
���±�ţ�1004-0609(2007)12-1960-07
����������˿�ĵ��Ʊ�����
�� ˳�����»�����ѩ�壬л����
(�����Ƽ���ѧ ���Ͽ�ѧ�빤��ѧԺ������ 100083)
ժ Ҫ��
�����侲Һ��ѹ�ķ�����������װ�������ϼ�ѹ���������߲ģ���ͨ������������Ʊ��⾶С��d 100 ��m��������˿�ġ�������������ܺ�������Ӳ�ȱȺ�ģ�Ǵ�С�Ծ�Һ��ѹ�����������߲ĵ��ȶ��Ʊ�����������Ӱ�죬���ܺ���о����Ӳ�ȱ�Ϊ50?20��ģ��Ϊ45?ʱ�����Գɹ��Ʊ��������õ��������������������������κ��˻���Ϊ���ֱ���˿��������d 1.7��0.28��0.09 mmʱ���˻�һ�Σ�d 1.7 mm�߲��˻��¶�Ϊ200 �棬����ʱ��5 min����������£��˻��¶�Ϊ150 �棬����ʱ��5 min���Ʊ��������⾶Ϊd 70 ��m˿�ĵ�˿���Ͱ������Ȳ��Խ��������˿��Ϊ(70��2) ��m����������Ϊ9~12 ��m���⾶Ϊ90��70��40 ��m��˿����150 �桢5 min�˻�������ǿ�ȷֱ�Ϊ151��177��183 MPa���쳤�ʷֱ�Ϊ9.69%��4.41%��2.34%��
�ؼ��ʣ�
������˿������Һ��ѹ���������������ѧ������
��ͼ����ţ�TG 356.6; TG 379���� ���ױ�ʶ�룺A
Fabrication processing of silver clad aluminum composite wire
SU Shun, LIU Xin-hua, LIU Xue-feng, XIE Jian-xin
(School of Materials Science and Engineering,
University of Science and Technology Beijing, Beijing 100083, China)
Abstract: Silver clad aluminum wires (diameter less than 100 ��m) were fabricated through cold hydrostatic extrusion followed by drawing process. The results show that the ratio of hardness of silver tube to aluminum rod and modular angle are the critical factors that contribute to the success of the hydrostatic extrusion process. When the ratio of hardness of silver clad to aluminum rod is 50?20 and modular angle is 45?, good silver clad aluminum wires can be fabricated successfully. The appropriate drawing and annealing process is that wire should be annealed while its diameter is 1.7, 0.28 and 0.09 mm respectively and the temperature and the hold time of the first annealing are 200 �� and 5 min respectively, and for the rest, are 150 �� and 5 min respectively. The measurement results show that the diameter and silver clad thickness of the wire (70 ��m in nominal diameter) are (70��2) ��m and (9-12) ��m, respectively. For the wires of 90, 70 and 40 ��m in diameter annealed at 150 �� for 5 min, the tensile strengths are 151, 177 and 183 MPa respectively, and the elongations are 9.69%, 4.41% and 2.34%, respectively.
Key words: silver clad aluminum wire; hydrostatic extrusion; drawing with multi-passes; mechanical property
