
Trans. Nonferrous Met. Soc. China 20(2010) s888-s892

Numerical simulation and experiment validation of thixoforming angle frame of AZ61 magnesium alloy
JIANG Ju-fu (����) 1,2, WANG Ying (�� ӭ) 3, QU Jian-jun (������) 2,
DU Zhi-ming (��֮��) 1, LUO Shou-jing (���ؾ�) 1
1. School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China��
2. Postdoctoral Mobile Station of Mechanical Engineering, Harbin Institute of Technology, Harbin 150001, China;
3. School of Mechatronics Engineering, Harbin Institute of Technology, Harbin 150001, China
Received 13 May 2010; accepted 25 June 2010
Abstract:
Numerical simulation and experiment of thixoforming angle frame of AZ61 magnesium alloy were investigated. The results show that with the increase in punch displacement, cylinder billet firstly fills into die cavity of angle frame from feed inlet and plastic deformation occurs in touching region between billet and die cavity. After central thin wall of angle frame is created, semi- solid billet fills toward two edges. Lastly, complete plastic deformation occurs in billet, leading to complete filling of semis-olid billet. Effective strain, effective stress and billet temperature decrease with the increase in punch displacement. Effective stress decreases with the increase in billet temperature, die temperature and punch velocity. The optimal conditions decided by numerical simulation are as follows: die temperature of 450 ��, billet temperature of 560 �� and punch velocity of 30 mm/s. Angle frame components with high mechanical properties such as yield strength of 225 MPa, tensile strength of 309 MPa and elongation of 21.8% and fine microstructure could be thixoformed successfully according to process parameters decided by numerical simulation.
Key words:
AZ61 magnesium alloy; numerical simulation; semi-solid billet; thixoforming;
1 Introduction
In recent years, as a forming method of magnesium alloy, thixoforming has been paid more attention due to many advantages such as net-shape, high mechanical properties of final component and high production efficiency[1-2]. JIANG and LUO[3] reported that thixoformed satellite angle frame components using semi-solid billet prepared by new SIMA had higher mechanical properties at room temperature. CHAYONG et al[4] found that for thixoforming at 615 ��into a tool steel die heated to 250 ��, the highest yield strength and elongation obtained are 474 MPa and 4.7%, respectively. A390 alloy feedstock produced with cooling slope casting was thixoformed successfully at a temperature of 844 K, which is much lower than the typical die casting temperatures employed for this alloy[5]. However, many factors such as billet temperature, die temperature and punch velocity have important influence on the quality of components[6-7]. Some important process parameters influencing thixoforming process can be optimized by numerical simulation[8-10].
In this work, research on numerical simulation and experiment of thixoforming angle frame component of AZ61 magnesium alloy is investigated in order to optimize process parameters. It will contribute to pre-estimate thixoforming process parameters and know thixoforming process of some important magnesium alloy structure components. Furthermore, it also can emulate thixoforming process in order to reduce the cost of experiment.
2 Experimental
Numerical simulation was done by DEFORM-3DTM.
Here, the commercial software Pro-E was employed to establish geometrical models of punch, female die and billets, as shown in Fig.1. After 3D entity models of the billet, female die and punch were established using the commercial software Pro-E, ��.stl�� model format files were obtained, and these format files were imported into DEFORM-3DTM by its pre-processor. Then, billet with the diameter of 57 mm and the height of 25 mm, punch and female die were meshed in pre-processor. Punch and female die were divided into 6 000 elements, respectively. Billet was divided into 100 000 elements. The position and movement relationships of geometrical models can be defined after the models have been established. The female die was regarded as static objects, the punch was active, and the billet was slaved.
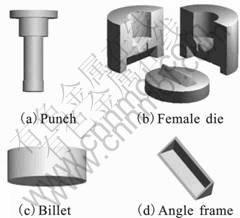
Fig.1 3D models of punch (a), female die (b), billet (c) and angle frame (d)
For establishing semi-solid material model of AZ61 magnesium alloy, true stress-strain curves at various temperature and strain rates in semi-solid state were performed by means of isothermal compression experiment. 1015 steel models were employed as material models of punch and female die from material model database of DEFORM-3DTM. Starting parameters were as follows: the punch velocities of 15 mm/s and 30 mm/s, the punch and female die temperatures of 300?C and 450 ?C respectively, billet temperatures of 530, 545, 560 ?C and 575 ?C, friction coefficient of 0.2, thermal conductivity of 79.5 N��?C /s, specific heat capacity of 1.3 N��?C /mm2 and emissivity of 0.7.
