
���±�ţ�1004-0609(2010)S1-s0381-06
�������䴲����TC4�ѺϽ��������̹�����ֵģ��
���Ĺ⣬��������ëС�ϣ��� �ף���Ӣ����������
(������ɫ�����о�Ժ �ѺϽ��о��������� 710016)
ժ Ҫ��
����PROCAST����Ԫ�����Ե������䴲����TC4�ѺϽ��������̹��̽�����ֵģ�⣬�о���ͬ���������µ��¶ȳ��ֲ����ɡ��۳���״�Լ���֯�ֲ��������������������ͬ�Ľ�ע�¶������£����������ٶȵ����ӣ��۳ؼ����״�����dz������֦���뾶�Ͷ���֦���ۼ�������ӣ�������֯��ôִ��������ٶ���ͬ�������£����Ž�ע�¶ȵ���ߣ����ȶ������۳ؼ����״�����dz���Ͻ�ľ����ߴ������ڱ�ʵ�������£�ѡ�������ٶ�10 mm/min�Լ���ע�¶�1 760 ����Ϊ��ѹ��ղ��������������ڱ�֤�ϸ�����Ч�ʵ�ͬʱ�������֯ϸС��ұ�������������ѺϽ�������
�ؼ��ʣ�
�ѺϽ����������䴲��������������ע�¶��������ٶ���PROCAST��
��ͼ����ţ�TG294���� ���ױ�־�룺A
Numerical simulation of continuous casting solidification process of TC4 titanium alloy during EBCHM
LEI Wen-guang, YU Lan-lan, MAO Xiao-nan, LUO Lei, ZHANG Ying-ming, HOU Zhi-ming
(Titanium Alloy Research Center, Northwest Institute for Nonferrous Metal Research, Xi��an 710016, China)
Abstract: The continuous casting solidification process of TC4 alloy during electro beam cold hearth melting (EBCHM) was simulated by using PROCAST finite element software. The temperature field distribution, the molten pool shape and the distribution characteristics of the microstructure under different conditions were studied. The results show that the deepening of molten pool, shallowing of pasty region, as well as the increasing of primary dendrite radius and secondary dendrite arm spacing under the same pouring temperature were caused by increasing casting speed. While under the same casting speed, the deepening of molten pool, shallowing of pasty region, and the increasing of grain size were caused by increasing pouring temperature. In this experimental condition, the casting speed of 10 mm/min and the pouring temperature of 1 760 �� were chosen as the best technique parameters, which are of benefit to ensuring high productive efficiency and obtaining titanium alloy ingot with good metallurgical quality and fine microstructure at the same time.
Key words: titanium alloy; electro beam cold hearth melting (EBCHM); continuous casting; pouring temperature; casting speed; PROCAST
