�ĥ���з��������������ԡ�����Ч�ʸߵ��ص㣬�ѹ㷺Ӧ���ڼӹ�ʯ�ġ��մɡ��뵼��ȴ�Ӳ����[1]��Ϊ��߽��ʯ��ĥ�ߵ��������ܣ�����ѧ�߲���Co��Mo��WC����Ϊ������ʯĥ����̥����ɲ���[2-3]�������������ʯ���ϲ�����Ʒ�г��������ң���Ʒ�۸��µ�������ͳ��Co����WC�����ʯ��ĥ����Ʒ�ɱ��ϸߣ���������Ӧ�á���ˣ������������о��ͳɱ����ʯ��ĥ�ߣ�Fe-Cu�����ʯ��ĥ�������Ʊ��ɱ����������������������ص���õ��㷺Ӧ��[4-5]��
��ĥ�ߺ��Ӱ��ӹ�Ч�ʺ;��ȣ��������ȿ����ԭ���������ʺ;���Ч�档��ˣ��ڽ��ʯ��ĥ�߲��ϵļ���ָ���У����������ܡ���ѧ�����⣬��ĥ�ߺ��Ҳ�Ƿǽ�����Ӳ�����ر��Ǿ�ϸ����(�籦ʯ�������塢�뵼���)�ӹ���ҵ�����ĵĹؼ�ָ�ꡣ���ʯ�����о���������������ҵ����[6]��������û�й������Ʊ����ռ������о���������ױ�����
������̥�����ܾ�����ĥ�ߵ�ʹ�����ܣ���ͳ�Ľ��ʯ��ĥ���Ʊ��������սᡢ�ȵȾ�ѹ[7]��ǥ��[8]���Ʊ��Ĺ��߲��϶�Ϊ��߾��ȣ��ҹ�ĥ��̥�����ܻ��̶Ƚϵͣ���Լ����ʹ�÷�Χ��Ϊ���ͽ��ʯ��ĥ�ߺ�Ⱥ������ɱ������̥�����ܻ��̶ȣ���������[9]��LI��[10]���õ���ģѹ+��ѹ�սᷨ������Co����WC��Fe-Cu��Ԫ�ػ�Ϸ�ĩΪԭ���ϣ��Ʊ�Fe-Cu�����ʯ���ϲ��ϳ����о�̥�塣����������Ҫ�о�������ѹѹ����̥��ѹ����֯�����ܵ�Ӱ�죬̽�ֲ�ͬ��ѹѹ��̥��ѹ�������ܻ�������
1 ʵ��
1.1 �����Ʊ�
Fe-Cu�����ʯ���ϲ��ϳ����о�̥��ɷ����1���С�����Fe��Sn��Ϊˮ�����ۣ�ƽ�������ߴ�ֱ�Ϊ53��37 ��m��Cu��Ni��Ϊ���ۣ�ƽ�������ߴ�Ϊ48 ��m��
��1 Fe-Cu�����ʯ���ϲ��ϳ����о�̥��ɷ�
Table 1 Composition of Fe-Cu-Based diamond composite ultra thin sawing matrixes