Semi-solid billet of AZ61 magnesium alloy was prepared by new SIMA method [11-15]. Thixoforming process parameters were determined as follows: die temperature of 300 ?C and 450 ?C, billet temperature of 560 ?C, punch velocity of 30 mm/s and holding time of 20 min. Thixoforming experiments were preformed by 2 000 kN hydraulic press.
3 Results and discussion
3.1 Numerical simulation on thixoforming process of angle frame
Fig.2 shows variation of effective strain with the increase in punch displacement when starting parameters were billet temperature of 560 ?C, die temperature of 450 ?C and punch velocity of 15 mm/s. ![]()
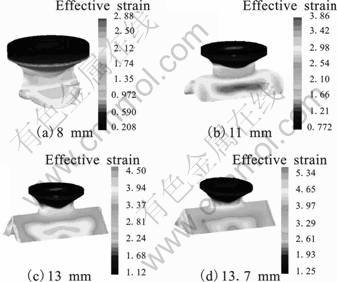
Fig.2 Effective strains at various punch displacements
As shown in Fig.2, effective strain in angle frame during thixoforming process increased with the increase in punch displacement. When punch displacement was 8 mm, cylinder semi-solid billet filled into die cavity under the pressure of punch and severe plastic deformation occurred in touching region between billet and die cavity. In contrast, strain capacity in remained cylinder billet was little. With continuous increase of punch displacement, two central thin walls were created and then semi-solid billet filled from center to two edges. Little strain capacity was found in semi-solid billet at two edges. When punch displacement was 13.7 mm, two edges were created completely corresponding to complete filling of semi-solid billet to die cavity.
Fig.3 shows effective stress at various punch displacements. As indicated in Fig.3, effective stress in remained cylinder billet was large due to large friction resistance between billet and female die, and large resistance to deformation of material when punch displacement was 8 mm. Effective stress in touch region between billet and die cavity was small. When punch displacement was 11 mm, effective stress in most regions was large except two edges. Due to little resistance to deformation of billet with free surface, easy filling could be obtained in two edges regions. When punch displacement was 13.7 mm, complete filling was obtained. Effective stress was about 18 MPa, indicating easy filling ability to semi-solid billet.
Fig.4 shows billet temperature at various punch displacements. As shown in Fig.4, billet temperature decreased with the increase in punch displacement. When punch displacement was 8 mm, billet temperature in remained cylinder region decreased largely. However, billet temperature in touching region between front billet and die cavity increased a little. Energy of plastic deformation was created in billet under external force. Due to quick process, more energy of plastic deformation conversed into heat energy, resulting in increase of billet temperature in touching region. When punch displacement was 11 mm, billet temperature in central region was about 530 ?C. Billet temperature in edge region was about 550 ?C and billet temperature in remained cylinder region was decreased to 510 ?C. When punch displacement was 13.7 mm, billet temperature in most regions of angle frame was in semi-solid state. Billet temperature in little region was decreased below solidus, indicating cooling thixoforming. Billet had high solid fraction at last stage of thixoforming contributing to solidification of final component.

Fig.3 Effective stresses at various punch displacements
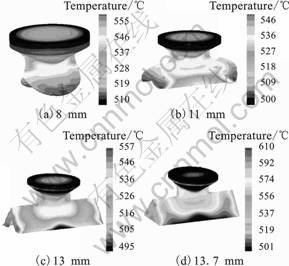
Fig.4 Billet temperatures at various punch displacements
3.2 Effect of billet temperature on thixoforming process
Fig.5 shows effect of billet temperature on effective stress of angle frame during thixoforming process when starting parameters were die temperature of 450 ?C and punch velocity of 15 mm/s. As indicated in Fig.5, effective stress decreased with the increase in billet temperature. When billet temperatures were 530, 545, 560 and 575 ?C, effective stresses were about 17, 16, 10 and 5 MPa, respectively. With the increase in billet temperature, liquid fraction increased corresponding to better help for the filling of solid particles. Resistance of friction was less, and slide and rotation were easier. In addition, resistance to deformation of solid particles was reduced and plastic deformation of solid particle was easier than before. However, high billet temperature will cause reduction of carry ability. It is adapt to select 560 ?C as billet temperature during thixoforming process.