���ŵ�����Ϣ������Ѹ�ٷ�չ������˿���ڸ��־����������͵���DZ������ߵ���ӵȷ���õ��˹㷺��Ӧ�á�����Ϊ��������ߵĽ����������Ӽ��������Ź㷺��Ӧ�á����ǣ���������Դ��ȱ����ֱ������˿����Ϊ������ϳɱ��ߣ����������ƹ�Ӧ�á������߲����ŵ�һ�������ﵽ����Խ���ܣ��ڸ�����ҵ��Ӧ��Խ��Խ��[1-5]�����磬��ͭ�Ͻ���ȣ��絼����ͬʱ��ͭ��������˿�ĵ������ɼ���50%�����Ҽ۸�ɽ���30%~40%[6]������������˿�����䵼���ʸߡ��Ӵ����ܺá��ܶ�С���ص�㷺Ӧ���ں����õ��ߺͲ����ܷ��档���е�������˿��������߶������Ʊ���Ȼ���Ʋ㷨���ڶƲ������ޡ���Ȳ����ȡ��Ʋ���о��֮����ǿ�Ƚϵ͵�ȱ�㡣�������Գ��η��Ʊ�˿�ľ�������Ч�ʸߡ��ߴ羫�������Ƶ��ŵ㣬��˱��㷺Ӧ���ڸ��ֵ�һ����˿�ĵ�����[7-10]��Ȼ������������������˿�����Գ��ι��յ�����о�Ŀǰ��δ��������
��������˿�ĵ����Գ����Ʊ�����һ��������������Ȳ������츴�ϡ����Լӹ����ϻ����������Ʊ�����������Ȼ��������ι��ճ�������ߴ��˿�ġ����У������������Ʊ�������Ҫ������ѹ�ӷ����������ӷ���������ѹ�����������������Ƚ��Ʒ��ͷ�����������[11]������ѹ�ӷ��Ͱ������ӷ�����Ч�ʽϸߣ��ʺϽϴ��ģ���������߸�������ȱ��[12]����������ѹ�������������Ƚ��ơ��������̵ȷ�������������������һ������������ǿ�ȡ�Ӳ�Ⱥ��۵����о�ĵĸ��ϲ���[13]�����⣬�����ø������Ͻ�����ͨ�ȼ�ѹ�Ʊ��߲ģ�������ͨ��ѹʱ�����뼷ѹͲ����Ħ����������������������һ�£�������س��ȷ���������Ȳ����ȣ����ڸ��������£����ڸ��Ͻ����γɴ��Ի�����[14-15]��
��Һ��ѹ�����������ε����ϴ��ڸ�ѹҺ���У��뼷ѹͲ֮�䲻�Ӵ���������Ħ��������˱���ͨ��ѹ���и�ǿ������ѹӦ��״̬������ʵ�ִ�ѹ�ȱ��Ρ������������ȵ��ŵ㣬�ѱ��϶��Ӧ���ڰ������ϵļ�ѹ������[6, 16-18]�������������ԣ������������������ϴ�����ͨ��ѹ����Э�����ߵı��Σ��������þ�Һ��ѹ���������������������ڱ��ο�����ͬ����ɵ��������������һ�������������ʵ�ִ���Σ�ʹ�������Ľ�����ǿ����ߣ������ڻ�ýϸߵ�˿�����ܡ�Ϊ�ˣ��������߶Բ��þ�Һ��ѹ�������εķ����Ʊ�ֱ��100 ��m����������˿�ĵĹ��ս������о����Ʊ�����Сֱ��Ϊ40 ��m��������˿������������˿�ĵijߴ����ѧ���ܽ����˱�����
1 ʵ��
1.1 ��Һ��ѹ����
����350 t��ʽ��ѹ��Һ��ѹ�����������½��м�ѹ����ѹ���εĻ���ԭ����ͼ1��ʾ��
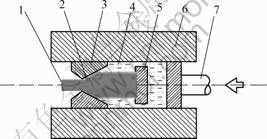
ͼ1 ��Һ��ѹԭ��ͼ
Fig.1 Apparatus of hydrostatic extrusion: 1��Aluminum core rod; 2��Silver clad; 3��Die; 4��High pressure fluid; 5��Tailstock; 6��High pressure container; 7��High pressure plunge
����������װ������Ϊ��Һ��ѹ���ϣ����ǵ���Ԫ�صļ����ʹ�������ڼӹ������мӹ�Ӳ����������������������˻���������������εĽ��У���˱��о���ѡ�õIJ��ϴ��ȴ�99.9%���ϡ������������IJ����������1���С����ܲ��õ������ƹܲģ�Ϊ��ʹ��о��������Ӳ�ȽϺõ�ƥ�䣬�����н�ΪϸС�ľ���������������������������о����õ���о���ɸߴ���������ѹ�Ʊ������ܺ������ij��Ⱦ�Ϊ100 mm�����ܵ��⾶���ھ��ߴ�ֱ�Ϊ20 mm��14 mm��������ֱ��Ϊ14 mm��Ϊ���ڼ�ѹ��ʼʱ���Ϻͼ�ѹģ֮���γ����õ��ܷ�״̬���������ڼ�ѹͲ�ڽ����ܱո�ѹ��������Ҫ�����ܺ�����ͷ����ѹ������30?�İ��ǣ���ͼ2��ʾ��������������װʱ���ù�����ϣ��Ա�֤��������Ӵ����ã���ֹ����֮��������棬�ڼ�ѹʱ������������[19]��������������װ�ɸ������Ϻ���β����β�������ܷ⡣