����1�ɷֳ�ȡ��ĩ������ά�������ϻ�(TD-2)�л��1 h��������Ϸ��м���8.5%Һ����ͼ������»��0.5 h����Ϸ�װ����ѹģ���У���������չѹͷ�������HT-1500KNѹ�����е�����ѹ���ͣ���ѹ��������Ϊ0.1 mm/min��ѹ�����ֱ�Ϊ149��168��187��205��224 MPa����ѹʱ��2 min����ѹѹ����ģ����200 ����������к���5 min����ȥ��������ͼ��������Ƶ�ƽ�����Ϊ0.29 mm��ѹ����������ѹģ��װ���ͼ��ͼ1��ʾ��
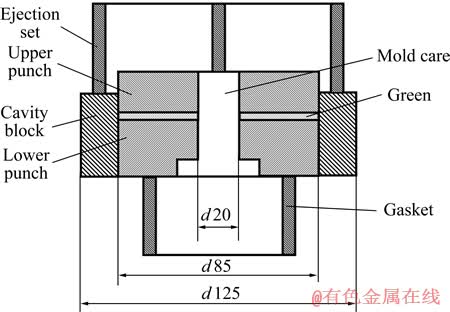
ͼ1 ��ѹģ��װ���ͼ
Fig. 1 Schematic diagram of cold compaction mould (Unit: mm)
1.2 ���ܼ��ṹ����
�þ���0.1 mg������ƽ������ѹѹ�������ݰ�����ԭ������ѹ����ʵ�ܶȣ������ܶȵļ��㹫ʽ����[11]
 (1)
(1)
ʽ�У�fi��ri (i=1, 2, ��, n)�Ǹ�̥�����Ԫ�ص����������������ܶȣ�Fe��Cu��Ni��SnԪ�ص������ܶȷֱ�Ϊ7.86��8.96��8.908��7.265 g/cm3��
Ӧ�ý�������(MEF3A)�ʹ�������(EDX)��JSM-6700F������ɨ����������۲������ѹ����ѹ�桢������֯����ĩ�ֲ����������������Ӳ�ȼ�(HVS-1000)�������̥�����װ���ʷ�ĩ��ѹ����Ӳ�ȣ����ʯѹͷ�غ�Ϊ0.25 N��ͼ2��ʾΪFe��Cu��ĩ��òSEM���Fe�۽��漰Ӳ��ѹ�۹�ѧ��Ƭ����ͼ2�ɼ���Fe����״������Cu����֦״��
2 ���������
2.1 ѹ���ܶ�
��2����ΪFe-Cu�����ʯ���ϲ��ϳ����о�̥�����ѹ���ܶȡ���149~187 MPa��205~224 MPa��Χ�ڣ�̥��ѹ������ܶ���ѹ�����߶�����ķ��Ƚϴ���187~205 MPa��Χ������ܶ�����ķ��Ƚ�С��
2.2 ѹ����֯�ṹ
ͼ3��ʾΪ��ͬ��ѹѹ���µ�Fe-Cu�����ʯ�����о�̥��ѹ������ѹ���ѧ��Ƭ����ͼ3�ɿ�������149 MPaѹ���£�̥��ѹ����֯���ڴ������ĥ�����������ķ�ĩ����ӣ���϶��Ҫ������Cu���У�Ni��Sn�۱�Cu�ۡ�����������Fe�۳ʷ�ɢ״̬�����ɫ������ʾ��168 MPaѹ����֯�еķ�ĩ����ӺͿ�϶��149 