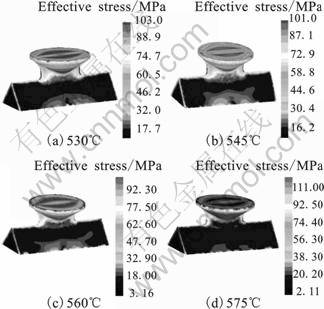
Fig.5 Effect of billet temperature on effective strain
3.3 Influence of die temperature on thixoforming process
Fig.6 shows effect of die temperature on effective stress of angle frame when starting parameters were billet temperature of 560 ?C and punch velocity of 15 mm/s. As indicated in Fig.5, effective stress decreased greatly with the increase in die temperature. When die temperature was 300 ?C, effective stress was about 150 MPa in most regions of angle frame. In contrast, when die temperature was 450 ?C, effective stress was about 18 MPa. Low die temperature leads to quick increase of resistance to deformation. As a result, larger pressure was needed. If the equipment cannot satisfy the requirement for forming of billet, incomplete filling will occur in the final component, as shown in Fig.6 (a).
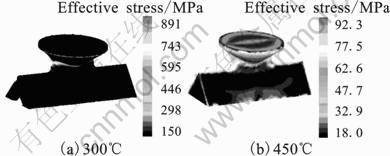
Fig.6 Effective stresses at various die temperatures
3.4 Influence of punch velocity on thixoforming process
Fig.7 shows effect of punch velocity on effective stress of angle frame during thixoforming process when starting parameters were billet temperature of 560 ?C and die temperature of 450 ?C. As shown in Fig.7, effective stress decreased with increase in punch velocity. It will lead to reduction of needed pressure contributing to saving cost and energy.
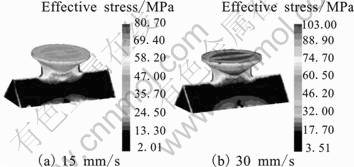
Fig.7 Effective stress at various punch velocities
Fig.8 shows the temperature field of angle frame at various punch velocities. As indicated in Fig.8, high punch velocity leads to increase of billet temperature. It contributes to keeping the billet in semi-solid state and reducing the needed pressure during thixoforming process.
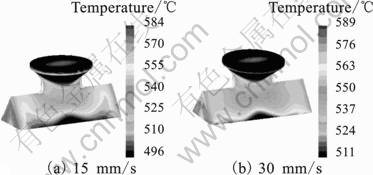
Fig.8 Temperature fields at various punch velocities
3.5 Thixoforming experiment of AZ61 magnesium alloy
Fig.9 shows macrographs of angle frame thixoformed at various die temperatures and microstructure at 450 ?C.
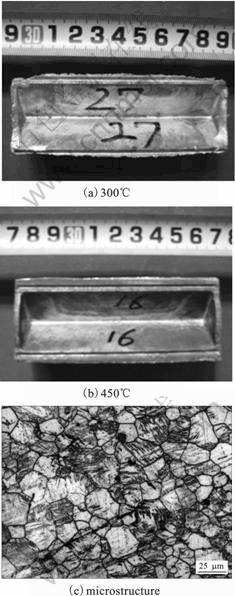
Fig.9 Macrographs (a,b) of angle frame thixoformed at various die temperature and microstructure (c) at 450��
As shown in Fig.9, when die temperature was 300 ?C, incomplete filling occurred at two edges in angle frame thixoformed. When die temperature was 450?C, complete filling occurred in angle frame thixoformed. It was demonstrated that the numerical simulation accorded with thixoforming experiment. The pressure of 2 000 kN could not satisfy the requirement for thixoforming when die temperature was 300 ?C, leading to incomplete filling of billet. When die temperature was 450 ?C, the pressure of 2 000 kN could satisfy the requirement for thixoforming and fine microstructure was obtained in angle frame component thixoformed, as indicated in Figs.9(b) and (c).
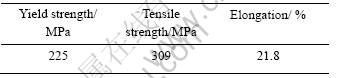
Table 1 shows mechanical properties of thixoformed angle frame components. As shown in Table 1, mechanical properties of angle frame component with yield strength of 225 MPa, tensile strength of 309 MPa and elongation of 21.8 % were obtained successfully, implying success of numerical simulation and advantages of new SIMA method. It was demonstrated that angle frame components with high mechanical properties and fine microstructure could be thixoformed successfully according to process parameters decided by numerical simulation.
Table 1 Mechanical properties of thixoformed angle frame components
4 Conclusions
1) With increase of punch displacement, cylinder billet firstly filled into die cavity of angle frame from feed inlet and plastic deformation occurred in touching region between billet and die cavity. After central thin wall of angle frame was created, semi-solid billet filled toward two edges. Lastly, complete plastic deformation occurred in billet, leading to complete filling of semi-solid billet. Effective strain, effective stress and billet temperature decreased with increase of punch displacement.
