

J. Cent. South Univ. (2021) 28: 1183-1194
DOI: https://doi.org/10.1007/s11771-021-4689-7

Effects of sintering temperature and holding time on microstructure and mechanical properties of Ti-1Al-8V-5Fe prepared by spark plasma sintering
LI Yun-zhe(������)1, LIU Shi-feng(������)1, ZHANG Guang-xi(�Ź���)1, 2,
LIU Wei(��ΰ)1, YANG Xin(����)3, LI Lan-jie(������)4, WANG Yan(����)1
1. School of Metallurgical Engineering, Xi��an University of Architecture and Technology,Xi��an 710055, China;
2. HBIS Industrial Technology Service Co., Ltd., HBIS Group Co., Ltd., Langfang 065000, China;
3. College of Materials Science and Engineering, Xi��an University of Technology, Xi��an 710048, China;
4. Cheng Steel Group Co., Ltd., HBIS Group Co., Ltd., Chengde 067102, China
 Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2021
Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2021
Abstract:
Ti185 alloy is widely used in key industrial fields such as aerospace due to its excellent mechanical properties. The traditional method of preparing Ti185 alloy will inevitably appear ���� fleck��, resulting in the decrease of mechanical properties, and the high price of V element limits the wide application of Ti185. In this paper, a low-cost master alloy V-Fe powder is used, a dense block is prepared by spark plasma sintering (SPS) technology, and a high-performance Ti185 alloy is prepared by controlling the sintering parameters. XRD and SEM were used to investigate the phase and microstructure of the samples prepared under different parameters. The compressive strength and friction properties of the directly prepared samples were studied. The samples with a sintering temperature of 1350 ��C and a holding time of 30 min exhibited the most excellent comprehensive performance, with the highest compressive strength and lowest friction coefficient of 1931.59 MPa and 0.47, respectively.
Key words:
spark plasma sintering; Ti185 alloy; microstructure; mechanical properties��
Cite this article as:
LI Yun-zhe, LIU Shi-feng, ZHANG Guang-xi, LIU Wei, YANG Xin, LI Lan-jie, WANG Yan. Effects of sintering temperature and holding time on microstructure and mechanical properties of Ti-1Al-8V-5Fe prepared by spark plasma sintering [J]. Journal of Central South University, 2021, 28(4): 1183-1194.
DOI:https://dx.doi.org/https://doi.org/10.1007/s11771-021-4689-71 Introduction
Spark plasma sintering (SPS) technology is a rapid sintering technology that generates plasma by pulse current to melt metal powder and pressurize during sintering. It has the advantages of fast heating rate, high sintering efficiency, controllable sintered sample structure, and high purity [1, 2]. At the same time, because of the characteristics of low voltage and high current, the powder is instantaneously prepared into a dense mass. In recent years, SPS technology has been widely used in the development and preparation of new materials. The technology can prepare a wide range of materials, such as metal materials, intermetallic composite materials, ceramic materials, functionally gradient materials, nanomaterials [3-8]. With the advantages of discharge plasma activation and hot pressing, SPS has become more and more popular for scientific researchers [9].
Titanium and titanium-based alloys are widely used in biomedicine, aerospace, and lightweight manufacturing due to their high strength, excellent corrosion resistance, excellent wear resistance, and excellent biocompatibility [10-13]. Among them, �� titanium alloy has better strength, fatigue performance and corrosion resistance, and good shape plasticity has stimulated more and more researchers�� interest. Iron is a very powerful �� titanium stabilizing element in titanium alloys [14]. After the deformation and heat treatment of Ti185 alloy prepared by powder metallurgy, it can achieve ultra-high strength and become the most excellent titanium alloy at present, and it is also the most successful Ti alloy developed with vanadium (V) and Fe as the main elements [15, 16].
Recent basic research has shown that under slow cooling conditions, 0.12% of Fe in commercial pure titanium will cause the formation of ���� fleck�� on the grain boundaries, which is very undesirable. Segregation of Fe elements will inevitably occur when prepared by traditional casting technology, which requires multiple smelting, thermal deformation processing and subsequent heat treatment to optimize the microstructure [17], preventing the mechanical properties of castings from degrading due to element segregation. AZIZI et al [18] studied the preparation of Ti185 alloy through SLM to achieve high compression performance, but the compression rate of the as-built sample is only 10%. Although the compression rate is increased after heat treatment, the strength is significantly reduced, and the processing technology is increased, which undoubtedly increases the material processing procedures and costs.
Therefore, in order to reduce preparation costs and subsequent processing procedures, this research uses low-cost V-Fe powder, Ti powder, Fe powder, and Al powder as raw materials to prepare low-cost, high-performance Ti185 alloy through SPS, and investigates the effects of sintering temperature and holding time on microstructure and mechanical properties of Ti185 alloy.
2 Materials and methods
2.1 Materials
The composition and particle size of the experimental raw materials are shown in Table 1. According to the mass percentage of Ti185, 430 g of sponge titanium powder, 50 g of V-Fe powder, 15 g of Fe powder and 5 g of Al powder were mixed and then ball milled (500 r/min, 4 h). The model of the ball mill was QF-WL-4L omnidirectional planetary ball mill. In the ball milling process, the ball-to-material ratio was 10:1, and the mixed powder is shown in Figure 1. The ball-milled powder was dried under vacuum conditions (80 ��C, 10 h) to prevent the powder from being damp and the moisture evaporation during the sintering process will affect the density of the sample.
