
DOI: 10.11817/j.issn.1672-7207.2016.06.010
���Ѹ��±�����Ϊ�����ھ������е�Ӧ��
���1, 2���ڻ�3��ʷ����1��������3������2
(1. ����������ѧ ���Ͽ�ѧ�빤��ѧԺ������ ������650093��
2. �ʸּ����о�Ժ����˾ ������Դ�ۺ����ù����ص�ʵ���ң��Ĵ� ��֦����617000��
3. ��ɽ��ѧ �����������װ�������չ��̼����о����ģ��ӱ� �ػʵ���066004)
ժ Ҫ��
~800 �桢Ӧ������Ϊ1~20 s-1�����γ̶�Ϊ60%�ı��������£��Դ���TA1�ĸ����ȱ�����Ϊ������ģ�������о�������Ӧ��-��Ӧ����ģ����������Ϊ�����ֱ�����Ӧ��Ϊ0.3��0.6ʱ���ȼӹ�ͼ����ȷ���ϼѵ������¶�������J-Cģ�ͽ������ο���ģ�Ͳ�������֤���о��������������TA1������Ӧ��������¶����߶����ͣ���Ӧ���������߶����ߣ����λ������¶Ⱥ�Ӧ�����ʵ�Ӱ��ϴ��¶�Ϊ700 �桢Ӧ������Ϊ1 s-1ʱ����Ҫ�Զ�̬�ظ�Ϊ���������¶Ⱥ�Ӧ�����ʵ����ӣ���̬�ٽᾧ�̶Ȳ������ӣ����¶�Ϊ800 �桢Ӧ������Ϊ20 s-1ʱ���ٽᾧ�Ƚϳ�֣���֯���������á����øñ��ο���ģ�Ͳ���Ч���������¶����䣬�ܹ��ﵽ�Ϻõ�����Ч���������Ѱ������������Ҫ��
�ؼ��ʣ�
�������ȱ��������ο������ȼӹ�ͼ��������
��ͼ����ţ�TG337.6 ���ױ�־�룺A ���±�ţ�1672-7207(2016)06-1888-08
Hot deformation behavior of pure titanium and its application in hot sheet finish rolling
LI Jun1, 2, YU Hui3, SHI Qingnan1, LIU Ligang3, REN Wanbo2
(1. School of Materials Science and Engineering,
Kunming University of Science and Technology, Kunming 650093, China;
2. Pangang Group Research Institute Co. Ltd.,
State Key Laboratory for Comprehensive Utilization of Vanadium and Titanium Resources, Panzhihua 617000, China;
3. National Engineering Research Center for Equipment and Technology of Cold Strip Rolling,
Yanshan University, Qinhuangdao 066004, China)
Abstract: The hot deformation behaviors of pure titanium TA1 were studied by thermal simulation experiment with deformation temperature of 700-800 ��, strain rate of 1-20 s-1, and deformation degree of 60%. According to the true stress-true strain data obtained from thermal simulation experiment, the processing maps at strain of 0.3 and 0.6 were established to determine the optimum hot rolling temperature region, respectively, and a deformation resistance model based on the J-C model was developed and verified. The results show that the flow stress of TA1 decreases with the increase of the deformation temperature, while increases with the increase of the strain rate. The temperature and strain rate affect the deformation mechanism greatly. The deformation is mainly dynamic recovery when the temperature is 700 �� and the strain rate is 1 s-1. The degree of dynamic recrystallization increases continuously with the increase of temperature and strain rate. The dynamic recrystallization is well-completed at the temperature of 800 �� and the strain rate of 20 s-1, whose microstructure is homogeneous. The rolling effect is better using the deformation resistance model and controlling the temperature region effectively, and the rolled pure titanium sheet can meet the requirements of the national standard.
Key words: pure titanium; hot deformation; deformation resistance; hot processing map; hot rolling
����������ܶ�С����ǿ�ȸߡ����Ժá���ʴ��ǿ�����µ��������ܣ��ѳ�Ϊ���պ��졢���̡��������˹�ҵ�������������ṹ����[1-4]����ҵ���Ѱ�����������죬���������ۺ���ǥ�����ŵ㣬���Ѵ�����������ɻ��ͷ������������ɻ��������յ�����Ƥ�����ư塢����ǽ�ȣ���ΪӦ����㷺���Ѽ��ѺϽ����[5-6]��Ŀǰ���Ѱ����ͨ���������Σ���������ְ��β������ߴ糬�������ƫ������⣬����Ӱ���Ѱ������[7-8]��Ϊ�˵õ��������������Ʒ�����������̵Ĺ��տ���ʮ����Ҫ�����ο��������˲��ϵ�����Ӧ��������¶ȡ������ٶȺͱ��γ̶�֮��Ĺ�ϵ�����ڴ������(�¡���)�¶�Ϊ882.5 �棬�������¶ȵ���850 ��ʱ��������[9-10]���������Ա����¶ȷ�Χ��խ�����ο����Ա����¶Ⱥͱ������ʽ����У����´��Ѱ�����������ѶȽϴ�[11-13]��Ŀǰ��������ѧ�߶Դ��Ѹ����ȱ�����Ϊ���о�[14-19]������ʵ�����о�Ϊ�����������ȱ�����Ϊ�������������ϵĽ��١�Ϊ�ˣ������������������Ѱ�Ϊ�о�����ͨ����չ���Ѹ����α�����ģ�����飬̽�ֱ����¶ȡ������ٶȺ�Ӧ��̶ȶ�����Ӧ����Ӱ�죬�����ʺ����������ı��ο���ģ�ͺͻ��ڶ�̬����ģ��(DDM)���ȼӹ�ͼ�������֯����ȷ���úϽ��ڲ�ͬ���������µı��λ��ƣ��Ա�Ϊ����ȷ���������մ����ṩ�ο���
1 ����ģ�⼰����
1.1 ��ģ��ʵ��
�������ȡ�Թ�ҵ�ֳ�ij���δ���TA1��������ѧ�ɷּ���1����ѹ�������ӹ���Բ���壬��ֱ�����߶�Ϊ8 mm��12 mm��������������Ҫ�����¶Ȳ�����800 �棬�����¶ȿ�����700 �����ң�������Ӧ������Ϊ5~25 s-1��������ѹ����С��0.6���ɴ�ȷ����ģ������Ϊ�������¶ȷֱ�Ϊ700��725��750��775��800 �棻�������ʷֱ�Ϊ1��5��10��20 s-1��������Ϊ60%����Gleeble-3800��ģ����Ͻ������飬��������ջ����¼��ȵ��ȱ����¶ȣ�����10 min�������ѹ������¼Ӧ����Ӧ�䡣
1.2 ʵ��������
ͼ1��ʾΪ��ͬ�����¶ȺͲ�ͬӦ�����ʶԴ��ѵ�����Ӧ����Ӱ�졣����ͬ��Ӧ�������£����ѵ�����Ӧ�����¶����߶����ͣ�����ͬ���¶��£����ѵ�����Ӧ����Ӧ�����ʵ����Ӷ����ӡ�
��1 ���ִ��Ѱ�����ѧ�ɷ�(��������)
Table 1 Chemical component of pure titanium billets %

��ͼ1��֪���ڱ��γ��ڣ����ű����������ӣ����ѵ�����Ӧ��Ѹ���������ﵽijһֵ������������Ի��������ű�������һ�����ӣ�����Ӧ�����߱��ƽ�������ն�̬�����ͼӹ�Ӳ���ﵽƽ��״̬����Ӧ������Ϊ1 s-1ʱ������Ӧ�����������Եķ�ֵ���֣���Ӧ�����ʷֱ�Ϊ5��10��20 s-1ʱ������Ӧ�����߶�������Ӧ����ֵ�����ݶ�̬�ظ��붯̬�ٽᾧ�������͵�����������TA1��700~800 �����ʱ����Ӧ������Ϊ1 s-1ʱ�����λ����Զ�̬�ظ�Ϊ������Ӧ������Ϊ5��10��20 s-1ʱ���Զ�̬�ٽᾧΪ����
ͼ2��ʾΪ����������ǰ�Ĵ���TA1ԭʼ��֯��ͼ3��ʾΪ��ͬ�¶Ⱥ�Ӧ�������µı�����֯��
��ͼ2��ͼ3��֪�������ھ���ǰ��ԭʼ��֯Ϊ���ᾧ����ͬһӦ�������£������¶����ߣ���̬�ٽᾧ���������������ӣ���֯������Խ�ã����¶�Ϊ700 ��ʱ����֯����������̬�ٽᾧ���������¶�Ϊ800 ��ʱ���ٽᾧ�������ࣻ��ͬһ�¶��£�����Ӧ���������ӣ���̬�ٽᾧ����Խ�࣬������Խ�ã�������700 �滹��800 �棬��Ӧ������Ϊ1 s-1ʱ�����DZ�ѹ�������İ�״��֯����֯�����Խϲ��Ӧ������Ϊ20 s-1ʱ�������ٽᾧ�¾�������֯�����ԽϺá�
�����ȱ��ι��̵���֯�ݱ����¶Ⱥ�Ӧ�����ʵ�Ӱ��ϴ��¶�Ϊ700 �桢Ӧ������Ϊ1 s-1ʱ�����λ�����Ҫ�Զ�̬�ظ�Ϊ������̬�ٽᾧ�̶Ƚ�С�������¶Ⱥ�Ӧ���������ӣ���̬�ٽᾧ�̶Ȳ������ӣ���Ӧ������ʴ�20 s-1ʱ�����ѵ���֯���������á�
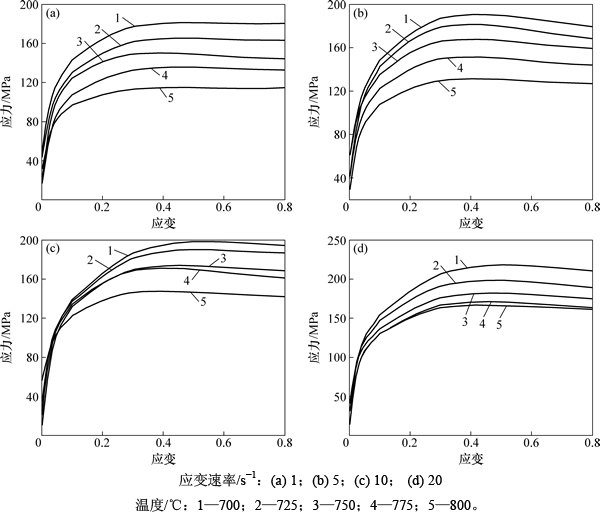
ͼ1 ����TA1��ѹ������Ӧ��-��Ӧ������
Fig. 1 True stress-true strain curves of TA1 pure titanium on hot compression deformation

ͼ2 ����TA1��ԭʼ��֯
Fig. 2 Original structure of TA1 pure titanium
2 ���ο���ģ�ͼ��ȼӹ�ͼ
2.1 ���ο���ģ�͵Ľ���
���ο���ģ���ǽ������Ա��ε�����Ӧ������������йص�������֮��ĺ�����ϵ����ʽ��ֱ�Ӿ�����������ģ�͵�Ԥ�����ȣ����ƶ����ƹ�̵Ļ�����ѧģ�͡�Johnson-Cookģ�Ϳ�Ӧ���ڴ�Ӧ�䡢��Ӧ�����ʡ����±��εIJ���[20]��Ϊ��ѡ��Johnson-Cookģ����Ϊ���ο���ģ����ʽ����������ģ��ʵ��õ������ݣ�ȷ�����ο���ģ�͵�һ����ʽΪ
 (1)
(1)
ʽ�У�A0Ϊ700 ��ʱ������Ӧ������Ϊ����Ӧ�䣻 Ϊ����Ӧ�����ʣ�
Ϊ����Ӧ�����ʣ� ��
�� =10 s-1��B��nΪӦ��ǿ��������CΪӦ������ϵ����mΪ�¶�����ЧӦ��DΪ�¶�ЧӦϵ����t*Ϊ�¶������һ��t*= (t-700)/(tmelt-700)������tΪ�����¶ȣ��棬tmeltΪ�����۵㣬ȡΪ1 668 �档
=10 s-1��B��nΪӦ��ǿ��������CΪӦ������ϵ����mΪ�¶�����ЧӦ��DΪ�¶�ЧӦϵ����t*Ϊ�¶������һ��t*= (t-700)/(tmelt-700)������tΪ�����¶ȣ��棬tmeltΪ�����۵㣬ȡΪ1 668 �档
��������ģ��ʵ�����������ǻ�ѧ�ɷֵ�Ӱ�죬��ʵ�����ݽ��з����Իع�������ñ��ο���ģ��Ϊ

 (2)
(2)
ͼ4��ʾ�ֱ�ΪӦ������Ϊ5 s-1��20 s-1����Ӧ��ʵ��ֵ����ο���ģ�ͼ���ֵ�ıȽϡ���ͼ4���Կ�������ʵ��������Χ�ڵı��ο�������ֵ��ʵ��ֵ��������һ�¡�

ͼ3 ��ͬ�¶Ⱥ�Ӧ�����ʵ�����֯
Fig. 3 Microstructures of TA1 deformed at different temperatures and strain rates

ͼ4 ���ο�������ֵ��ʵ��ֵ�Ƚ�
Fig. 4 Comparisons between calculated and experimental results of deformation resistance
2.2 �ȼӹ�ͼ�Ĺ���
�ȼӹ�ͼ���Է�����Ԥ��������ȼӹ���DZ�ڵ�����ʧ��������������������۱��λ���[21]�����ݶ�̬����ģ��(DMM)����[22]��Murtyʧ��������[23]���Բ��ϵĿɼӹ��Խ����������Ա�ȷ��������ѱ��ι��ղ�����Χ���ڲ��ϵ��ȼӹ������У���λ����������յĹ���P�ɲ������Ա������ĵ�����G�Ͳ����ڱ��ι��̵�����֯ת�����ĵ�����J��ɣ���
 (3)
(3)
���ȱ��ι����У��������Ϲ��ʺ�ɢ�����IJ����dz�Ϊ���ʺ�ɢ���ӣ�����֯ת�����ĵ�����(��ɢЭ��)J�Ͳ��ϴ����������Ժ�ɢ״̬��Jmax��ֵ��ȷ������
 (4)
(4)
ʽ�У�mΪӦ������������ָ����
 (5)
(5)
DMMģ�����ò������ȶ���ѧ�ļ���ֵԭ����Ϊ��������ʧ�ȵ��оݣ���
 (6)
(6)
ͼ5��ʾΪӦ�����ֱ�Ϊ0.3��0.6�Ĵ����ȼӹ�ͼ��ͼ5�еȸ����ϵ���ֵ�������ʺ�ɢ���ӣ���Ӱ����Ϊ�ȼӹ�ʧ������
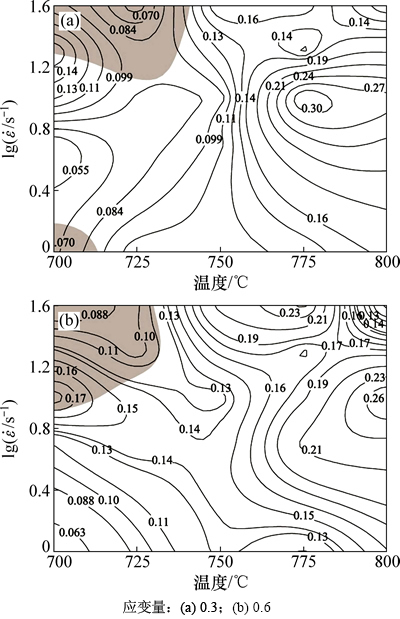
ͼ5 Ӧ��Ϊ0.3��0.6ʱ��TA1�ȼӹ�ͼ
Fig. 5 Hot processing maps of TA1 at strains of 0.3 and 0.6
��ͼ5���Կ������úϽ��ʧ�����������ȼӹ�ͼӦ�����ʽϸߵIJ��֣�˵���úϽ��ڸ�Ӧ������������ʧ�ȡ���Ӧ������0.3���ӵ�0.6��ʧ�������Ӧ��������չ���ڵ��¸�Ӧ����������(700~725 �棬 ��20 s-1)����ʧ�ȡ���ȫ�ӹ�����ΪӦ������С��10 s-1���¶ȴ���725 ��������ڰ�ȫ����Χ�ڣ����ϵ��ܺ��������¶Ⱥ�Ӧ�����ʵ����Ӳ���������������������ʱ�����ٶȽϸߣ��ֵ��ε�Ӧ�����0.3��Ӧ������һ�㶼����10 s-1��Ϊ�˱�����������Щ��������ʱ�������صľ��ȼ��д������ƣ����ε����Ʊ��ι���Ӧ��725 �������¶���������ɡ�
��20 s-1)����ʧ�ȡ���ȫ�ӹ�����ΪӦ������С��10 s-1���¶ȴ���725 ��������ڰ�ȫ����Χ�ڣ����ϵ��ܺ��������¶Ⱥ�Ӧ�����ʵ����Ӳ���������������������ʱ�����ٶȽϸߣ��ֵ��ε�Ӧ�����0.3��Ӧ������һ�㶼����10 s-1��Ϊ�˱�����������Щ��������ʱ�������صľ��ȼ��д������ƣ����ε����Ʊ��ι���Ӧ��725 �������¶���������ɡ�
3 ����Ӧ����֤
3.1 ���ο���ģ����֤
Ϊ����֤�������ı��ο���ģ�ͣ�ѡ��ij�����Ѱ徫��������15�����ƹ�����ÿ��������Ϊ4�����Ƶ��Σ��ֱ��ΪF1��F2��F3��F4��F1���ε������뾶Ϊ327.0 mm��F2���ε������뾶Ϊ317.0 mm��F3���ε������뾶Ϊ309.5 mm��F4���ε������뾶Ϊ327.5 mm��������������2���ó��������̵�������Pģ�Ͳ���SIMS��ʽ����
 (7)
(7)
ʽ�У� Ϊ���ο�����MPa��BmΪ����ǰ��������ƽ�����ȣ�mm��QpΪӦ��״̬Ӱ��ϵ����
Ϊ���ο�����MPa��BmΪ����ǰ��������ƽ�����ȣ�mm��QpΪӦ��״̬Ӱ��ϵ���� Ϊ����ѹ������mm��RΪ�������뾶��mm��
Ϊ����ѹ������mm��RΪ�������뾶��mm��
��ȡ�����ȶ�����ʱ��������ȡƽ��ֵ����Ϊʵ��ֵ����ʽ(7)������������ֵ��ͼ6��ʾΪ����������ֵ��ʵ��ֵ�ıȽϣ��ɼ�4�����α��ε�����������ֵ���ʵ��ֵ�����ǺϽϺã��������ڡ�8%���ڣ��ܹ����㹤�̼�����Ҫ��
3.2 �Ѱ�����
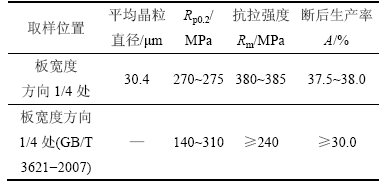
ѡȡ���ƹ��Ϊ��ǰ���31.5 mm������Ŀ����Ϊ7.05 mm��������4���������ƣ������ȼӹ�ͼ���������¶ȣ���������¶�ʵ�ʿ���Ϊ760 �棬����ٶ�1.21 m/s������ѹ���ʷֱ�Ϊ44.1%��37.5%��30.3%��15.1%��������ģ�����������ı��ο���ģ����ȷ�������ڴ�������������С��Ʒ�ֱ仯Ƶ�����ʹر���������ѧϰ���ܣ�������ѧϰ�������ܼ�ʱ��Ӧ�¹��������������Ԥ��������������ֲ�Ʒ��ȹ����С��������̵�ʵ���������ֲ���ͼ7��ʾ����ͼ7�ɼ���������ͨ�������Ƶ���ʱ�������仯�Ƚ�ƽ�ȣ���������ҧ�ֺ���ʱ�������������߳��ַ�ֵ������Ҫ������ë����ͷβ�¶Ƚϵ͡����ο����ϴ����¡����������ƹ����У������¶Ȳ��Ͻ��ͣ������������ߡ��������ƹ��̵ĺ��ƫ����ƽϺã��ȶ�����ʱ���ƫ���ڡ�0.3 mm���ڣ���4���γ��ں��ƫ����ͼ8��ʾ����ͼ8�ɼ���������ҧ��ʱ��Ȳ����ϴ��������ƹ��̵Ľ��У���ȱ仯�����ȶ��������Ѱ�ı��������Ϻá���������Ĵ���ȡ�������ٽᾧ�˻����������֯��ͼ9��������ѧ���ܼ���3����ͼ9�ɼ��������Ѱ��˻�������֯Ϊ�ٽᾧ��ȫ�ĵ��������ƽ������ֱ��Ϊ30.4 ��m���ɱ�3��֪������������ǿ�ȡ�����ǿ�Ⱥ�����������GB/T 3621��2007[24]��TA1�ļ���Ҫ��ȡ���˽Ϻõ�����Ч����
��2 ���Ѿ����IJ��ֹ��ղ���
Table 2 Some technical parameters of pure titanium finish rolling process


ͼ6 ����������ֵ��ʵ��ֵ�Ƚ�
Fig. 6 Comparisons between calculated and measured roll force

ͼ7 �������̵��������ֲ�
Fig. 7 Rolling force distribution of hot finish rolling
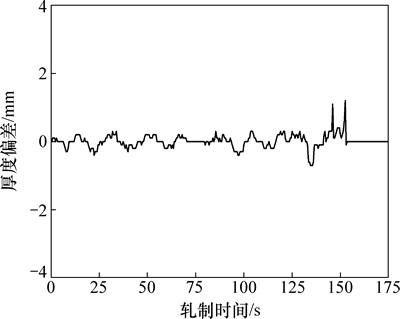
ͼ8 ���ƫ���ػ���
Fig. 8 Display of thick deviation

ͼ9 �ٽᾧ�˻���������֯
Fig. 9 Microstructure of recrystallization annealing process
��3 �����˻��ľ���ֱ������ѧ����
Table 3 Grain size and mechanical properties after annealing
4 ����
1) ����ģ��������Ͻ����˴���TA1��ģ��ʵ�飬������ȱ��β���������Ӧ����Ӱ�죬������ͬ��������֯�ݱ䣬��֪����λ����ܵ��¶Ⱥ�Ӧ�����ʵĽϴ�Ӱ�졣���¶�Ϊ700 �桢Ӧ������Ϊ1 s-1ʱ���λ�����Ҫ�Զ�̬�ظ�Ϊ������̬�ٽᾧ�̶Ƚ�С���������¶Ⱥ�Ӧ�����ʵ����ӣ���̬�ٽᾧ�̶Ȳ������ӣ���֯�����Ա�á�
2) ����ʵ�����ƹ��������µ��ȱ�����Ӧ��-Ӧ�����ݣ��������������̵ı��ο���ģ�ͣ�����ʵ��ֵ�����˱Ƚϣ������ǺϽϺã��������������ڡ�8%֮�ڡ�
3) �����������������ٶȽϸߣ����ڴ�Ӧ�䡢��Ӧ�����ʵ����Ƶ��Σ���Ҫ��֤���Ʊ��ι����¶���725 ��������ɡ�
4) ���ݴ���TA1���ο���ģ����ȷ���ֳ����Ƶ�������ģ�ͣ��������ȼӹ�ͼ��ȷ�������¶ȷ�Χ��ȡ���˽Ϻõ�����Ч�����������Ƚ�ƽ�ȣ���������ƽϺã��Ѱ������ܹ��������Ҫ��
�ο����ף�
[1] SCHUTZ R W, WATKINS H B. Recent developments in titanium alloy application in the energy industry[J]. Materials Science and Engineering A, 1998, 243(1/2): 305-315.
[2] SCHUTZ R W, BAXTER C F, BOSTER P L. Applying titanium alloys in drilling and offshore production systems[J]. Journal of the Minerals, 2001, 53(4): 33-35.
[3] �ܴ���. �ѺϽ��ڴ���������ϵ�Ӧ��[J]. ϡ�н����챨, 2006, 25(1): 17-21.
CAO Chunxiao. Applications of titanium alloys on large transporter[J]. Rare Metals Letters, 2006, 25(1): 17-21.
[4] ����. �������ձ����й��ѹ�ҵ��չ����[J]. ϡ�н��������빤��, 2003, 32(8): 577-584.
ZHOU Lian. Review of titanium industry progress in America, Japan and China[J]. Rare Metal Material and Engineering, 2003, 32(8): 577-584.
[5] ������, ����, ���㽭, ��. �ҹ��Ѽ��ѺϽ�����Ӧ����״����[J]. �ѹ�ҵ��չ, 2011, 28(6): 14-17.
LI Mingli, SHU Ying, FENG Yijiang, et al. Application status on domestic titanium and titanium alloys plate and strip[J]. Titanium Industry Progress, 2011, 28(6): 14-17.
[6] ���غ�, ����, ����, ��. �ѺϽ��ڷɻ��ϵ�Ӧ��[J]. ϡ�н���, 2009, 33(1): 84-91.
LI Chonghe, ZHU Ming, WANG Ning, et al. Application of titanium alloy in airplane[J]. Chinese Journal of Rare Metals, 2009, 33(1): 84-91.
[7] ������, ������, ������, ��. �����Ѵ���������״����չǰ��[J]. �ѹ�ҵ��չ, 2010, 27(5): 6-9.