MPa�����Լ��٣�Fe�۷����亸������ͼ3(d)��ɫʵ����ʾ����ͼ3(e)��(f)��֪��187 MPa��ѹ���£�ѹ����֯�еķ�ĩ����ӺͿ�϶��168 MPaѹ���µ����ӣ�205 MPa��ѹ���£�ѹ����֯��Fe�����·�ɢ��Sn�۱�Fe�۰�Χ����ͼ3(h)��ʾ��224 MPa��ѹ���£�ѹ����֯���ܣ�����Fe�۷����亸����(��ͼ3(i)��(j))��
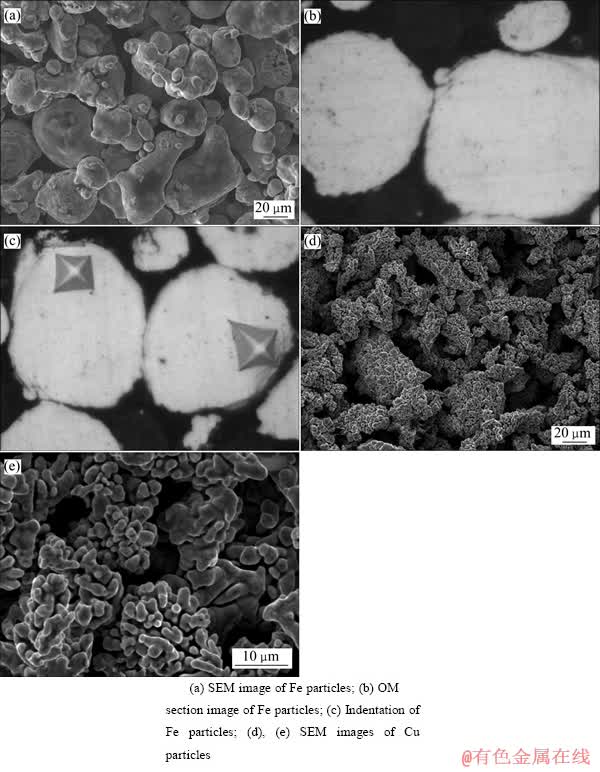
ͼ2 ��ĩ��ò��ѹ����Ƭ
Fig. 2 Powder morphologies and indentation images
��2 ��ͬ��ѹѹ����Fe-Cu�����ʯ�����о�̥��ѹ���ܶ�
Table 2 Green density and relative density of Fe-Cu-Based diamond ultra thin sawing matrixes at different cold pressures

ͼ4��ʾΪ��ͬѹ����ѹ���Ķ�����òSEM����ͼ4�ɼ�����֯��Cu�ۡ�Fe�۱��νϴ�Ni�ۡ�Sn�ۻ����ޱ仯��149 MPa��168 MPa��ѹ���£�ѹ����֯�е�Cu�۷����������Σ���Fe�۱��ν�С��Cu�ۡ�Fe�ۿ���δ�����亸��187 MPa��205 MPa��ѹ���£�ѹ����Cu�۷���ѹ������Fe�ۼ�Cu�ۡ�Fe�۷����亸����������4��ѹ����ȣ�224 MPa��ѹ���£�ѹ����֯��Cu�۱��νϴ�ԭ��ò��ʧ��
2.3 ��ѹ���ܻ�����
Ϊ�о���ͬѹ��ѹ���и���ĩ�����Ա��κ����ܻ�������Cu��Ni��Fe��Sn������װ��ĩ�Լ�ѹ������Ӳ�ȣ������ͼ5��ʾ����ͼ5��֪��̥��ѹ����Fe�ۺ�Cu����Ӳ�Ⱦ�������װ��ĩ��Ӳ�ȣ���Ni�ۺ�Sn����Ӳ�Ȼ����ޱ仯��
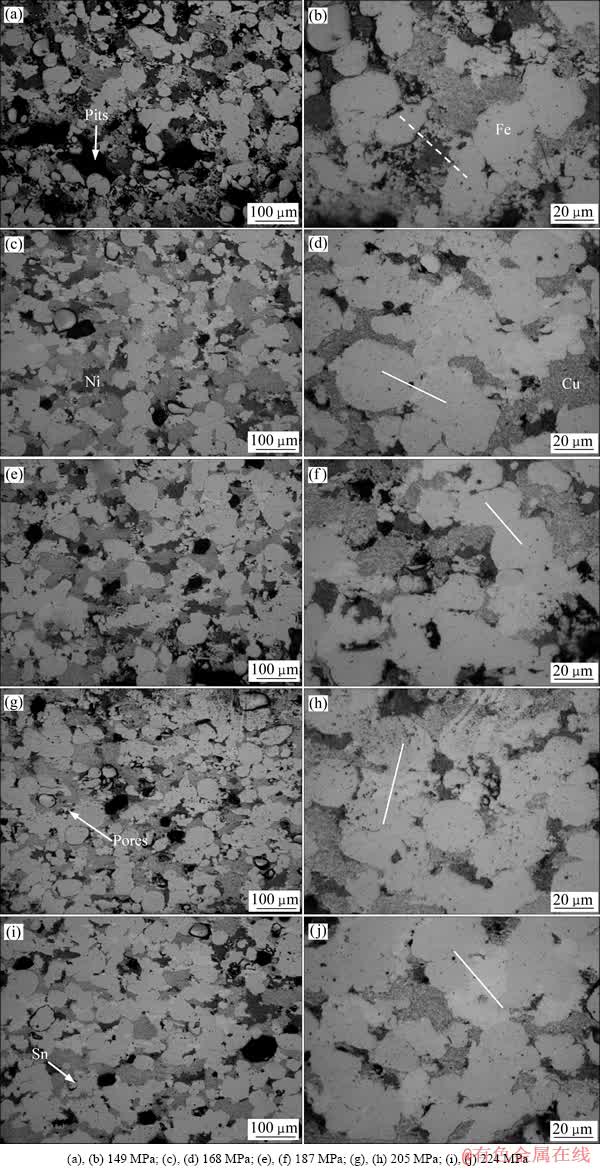
ͼ3 ��ͬ��ѹѹ��Fe-Cu�����ʯ�����о�̥��ѹ����ѹ���ѧ��Ƭ
Fig. 3 OM images of green compression faces of Fe-Cu-based diamond ultra thin sawing matrixes at different cold pressures
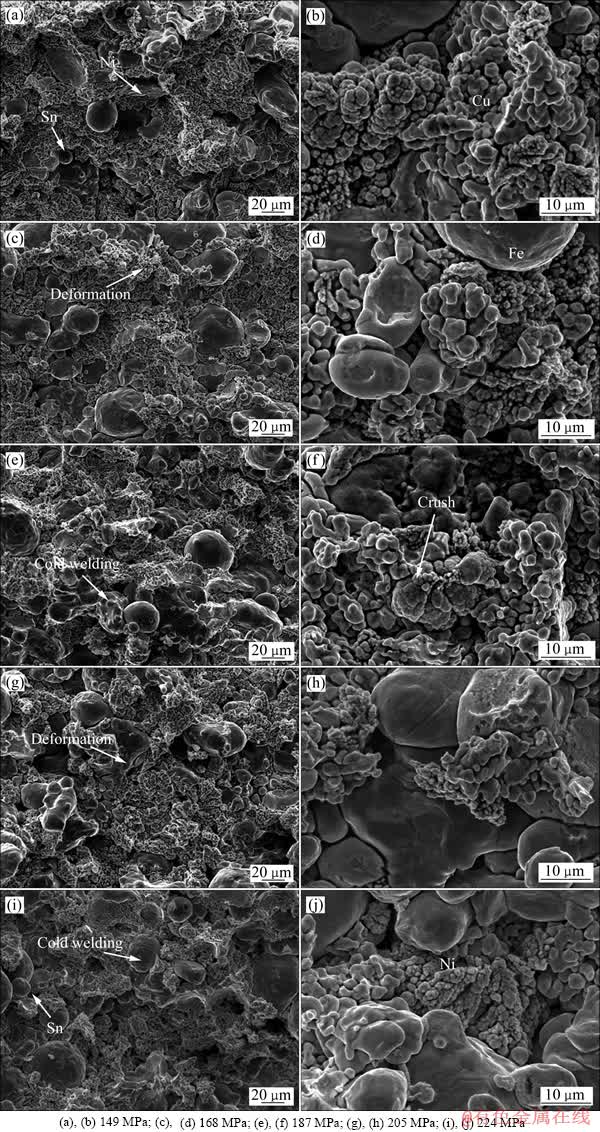
ͼ4 ��ͬ��ѹѹ����Fe-Cu�����ʯ�����о�̥��ѹ�������SEM��
Fig. 4 SEM images of section of Fe-Cu-based diamond ultra thin sawing matrixes at different cold pressures
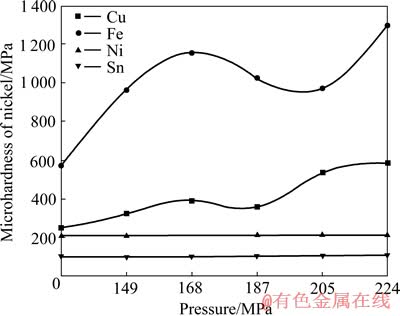
ͼ5 ��ͬ��ѹѹ����Fe-Cu�����ʯ�����о�̥��ѹ������Ӳ��
Fig. 5 Microhardness of green of Fe-Cu-based diamond ultra thin sawing matrixes at different cold pressures
�ɷ�ĩѹ�����ۿ�֪����ĩ�����ѹ���ܻ����ĩ��ò���ߴ��Լ��ӹ�Ӳ�����й�[12]����ĩ�ļӹ�Ӳ������������ǿ����Լ������ǿ��Խ����ӹ�Ӳ����Խ���ʽ(2)��֪������ǿ����������Ӳ��[13]����ˣ���Ӳ�ȿ����ڱȽ�4�ַ�ĩ�ļӹ�Ӳ�����ܡ�����ǿ������Ӳ�ȵĹ�ϵ���£�
 (2)
(2)
ʽ�У� Ϊ����ǿ�ȣ�HVΪά��Ӳ�ȡ�
Ϊ����ǿ�ȣ�HVΪά��Ӳ�ȡ�
��ĩ�����ѹ���ܻ���Ҫ���������Σ���ĩ���źͱ��Σ����ᴩ����ѹ���������̡���Һ����ͼ��Ĵ��ڼ�С�˷ۼ�Ħ�������ٽ��˿������Ų�ʹ����ٽ�����ν�[13]��������ѹѹ��������ѹ����Cu��Fe�ۿ������������ӣ���ĩ��ϼ��Ų���ʽ�������仯����ѹ���ﵽ149 MPaʱ��������֦״Cu�۽�Fe�ۿ�����Ħ�������Ҽӹ�Ӳ���Ժã�Cu�����ȷ����������Ա���[14-15]����Ӳ��������ͼ5��ʾ�����ڽϵ�ѹ���£�Cu��Fe��ĩ��Ħ������С��������Ի�����ʹ��ĩ���ڷ���ճ��(�亸)(��ͼ4(a)�� (b))�����������ڴ�ĥ�������ѹ����ĩ������������(��ͼ3(a)��(b))����ѹ������168 MPaʱ��Cu�۵Ĵ������Ա���ʹ���ص�����ĩ�ߴ�����������˷�ĩ���Ħ��������Cu��Fe�۱��������ӡ���Ӳ��������ǿ��ĩ��ϣ����������(��ͼ3(c)�� (d))����ͼ3(e)��(f)��ͼ5��֪����168 MPaѹ����ȣ�187 MPaѹ����ѹ����֯��Fe����Ӳ�ȼ�С����������ӣ�����Ҫ����Ϊ����ģѹʵ��Ϊ������ѹ����̥���ĩ���Ա�����Ҫ�����ڱ�ѹ�Σ�������Fe�۱����Խ�Cu�۵IJʹ����187 