��1 ʵ����������������
Table 1 Performance of silver and aluminum used in experiment


ͼ2 ʵ���������ܺ�������Ƭ
Fig.2 Photograph of silver tube and aluminum rod used in this experiment: 1��Silver tube; 2��Aluminum rod
�ֱ����ģ��Ϊ30?��45?��60?�ļ�ѹģ����ʵ�飬��ѹ�����߲�ֱ��Ϊ6 mm����ѹ��Ϊ11.1����ѹ�ٶ�(��ѹ���ƶ��ٶ�)Ϊ6~8 mm/s�����ø�����Һ��ʴ���ٲ��ý����������Ʊ����߲Ľ�������֯�۲죬��ȷ���������ι��յ��˻���
1.2 ���μӹ�
�����������õ����ԣ���ӹ�Ӳ���ʽϵͣ�����������õ���ӹ��ԡ���ӹ�ʱ�����μӹ��ʿ�Ϊ15%~20%�������˻�֮����ܼӹ��ʿɴﵽ99%[20]��
���о��е����γ����������Ϊ����Һ��ѹ��õ�ֱ��Ϊ6 mm���������߲ġ���ȷ��������ʱ����Ҫ��������������أ�һ���棬��Ʒֱ��ԽС�����������Ա������ƺ�����ȱ���Լ��豸�����ٶȵ��Ŷ������ص����������ӣ�������ε�����ϵ��Ӧ��˿��ֱ���ļ�С����С[21]����һ���棬�������Ľ�����ǿ����Ӱ��˿�����κ����������Ĺؼ�����[22]����˱��о�����ǰ�����β��ô�ĵ��μӹ��ʣ��Խ�һ���ٽ������������ұ���ϣ���ͨ�������ϸ�����������˿����ѧ���ܡ����ʵ��ʵ����������ѡ��������ģΪ��d 6.0~1.0 mmʱ����������ϵ��Ϊ1.2~1.25��d 1.0~0.1mmʱ����������ϵ��Ϊ1.1~1.2��d 0.1 mm����ʱ����������ϵ��Ϊ1.06~1.15�����ι����зֱ��������4�ֲ�ͬ�����κ��˻��ƶȽ���ʵ�飺1) ��d 6.0 mm�ļ�ѹ�߲IJ����˻��������ε�d 1.068 mm������˻����������������ճߴ磬���ٽ����м��˻�2) ��d 6.0 mm�ļ�ѹ�߲����˻�Ȼ������������d 1.068 mm���ٽ����˻����������������ճߴ磻3) ��d 6.0 mm�ļ�ѹ�߲����˻�Ȼ����ýϴ�ĵ�������ϵ��������d 1.068 mm���ٲ��ó������ι������ε����ճߴ磻4) ��d 6.0 mm�ļ�ѹ�߲����˻�֮����ýϴ���α�������d 1.068 mm���ٴν����˻�Ȼ��������d 0.127 mm�ٴν����˻������������ߴ硣���У��˻���Ϊ��d 6.0~1.0 mm�߲��˻��¶�Ϊ200 �棬����ʱ��5 min����������£��˻��¶Ⱦ�Ϊ150 �棬����ʱ��Ϊ5 min�����������ջ����ϸ���ʵ�����Ż����ա�
1.3 ˿�ĵijߴ������ܱ���
���û�����֬�������������ĥƽ������������۲������״������˿��ֱ���������ȣ�ÿ����Ʒ�ֱ����˿���������ȵ����ֵ����Сֵ��
���չ���GB10573��89��ɫ����ϸ˿ǿ������ʵ�鷽��������������˿����ѧ���ܲ��ԡ�
2 ���������
2.1 ��Һ��ѹ
ģ�Ǵ�С�Ǿ�Һ��ѹ��һ����Ҫ�������о����������ģ��Ϊ30?��60?ʱ�ļ�ѹ��������45?ʱ�ļ�ѹ�����������ģ����30?~60?֮�䣬�����ڱ��о���ȷ��ģ��Ϊ45?��
��Һ��ѹʵ�������������ܺ�������״̬�������������߲ĵ��ȶ��Ʊ���������Ӱ�졣�����ܺ�������Ӳ�ȷֱ�ΪHV71��HV20ʱ����ѹʱ�����Ե����״��������о������������ͼ3(a)��ʾ���������ڼ�ѹʱ��������֮��ϴ����������������ɵġ����ܾ�Һ��ѹ����ͨ��ѹ�����ڸĽ����������IJ������ԣ�����������������ǿ�Ⱥ��쳤�ʲ�ͬ���ڲ�����Ӳ�ȱ�������ܵ�Ӳ�ȵ͵ö࣬�ڼ�ѹʱ��о���Ȳ������Ա��Σ�����о�����ٶȱ���������죬�Ӷ�ʹ�����ܵ���Ӧ��������������������ԵĶ���(���״)���о�ͬʱ����������ģ�ǵ��������״ȱ�ݸ������ԡ�
��������300 ��[20]��������½����˻𣬵�����Ӳ��ֵ��ΪHV50ʱ������ͬ�������½��м�ѹʵ�飬�������ģ��Ϊ45?�ļ�ѹģ�ɹ��Ʊ��˱����������õ��������߲ģ���ͼ3(b)��ʾ��

ͼ3 ��ͬ���ܺ�����Ӳ�ȱ�ʱ��Һ��ѹʵ����
Fig.3 Results of hydrostatic extrusion under different ratios of hardness of silver clad to aluminum rod: (a) Crack of silver clad aluminum wire(Ratio of hardness 71?20); (b) Silver clad aluminum wire with good surface and 6 mm in diameter(Ratio of hardness 50?20)
�Լ�ѹǰ��������֯�����˹۲죬�����ͼ4��ʾ����ͼ4�������Կ�������ѹǰ����֯�ӽ����ᾧ������ƽ���ߴ�Ϊ20~40 ��m���Ҿ����ߴ����ϴ�ѹ�����֯ΪϸС���ᾧ�������ߴ�Ϊ5 ~10 ��m�����ұȼ�ѹǰ���ȡ����������Һ��ѹȷʵ��������ϸ�����������á�������ǣ����ڼ�ѹ�����з����˶�̬�ٽᾧ���ڼ�ѹ����ݵ�ʱ���ڷ������ٽᾧ����Ϊͨ���������伷ѹ������ͨ������ľ����ڲ����ƹ��������У����ű��ε��������ر��η�������������γ���ά��֯�����������ڼ�ѹʱ��������νϴ�����ڱ��ι����в������������ȣ����������ٽᾧ�¶Ƚϵͣ��ھ�Һ��ѹ�����в������ȵ������£�ʹ���������ڼ�ѹ�����л��ڼ�ѹ��̵ܶ�ʱ���ڷ����ٽᾧ��

ͼ4 ��ѹǰ�����ݶ��������֯
Fig.4 Longitudinal section metallographs of pure silver: (a) Before extrusion; (b) After extrusion
2.2 ����ʵ��
����ǰ��4�ֲ�ͬ���κ��˻��ƶȷ�����ʵ�������£�����һ�ͷ�������˿��С��0.065 mm������ʱ��˿�������أ�˿�ijɾ�����С��30 m��ƽ������ǿ����180~230 MPa֮�䣬����һ��ƽ��ǿ��(206~230 MPa)�Ը��ڷ�������ƽ��ǿ��(180~210 MPa)����������˿��С��0.127 mm������ʱ��˿�ͱȽ����أ��ɾ�����С��20 m��ƽ��ǿ��Ϊ200~215 MPa�������÷����ģ����ε���˳�����У�˿�ĵ�ƽ��ǿ��Ҳ�ﵽ257~286 MPa��
ͬʱ������4�ֲ�ͬ���ι���ʵ���������������ӹ���Ϊ99%����ʱ��������˿�����������ۼƱ������ﵽ99.6%����ʱ��������˿�Ķ�˿����Ƚ����ء�ͼ5��ʾΪֱ��70 ��m��˿���˻�ǰ����������ߣ��������Կ������˻�ǰ˿�ĵ�����ǿ��Ϊ218 MPa���쳤�ʽ�Ϊ0.9%�����������죬���˻��ǿ���½�Ϊ176 MPa���쳤����ﵽ5%����˵����˿������Ҫ������˿���Ѿ���ּӹ�Ӳ����ɵġ�ͬʱ���о����ֲ������м��˻�ֱ����99.8%�ļӹ������ε����ղ�Ʒ�ߴ�ʱ���Ʊ���˿�Ŀ���ǿ�Ƚϸߣ�������һ��ʱ���˿�ĵ�ǿ�����Խ��ͣ����봿���ھ�������κ����ȻʱЧ�й�[20]��
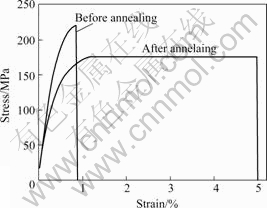
ͼ5 �⾶70 ��m������˿���˻�ǰ�����������
Fig.5 Stress��strain curves of silver clad aluminum wires with 70 ��m in diameter before and after annealing