�ѺϽ����ھ����ܶȵ͡���ǿ�ȸߡ���ʴ���ܺá���������������һϵ���ŵ㣬���㷺Ӧ���ں��ա����졢������ʯ�͡���������Ҫ����[1]��Ȼ�������ѺϽ��������������࣬���ѺϽ�����������Ҫ��Խ��Խ�ߣ����ô�ͳ������Ժĵ绡����(VAR)���������ܱ�֤�����������Ӻ�ƫ����ұ��ȱ�ݣ���ø߾��ʡ��ྻ���ѺϽ�����[2-4]��
�������䴲����(EBCHM)����20����60�������������80���Ѹ�ٷ�չ������һ�������ྻ�Ѽ��ѺϽ�����������������ü���ͨ����ԭ���ۻ����������������̷��룬������Чȥ���ѺϽ��еĵ��ܶȼ���(LDI)���ܶȼ���(HDI)������ѺϽ�����ұ����������������ѹ�ƺͺ��ӵ缫��ԭ�Ͽ����Ǻ����ѡ���м���������Ѳ��ϣ�һ�������Ϳ��Եõ������ϸ����������������ѺϽ�������ɱ�����ˣ��������䴲����������Ϊ���洫ͳ����Ժĵ绡�����������Ƚ��������գ��������ѺϽ�������������õ��㷺Ӧ��[5-6]��
�������䴲����������ͼ1��ʾ���������̷�3���Σ���ԭ���ۻ��Ρ��䴲�����κ���ģ���̽Ρ�����ԭ�ϱ������������ۻ�����ˮ��ͭ���Ҷ��Ϸ������䴲��Ȼ�����䴲�ж��ѺϽ���о��������䴲�������������ᾧ���������̳��������������������������ҡ�����ϵͳ����������������ǹ�ṩ������ǹ1ά�ֽᾧ������Һ̬�۳ر�����¶ȣ�����ֲ����������������������½�������ǹ2�ۻ�ԭ�Ϻ�ά���䴲��Һ̬�������¶�[7]��
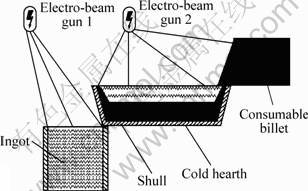
ͼ1 �������䴲��������ʾ��ͼ
Fig.1 Schematic diagram of EBCHM melting process
�������䴲���������У��۳��¶���ҪӰ�������ȥ�����������������Լ�������ѧ�ɷ־����ԣ����۳��¶�����Ҫ�������ٶȺͼ��ȹ��ʵ�Ӱ�졣������������PROCAST����Ԫ������TC4�ѺϽ�������䴲���������μ��������̹��̽�����ֵģ�⣬�о���ͬ���������µ��¶ȳ��ֲ����ɡ��۳���״�Լ���֯�ֲ��������õ�����������ղ�����Ϊʵ�ָ߾��ʡ��ྻ�ѺϽ������Ĺ�ҵ�������ṩ�������ݡ�
1 ��ѧģ��
�������̴��ȹ���һ����÷���̬����ƫ�ַ��̱�ʾ[8]��
![]() (1)
(1)
ʽ�У���Ϊ�ܶȣ�cΪ�����ݣ���x����y����z�ֱ�Ϊ������x��y��z�����ϵĵ���ϵ����QΪ���ϵ�����Դ(����DZ��)��Ϊ���㣬���ォ���Ͽ�������ͬ��(����x=��y=��z=��)����ʱʽ(1)��д��������ʽ��
![]() (2)
(2)
1) �ᾧ������ȴˮ֮��Ķ�������[9]��
![]() (3)
(3)
ʽ�У�hcΪ�ᾧ����ˮ֮��Ķ�������ϵ����TcΪ�ᾧ�����¶ȣ�TwΪ��ȴˮ���¶ȡ�
2) ��������Χ�����ķ��任��[10]��
![]() (4)
(4)
![]() (5)
(5)
ʽ�У�hrΪ��������Χ�����ķ��任��ϵ������Ϊ�� �ȣ�kBΪ��������������TsΪ�����¶ȣ�TfΪ��Χ�����¶ȡ�
��ʵ�����������У���������Χ����֮������ȷ��䡣���ǣ�������������������ˮ��������£�������¶Ȳ��Ǻܸߣ������С�����⣬�ڽᾧ���ڵ�Һ̬�����¶Ƚϸߣ������Ҳ�ϴ������ϴ�ķ��䣬���ǣ�����Һ̬�����IJ��ϲ��䣬�Լ�����ǹ���۳ر�����������룬�۳ر��������ߵ��������Բ��迼�ǡ���ˣ�������������ֵģ������У��ȷ����Ӱ����Ժ��Բ����Լ��㡣
2 ��ֵģ��ǰ����
������������Pro/E������ά����ģ�Ͳ�������������*ans��ʽ�����ͨ���Ա����*ans�ļ�ת��Ϊ*sm��ʽ�ļ����ٵ���ProCAST���������֣��õ�mesh�ļ���Ϊ�˼��ټ���ʱ�䣬���ýṹ�Գ��ԣ��ڽ�ģʱֻѡȡ�ṹ�ķ�֮һ���з������ǣ���ṹ����Ϊ��Բ����d220 mm����300 mm���ᾧ����Ч�߶�180 mm���ں�10 mm��1/4����d220 mm����150 mm������ά����Ԫģ����ͼ2��ʾ��
��������ΪTC4�ѺϽ��������Բ�����Ҫͨ��ProCAST����ѧ���ݿ���㲢�����ֲ����������ã������������1��ͼ3��ʾ���ᾧ��Ϊ��ͭ���������������2���С�

ͼ2 ��ά����Ԫģ��
Fig.2 Three-dimensional finite element model
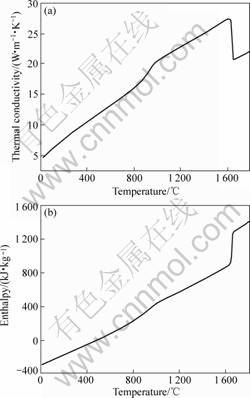
ͼ3 TC4�Ͻ��ȵ��ʼ��������¶ȵı仯
Fig.3 Thermal conductivity (a) and enthalpy (b) with temperatures in TC4 alloy
��1 TC4�ѺϽ������Բ���
Table 1 Thermal physical parameters of TC4 alloy

��2 ͭ�ᾧ�������Բ���
Table 2 Thermal physical parameters of copper mould

������ᾧ���Ľ��滻��ϵ��Ϊ1 000 W/(m2��K)���ᾧ����ˮ�Ķ�������ϵ��Ϊ5 000 W/(m2��K)�������������ֹ������ֱ�������������̽�����ֵģ�⣬�о����¶ȳ��ķֲ����ɼ���֯�ֲ�������
����һ����ͬ�Ľ�ע�¶�(1 760 ��)����ͬ�������ٶ�(7��10��14 min/min)����Ӧ��ǰ�������ٶȷֱ�Ϊ(70��100��140 Kg/h)��
����������ͬ�������ٶ�(10 mm/min)����Ӧ��ǰ�������ٶ�Ϊ100 kg/h����ͬ�Ľ�ע�¶�(1 760��1 860��1 960 ��)��
3 ģ����������
3.1.1 ��ͬ�����ٶ��µ��¶ȳ��ֲ�
ͼ4��ʾΪTC4�Ͻ������ڲ�ͬ�����ٶ��µ��¶ȳ��ֲ������Կ����������ٶ���Ӱ���۳���״����ȵ���Ҫ���أ������ٶ�Խ����Һ�������ϵ��۳�Խdz����������Һ����֮��ĺ�״����Խ���֮���ӿ������ٶȣ���ʹҺ�������ƣ��۳ؼ����״�����dz����Ϊ�����ٶ�Խ�����������뾶�����Լ����췽����ȴЧ��Խ�ߣ����췽����¶��ݶ�ԽС�������۳�Խdz����״�������Խ�
3.1.2 ��ͬ�����ٶ��³���֦���뾶�Ͷ���֦���ۼ��
ͼ5��6��ʾ�ֱ�Ϊ��ͬ�����ٶ��£�ͬһ�������֦���İ뾶��С�Լ�����֦���ۼ�ࡣ���Կ��������ڽᾧ��������ˮ�����ã������������γ�һ��dz����ļ�����֯��Խ�����IJ�������ˮ�����ü������γ���Խϴ����״��֯�����������ٶȵ����ӣ��������İ뾶�Ͷ���֦���ۼ�������֦���������֦����֯ϸ���̶ȵı�����֦�����ԽС����֯��ԽϸС���ֲ�������Ԫ��ƫ����ΧҲԽС����Խ����ͨ���ȴ��������Ȼ������⣬��ʱ�������ɺͷǽ���������Ҳ�����ϸС��ɢ�ֲ�����ɷ�ƫ����ص�ȱ��Ҳ����٣����Խ������������������ߡ����������ٶȶ��ѺϽ�ᾧ���̵�Ӱ�����Ϊ���������ٶȵ���ߣ���������ȴЧ�ʽ��ͣ��Ͻ�ľ����ߴ����������ٶ�Ϊ14 mm/minʱ��ϸ������������С��7 mm/min��10 mm/minʱ�ġ����������ٶ�Ϊ10 mm/minʱ�����ܱ�֤����Ч�ʣ��ֲ������γɹ���ľ��������Եõ���Ϊ������������������ڱ�ʵ�������£�ѡ��10 mm/min��Ϊ��ѵ������ٶȡ�
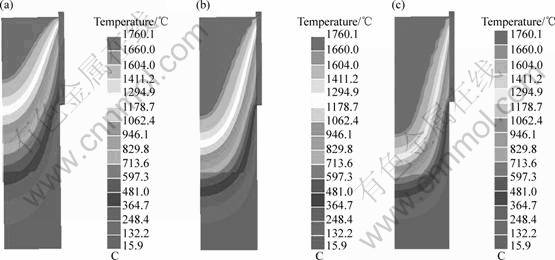
ͼ4 ��ͬ�����ٶ����¶ȳ��ֲ�
Fig.4 Temperature field distribution at different casting speeds: (a) 7 mm/min; (b) 10 mm/min; (c) 14 mm/min
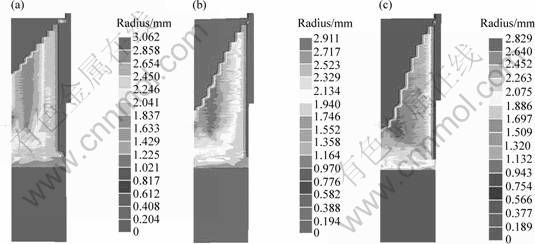
ͼ5 ��ͬ�����ٶ��³���֦���뾶��С
Fig.5 Primary dendrite radius at different casting speeds: (a) 7 mm/min; (b) 10 mm/min; (c) 14 mm/min
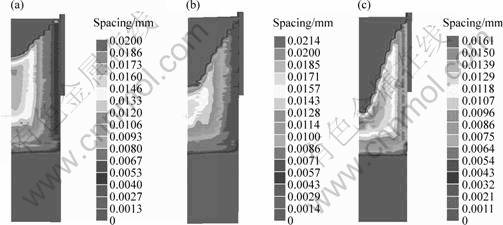
ͼ6 ��ͬ�����ٶ����¶���֦���ۼ��
Fig.6 Secondary dendrite arm spacing at different casting speeds: (a) 7 mm/min; (b) 10 mm/min; (c) 14 mm/min
3.2.1 ��ͬ��ע�¶��µ��¶ȳ��ֲ�
ͼ7��ʾΪTC4�Ͻ������ڲ�ͬ��ע�¶��µ��¶ȳ��ֲ������Կ��������Ž�ע�¶ȵ���ߣ��۳ر���������״������ȱ�dz����Ϊ��ע�¶�Խ�ߣ��Ͻ��������Խ�ߣ������۳ؼ���ᾧ�����ϵ����Ǻ�ȱ䱡�������ڵ���ǹ���۳ر���ij������ã��������ֲ��첻�Ǻ����ԡ�ѡ����ʵĽ�ע�¶ȣ��ʵ������ȶȣ��Ӷ����Լ��ٽᾧ������AlԪ�صĻӷ���ʧ��������ߺϽ�ijɷֵľ�ȷ�ԡ�
3.2.2 ��ͬ��ע�¶��³���֦���뾶�Ͷ���֦���ۼ��
ͼ8��9��ʾ�ֱ�Ϊ��ͬ��ע�¶��£�ͬһ�������֦���İ뾶��С�Լ�����֦���ۼ�ࡣ���Կ�������ע�¶�Խ�ߣ��������İ뾶�Ͷ���֦���ۼ��Խ��ע�¶ȶ��ѺϽ�ᾧ���̵�Ӱ�����Ϊ���Ž�ע�¶ȵ���ߣ����ȶ����Ͻ�Һ�����������ǿ��������Ч��������ȱ�ݣ���ͬʱ��ʹ�Ͻ�ľ����ߴ�����ע�¶���1 960 ��ʱ�ij������뾶��С�Ͷ���֦���ۼ��Ҫ���Դ��ڽ�ע�¶�Ϊ1 760 ���1 860 ��ʱ�����������ڽ�ע�¶�Ϊ1 760 ��ʱ�����ȶȽ�С�������������Ƶõ���Ч���ƣ����Եõ���ΪϸС��������֯�����ڱ�ʵ�������£�ѡ��1 760 ����Ϊ��ѵĽ�ע�¶ȡ�
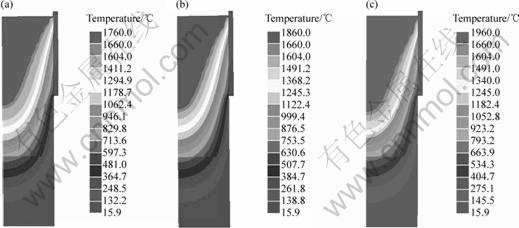
ͼ7 ��ͬ��ע�¶����¶ȳ��ֲ�
Fig.7 Temperature field distribution at different pouring temperatures: (a) 1 760 ��; (b) 1 860 ��; (c) 1 960 ��
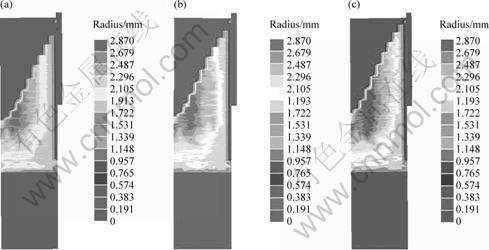
ͼ8 ��ͬ��ע�¶��³���֦���뾶��С
Fig.8 Primary dendrite radius at different pouring temperature s: (a) 1 760 ��; (b) 1 860 ��; (c) 1 960 ��
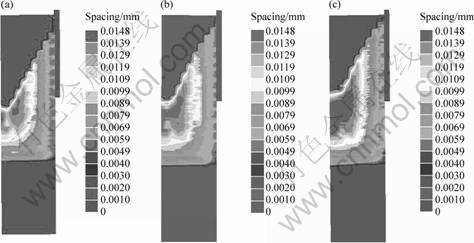
ͼ9 ��ͬ��ע�¶��¶���֦���ۼ��
Fig.9 Secondary dendrite arm spacing at different pouring temperature s: (a) 1760 ��; 9b) 1860 ��; (c) 1960 ��
4 ����
1) �ڽ�ע�¶���ͬ�������£����������ٶȵ����ӣ��۳ؼ����״�����dz������֦���뾶�Ͷ���֦���ۼ�������ӣ�������֯��ôִ�ѡ������������ٶ��Եõ�����������������
2) �������ٶ���ͬ�������£����Ž�ע�¶ȵ���ߣ����ȶ��������۳ؼ����״�����dz��ͬʱ��ʹ�Ͻ����ߴ�����ѡ������Ľ�ע�¶�������������������ߡ�
3) �ڱ�ʵ�������£�ѡ�������ٶ�10 mm/min�Լ���ע�¶�1 760 ����Ϊ��ѹ��ղ��������������ڱ�֤�ϸ�����Ч�ʵ�ͬʱ�������֯ϸС��ұ�������������ѺϽ�������
REFERENCES
[1] ������, ������, ������, ������. �������ѺϽ���о���Ӧ�ý�չ[J]. ϡ�н���, 2006, 30(6): 850-856.