Table 1 Raw material composition and particle size
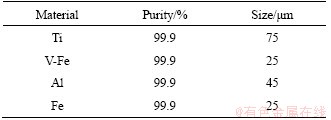
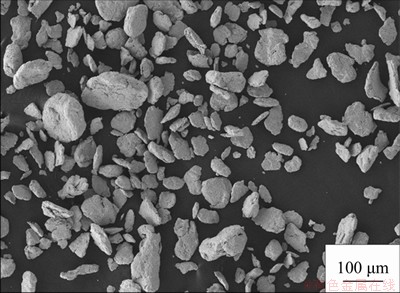
Figure 1 SEM microstructure of mixed powder
2.2 Methods
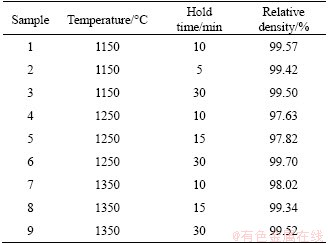
Spark plasma sintering furnace (LABOX-330, Japan) was used in this study. Under a pressure of 30 MPa, the sintering temperature and holding time were changed to sinter the powder into a cylindrical sample with a diameter of 20 mm and a height of (12��2) mm. The specifications of the graphite mold used are inner diameter 20.4 mm, outer diameter 60.0 mm, and wall thickness 20 mm. The release agent boron nitride was spread on the inner wall of the mold and the surface of the upper and lower dies, and the graphite paper was rolled to a thickness of about 0.1 mm, close to the inner wall of the mold, and two layers of graphite paper were padded on each of the upper and lower dies to prevent the powder from being welded to the mold and causing demolding difficulty, and ensure that the current flows evenly. The heating rate of the sintering process is as follows: 100 ��C/min to 1000 ��C; then 50 ��C/min to T -50 ��C (T is the set temperature); final 25 ��C/min to T, and the specific process parameters are shown in Table 2.
Table 2 Samples with different sintering parameters
An electronic density meter was used to measure the density of the sample. Under normal temperature and pressure, pure water was used for the liquid medium, and the surface of the sample was smeared with petroleum jelly to prevent the liquid from invading the sample. The average value of each sample was measured three times, and the relative density was calculated by comparing the theoretical density. The sintered sample was removed from the surface graphite paper on a pre-grinding machine, and then the surface of the sample was polished to a flat surface on silicon carbide sandpaper according to the standard process, and then mechanically polished. The polishing liquid was SiO2 suspension, and the test was polished to a mirror surface. When the sample corrosion agent (V(HF):V(HNO3): V(H2O)=2: 4: 94) corrodes the surface, and the corrosion time is 13 s, the clear microstructure under metallography can be obtained. Nissan Osbalin GX51 inverted optical microscope (Optical micrograph, OM) was used to analyze the microstructure of the samples. The phase of the sintered sample was measured with the model D8 ADVANCE A25 German X-ray diffractometer (XRD), under conditions that the test voltage was 40 kV, the current was 40 mA, the step width was 0.02��, the scanning speed was 0.15 s/step, and the measurement angle (2��) range was 20��-90��. The German Carl Zeiss Gemini SEM 300 field emission scanning electron microscope (SEM) was used to observe the microstructure under high magnification, and EDS energy spectrum analysis was performed on different tissues.
Standard compression samples were prepared, and the compression properties of the samples were investigated by an electronic testing machine (WDW-100D). Main parameters of the experiment are: the sample sizes were ��5 mm��8 mm, the loading rate was 0.5 mm/min, and each parameter was prepared three times to take the average of the compressed samples. The ball-disc friction and wear test were carried out under a load of 10 N, a time of 30 min, a radius of 4.0 mm, and a rotation speed of 200 r/min. For the grinding ball GCr15 bearing steel, the wear of the sample after the friction and wear experiment was observed with the Japanese OLMPUUS-LEXT-OLS5000 3D laser to measure microscope volume profile and microscopic morphology, and analyze the friction and wear mechanism.
3 Results and discussion
3.1 Mixed powder
Due to the high speed of the ball mill, the mechanical force generated by the rotation causes the collision between the powder, the grinding ball and the ball mill tank to generate huge energy, which makes the powder fracture and cold welding repeat. In the early stage of ball milling, only a small amount of crushing occurred between the powders, so the phenomenon of cold welding between the powders mainly occurred, resulting in a gradual increase in the size of the powders, and there were a large number of defects in the powders after cold welding. These defects are easy to induce the powder to break in the collision, and the broken powder will be cold welded again, so the whole ball milling process is the repeated cycle of cold welding between powders cracking re-cold welding [19, 20]. When the frequency of powder fracture and cold welding is the same for the first time, the size of the composite powder reaches a peak, and then as the milling time increases, the degree of powder fracture and fragmentation increases, the particle size gradually decreases, and the particle size distribution gradually widens. So the powder particle size is beneficial to improve the density of the sintered body. When the fracture frequency and the cold-welding frequency reach the balance again, the particle size of the powder will no longer change significantly with the extension of the milling time. At this time, the particle size of some powders can be as small as several microns. Figure 1 shows the morphology of the mixed powder ball after grinding, which is mainly irregular shape. The heat generated in the ball grinding process causes the welding phenomenon between powders, which promotes the uniform mixing of powders. However, irregular powder in the extrusion process of ball grinding steel ball, the sharp edges and corners are flattened, and the whole is close to ellipsoidal.
3.2 Density
Figure 2 shows the relative density of the samples under different sintering parameters. The Ti185 samples prepared have obtained high relative densities, which are all higher than 97%. The sample prepared at a sintering temperature of 1150 ��C did not change significantly in density with increasing holding time, and the relative density was higher. When the sintering temperature was increased to 1250 ��C and 1350 ��C from 1150 ��C, with the increase of the holding time, the density of the sample shows an upward trend, and this change is very obvious. When the holding time is 30 min, the density change of the samples is not obvious with the increase of the sintering temperature, and both are 99.5%, indicating that the sintering temperature has little effect on the density after the holding time is 30 min.
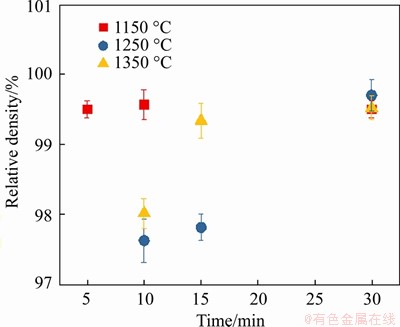
Figure 2 Relative density of formed samples under different sintering parameters
3.3 Phase and microstructure
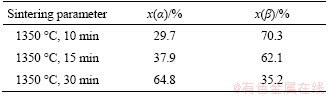
Figure 3(a) shows that all samples have the same phase, �� and �� phases, at different sintering temperatures and holding for 30 min. The contents of �� and �� phases of the samples at different sintering temperatures are shown in Table 3. The results show that the peak content of �� phase is much higher than that of �� phase at 1150 ��C, 64.7%. Combined with the OM diagram of sintering temperature at 1150 ��C, less �� phase is precipitated in the �� transformation phase, and the microstructure of the sample is mainly composed of �� phase and primary equiaxed �� phase. When the sintering temperature rises to 1250 ��C and 1350 ��C, the peak content of �� phase is lower than that of �� phase, and the primary equiaxed �� phase basically disappeared; the secondary acicular �� phase was completely precipitated in the �� phase, and the �� transformation structure in the sample increased significantly. At 1350 ��C, the contents of �� and �� phases are 64.8% and 35.2%, respectively. As the sintering temperature increases, the diffusion rate of atoms during the sintering process is increased, and the microstructure of the sample is improved [21], but at the same time, the grains gradually grow.
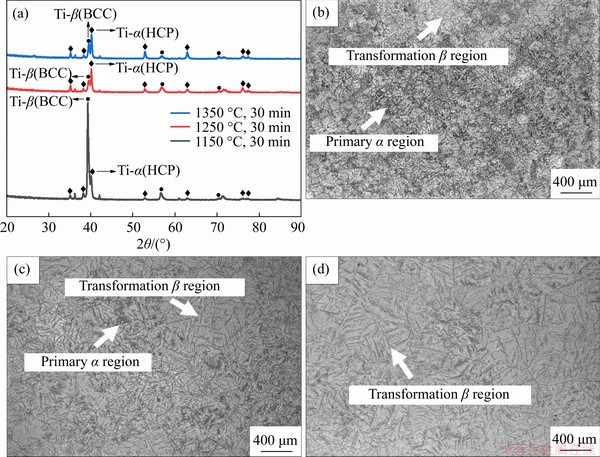
Figure 3 XRD patterns (a) and OM (b, c, d) of samples at different sintering temperatures for 30 min: (b) 1150 ��C; (c) 1250 ��C; (d) 1350 ��C
Table 3 Contents of �� and �� phases of samples at different sintering temperatures
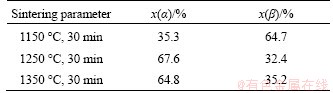
Because the sintering temperature is higher than the phase transition temperature, the ��-stabilizing elements V and Fe are not fully dissolved into the matrix within the sintering time of 30 min. When the sintering temperature is increased to 1350 ��C, the diffusion rate of alloying elements, especially the V element, is enhanced, and the driving force of the phase change is enhanced. So more V and Fe are dissolved into the �� phase, which leads to the transformation of part of the �� phase into �� in the cooling process after the heat preservation and part of the meta-stable high temperature �� phase into the �� transformation phase, and the �� transition phase having a large number of needle-like secondary �� phases in the �� crystal grains. So the content of the �� phase is less than that of the �� phase. Figure 4 shows the line scan EDS of samples kept at different sintering temperatures for 30 min. EDS analysis was performed on the position of the white line of the sample, and the element distribution of the three samples was relatively uniform, and there was no ���� fleck�� caused by element segregation. Under the sintering conditions of 1150 ��C and 1250 ��C, the content of V, Fe, and Al elements fluctuates within a certain range, but the overall change is small. The samples sintered at 1350 ��C have tightly distributed contents of the three elements, and the overall fluctuation range is small, indicating that the distribution of the elements in the titanium matrix is more uniform than that under the sintering conditions of 1150 ��C and 1250 ��C, and the sintering temperature of 1350 ��C is more conducive to the sintering of the elements. It can be seen from the EDS curve that there is no uneven microstructure distribution and segregation caused by uneven element diffusion in the sample after 30 min of holding time, indicating that it is more conducive to V diffusion, improving the uniformity of the alloy structure, and beneficial to the uniform element distribution.
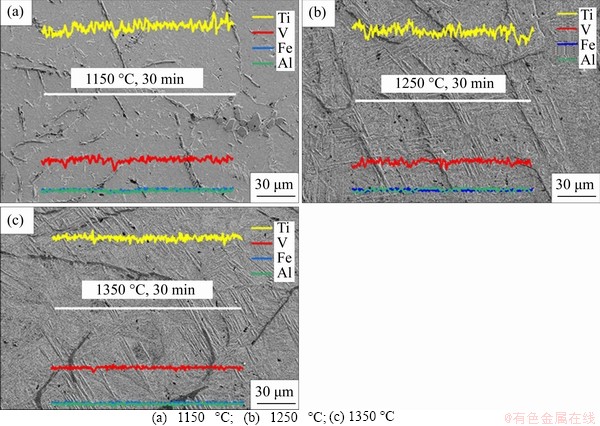
Figure 4 EDS line analysis of samples kept at different sintering temperatures for 30 min:
Figure 5(a) shows the XRD pattern of samples with a sintering temperature of 1350 ��C and different holding time. The phase composition of the samples is basically the same, �� phase and �� phase. The contents of �� and �� phases of different samples are listed in Table 4. With the increase of the holding time, the peak intensity of �� phase gradually decreases, and �� phase is the opposite. It is worth noting that the content of �� phase at the holding time of 30 min is obviously more than that at the holding time of 10 and 15 min, 64.8%. This phenomenon maintains a high degree of consistency with the characteristics of the OM microstructures. The OM of sample sintered at temperature of 1350 ��C for a holding time of 10 min is shown in Figure 5(b). There are a large number of white ���� flecks�� in the microstructure caused by uneven diffusion of V, and a large number of small holes. When the holding time is 15 min, the corresponding OM in Figure 5(c) shows that the white ���� flecks�� have basically disappeared, indicating that the center of the V-Fe powder has diffused to the surrounding matrix, and the white striped structure composed of equiaxed �� phase has increased [13, 15, 22].
Although the V-Fe powder has diffused to the surroundings in the holding time of 15 min, it was still not enough to completely diffuse into the surrounding matrix. There were a large number of equiaxed �� and �� phases, and the pores were greatly reduced. The holding time was extended to 30 min, which increases the atomic diffusion time during the sintering process. Through OM in Figure 5(d), the V element has completely diffused to the surrounding matrix, the existing equiaxed �� phase disappears, and the structure is changed from equiaxed �� to �� phase. With the extension of the holding time, the �� phase decreases, the �� phase increases greatly, and the crystal grains gradually grow, but there are basically no obvious pores observed under this holding time.
Figure 6 shows EDS of the �� and �� phase of the sample obtained at a sintering temperature of 1150 ��C for 10 min. The �� phase EDS shows that Fe is a strong �� stabilizing element, which is rarely distributed in the primary equiaxed �� phase, which is in sharp contrast with the Fe content around the equiaxed �� phase. The content of V element in the equiaxed �� phase is slightly lower than the surrounding in the matrix, the Al element distribution is basically uniform, and there is no obvious difference. The EDS data show that the Fe content in the white box is 2.3% and the V element content is 2.4%. Because Fe and V elements are �� stabilizing elements, the distribution content in the �� phase is less than the theoretical content of Ti185 alloy, and the Ti element content of 86.1% and Al content of 0.9% are consistent with the theoretical values. It is found from �� phase EDS that the content of Fe in the needle-shaped secondary �� phase precipitated in the �� crystal grains was low, and the content of V element in the needle-shaped secondary �� phase was slightly lower than that of the surrounding �� phase, and the distribution of Al was uniform and there was no significant difference. The content of Fe element in the white box is 4.4%, and the content of V element is 8.7%, which is consistent with the theoretical content of Ti185 alloy.
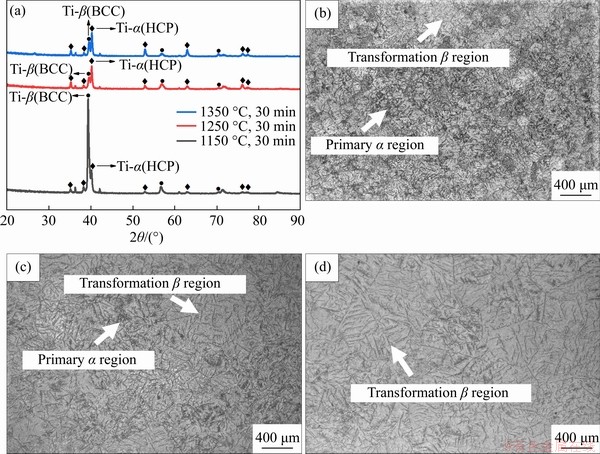
Figure 5 XRD patterns (a) and OM (b, c, d) of samples at 1350 ��C for different hold time: (b) 10 min; (c) 15 min; (d) 30 min
Table 4 Contents of �� and �� phases of samples at 1350 ��C different hold time
3.4 Compressive strength
Figure 7(a) shows the compressive stress-strain curve of Ti185 alloy at different sintering temperatures for 30 min. Samples with three different sintering temperatures have excellent compressive strength and compressive strain. With the increase of the sintering temperature, the comprehensive performance of the 1350 ��C sample is obviously better than that of the samples prepared at 1150 ��C and 1250 ��C. When the sintering temperature increases from 1150 ��C and 1250 ��C to 1350 ��C, the yield strength increases from 1762 and 1746 MPa to 1932 MPa, and the compressibility increases from 19.7% and 18.6% to 25.1%, respectively. On the one hand, a higher sintering temperature leads to a large temperature gradient, resulting in a finer grain microstructure with excellent mechanical properties, which is consistent with the grain size observed in the OM microstructure in the previous section. On the other hand, the sample with a sintering temperature of 1350 ��C was not detected the V-rich region, the microstructure was more uniform than that of the samples at 1150 ��C and 1250 ��C, and the compressive strength and compressive strain increased significantly. The compressive properties show that there is a significant relationship between the mechanical properties of SPS-Ti185 and the microstructure. As the sintering temperature increases, V and Fe elements diffuse more uniformly in the matrix [23, 24], the primary �� phase transforms into �� phase, and then a large number of small lamellar secondary �� phases are precipitated in the rapid cooling process and dispersed in �� phase [25]. On the one hand, the sintered sample has high density, the reduced stress concentration caused by defects, and a significant strengthening effect on the matrix. On the other hand, the lamellar �� phase with a higher aspect ratio can confine part of the �� grains in the network �� phase, so that crack propagation requires more energy, thereby improving the overall performance of the sample.
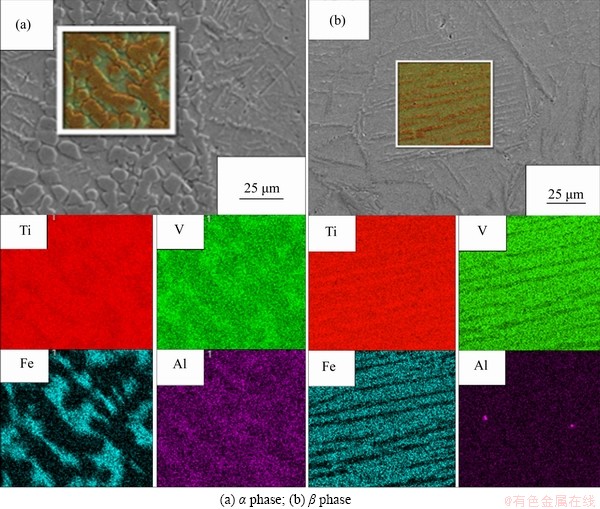
Figure 6 EDS surface element analysis of sample after sintering at 1150 ��C holding for 10 min:
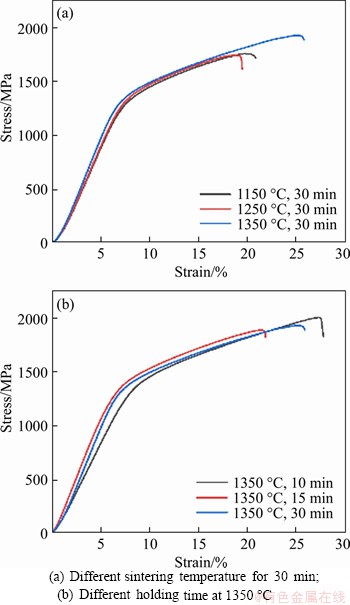
Figure 7 Compressive stress-strain curve:
Figure 7(b) shows the compressive stress-strain curve of the sample at 1350 ��C for different holding time. It is worth noting that as the holding time of the sintered sample increases, the compressive strength of the sample decreases and the compressive strain decreases. When the holding time was extended from 10 to 15 and 30 min, the yield strength decreased from 2004 to 1888 and 1932 MPa, and the compressibility decreased from 27.1% to 21.3% and 25.1%, respectively. The increase of the holding time leads to an improvement in the homogenization of the sample structure. With longer holding time, when the density is basically unchanged, the grains in the alloy structure will grow up and coarsen to a certain extent, which reduces the compressive strength and compressibility. With the extension of the holding time to 15 min, the micropores in the alloy structure have basically disappeared, and the density has little effect on the strength of the alloy. At this time, the grain size has a great influence on the strength of the sample. LI et al [26] showed that in SPS-Ti185, when the sintering temperature exceeds 1000 ��C, the grains will grow up significantly. In this study, the sintering temperature is 1350 ��C. Therefore, as the holding time increases, the grain size significantly increases, resulting in a decrease in strength and compression rate. The Hall-Petch formula explains that the long holding time causes the grains to grow significantly, resulting in a decrease in the compressive strength, yield strength and compressibility of the alloy. Therefore, when sintering at a higher temperature of 1350 ��C, a sintering time of 10 min is more appropriate.
3.5 Friction and wear
Figure 8(a) shows the friction and wear coefficient of the samples at different sintering temperatures for 30 min. During the time of 0-8 min, the friction coefficient of the sample decreases rapidly with the extension of the loading time. At 8 min, the friction coefficient is about 0.45, and then slowly rises. From 12.5 min to 30 min, the friction coefficient changes more stable. The overall friction coefficient of the samples prepared at 1150 ��C and 1250 ��C varies greatly, while the samples prepared at 1350 ��C have the opposite effect. The overall variation range of the friction coefficient of the three samples is between 0.47 and 0.53, as shown in Figure 8(b). Basically, with the increase of the sintering temperature, the average friction coefficient and the maximum friction coefficient of the samples show a downward trend.
Because the hardness of Ti185 is much smaller than that of the grinding ball GCr15, the initial film layer is easily damaged during the grinding process of the matrix and GCr15 in the initial stage of friction. As the friction time increases, the friction coefficient gradually increases, mainly due to the formation of larger pieces of wear debris on part of the wear surface. After the wear debris leaves the wear system, the friction coefficient will decrease to a certain extent. As the friction time is further extended, the friction coefficient tends to be basically stable within a certain range, and the wear enters a stable stage. At different sintering temperatures, the microstructures of the samples differ greatly, and the content and distribution of �� and �� phases are obviously different. The difference in strength between �� and �� phases seriously affects the friction and wear properties of SPS-Ti185.
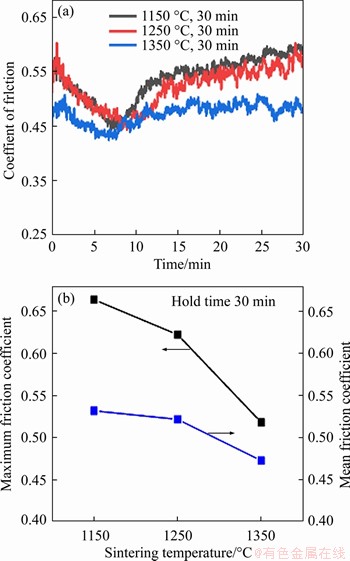
Figure 8 (a) Friction coefficient; (b) Maximum friction coefficient and average friction coefficient
Figure 9 shows the three-dimensional surface morphology of Ti185 wear scars at different sintering temperatures, which are the contours of long pits. There are heavy adhesion marks on the wear trace of the sample sintered at 1150 ��C, and the surface of the wear trace has peeling and tearing and local block dents. The wear mechanism is manifested by obvious abrasive wear, adhesive wear and flaking wear. The wear scars of the samples sintered at 1150 ��C and 1250 ��C are shallower in depth. Due to the existence of adhesion, layered protrusions appear in the middle of the wear scars, and the overall grinding surface is relatively rough. The wear mechanism becomes typical abrasive wear and adhesive wear. However, the depth of the wear scar of the sample sintered at 1350 ��C is significantly shallower, and the width of the wear scar is narrower, and the overall grinding surface is relatively flat, with only slight furrows and adhesion marks. The wear mechanism is characterized by abrasive wear and adhesive wear. Furthermore, it shows that the wear behavior of SPS-Ti185 at higher sintering temperature is relatively slight, and the wear performance is improved to a certain extent.
4 Sintering mechanism
Figure 10 shows the SPS curve of sample at 1150 ��C for 10 min. The SPS process is divided into three stages according to time: the initial stage of sintering Ts (bonding stage), the middle stage of sintering Tm (the stage of sintering neck growth), and the final stage of sintering Te (closed pore spheroidization and shrinking stage).
At the beginning of SPS, the air inside the mold is discharged under the action of external pressure, and the powders are tightly combined, and the rearrangement causes the green body to shrink. Then the pressure in the lower temperature range has basically no effect on the density. In the middle stage of SPS, the temperature of the powder rises rapidly due to the heat generated by the high-voltage pulse current, and the powder melts locally and undergoes plastic deformation under pressure. Under the synergistic effect of temperature and pressure, the displacement rate of the indenter increases, and the densification process of the sample is intensified. A sintered neck begins to form between the powders, and as the neck increases, the contact area between the powders further increases, and the formation and growth of the neck becomes more and more significant. At the end of sintering, the closed pores gradually become spherical and show a shrinking trend. The sintered body shrinks slowly, mainly by the disappearance of small pores in the sintered body and the reduction of the number of pores to achieve the shrinking process, and the displacement rate of the indenter gradually stabilizes. In the subsequent heat preservation stage, the main elements are the diffusion and the homogenization of the structure, and the displacement of the indenter is basically unchanged.
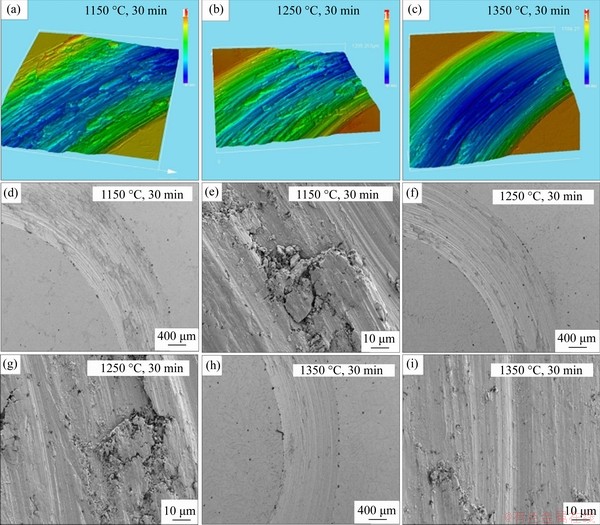
Figure 9 3D profile friction and wear morphology of wear scar surface of samples at different sintering temperatures for 30 min
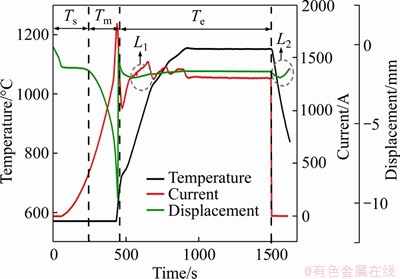
Figure 10 Relationship between temperature, indenter displacement, high-voltage pulse current and time (the sintering temperature is 1150 ��C, and the holding time is 10 min)
The analysis of the fluctuations in the L1 and L2 regions is as follows: The head displacement in the L1 region rises slightly, which is caused by the thermal expansion of the sample under high temperature. The pressure head displacement in the L2 area drops and then rises again, and the pressure head displacement increases during the system cooling process, mainly due to the cold shrinkage of the system temperature caused by high temperature. The rise is due to the rebound of the sample after the external pressure of the system is unloaded.
5 Conclusions
In summary, the paper used different alloy powders to successfully prepare the Ti185 specimen through SPS, and obtained a dense sample, and the following conclusions can be made from this study.
1) High-density samples can be obtained under different sintering parameters, up to 99% or more, and almost dense samples can be obtained. At different sintering temperatures, the holding time has a significant effect on increasing the density, and the density increases as the holding time increases.
2) Sintering parameters can seriously affect the phase composition of the sample. With the holding time of 30 min, with the increase of the sintering temperature, the �� phase content of the sample began to decrease, and the �� phase content gradually increased and exceeded the �� phase content. When the sintering temperature is 1350 ��C, with the increase of holding time, the �� phase first decreases and then gradually increases, and the �� phase content increases and then decreases.
3) When the holding time is 30 min, as the sintering temperature increases, the compressive strength increases, and the comprehensive mechanical properties show an upward trend, up to 1931.59 MPa, and the compressive strain is 25.8%. When the sintering temperature is 1350 ��C, as the holding time increases, the comprehensive mechanical properties first decrease and then increase, up to 2004.56 MPa, and the compressive strain is 27.7%.
4) After holding for 30 min, as the sintering temperature increases, the friction coefficient of the sample shows a downward trend. The sample wear mechanism is mainly abrasive wear, adhesive wear and flaking wear.
Contributors
LI Yun-zhe, LIU Shi-feng and WANG Yan provided the concept and edited the draft of manuscript. ZHANG Guang-xi and LIU Wei conducted the literature review and wrote the first draft of the manuscript. YANG Xin and LI Lan-jie edited the draft of manuscript.
Conflict of interest
LI Yun-zhe, LIU Shi-feng, ZHANG Guang-xi, LIU Wei, YANG Xin, LI Lan-jie and WANG Yan declare that they have no conflict of interest.
References
[1] FU J, BROUWER J C, RICHARDSON I M, HERMANS M J M. Effect of mechanical alloying and spark plasma sintering on the microstructure and mechanical properties of ODS Eurofer [J]. Materials & Design, 2019, 177: 107849. DOI: 10.1016/j.matdes.2019.107849.
[2] GAN Hui, WANG Chuan-bin, SHEN Qiang, ZHANG Lian-meng. Preparation of La2NiMnO6 double-perovskite ceramics by plasma activated sintering [J]. Journal of Inorganic Materials, 2019, 34(5): 541. DOI: 10.15541/ jim20180291.
[3] PEIGNEY A. Tougher ceramics with nanotubes [J]. Nature Materials, 2003, 2(1): 15-16. DOI: 10.1038/nmat794.
[4] TAN Zhen, WANG Lu, XUE Yun-fei, ZHANG Peng, CAO Tang-qing, CHENG Xing-wang. High-entropy alloy particle reinforced Al-based amorphous alloy composite with ultrahigh strength prepared by spark plasma sintering [J]. Materials & Design, 2016, 109: 219-226. DOI: 10.1016/ j.matdes.2016.07.086.
[5] OKUNI T, MIYAMOTO Y, ABE H, NAITO M. Joining of AlN and graphite disks using interlayer tapes by spark plasma sintering [J]. Materials & Design, 2014, 54: 755-759. DOI:10.1016/j.matdes.2013.09.003.
[6] SIVAKANDHAN C, MUNUSAMY P, ANANDAN K, BALAJI R, VAIRAMUTHU J. Parametric optimization of Al7068 metal matrix using spark plasma sintering process [J]. Materials Today: Proceedings, 2020, 33: 4605-4607. DOI: 10.1016/j.matpr.2020.08.196.
[7] KIM G, AHN J, AHN S. Grain growth and densification of uranium mononitride during spark plasma sintering [J]. Ceramics International, 2021, 47(5): 7258-7262. DOI: 10.1016/j.ceramint.2020.11.004.
[8] LIU Kun, WANG Wen, LIU Qiang, SONG Le, GUO You-wen, YE Feng. Photostriction properties of PLZT (4/52/48) ceramics sintered by SPS [J]. Ceramics International, 2019, 45(2): 2097-2102. DOI: 10.1016/j.ceramint.2018.10.114.
[9] HU Zheng-yang, ZHANG Zhao-hui, CHENG Xing-wang, WANG Fu-chi, ZHANG Yi-fan, LI Sheng-lin. A review of multi-physical fields induced phenomena and effects in spark plasma sintering: Fundamentals and applications [J]. Materials & Design, 2020, 191: 108662. DOI: 10.1016/ j.matdes.2020.108662.
[10] MAVROS N, LARIMIAN T, ESQIVEL J, GUPTA R K, CONTIERI R, BORKAR T. Spark plasma sintering of low modulus titanium-niobium-tantalum-zirconium (TNTZ) alloy for biomedical applications [J]. Materials & Design, 2019, 183: 108163. DOI: 10.1016/j.matdes.2019.108163.
[11] LIANG Hang, ZHAO Dan-lei, FENG Xiao-bo, MA Liang, DENG Xiang-yu, HAN Chang-jun, WEI Qing-song, YANG Cao. 3D-printed porous titanium scaffolds incorporating niobium for high bone regeneration capacity [J]. Materials & Design, 2020, 194: 108890. DOI: 10.1016/j.matdes.2020. 108890.
[12] NAYDENKIN E V, MISHIN I P, RATOCHKA I V, LYKOVA O N, ZABUDCHENKO O V. The effect of alpha-case formation on plastic deformation and fracture of near �� titanium alloy [J]. Materials Science and Engineering A, 2020, 769: 138495. DOI:10.1016/j.msea.2019.138495.
[13] DEKHTYAR A I, BONDARCHUK V I, NEVDACHA V V, KOTKO A V. The effect of microstructure on porosity healing mechanism of powder near-�� titanium alloys under hot isostatic pressing in ��+��-region: Ti-10V-2Fe-3Al [J]. Materials Characterization, 2020, 165: 110393. DOI: 10.1016/j.matchar.2020.110393.
[14] SONG Bo, CHEN Yu, XIAO Wen-long, ZHOU Lian, MA Chao-li. Formation of intermediate phases and their influences on the microstructure of high strength near-�� titanium alloy [J]. Materials Science and Engineering A, 2020, 793: 139886. DOI: 10.1016/j.msea.2020.139886.
[15] PENG Yi, ZHU Qian-qian, LUO Tao, CAO Jue-xian. Enhancement of the tensile strength by introducing alloy element Fe for Ti based alloy [J]. Solid State Communications, 2020, 318: 113982. DOI:10.1016/j.ssc.2020.113982.
[16] FERRERO J G. The effect of processing and heat treatment on the microstructure and properties of Ti-1Al-8V-5Fe [C]// Xi��an Interantional Titanium Conference. Xi��an: The Non-ferrous Metals Society of China, 2005: 209-212.
[17] BANERJEE D, WILLIAMS J C. Perspectives on titanium science and technology [J]. Acta Materialia, 2013, 61(3): 844-879. DOI: 10.1016/j.actamat.2012.10.043.
[18] AZIZI H, ZUROB H, BOSE B, REZA GHIAASIAAN S, WANG Xiang, COULSON S, DUZ V, PHILLION A B. Additive manufacturing of a novel Ti-Al-V-Fe alloy using selective laser melting [J]. Additive Manufacturing, 2018, 21: 529-535. DOI: 10.1016/j.addma.2018.04.006.
[19] LI Yuan-yuan, YANG Chao, LI Xiao-qiang, CHEN You. Fabrication of Ti-based composites based on bulk amorphous alloys by spark plasma sintering and crystallization of amorphous phase [J]. The Chinese Journal of Nonferrous Metals, 2011, 21(10): 2305-2323. DOI: 10.19476/j.ysxb. 1004.0609.2011.10.002. (in Chinese)
[20] LI Xiao-qiang, HU Lian-xi, WANG Er-de. Mechanical alloying of Ti/Al binary powders [J]. The Chinese Journal of Nonferrous Metals, 2001, 11(1): 55-58. DOI: 10.19476/j.ysxb. 1004.0609.2001.01.013. (in Chinese)
[21] LIU Xin-wang, ZHANG Zhao-long, SUN Rui, LIU Fu-chu, FAN Zi-tian, NIU Hong-zhi. Microstructure and mechanical properties of beta TiAl alloys elaborated by spark plasma sintering [J]. Intermetallics, 2014, 55: 177-183. DOI: 10.1016/j.intermet.2014.07.022.
[22] ZHU Wen-guang, LEI Jia, TAN Chang-sheng, SUN Qiao-yan, CHEN Wei, XIAO Lin, SUN Jun. A novel high-strength ��-Ti alloy with hierarchical distribution of ��-phase: The superior combination of strength and ductility [J]. Materials & Design, 2019, 168: 107640. DOI: 10.1016/j.matdes.2019.107640.
[23] LIANG Zhi, MIAO Jia-shi, BROWN T, SACHDEV A K, WILLIAMS J C, LUO A A. A low-cost and high-strength Ti-Al-Fe-based cast titanium alloy for structural applications [J]. Scripta Materialia, 2018, 157: 124-128. DOI: 10.1016/ j.scriptamat.2018.08.005.
[24] SINHA V, SCHWARZ R B, MILLS M J, WILLIAMS J C. Effects of hydrogen on fatigue behavior of near-alpha titanium alloys [J]. Scripta Materialia, 2018, 153: 81-85. DOI: 10.1016/j.scriptamat.2018.03.027.
[25] JOSHI V V, LAVENDER C, MOXON V, DUZ V, NYBERG E, WEIL K S. Development of Ti-6Al-4V and Ti-1Al-8V-5Fe alloys using low-cost TiH2 powder feedstock [J]. Journal of Materials Engineering and Performance, 2013, 22(4): 995-1003. DOI: 10.1007/s11665-012-0386-x.
[26] LI Wen-jie, ZENG Fan-hao, LI Lei, WANG Zi-wei, LIU Hong-hao, PENG Yi-rui, GU Yi. Spark plasma sintering of Ti: 1Al: 8V: 5Fe alloy: Densification mechanism and grain growth [J]. Applied Physics A, 2020, 126(9): 709. DOI: 10.1007/s00339-020-03911-w.
(Edited by HE Yun-bin)
���ĵ���
�ս��¶Ⱥͱ���ʱ��Էŵ�������ս��Ʊ�Ti-1Al-8V-5Fe�Ͻ�����֯����ѧ���ܵ�Ӱ��
ժҪ��Ti185�Ͻ���г�ɫ����ѧ���ܣ����㷺Ӧ���ں��պ��������ͳ�����Ʊ���Ti185�Ͻɱ���س��֡��°ߡ�����������ѧ�����½�������V�ļ۸�߰�������Ti185�Ͻ�Ĺ㷺Ӧ�á�����ʹ�õͳɱ����м�Ͻ�V-Fe��ĩ��ͨ���ŵ�������ս�(SPS)�����Ʊ����ܿ��壬��ͨ�������ս�����Ʊ�������Ti185�Ͻ���XRD��SEM�о����ڲ�ͬ�������Ʊ���Ʒ���������֯���о���ֱ���Ʊ���Ʒ�Ŀ�ѹǿ�Ⱥ�Ħ�����ܡ��ս��¶�Ϊ1350 ��C������ʱ��Ϊ30 min����Ʒ���ֳ���������ۺ����ܣ���߿�ѹǿ�Ⱥ����Ħ��ϵ���ֱ�Ϊ1931.59 MPa��0.47��
�ؼ��ʣ��ŵ�������սTi185�Ͻ�����֯����ѧ����
Foundation item: Projects(51671152, 51874225) supported by the National Natural Science Foundation of China; Project(2020ZDLGY13-10) supported by Shaanxi Provincial Science and Technology, China
Received date: 2021-01-29; Accepted date: 2021-04-09
Corresponding author: WANG Yan, PhD, Professor; Tel: +86-18202963861; E-mail: wangyan140511@xauat.edu.cn; ORCID: https:// orcid.org/0000-0001-9594-0000
Abstract: Ti185 alloy is widely used in key industrial fields such as aerospace due to its excellent mechanical properties. The traditional method of preparing Ti185 alloy will inevitably appear ���� fleck��, resulting in the decrease of mechanical properties, and the high price of V element limits the wide application of Ti185. In this paper, a low-cost master alloy V-Fe powder is used, a dense block is prepared by spark plasma sintering (SPS) technology, and a high-performance Ti185 alloy is prepared by controlling the sintering parameters. XRD and SEM were used to investigate the phase and microstructure of the samples prepared under different parameters. The compressive strength and friction properties of the directly prepared samples were studied. The samples with a sintering temperature of 1350 ��C and a holding time of 30 min exhibited the most excellent comprehensive performance, with the highest compressive strength and lowest friction coefficient of 1931.59 MPa and 0.47, respectively.