�ۺ���������ʵ�������������Ʊ����ս��иĽ����Ż�������ȷ�����µ�����-�˻��շ�����d 6.0 mm��˿��������d 1.7 mm���е�һ���˻�֮��������˿��d 0.28 mm���еڶ����˻𣬵�˿���ﵽd 0.09 mm�����ĩ���м��˻����������Ҫ��ĸ��ֳߴ硣���У�d 1.0~6.0 mm֮�����15%~25%�ĵ��μӹ��ʣ�d 0.1~1.0 mm֮�����10%~15%�ĵ��μӹ��ʣ�d 0.07~0.1 mm֮�����8%~10%�ĵ��μӹ��ʣ�d 0.04~0.07 mm֮�����5%~8%�ĵ��μӹ��ʣ��˻���Ϊ��d 1.7 mm�߲��˻��¶�200 �棬����ʱ��5 min����������£��˻��¶�150 �棬����ʱ��5 min�����������ճɹ��Ʊ��˱����������á�ǿ�Ƚϸߵ�������˿�ģ���ͼ6��ʾ��
2.3 ˿�ijߴ�����ѧ����
2.3.1 ˿�ijߴ�
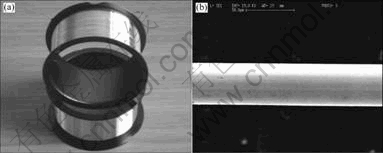
ͼ6 �⾶40 ��m˿�ĵij�Ʒ���������ò
Fig.6 Product of silver clad aluminum wire and its surface image(40 ��m in diameter): (a) Product of silver clad aluminum wire; (b) Surface image of silver clad aluminum wire
�ֱ������ֱ��Ϊ70 ��m��������˿�IJ�ͬ�߾��Ͻ�ȡһ�Σ������⾶�������Ƚ��в��ԣ�ͼ7��ʾΪ������˿���⾶�������ȵIJ�����ֵ��

ͼ7 ˿���⾶��������Ȳ���ֵ
Fig.7 Measurement results of diameter(a) and silver clad thickness(b) of wires
��ͼ7���Կ�����˿��ֱ��Ϊ(10��2) ��m������˿�ĺ���������ΪԲ�Σ��⾶���ֵ����Сֵ��ֵ������3 ��m�������ȱȽϾ��ȣ������ֵ����Сֵ��ֵ������2 ��m��ƽ�����Ϊ9-12 ��m��ͼ8��ʾΪd 70 ��m������˿�ĵĺ������ò��

ͼ8 ������˿�������Ƭ
Fig.8 Image of cross section of silver clad aluminum wire with 70 ��m in diameter
2 3.2 ˿����ѧ����
�Բ�ͬ�ߴ��������˿�Ľ����������ܲ��ԣ��������Ϊ100 mm, �����ٶ�Ϊ5 mm/min��ÿ�ֳߴ�ʵ���ظ�5~10�����ϡ����Խ��������˿�ĵ���ѧ���ܲ�����С����150 �棬5 min�˻���⾶Ϊ90��70��40 ��m˿�ĵ�����ǿ��ƽ��ֵ�ֱ�Ϊ151��177��183 MPa���쳤��ƽ��ֵ�ֱ�Ϊ9.69%��4.41%��2.34%��ͼ9��ʾΪ�⾶90��70��40 ��m������˿�ľ�150 �桢5 min�˻��ĵ����������ߡ�
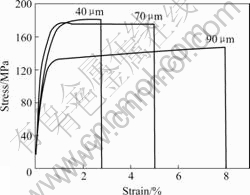
ͼ9 ������˿��������
Fig.9 Stress��strain curves of silver clad aluminum wires at annealing temperature of 150 �� for 5 min
��ͼ9�ɿ������˻�̬��������˿���нϸߵ�ǿ�ȣ�������ǿ�����żӹ��ʵ�����(˿����С)�����ӣ����쳤�����żӹ��ʵ����������½���
3 ����
1) ��Һ��ѹ�������߲�ʱ����������Ӳ�ȱ���Ӱ�켷ѹ���̵���Ҫ���ء�����ѹ��Ϊ11.1��Ӳ�ȱȲ�����2.5?1��ģ��Ϊ45?ʱ�����Գɹ���ѹ���α����������õ��������߲ġ�
2) ���������κ��˻���Ϊ���ֱ���˿��������1.7��0.28��0.09 mmʱ���˻�һ�Ρ����У�d 1.0~6.0 mm֮�����15%~25%�ĵ��μӹ��ʣ�d 0.1~1.0 mm֮�����10%~15%�ĵ��μӹ��ʣ�d 0.07~0.1 mm֮�����8%~10%�ĵ��μӹ��ʣ�d 0.04~0.07 mm֮�����5%~8%�ĵ��μӹ��ʣ��˻���Ϊ��1.7 mm�߲��˻��¶�200 �棬����ʱ��5 min����������£��˻��¶�150 �棬����ʱ��5 min��
3) �����μӹ��ʴﵽ99.6%����ʱ���ι��̶�˿����Ƚ����ء������д������ȻʱЧ�����������м��˻�ֱ����99.8%�ļӹ��ʳ��������ճߴ�ʱ��������˿�ķ���һ��ʱ�����ǿ�����Խ��͡�
4) �˻�̬��������˿�ľ��нϸߵ�ǿ�ȺͽϺõ����ԡ��⾶Ϊ90��70��40 ��m˿�ĵ�����ǿ�ȷֱ�Ϊ151��177��183 MPa���쳤�ʷֱ�Ϊ9.69%��4.41%��2.34%��
REFERENCES
[1] Huang W, Nie X, Xia Y M. Effects of heat-treatment and strain rate on the mechanical properties of SiC/Al composite wires-experimental and constitutive modeling[J]. Composites: Part A, 2005, 36: 1316-1322.
[2] Sharma I G, Chakraborty S P, Majumdar S, Bidaye A C, Suri A K. A study on preparation of copper-niobium composite by aluminothermic reduction of mixed oxides[J]. Journal of Alloys and Compounds, 2002, 336: 247-252.
[3] Blucher J T, Dobranszky J, Narusawa U. Aluminium double composite structures reinforced with composite wires[J]. Mater Sci Eng A, 2004, 387/389: 867-872.
[4] �����, Ī �. ������˿��Ʒ�Ĺ����ص㼰�г�չ��[J]. ����, 2001, 18(6): 30-33.
ZHANG Shu-jiu, MO Zhang. Processing characteristics of aluminum-clad wire and its market prospect[J]. Steel Rolling, 2001, 18(6): 30-33.
[5] �� ��, �� ��, ��־��. ͭ������������ѹ����ģ��ʵ�鼰�����о�[J]. ����������ѧѧ��, 2001, 26(3): 101-105.
YAN Lin, ZHONG Yi, ZHANG Zhi-hao. The experimental simulation and mechanics of continuous cladding copper/steel[J]. Journal of Kunming University of Science and Technology, 2001, 26(3): 101-105.
[6] Rhee K Y, Han W Y, Park H J, Kim S S. Fabrication of aluminum/copper clad composite using hot hydrostatic extrusion process and its material characteristics[J]. Materials Science and Engineering A, 2004, 384: 70-76.
[7] ������, ��˳��. þ�Ͻ�˿���ȼ�ѹ-���ι��ռ�����λ���[J]. ���Ͽ�ѧ�빤��, 2005, 13(5): 466-469.
JIN Wen-zhong, LIU Shun-hua. Hot extrusion-drawing technology of magnesium alloys welding wire and its deformation mechanism study[J]. Materials Science and Technology, 2005, 13(5): 466-469.
[8] Murr L E, Flores R D. Defects and failure in ultra-fine copper magnet wire[J]. Scripta Materialia, 1998, 39(4/5): 527-532.
[9] Su Y. Enhanced boundary lubrication by potential control during copper wire drawing[J]. Wear, 1997(210): 165-170.
[10] Norasethasopon S, Yoshida K. Finite-element simulation of inclusion size effects on copper shaped-wire drawing[J]. Mater Sci Eng A, 2006, 422: 252-258.
[11] �����, �ⴺ��, л����. ���������߲ij��ι��յ��о������ſ�[J]. ���ϵ���, 2003, 17(5): 65-68.
SUN De-qin, WU Chun-jing, XIE Jian-xin. Research and development of forming technologies for metallic composite wires[J]. Materials Review, 2003, 17(5): 65-68.