FU Yan-yan, SONG Yue-qing, HUI Song-xiao, MI Xu-jun. Research and application of typical aerospace titanium alloys[J]. Chinese Journal of Rare Metals, 2006, 30(6): 850-856.
[2] BOMBERGER H B, FORES F H. The melting of titanium[J]. JOM, 1984, 36(12): 39-47.
[3] LIU J L, ZHAO Y Q, ZHOU L. Microscopic segregation of Ti-6Al-4V ingot by VAR[C]//L?ETJERING G, ALBRECHT J. Ti-2003 Science and Technology. Weinheim: Wiley-VCH, 2003: l65-167.
[4] van Den AVYLE J A, BROOKS J A, POWELL A C. Reducing defects in remelting processes for high-performance alloys[J]. JOM, 1998, 50(3): 22-25.
[5] ��Ӣ��, �� ��, �� ��, ������, �� ��, ���. �ѺϽ��䴲����������չ[J]. �ѹ�ҵ��չ, 2007, 24(4): 27-30.
ZHANG Ying-ming, ZHOU Lian, SUN Jun, HAN Ming-chen, SHU Ying, YANG Jian-chao. The development of cold hearth melting technique[J]. Titanium Industry Progress, 2007, 24(4): 27-30.
[6] ������, ��Ӣ��, �����, ������, ���, �� ��, �� ��. TC4�Ͻ�������䴲����������LDI��HDI��ȥ��[J]. ϡ�н��������빤��, 2008, 37(4): 665-669.
HAN Ming-chen, ZHANG Ying-ming, ZHOU Yi-gang, ZHAO Tie-fu, YANG Jian-chao, LI Jun, ZHOU Lian. Elimination of LDI and HDI in TC4 alloy during electron beam cold hearth melting[J]. Rare Metal Materials and Engineering, 2008, 37(4): 665-669.
[7] ��Ӣ��, �� ��, �� ��, ������, ëС��, ��־��. �������䴲����TC4�Ͻ����ƽ�����[J]. �ѹ�ҵ��չ, 2008, 25(6): 34-37.
ZHANG Ying-ming, ZHOU Lian, SUN Jun, HAN Ming-chen, MAO Xiao-nan, HOU Zhi-min. Heat balance analysis of electron beam cold hearth melting of TC4 alloy[J]. Titanium Industry Progress, 2008, 25(6): 34-37.
[8] �� ��. ���̹�����ֵģ��[M]. ����: ���ӹ�ҵ������, 2002: 80-81.
JING Tao. Numerical simulation of solidification process[M]. Beijing: Electronic Industry Press, 2002: 80-81.
[9] �� ��, �� ��. �ԳƸּ��������¶ȳ��ֲ�����ֵģ��[J]. ������ѧѧ��, 1998, 3(4): 55-59.
YIN Wen, LEI Hong. Numerical simulation of symmetrical workpiece of quenching processes[J]. Journal of Jimei University, 1998, 3(4): 55-59.
[10] ��ά��. 7075���Ͻ��Բ�����������̹�����ֵģ�⼰���������Է�������[D]. ��ɳ: ���ϴ�ѧ, 2008: 19-20.
MA Wei-ce. Numerical simulation and analysis of crack orientation of 7075 aluminum alloy ingot during the semi-continuous casting solidification process[D]. Changsha: Central South University, 2008: 19-20.
(�༭ ����Ⱥ)
ͨ�����ߣ����Ĺ⣬��������ʦ���绰��029-86250729��E-mail��lwg_2008@163.com