MPa��Cu�۵ı��α�Fe�۵ı��ο졣Cu��Fe����Ի����������˷�ĩ�����ͬʱFe�۷����亸���Ӷ�����Fe�۱��Ρ���Ӳ�ȼ�С����ͼ3(g)��(h)��ͼ4(g)��(h)��֪��205 MPaѹ����̥����֯��Cu�۵ı�������187 MPaѹ����Cu�۵ı�����������Ӳ����������Fe�۵ı������仯��С(��ͼ5)����ԭ�����£�һ���棬��ѹ�µ��ױ���Cu�۷����������Ա���ʹ����Ӳ��������һ���棬Cu�۴������μ���Fe���˶����亸�����˷�ĩ�ߴ�ͷۼ�Ħ�����������ĩ��һ���ӹ�Ӳ��������������̥�����ܻ���ʹ�ܶ��������(����2)����ѹ���ﵽ224 MPaʱ�����ڽϴ�ѹ��ʹCu��Fe�ۿ˷����亸��ɵ����ܻ������������������Ա��Σ��Ӷ��ٽ�̥�����ܻ�������Fe�۷����亸����ĩ��������Լ���(��ͼ3(i)��4(i))��
̥����Ni��Sn�ۺ������٣��京����ΪCu�ġ�Fe�۵�1/20~1/5������Cu��Fe�������Ƶķ�ĩ��ò����ѹ�ƹ����У���Cu��Fe�۵��˶����˶�����ˣ�Ni��Sn�۵���Ч����ѹ���ߴ��С��ʹ����Cu��Fe��Ħ������С������谭��Ni��Sn����ѹ�ƹ����еı��Ρ�������Sn�۳ߴ��С���ڽϸ�ѹ���±�Fe�ۡ���������������һ�������˷�ĩ�ı��Σ����ԣ�Ni��Sn�۶�̥��ѹ����ѹ���ܻ���Ӱ���С��
3 ����
1) 149~168 MPaѹ����֯��Cu��Fe�ۼ�Ħ������С��Cu�������ʱ�Fe�۵Ŀ죬��ĩ��Ͻ�����Fe�۷����亸����ĩ��Ӳ�Ⱥ�ѹ���ܶȾ�����
2) ��187~205 MPaѹ���£�Fe���亸��ɷۼ�Ħ���������±��κ���Ӳ�ȼ�С���谭ѹ�����ܻ�����205~224 MPaѹ���£���ѹ���˷���Ħ����������ʹ̥���ĩ���κ����ܻ���ѹ����֯�е�Fe�۽�������ò��Sn�ۡ�������������
3) ѹ����Ni��Sn��ĩ�ĺ������٣�Sn�۳ߴ��С�������Ʒ�ĩ���Σ�ʹ�����ѹ���ܻ���Ӱ���С��
REFERANCES
[1] �պ껪. ���ͽ�����ϼ����ʯ�������Ļ����о�[D]. �Ͼ�: �Ͼ����պ����ѧ, 2007: 3-5.
SU Hong-hua. Fundamental research of new metal based matrix diamond tool technology[D]. Nanjing: University of Aeronautics & Astronautics, 2007: 3-5.
[2] LIAO Y S, LUO S Y. Effects of matrix characteristics on diamond compositions[J]. Journal of materials science, 1993, 28: 1245-1251.
[3] �����, · ��, ������, �� ��. ��ĩұ��Fe��������ʯ��ͷ���ȴ���ǿ��[J]. ��ĩұ����, 2012, 30(4): 288-292.
DONG Hong-feng, LU Yang, LI Wen-sheng, ZHANG Jie. Heat treatment strengthening of P/M Fe-based impregnated diamond segment[J]. Powder Metallurgy Technology, 2012, 30(4): 288-292.
[4] ̷�ɳ�, �� ��. ��ѹ���ʯ��ͷ����̥���е�����о�[J]. ���ʯ��ĥ��ĥ�߹���, 2009, 170(2): 625-629.
TAN Song-cheng, YANG Yang. Study of mechanical performance of iron-based matrix for hot-pressed diamond bit[J]. Diamond & Abrasives Engineering, 2009, 170(2): 625-629.
[5] DAI Q L, LUO X P, XU X P, WANG Y C. Effects of rare earth and sintering temperature on the transverse rupture strength of Fe-based diamond composites[J]. Journal of Materials Processing Technology, 2002, 129: 427-430.
[6] ��С��, ������. ����ǿ�ȳ������ʯ��Ƭ: �й�, ZL 200720009141.5[P]. 2008-11-05.
ZHANG Xiao-jun, XU Xi-peng. A new ultra thin diamond sawing with high strength: China, ZL 200720009141.5[P]. 2008-11-0 5.
[7] ���ȳ�, ���ٳ�, �� ��. �ȵȾ�ѹ(HIP)�����ڳ�Ӳ���������е�Ӧ��[J]. ���ʯ��ĥ��ĥ�߹���, 2007, 4: 38-40.
LIU Gu-cheng, JIANG Rong-chao, LEI Yu. Application of hot isostatic pressing in superhard tools manufacture[J]. Diamond & Abrasives Engineering, 2007, 4: 38-40.
[8] ������. ���ʯĥ��ǥ�������о�[J]. ���ʯ��ĥ��ĥ�߹���, 2007, 3: 40-42.
GUO Xiao-qin. Study on welding technol ogy for diamond tools[J]. Diamond & Abrasives Engineering, 2007, 3: 40-42.
[9] ������, ����ƽ, · ��, Ф����, ���ʢ, �� ��, ���ȫ, Ԭ����, �콨��, ������. ͭ������ĩ�ս���ʯ���ϲ��ϼ����Ʊ�����: �й�, ZL 200910021464. X[P]. 2012-02-22.
LI Wen-sheng, WANG Zhi-ping, LU Yang, XIAO Rong-zhen, ZHU Chang-sheng, FENG Li, LI Guo-quan, YUAN Ke-xiang, XU Jian-lin, SU Yi-xiang. Preparation of powder sintering Cu-Fe-based diamond composites: China, ZL 200910021464. X [P]. 2012-02-22.
[10] LI Wen-sheng, ZHANG Jie, WANG Shun-cai, DONG Hong-feng. Characterizations and mechanical properties of impregnated diamond segment using Cu-Fe-Co metal matrix[J]. Rare Metals, 2012, 30(1): 81-87.
[11] ZHU Y Z, YIN Z M, XIANG Z D and ZHE Z. Cold densification behavior of multiple alloy powder containing Fe-Cr and Fe-Mo hard particles[J]. Powder Metallurgy, 2008, 51(2): 143-149.
[12] ������. ��ĩұ��ѧ[M]. ����: ұ��ҵ������, 2006: 117-163.
WANG Pan-xin. Powder metallury[M]. Beijing: Metallurgy industry Press, 2006: 117-163.
[13] MORENO M F,  OLIVER C J R. Densification of Al powder and Al-Cu matrix composite (reinforced with 15% Saffli short fibres) during axial cold compaction[J]. Powder Technology, 2011, 206: 297-305.
OLIVER C J R. Densification of Al powder and Al-Cu matrix composite (reinforced with 15% Saffli short fibres) during axial cold compaction[J]. Powder Technology, 2011, 206: 297-305.
[14] POQUILLON D, LEMAITRE J, BACO-CARLES V, TAIHADES P, LACAZE J. Cold compaction of iron powders-relations between powder morphology and mechanical properties (Part ��): Powder preparation and compaction[J]. Powder Technology, 2002, 126: 65-74.
[15] JAMES P J. Particle deformation during cold isostatic pressing of metal powders[J]. Powder Metallurgy, 1977, 4: 199-204.
(�༭ ������)
������Ŀ��������Ȼ��ѧ����������Ŀ(51165021)������ʡ�ܳ��������������Ŀ(1111RJDA013)������ʡ��У���л���ҵ���(01-0506)
�ո����ڣ�2012-09-03�������ڣ�2012-12-06
ͨ�����ߣ������������ڣ���ʿ���绰��0931-2976640��E-mail: Wensheng-li@sohu.com
ժ Ҫ�����õ���ģѹ������Fe-Cu����Ԫ�ػ�Ϸ�ĩΪԭ���ϣ��ڲ�ͬ��ѹѹ�����Ʊ�Fe-Cu�����ʯ���ϲ��ϳ����о�̥��ѹ����������Ӳ���ǡ�������ԭ����OM��SEM������ѹ������Ӳ�ȡ���֯���ܶȣ��о���ͬѹ������ѹ�������ܻ����������������������ѹѹ��������ѹ���з�ĩ�ı��β����ȣ���ĩ��Ħ�������Ϸ����仯����Լ�˷�ĩ�����Ľ�Ϸ�ʽ����Ӳ�ȡ��Ų���̥���ܶȡ�
[1] �պ껪. ���ͽ�����ϼ����ʯ�������Ļ����о�[D]. �Ͼ�: �Ͼ����պ����ѧ, 2007: 3-5.
[3] �����, · ��, ������, �� ��. ��ĩұ��Fe��������ʯ��ͷ���ȴ���ǿ��[J]. ��ĩұ����, 2012, 30(4): 288-292.
[4] ̷�ɳ�, �� ��. ��ѹ���ʯ��ͷ����̥���е�����о�[J]. ���ʯ��ĥ��ĥ�߹���, 2009, 170(2): 625-629.
[6] ��С��, ������. ����ǿ�ȳ������ʯ��Ƭ: �й�, ZL 200720009141.5[P]. 2008-11-05.
[7] ���ȳ�, ���ٳ�, �� ��. �ȵȾ�ѹ(HIP)�����ڳ�Ӳ���������е�Ӧ��[J]. ���ʯ��ĥ��ĥ�߹���, 2007, 4: 38-40.
[8] ������. ���ʯĥ��ǥ�������о�[J]. ���ʯ��ĥ��ĥ�߹���, 2007, 3: 40-42.