[12] ���ſ�. ��ͭ������Ϊ�ڵ����CATVͬ����µ�����[J]. �㲥����Ӽ���, 2000(3): 140-142.
DAI Ya-kang. Characters of CATV coaxial cable with copper clad aluminum wire as inner conductor[J]. Radio and TV Broadcast Engineering, 2000(3): 140-142.
[13] ���ſ�, ��ϲɽ, �� ˷, ���Ƕ�. �������ӷ�������ͭ�����ߵ�����������[J]. ���ߵ���, 1997(5): 25-28.
DAI Ya-kang, YANG Xi-shan, WANG Shuo, Gao Xing-dou. Quality and properties of copper clad aluminum wire produced by pipe-weld cladding technique[J]. Electric Wire and Cable, 1997(5): 25-28.
[14] Ahmed N. Extrusion of copper clad aluminum wire[J]. Journal of Mechanical Working Technology, 1978, 2: 19-32.
[15] Kwon H C, Jung T K, Lim S C, Kim M S. Fabrication of copper clad wire by indirect extrusion and drawing[J]. Materials Science Forum, 2004, 449/452: 317-320.
[16] Avitzur B. Hydrostatic extrusion[J]. Journal of Engineering for Industry, 1965, 11: 487-494.
[17] Park H J, Na K H, Cho N S, Lee Y S, Kim S W. A study of the hydrostatic extrusion of copper-clad aluminium tube[J]. Journal of Materials Processing Technology, 1997, 67: 24-28.
[18] Yoon D J, Jeong H G, Lim S J, Na K H, Kim E Z. Process conditions and interfacial characteristics of Al/Cu clad composite formed by hot hydrostatic extrusion[J]. Materials Science Forum, 2005, 475/479: 959-962.
[19] �� ��. ͭ���������߲ľ�Һ��ѹ�ӹ������о�[J]. �¼����¹���, 2001, 9: 27-28.
HU Jie. The study to produce copper fold aluminum composite wire by hydraulic extrusion[J]. New Technology and Processing, 2001, 9: 27-28.
[20] ��Զ��, �Ի�־. ��[M]. ��ɳ: ���ϴ�ѧ������, 2005.
NING Yuan-tao, ZHAO Huai-zhi. Silver[M]. Changsha: Central South University Press, 2005.
[21] ������. �������Լӹ�ѧ����ѹ��������ܲ�����[M]. ����: ұ��ҵ������, 1991.
MA Huai-xian. Metal plastic working-extrusion, drawing and tubes cold rolling[M]. Beijing: Metallurgical Industry Press, 1991.
[22] McAllen P J, Phelan P. Experimental analysis of drawn composite wire[J]. Journal of Materials Processing Technology, 2006, 177: 701-703.
������Ŀ�������ص�����о���չ�ƻ�������Ŀ(2006CB605200)������ѧ�ߺʹ����Ŷӷ�չ�ƻ�������Ŀ(IRT0407)
�ո����ڣ�2007-05-25�������ڣ�2007-09-30
ͨѶ���ߣ�л���£����ڣ��绰��010-62332254, 010-62333999; E-mail: jxxie@mater.ustb.edu.cn
ժ Ҫ�������侲Һ��ѹ�ķ�����������װ�������ϼ�ѹ���������߲ģ���ͨ������������Ʊ��⾶С��d 100 ��m��������˿�ġ�������������ܺ�������Ӳ�ȱȺ�ģ�Ǵ�С�Ծ�Һ��ѹ�����������߲ĵ��ȶ��Ʊ�����������Ӱ�죬���ܺ���о����Ӳ�ȱ�Ϊ50?20��ģ��Ϊ45?ʱ�����Գɹ��Ʊ��������õ��������������������������κ��˻���Ϊ���ֱ���˿��������d 1.7��0.28��0.09 mmʱ���˻�һ�Σ�d 1.7 mm�߲��˻��¶�Ϊ200 �棬����ʱ��5 min����������£��˻��¶�Ϊ150 �棬����ʱ��5 min���Ʊ��������⾶Ϊd 70 ��m˿�ĵ�˿���Ͱ������Ȳ��Խ��������˿��Ϊ(70��2) ��m����������Ϊ9~12 ��m���⾶Ϊ90��70��40 ��m��˿����150 �桢5 min�˻�������ǿ�ȷֱ�Ϊ151��177��183 MPa���쳤�ʷֱ�Ϊ9.69%��4.41%��2.34%��
