
���±�ţ�1004-0609(2011)06-1320-08
�������Ʊ���ĭ��������
��ѩ��1���� ��1, 2��������1��������1, 2
(1. �廪��ѧ ��е����ϵ������ 100084��
2. �廪��ѧ �������Ƚ����������ص�ʵ���ң�����100084)
ժ Ҫ��
���ڴ������Ʊ�A356����ĭ�����գ����ø��ٽ��貢�������������ĩ�ķ�ʽ�����������п����ֲ������ȵ����⣻���þ��ô���ͷͨ��ѹ���������ݣ�ͨ����ƺͿ�����·���Ʊ�����ͬ������ͬ�ں��ȶ�����ĭ�������������A356����ĭ����һ�ֵ��͵�������ĭ���ϣ��ݿ׳�ʮ��������״���ݱڽϱ������С��150 ��m���ɿص��ݿ�ƽ��ֱ����Χ�ܿ���Ϊ10~25 mm����ĭ�������ܻ��ε����Ա������ɴ�70%���ϣ������κ�Ԥ��������ĭ���ڸ�Ƶ�������µ�����ϵ���ɴ�0.9���ϣ�����ĭ��Ʒ������0~70 mm��ǻ�����ڵ�Ƶ�������µ���������������ߣ����Ʊ�����ĭ�����нϺõ���ѧ���ܺ���ѧ���ܡ�
�ؼ��ʣ�
��ĭ��������������ѧ��������ѧ������
��ͼ����ţ�TG146.2���� ���ױ�־�룺A
Properties of aluminum foam prepared by gas injection method
FAN Xue-liu1, CHEN Xiang1, 2, LIU Xing-nan1, LI Yan-xiang1, 2
(1. Department of Mechanical Engineering, Tsinghua University, Beijing 100084, China;
2. Key Laboratory for Advanced Materials Processing Technology, Ministry of Education,
Tsinghua University, Beijing 100084, China)
Abstract: The A356 alloy foams were fabricated by gas injection method. The high-speed stirring and continuous addition of Al2O3 particles were used to solve the problems of non-uniform distribution of Al2O3 particles. The static orifices were designed to blow the compressed air into the aluminum melt by controlling the gas circuit. The stable aluminum foams with different cell sizes and thicknesses were obtained. The compression test results reveal that the A356 alloy foams have typical plastic deformation characters. The pores of aluminum foams are tetrakaidecahedron with thin walls (<150 ��m) and the foams with pore sizes of 10-25 mm can be produced. The strain of the plastic deformation of the aluminum foams can reach more than 70% under compression test. The sound absorption coefficient of aluminum foam without any pretreatment at the high frequency of the sound wave can reach 0.9. After setting up the cavity back of the foams, the absorption coefficient can be improved obviously under low frequency waves.
Key words: aluminum foam; gas injection method; mechanical property; acoustic property
��Щ��������ĭ����������Ϊһ�����ͽṹ���ܲ��ϣ�Խ��Խ��ر���������ע�����������Ͻ�Ϊ�������ĭ���ϣ���������İ�״��ṹ�������������������ܺ���ѧ���ܣ����ܶ�С����ǿ�ȸߡ��ȸնȸߡ����ճ��������������������Ρ����Ⱥ���ȼ��[1]��
Ŀǰ�������Ʊ���ĭ���ķ����ܶ�[2]������ķ����д������ݷ�[3-4]�����巢�ݷ�[5-6]����ĩѹʵ�ۻ������������ȣ����ձ�Shinko Wire��˾�����巢�ݷ������ô�Cymat[7]��˾�ͰĴ�����H��tte Klein- Reichenbach[8]��˾�Դ��������µ���Alulight[9]��˾�Է�ĩұ���Ʊ����˴������ĭ�����ڴ��������շ��棬H��tte Klein-Reichenbac��˾�ľ�̬�����������Ʊ�������ĭ���ṹ�����ҿɿس̶ȸߡ�Ȼ����Ŀǰֻ�в������巢�ݷ��Ʊ����������ĭ�����о�����[10-12]�����ڹ��ڴ������Ʊ���ĭ�����о�����ͣ����ʵ�����о���[13-14]��
����������A356���Ͻ�Ϊ���壬�ô������Ʊ�����ͬ������ͬ�ں��ȶ�����ĭ�����о��˽��蹤�պͷ��ݹ��գ������˸ù�������ĭ������ѧ���ܼ���ѧ���ܡ�
1 ʵ��
ʵ�������õĻ��������ҪΪ������A356���Ͻ�����A356���Ͻ�ѧ�ɷ����1���У��մɿ���ѡ��SiO2��Al2O3���ߴ��Ϊ9 ��m��������Ϊ10%(�������)����������Ϊ������
��1 A356���Ͻ�ѧ�ɷ�
Table 1 Chemical composition of A356 alloy (mass fraction, %)

���Ƚ����������Ͻ�����������¯���ۻ�������ȡ��������9 ��m �մɿ���������¯����400 �����1 h���ҡ�������������ۻ���710 ������ʱ������ĩ��������Ͻ������У��û�е���轰���и��ٽ��裬ʹ��ĩ�ֲ��������ȡ�����ʱ��������ˣ������ᵼ����������������������������ォ����������ȣ�Ӱ�췢��Ч��������ʱ��������ĩ�ž��������أ��Ӷ�Ӱ����ĭ���ȶ��ԡ����������ȷ�ɢ�������У������п���������ת���������������������ݡ�
�ڴ��������ݹ����У�������¶����ȵ�ż��ʱȷ�ؼ�أ��Ա�֤�Ʊ��õ������¶ȱ�����670 �����ҡ���ͨ������ȵ��ڼ�ѹ���Դﵽ������ѹ���ȶ���ѹ������������������ز����������������뷧��������������ʹ����ƽ�Ⱦ��ȵ�ͨ���������з��ݡ�ͨ�����ڲ�ͬ����������ѹ���������ɲ�����ͬ����С�����ݡ�����ĭ�������ռ�װ�ò����̺ɵõ�����һ�µ���ĭ�������������ĵ��ڷ�ΧΪ10~100 L/h������������ǰѹ����Χ������10~200 kPa��
���Ʊ�����ĭ����Ʒ���������и�ӹ����Ա�֤���¶����ƽ���Լ��������������ߵĴ�ֱ�ȡ�����ƽ�����ɻ��߷���á���ʵ��õ�ƽ���ҳ������ù�ʽD=t/0.616[15]������ݿ״�С��ʵ���в���Neophot 32��ѧ�����۲���ĭ��������֯��
��ĭ��������������פ���ܷ����Եõ�����������ֱ���䵽��ĭ�����棬���䲨�뷴�䲨���������෴������Ӻ��γ�פ��������פ������ѹ����ֵpmax�ͼ�Сֵpmin���Ϳ��������ֱ��������ϵ��������ʽ(1)��ʾ��ʵ����Ե���Ƶ��ΧΪ200~1 600 Hz��
![]() (1)
(1)
��ĭ����ѹ����������WDW-100�����Ƶ�������������Ͻ��в��Եġ�����ʱ��ѹͷ��5 mm/min�����ʽ��е���ѹ������������ѹ��λ��ͨ��������������Ӧ���ǣ����뵽X��Y������¼�ǣ��Զ���¼��������λ�����ߣ�������õ�ѹ��Ӧ����Ӧ�����ߡ�
2 ���������
Ӱ�촵�����Ʊ���ĭ�����յ������кܶ࣬���մɿ��������Ⱥͼ�����������ʱ��ͷ�ʽ��������������ѹ���������������ϵȣ���Щ���ض���ֱ�Ӹı���ĭ���Ŀ����ںӶ�Ӱ�쵽��ĭ�������ܡ�Ȼ�������ô������Ʊ�����ĭ���ṹ����ò��������������Ʊ�����ĭ���кܴ�����Ҫ���������¼������棺1) �ݿ׳�ʮ��������״��2) �ݱڽϱ������С��150 ��m��3) �ɿص��ݿ�ƽ��ֱ����Χ�ܿ���Ϊ10~25 mm��
ͼ1��ʾΪ�������Ʊ�����ĭ���ĺ�ۼ�����ò����ͼ1(a)��(b)�п��Կ������ݿײ����ǹ�������Σ��ݱڱ�����һЩ�����ơ����մɿ����ֲ�������ʱ�������ž۴��ݱں��Զ������Χ�����ֲ����ٴ����ݱ�(��ͼ1(c))���������ֲ�����ʱ���ݱں�ȽϾ���(��ͼ(d))���ݱں��ͻ�䴦����������ʱ���ѣ���������ĭ���ȶ���
������ĭ�������Ʊ����ؼ�����֮һ�����ѡ������Ի���ȶ�����ĭ���ϡ�Ŀǰ���Ʊ���ĭ�����õ��մɿ���ΪSiC��SiO2��Al2O3���������Ϊ���������Ͻ𣬲��ò�ͬ�Ŀ�����Ϊ��ǿ�ȶ��Բ�����Ϊ�˼����������������������Լ���ͬ���������ݵ��ȶ����á�

ͼ1 �������Ʊ���ĭ���ĺ�ۺ��۽ṹ
Fig.1 Macro and micro structures of aluminum foams prepared by gas injection method: (a) Profile of foam; (b) Cross section of foam; (c) Cross section of cell wall with inhomogeneous particle dispersion; (d) Cross section of cell wall with homogeneous particle dispersion
ͨ�����벻ͬ�մɿ���ʵ��ĶԱȿ��Է��֣�SiC������ĩ���Ѿ��ȵط�ɢ�������У����������еķ�ĩ����1 min���ú��ϸ���������档SiO2��Al2O3����������ɢ���������С�ͼ2��ʾΪ����SiO2��Al2O3�մɿ������ݺ���ݱں����Ľ�����Ƭ�������������������dz�������SiO2ʱ�ɷ������»�ѧ��Ӧ��
4Al+3SiO2=2Al2O3+3Si (2)
��ͼ2(a)�п��Կ����������й���Si���������ӡ��Աȼ��벻ͬ�����ķ���ʵ��������SiO2��������ʱ����ĭ���ϸ������̹���������̮�����ѣ�SiO2����û�кܺõشٽ���ĭ���ȶ��ԣ���ˣ�ѡ��Al2O3��Ϊ�������Ʊ���ĭ�����ȶ����������ŵ�ѡ��
Ϊ���ų���ͬ��֯�繲����Կ���λ�÷ֲ���Ӱ�죬ʵ���в��ô�����A356���Ͻ���Ϊ������Ͻ��жԱȡ���ͼ2(b)��(c)���Կ����������A356Ϊ�������ĭ���ݱڣ��Դ���Ϊ�������ĭ������Ͽ��������dz��٣���������طֲ���ҺĤ�У�ʵ�ʷ���Ч��ҲԶ������A356Ϊԭ�ϵķ���Ч����
Ϊ���Ʊ�����һ�µ���ĭ������Ҫʹ�����������������о��ȷֲ������ý�Ҷ���Ϊ45��Ļ�е���轰���н��裬��ʹ����������������;����������������ϸߵļ�������ʹAl2O3���������ܵط�ɢ��ͬʱ���ؽ����᷽����Բ���������ѹ�����Ӷ����ƿ������ϸ���
Al2O3���������ӷ�ʽҲ������ɢЧ����Ӱ�졣����Al2O3������ֱ�Ӽ���������ʱ��Al2O3���������в����ף����ѷ�ɢ�����������μ���Al2O3��ĩ��ɢЧ���ȽϺá����轰��ת��Ҳ���Ʊ��Ĺؼ��㡣ͨ����ͬת�ٵĽ���Ч���Աȣ����轰ת��Խ�ߣ���������Խ���ң�������ɢЧ��Խ�á�ʵ������������900~1 800 r/min��ת���£�������ɢЧ���ȽϺá����蹤�չ���Ϊ����4�֣�1) ����������ͬʱ���룬����30 min��2) ��������ĩ�ֳ�����һ���Լ������ٽ��裬����30 min��3) ������2������ֽ�����ż��룬ÿ�μ������ٽ��裬�ȼ���һ�ν���10 min������ٽ���10 min��4) ��4���������룬ÿ��ɢ�����ٽ��裬ÿ����һ�ν���5 min����4�Σ�����ٽ���10 min��ʵ����ͨ���Աȣ����������մɿ��������ٽ���������ɢЧ����ã�����û�г��ֿ�����ĩ�ϸ�����

ͼ2 ����SiO2��Al2O3�մɿ������ݺ��ݱں����Ľ�����Ƭ
Fig.2 Optical micrographs of aluminum foam cell walls by adding SiO2 and Al2O3 particles: (a) A356 alloy with SiO2 particles; (b) A356 alloy with Al2O3 particles; (c) Pure aluminum with Al2O3 particles
ͼ3��ʾΪ����Al2O3������ֱ���ù���1��2��4��5����������п�����ɢ�Ľ�����Ƭ��������������һͬ���벢���ٽ���������п����ž���������أ�������ɢҲ������(��ͼ3(a))������������2��������ž������������٣�Ȼ�������ֲ���Ȼ�����ȣ����������������(��ͼ3(b))�������ž�ʹ������Ч�����ʽ��ͣ�ͬʱҲ������������������ĭ���̹����е��ȶ��ԡ���ˣ����Ӽ������������Сÿ�εļ�����������ͬʱ���ڣ�������Խ�࣬������ɢ�Բ���Խ�ã�������ķ����μ���û�б�Ҫ����4�κͷ�8�μ����մɿ��������ٽ�����մɿ�����ɢЧ�����ȽϺ�(��ͼ3(c)��3(d))��
�ܶȼ����״�С������ֱ��Ӱ����ĭ�������ܡ�Ϊ�˿������״�С���õ�����һ�µ���ĭ���ϣ����ݹ����в�����������Ϊ��Ҫ����ѧ��ͨ��ˮϵʵ�鿼�������������ݴ�С�Ĺ�ϵ��֤�����������������������ھ������ɵ����ݴ�С���ڽ��ܵ���ϵ[16-19]��
�ڴ������Ʊ���ĭ�������У������������ص�Ӱ������ĭ���Ŀ���С��ͼ4��ʾΪ�ڲ�ͬ�������õ��������Ʊ���ĭ��ʱ��������������ֱ���Ĺ�ϵ��
��ͼ4���Կ�������������Խ�����Խ��Ȼ������������һ��ֵ�����ɵ����ݴ�С��һ�����������Ʋ����ԡ�ͬʱ�������Ŀ�Խ�����ɵ�������������ʱ��ֱ��Խ����ˣ���������ĭ����ҲԽ������������һ��������£������Ľṹ�Ͳ���ֱ��Ӱ������ĭ���Ĵ�С��TADAKI��MAEDA[19]ָ��������������㹻С���㹻���ʱ�������������Ӱ�����ݴ�С������ѹ��ֱ��Ӱ�����ݵ����ɼ�������̡�
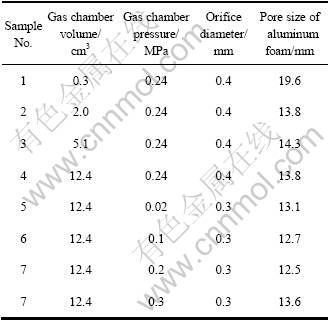
��2����Ϊ��ͬ�������������ѹ���Կ���С��Ӱ�졣�ӱ�2���Կ��������������С��13 cm3��ѹ��С��0.3 MPaʱ����������Կ���Сû��������Ӱ�졣��ʵ�ʹ�ҵ�����У�����ʹ�õ��Ƕ�ṹ�������Ч��������Ƚ�С�������������Ͻ��������ʱ����ĭ���Ŀ���С��������ʱ���ϴ���ˣ�ѡ�������Ͻ������������Ȳ������Ϊ�����IJ��ϡ���֮����һ���ṹ������������ͨ����������������ѹ�������Եõ���ͬ����С����ĭ����ͼ5��ʾΪ��ͬ����С����ĭ��Ʒͼ���ɼ���Խ���ݿ���״Խ�������ݿױ�����ֺ�����ơ�

ͼ3 ��ͬ�����ٶ�������Al2O3�����������ɢ�Ľ�����Ƭ
Fig.3 Optical micrographs showing Al2O3 particle dispersion under different stirring processes: (a) Adding particles and aluminum together at high stirring speed; (b) Dividing particles into 2 packs and adding them into aluminum melt at high stirring speed; (c) Dividing particles into 4 packs and adding them into aluminum melt at high stirring speed; (d) Dividing particles into 8 packs and adding them into aluminum melt at high stirring speed
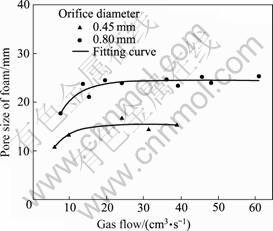
ͼ4 ���������Կ���С��Ӱ��
Fig.4 Effect of gas flow on pore size of foams
��2 ��ͬ�������������ѹ���Կ���С��Ӱ��
Table 2 Effect of gas chamber volume and pressure on pore size of foams

ͼ5 ��ͬ����С����ĭ����Ʒ
Fig.5 Photos of aluminum foams with different pore sizes: (a) 14.4 mm; (b) 16.0 mm; (c) 18.0 mm; (d) 21.3 mm
2.5.1 ��������
ͼ6��ʾΪ�������Ʊ�����ĭ�����������ܡ���ͬƽ��������ĭ������������ͼ6(a)��ʾ���������ݿ������ӣ�����ϵ��������ͬʱ����Ƶ�����Ƶ�ƶ�����ĭ���ڸ�Ƶʱ���������ܸ��ã�����ϵ���ӽ�1����ͼ6(b)���Կ���������ͬһ���Ϳ�϶�ʵ���ĭ����������ĭ����Ʒ�ĺ�ȿ���ʹ����Ƶ�����Ƶ�ƶ���Ȼ����ȵ����Ӷ�����ϵ����ֵ��Ӱ���С����ˣ���ʵ�ʹ���Ӧ���У�������ĭ����Ʒ�ĺ�Ȳ��������������������ܡ�Ȼ��������ĭ���������ÿ�ǻ��������������ĭ�����������ܡ���ͼ6(c)��(d)���Կ���������ĭ������Ŀ�ǻ�����0�������� 70 mmʱ������Ƶ�����Ƶ�ƶ��������е�Ƶ����ϵ���������ߡ�
2.5.2 ѹ������
ͼ7��ʾΪ��ĭ��ѹ�������������ߡ�ѹ����ʼʱ����������ĵط�(���ݿ�ѹ������Ǽ�������)���ȿ�ʼ���Σ��������δ��ݸ��������֡���ͼ7���Կ�������ĭ��ѹ�������о����˵��Ա��Ρ����Ա��μ����ܻ�3���Ρ������õ���Ӧ����Ӧ��������������ĭ����Ӧ��С��0.2 MPa������ƽ̨�ܳ�����϶��Ϊ96.2%��95.8%��������Ӧ��0.7~0.8�Լ���϶��Ϊ92.2%��������0.6~0.7ʱ�������ܻ��Ρ�
��ĭ�ܶ�ԽС����϶��ԽС������Ӧ��ԽС�������巢�ݷ��Ʊ�����ĭ��ѹ����ѧ����[20]�Աȣ��������Ʊ�����ĭ����������Ӧ��С����������ѹ��������û����м����������ʽ(3)����ĭ������ѹ�������Դ�С���õ�λ�������ĭ���ϱ�ѹ�������ܶεĹ����������յ�����W����ʾ����
![]() (3)
(3)
��������Ч��ָ����ͬ��Ӧ��ʱ��ʵ����ĭ��������������������ĭ�����������յı�ֵ����ˣ�����ʵ������������������ƽ̨�ܳ�������Ӧ����С��������������W��С����ˣ��б�Ҫ���н�һ���о��������ĭ��������ǿ�ȡ�

ͼ6 ��ĭ������������
Fig.6 Sound absorption coefficient of aluminum foams: (a) Foam with different diameters, porosity of 97.6% and thickness of 20 mm; (b) Foam with different thicknesses, porosity of 95.2% and diameter of 14.0 mm; (c) Foam with different back cavities, porosity of 95.5%, diameter of 10.4 mm and thickness of 20 mm; (d) Foam with different back cavities, porosity of 97.6%, diameter of 14.4mm and thickness of 20 mm
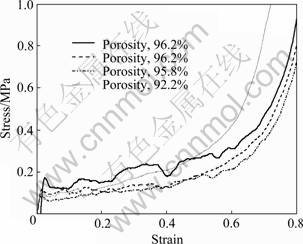
ͼ7 ��ĭ��ѹ������Ӧ����Ӧ������
Fig.7 Stress��strain curves of aluminum foams under compression test
3 ����
1) �ڴ������Ʊ���ĭ�������У�������Ϻ��մɿ����IJ�ͬѡ��ֱ��Ӱ���˴�������Ч�����Դ���Ϊ������ϻ���SiO2Ϊ�մɿ���ʱ������Ч���ϲ���������մɿ��������ٻ�е�������ʹ������ɢ���ȣ��Ӷ��õ�����һ�µ���ĭ����Ʒ��
2) ���ض������Ĵ���װ�ã�ͨ����������ѹ�������������Կ�����ĭ��ƽ������С����״̬����������Խ�����Խ��ͬʱ�����������Ŀ�Ҳ����ʹ��ĭ��ƽ�������������������С��13 cm3ʱ����������ԶԿ���Ӱ�첻��
3) �������Ʊ�����ĭ���Ľṹ��ò�������������Ʊ�����ĭ����ͬ��A356����ĭ����һ�ֵ��͵�������ĭ���ϣ������ܻ��������Ա������ɴﵽ70%���ϡ�
4) ���������ܷ��棬�����κ�Ԥ��������ĭ���ڸ�Ƶ�������µ�����ϵ���ɴﵽ0.9���ϣ���ĭ��ƽ���������ӿ�ʹ����ϵ��������ͬʱʹ����Ƶ�����Ƶ�ƶ����ڸ�Ƶ�������ܹ����ո�������ܡ�ͬʱ������ĭ���������ÿ�ǻ��������������ĭ���ĺ�ȣ���������������ĭ�����������ܡ�
REFERENCES
[2] �� ��, ������. ������ĭ�����о���չ[J]. ���ϵ���, 2003(5): 5-9.
CHEN Xiang, LI Yan-xiang. Porous metal: Research advances and applications[J]. Materials Review, 2003(5): 5-9.
[3] CA J I, CA K L D, CA S H C J. (A1C)Lightweight foamed metal and its production: CA 19902066421[P]. 1991.
[7] Cymat Technologies Ltd. Technical manual for cymat[EB/OL]. http://www.cymat.com/PDFs/TechManual2009.pdf. 2009.
[8] AT D F, AT F H, AT L D. Device and process for producing metal foam: US 20020170538[P]. 2003.
[9] Alulight International Gmbh. Product information[EB/OL]. http://www.alulight.com/en/downloads/alulight_datasheets_en2006.pdf. 2006.
[10] Ԭ����, �� ��, �� Դ, ������. ���巢�ݷ������Ʊ���ĭ����Ĺؼ��������о�[J]. ϡ�н��������빤��, 2009, 38(z3): 306-310.
YUAN Wen-wen, CHEN Xiang, LIU Yuan, LI Yan-xiang. Research on key technologies for batch preparation of aluminum foam slabs by melt foaming process[J]. Rare Metal Materials and Engineering, 2009, 38(z3): 306-310.
[11] ���, Ҧ�㴺, ������, κ ��. ���巢�ݷ��Ʊ���ĭ���Ĺ���̽��[J]. �����, 2003(9): 51-53.
LUO Hong-jie, YAO Guang-chun, ZHANG Xiao-ming, WEI Li. Technical discussion of producing foam aluminium by foaming method of molten aluminium[J]. Light Metal, 2003(9): 51-53.
[12] �� �, ��ӭԪ. ��ĭ����ҵ����ƿ�� ���� ���ݼ�[J]. �������켰��ɫ�Ͻ�, 2008(2): 204-207.
YANG Hao, ZHANG Ying-yuan. The bottleneck of industrialization for aluminum foam��Vesicant[J]. Special Casting & Nonferrous Alloys, 2008(2): 204-207.
[13] �� ٻ, �췽��, ������, ������. ���崵�����ݷ��Ʊ���ĭ���о�[J]. ����, 2007(8): 814-818.
WANG Qian, XU Fang-ming, XU Qing-yan, XIONG Shou-mei. Study on aluminum foam by gas injection foaming[J]. Foundry, 2007(8): 814-818.
[14] �� ��. �������跨�Ʊ���ĭ�����յ����ݡ�����������������ʵ���о�����ֵģ��[D]. ����: ����������ѧ, 2006.
LIU Hong. Experimental study and numerical simulation on bubble-melt two-phase flow with gas injection and mechanical stirring relevant to the aluminum foam processing[D]. Dalian: Dalian University of Technology, 2006.
[15] ������. ��ײ��Ͽ������ֲ��IJⶨ����[J]. �ѹ�ҵ��չ, 2006(2): 29-34.
LIU Pei-sheng. Determining methods for aperture and aperture distribution of porous materials[J]. Titanium Industry Process, 2006(2): 29-34.
[20] �� ��, �ε�ƺ, ��⼽. ��ĭAl�Ͻ��ѹ�����ܼ�����������[J]. ����ѧ��, 2000, 36(10): 1037-1040.
WANG Bin, HE De-ping, SHU Guang-ji. Compressive property and energy absorption of foamed Al alloy[J]. Acta Metallurgica Sinica, 2000, 36(10): 1037-1040.
(�༭ ������)
������Ŀ�� �㽭ʡ�Ƽ��ƻ�������Ŀ(2009C31049)
�ո����ڣ�2010-06-22�������ڣ�2010-08-04
ͨ�����ߣ��� �飬�����ڣ���ʿ��E-mail: xchen@tsinghua.edu.cn