CHEN Yuliang, LIU Jianliang, HUANG Ziliang, et al. Production situation and development prospect of domestic titanium strip coil[J]. Titanium Industry Progress, 2010, 27(5): 6-9.
[8] ��ӱ, ��־��, ������, ��. 1 725 mm˫����¯�����������Ѱ���ļ����о�[J]. ϡ�н��������빤��, 2014, 43(3): 717-721.
ZHOU Ying, WANG Zhiyong, LAI Yumin, et al. Technology research of titanium plate processed by the 1 725 mm double stands steckel mill[J]. Rare Metal Materials and Engineering, 2014, 43(3): 717-721.
[9] ����ǿ, ����, �ܴ���, ��. �ӹ�ͼ���ѺϽ��е�Ӧ��[J]. ���ϵ���, 2004, 18(7): 26-29.
BAO Ruqiang, HUANG Xu, CAO Chunxiao, et al. Application of processing maps in hot working of titanium alloy[J]. Materials Review, 2004, 18(7): 26-29.
[10] KANG D S, LEE K J, KWON E P, et al. Variation of work hardening rate by oxygen contents in pure titanium alloy[J]. Materials Science & Engineering A, 2015, 632: 120-126.
[11] ���Ǿ�, ��սӢ, ��ۿ��, ��. ��������Ƽӹ������´��ѵĶ�̬�ٽᾧ��Ϊ[J]. �����ȴ���, 2012, 37(10): 29-31.
FAN Yajun, ZHANG Zhanying, LIN Shaohua, et al. Dynamic recrystallization behavior of pure titanium under severe deformation hot-rolling[J]. Heat Treatment of Metals, 2012, 37(10): 29-31.
[12] ����, �ܲ���, ����, ��. ��ҵ���������µ�Ӧ�����������Լ� Hollomon ���鹫ʽ�ĸĽ�[J]. ϡ�н��������빤��, 2013, 42(3): 483-487.
PENG Jian, ZHOU Changyu, DAI Qiao, et al. Strain rate sensitivity of commercially pure titanium TA2 at room temperature and revising of hollomon empirical formula[J]. Rare Metal Materials and Engineering, 2013, 42(3): 483-487.
[13] WON J W, PARK C H, HONG S G, et al. Deformation anisotropy and associated mechanisms in rolling textured high purity titanium[J]. Journal of Alloys and Compounds, 2015, 651: 245-254.
[14] ZENG Z P, JONSSON S, ZHANG Y S. Constitutive equations for pure titanium at elevated temperatures[J]. Materials Science and Engineering A, 2009, 505(1/2): 116-119.
[15] PANDA S, SAHOOA S K, DASHA A, et al. Orientation dependent mechanical properties of commercially pure(cp) titanium[J]. Materials Characterization, 2014, 98: 93-101.
[16] SAJADIFAR S V, YAPICI G G. Workability characteristics and mechanical behavior modeling of severely deformed pure titanium at high temperatures[J]. Materials and Design, 2014, 53: 749-757.
[17] ��ΰ, ��Ӣ��, ����, ��. ��ҵ����TA2�ĸ��±��λ����о�[J]. ϡ�н���, 2003, 27(6): 721-725.
ZHOU Wei, YANG Yingli, ZHOU Lian, et al. Study on high temperature deformation mechanism of TA2[J]. Chinese Journal of Rare Metals, 2003, 27(6): 721-725.
[18] THOTA M K, KAPOOR R, BASAK C B, et al. High temperature deformation of ��-Ti[J]. Materials Science & Engineering A, 2015, 624: 213�C219.
[19] AHN K, HUH H, YOON J. Rate-dependent hardening model for pure titanium considering the effect of deformation twinning[J]. International Journal of Mechanical Sciences, 2015, 98: 80�C92.
[20] ���, ʩ��, �ܽᶫ. Johnson-Cook�������̵IJ����궨[J]. ����������ѧѧ��, 2012, 38(2): 164-167.
LI Jianguang, SHI Qi, CAO Jiedong. Parameters calibration for Johnson-Cook constitutive equation[J]. Journal of Lanzhou University of Technology, 2012, 38(2): 164-167.
[21] ������, �����, �ܾ�, ��. �ӹ�ͼ�����о���չ[J]. ϡ�н��������빤��, 2006, 35(5): 673-677.
ZENG Weidong, ZHOU Yigang, ZHOU Jun, et al. Recent development of processing map theory[J]. Rare Metal Materials and Engineering, 2006, 35(5): 673-677.
[22] PRASAD Y V R K, SESHACHARYULU T. Processing maps for hot working of titanium alloys[J]. Material Science and Engineering A, 1998, 243(1/2): 82-88.
[23] NARAYANA-MURTY S V S, NAGESWARAO B, KASHYAP B P. Instability criteria for hot deformation of materials[J]. International Material Reviews, 2000, 45(1): 15-26.
[24] �й���ɫ������������ίԱ��. �Ѽ��ѺϽ�����[M]. ����: �й���������, 2008: 231-234.
China Non Ferrous Metals Standardization Technical Committee. Standard assembly for titanium and titanium alloys[M]. Beijing: Standards Press of China, 2008: 231-234.
(�༭ ����ΰ)
�ո����ڣ�2015-06-20�������ڣ�2015-08-16
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(51275445)(Project(51275445) supported by the National Natural Science Foundation of China)
ͨ�����ߣ��ڻԣ���ʿ�����ڣ����¸������Գ��λ��ơ����ռ����������о���E-mail��yuhui@ysu.edu.cn
ժҪ�����¶�Ϊ700~800 �桢Ӧ������Ϊ1~20 s-1�����γ̶�Ϊ60%�ı��������£��Դ���TA1�ĸ����ȱ�����Ϊ������ģ�������о�������Ӧ��-��Ӧ����ģ����������Ϊ�����ֱ�����Ӧ��Ϊ0.3��0.6ʱ���ȼӹ�ͼ����ȷ���ϼѵ������¶�������J-Cģ�ͽ������ο���ģ�Ͳ�������֤���о��������������TA1������Ӧ��������¶����߶����ͣ���Ӧ���������߶����ߣ����λ������¶Ⱥ�Ӧ�����ʵ�Ӱ��ϴ��¶�Ϊ700 �桢Ӧ������Ϊ1 s-1ʱ����Ҫ�Զ�̬�ظ�Ϊ���������¶Ⱥ�Ӧ�����ʵ����ӣ���̬�ٽᾧ�̶Ȳ������ӣ����¶�Ϊ800 �桢Ӧ������Ϊ20 s-1ʱ���ٽᾧ�Ƚϳ�֣���֯���������á����øñ��ο���ģ�Ͳ���Ч���������¶����䣬�ܹ��ﵽ�Ϻõ�����Ч���������Ѱ������������Ҫ��
[3] �ܴ���. �ѺϽ��ڴ���������ϵ�Ӧ��[J]. ϡ�н����챨, 2006, 25(1): 17-21.
[4] ����. �������ձ����й��ѹ�ҵ��չ����[J]. ϡ�н��������빤��, 2003, 32(8): 577-584.
[5] ������, ����, ���㽭, ��. �ҹ��Ѽ��ѺϽ�����Ӧ����״����[J]. �ѹ�ҵ��չ, 2011, 28(6): 14-17.
[6] ���غ�, ����, ����, ��. �ѺϽ��ڷɻ��ϵ�Ӧ��[J]. ϡ�н���, 2009, 33(1): 84-91.
[7] ������, ������, ������, ��. �����Ѵ���������״����չǰ��[J]. �ѹ�ҵ��չ, 2010, 27(5): 6-9.
[9] ����ǿ, ����, �ܴ���, ��. �ӹ�ͼ���ѺϽ��е�Ӧ��[J]. ���ϵ���, 2004, 18(7): 26-29.
[11] ���Ǿ�, ��սӢ, ��ۿ��, ��. ��������Ƽӹ������´��ѵĶ�̬�ٽᾧ��Ϊ[J]. �����ȴ���, 2012, 37(10): 29-31.
[17] ��ΰ, ��Ӣ��, ����, ��. ��ҵ����TA2�ĸ��±��λ����о�[J]. ϡ�н���, 2003, 27(6): 721-725.
[20] ���, ʩ��, �ܽᶫ. Johnson-Cook�������̵IJ����궨[J]. ����������ѧѧ��, 2012, 38(2): 164-167.
[21] ������, �����, �ܾ�, ��. �ӹ�ͼ�����о���չ[J]. ϡ�н��������빤��, 2006, 35(5): 673-677.
[24] �й���ɫ������������ίԱ��. �Ѽ��ѺϽ�����[M]. ����: �й���������, 2008: 231-234.