2) Effective stress decreased with increase of billet temperature, die temperature and punch velocity. The optimal conditions decided by numerical simulation are as follows: die temperature of 450 ?C, billet temperature of 560 ?C and punch velocity of 30 mm/s.
3) When die temperature was 300 ?C, incomplete filling occurred at two edges in angle frame thixoformed. When die temperature was 450 ?C, complete filling occurred in angle frame thixoformed. Mechanical properties of angle frame with yield strength of 225 MPa, tensile strength of 309 MPa and elongation of 21.8% were obtained successfully, implying success of numerical simulation and advantages of new SIMA method.
References
[1] LEE S Y, OH S I. Thixoforming characteristics of thermo- mechanically treated AA 6061 alloy for suspension parts of electric vehicles [J]. Journal of Materials Processing Technology, 2002, 130/131: 587-593.
[2] OMAR M Z, PALMIERE E J, HOWE A A, ATKINSON H V, KAPRANOS P. Thixoforming of a high performance HP9/4/30 steel [J]. Mater Sci Eng A, 2005, 395(1/2): 53-61.
[3] JIANG Ju-fu, LUO Shou-jing. Preparation of semi-solid billet of magnesium alloy and its thixoforming [J]. Transactions of Nonferrous Metals Society of China, 2007, 17(1): 46-50.
[4] CHAYONG S, ATKINSON H V, KAPRANOS P. Thixoforming 7075 aluminium alloys [J]. Mater Sci Eng A, 2005, 390(1/2): 3-12.
[5] KANG C G, JUNG H K, JUNG K W. Thixoforming of an aluminum component with a die designed by process simulation [J]. Journal of Materials Processing Technology, 2001, 111(1/2/3): 37-41.
[6] BIROL Y. Cooling slope casting and thixoforming of hypereutectic A390 alloy [J]. Journal of Materials Processing Technology, 2008, 207(1/3): 200-203.
[7] KANG C G, YOUN S W. Mechanical properties of particulate reinforced metal matrix composites by electromagnetic and mechanical stirring and reheating process for thixoforming [J]. Journal of Materials Processing Technology, 2004, 147(1): 10-22.
[8] JI Z S, YAN H H, ZHENG X P, SUGIYAMA S O, YANAGIMOTO J. Numerical and experimental investigations of semi-solid AZ91D magnesium alloy in thixoforming process [J]. Journal of Materials Processing Technology, 2008, 202(1/2/3): 412-418.
[9] KANG C G, SEO P K, YOUN S W. Finite element analysis of thixoforming process with arbitrary shape die [J]. Journal of Materials Processing Technology, 2005, 159: 321-329.
[10] JIANG J F, WANG Y, DU Z M, LUO S J. Numerical simulation of thixoforming of AZ91D magnesium alloy angle frame and experimental validation [J]. Solid State Phenomena, 2008, 141/1421/143: 623-628.
[11] JIANG Ju-fu, LUO Shou-jing. Reheating microstructure of refined AZ91D magnesium alloy in semi-solid state [J]. Transactions of Nonferrous Metals Society of China, 2004, 14(6): 1074-1081.
[12] JIANG Ju-fu, LUO Shou-jing, ZOU Jing-xiang. Preparation of AZ91D magnesium alloy semi-solid billet by new strain induced melt activated method [J]. Transactions of Nonferrous Metals Society of China, 2006, 16(5): 1080-1085.
[13] JIANG J F, LUO S J. Microstructure evolution of AZ91D magnesium alloy semi-solid billets prepared by a new SIMA method [J]. Solid State Phenomena, 2006, 116/117: 132-135.
[14] JIANG J F, WANG Y, DU Z M, QU J J, SUN Y, LUO S J. Microstructure evolution of AM60 magnesium alloy semisolid slurry prepared by new SIMA [J]. Journal of Alloys and Compounds, 2010, 497(1/2): 62-67.
[15] JIANG J F, WANG Y, LUO S J. Application of equal channel angular extrusion to semi-solid processing of magnesium alloy [J]. Materials Characterization, 2007, 58(2): 190-196.
Foundation item: Project(50605015) supported by the National Natural Science Foundation of China; Project(HITQNJS.2008.012) supported by Development Program for Outstanding Young Teachers in Harbin Institute of Technology, China; Projects (20090460884, 20080440849) supported by Postdoctoral Science Foundation of China; Projects(LBH-Z06072, LBH-Z07146, LBH-Q08104) supported by Postdoctoral Foundation of Heilongjiang Province, China
Corresponding author: JIANG Ju-fu; Tel: +86-451-86415464; E-mail: jiangjufu@hit.edu.cn
