
DOI��10.19476/j.ysxb.1004.0609.2019.07.08
�ŵ�������ս��Ʊ�Ti-22Al-25Nb�Ͻ����ܻ�����
�ֽ���1���� Խ1���� ��1��������1���� ��1, 2�����·�1���濡͢1
(1. ��ɽ��ѧ �Ƚ���ѹ���μ������ѧ�������ص�ʵ���ң��ػʵ� 066004��
2. ��ɽ��ѧ �����������װ�������չ��̼����о����ģ��ػʵ� 066004)
ժ Ҫ��
��Ti-22Al-25Nb(Ħ��������%)Ԥ�Ͻ��ĩΪʵ���ʼԭ�ϣ����÷ŵ�������սṤ��(SPS)���������¶�Ϊ950~1200 �棬����ʱ��Ϊ10~20 min��ѹ��Ϊ35~80 MPa���������Ʊ�����С����֯���ܵķ�ĩұ��Ti-22Al-25Nb�Ͻ��о��ս��¶ȡ��ս�ѹ���ͱ���ʱ���Ԥ�Ͻ��ĩ���ܻ����̵�Ӱ�죬������ĩ���ս����ܻ���������ʾ�ս��¶ȡ��ս�ѹ���ͱ���ʱ���Ti-22Al-25Nb�ս�Ͻ������ܶȡ�����ɡ�����֯�Լ���ѧ���ܵ�Ӱ����ɣ���ȷ�ս�Ͻ�����¶��ѻ��ơ������������950 �桢80 MPa��10 min�ս��Ti-22Al-25Nb�Ͻ�����ܶȴﵽ99.43%�����и�������ۺ���ѧ���ܣ��������쳤�ʡ�����ǿ�ȺͿ���ǿ�ȷֱ�ﵽ9.38%��933.57 MPa��990.01 MPa��
�ؼ��ʣ�
Ti-22Al-25Nb�Ͻ����ŵ�������ս������ܻ�����ѧ������
���±�ţ�1004-0609(2019)-07-1399-09���� ��ͼ����ţ�TG146.2���� ���ױ�־�룺A
Ti2AlNb���Ͻ�����ܶȵͣ�����ǿ�ȡ���ǿ�ȡ��������ԡ���俹���Ϳ������Ըߵ�ͻ�����ƣ���Ϊ����������ºϽ�����������ʸ��½ṹ���ϣ�����һ������600~800 ���¶ȷ�Χ�ڳ��ڷ��۵ĺ��պ��췢�����Ʊ�������ѡ֮һ[1-3]���ڶ�����������O��Ͻ�Ti-22Al-25Nb(Ħ��������%)�Ͻ��ѳ�Ϊ������ѧ�ߵ��о��ȵ�[4-6]����ĩұ�����漰��ѹ�սᡢ��ѹ�ս���ȵȾ�ѹ�ս�ȹ��գ����ս�ʱ��һ��ϳ�����������ս�Ͻ������֯�ִ��������γ�������[7]���ŵ�������սṤ��(Spark plasma sintering��SPS)��Ҳ�Ƶ����ӻ�սᣬ�ǽ����������һ����ʵ�ֲ��Ͽ������ܣ����ܶȸߵ������սṤ�ա��봫ͳ�սṤ����ȣ�SPS���������ٶȿ졢�ս�ʱ��̡��ս����տɿص��ŵ㣬���ڻ�����ܶȸߣ��ɷݾ��ȡ�����ϸС����ѧ���ܺõ��ս���ϡ�����SPS�Ʊ���ĩұ�������ϳ�Ϊ������ѧ���о����ȵ�[8-12]��SPS�ս�����У��ս��¶ȡ��ս�ѹ���ͱ���ʱ����ս����ض��ս�Ͻ��SPS���ܻ����̼���������ҪӰ�졣��Ŀǰ���ڷ�ĩұ���Ʊ�Ti-22Al- 25Nb�Ͻ��SPS���ܻ����̺ͻ�����ȱ��ϵͳ�о�����˧[7]����SPS�����ս������ĥ�Ʊ���Al-Ni-Ce�Ǿ��Ͻ��ĩ����Ҫ�ӷ�ĩ�ij�ʼ��ò�Լ����ı仯�ԺϽ�����ܻ����̽������о����������ս����ض������ܻ��̶ȵ�Ӱ�졣����[13]�о���SPS�������ս��¶Ⱥ�ѹ����TiAl���Ͻ�����֯����ѧ���ܺ����ܻ�������Ӱ�죬��δ������ʱ�����ؿ������С��ų��͵�[14]ͨ���ŵ�������սἼ���Ʊ������͵�TiB-TiB2�մɸ��ϲ��ϣ������˸��ϲ��ϵ�����֯����ѧ���ܣ���ʾ�˸��ϲ��ϵķŵ�������ս����ܻ���������������[15]���÷ŵ�������ս�(SPS)�����Ʊ���Ti3SiC2/Al�����ϲ��ϣ��о����ս��¶Ⱥ�ʱ��Ը��ϲ�����֯�����ܵ�Ӱ�죬δ����ս�ѹ���Բ�����֯�����ܵ�Ӱ���������о�����ˣ�������Ti-22Al-25NbԤ�Ͻ��ĩΪ�о��������ϵ���ս�ʵ�飬�����˸����ս�κͲ�ͬ�ս������µĺϽ������ܶȵ��ݱ���ɣ��������ս��¶ȡ��ս�ѹ���ͱ���ʱ����ս�Ͻ������ܶȡ�����֯����ѧ���ܵ�Ӱ�죬��ʾ�Ͻ�Ķ��ѻ��ơ�
1 ʵ��
1.1 ʵ�����
ͼ1��ʾΪ���������Ʊ�Ti-22Al-25Nb(Ħ��������%)Ԥ�Ͻ��ĩ������ò��SEM��ĩ����ò������Ҫ�������֣�һ��Ϊ���ȴִ����ֲڵķ�ĩ����һ��Ϊ������ȺõĽ�С��ĩ��������ͼ1��ʾ���ַ�ĩ�����λ�����Ρ���������ĩ���氼��ƽ�����������С����������������������������������Ҫԭ�������������ȴ�����з�ĩ����ȴ�ٶȲ�ͬ���µġ�����С�ķ�ĩ�����ȴ�ķ�ĩ����ʱ��̣������ϴ�ķ�ĩ��δ���ü����̣�ϸС�ķ�ĩ�Ϳ�ʼ𤸽�������ϴ�ķ�ĩ���棬�γ�����������[16]��
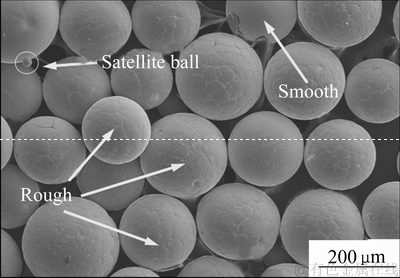
ͼ1 ����Ti-22Al-25NbԤ�Ͻ��ĩ������ò
Fig. 1 Surface morphology of gas atomized Ti-22Al-25Nb prealloyed powders
1.2 ʵ�鷽��
�ս�ʵ�����ձ�Sinter Land��˾������SPS-3.20MK-IV�ͷŵ�������ս�¯�н��У�ȡ�����õ�Ԥ�Ͻ��ĩװ��ֱ��Ϊ20mm�ĸ�ǿʯīģ�ߣ�����ѹƬ��Ԥѹ��ĩ��SPS�ս�ʵ����������Ϊ100 ��/min���ս��¶ȷֱ�Ϊ950��1000��1050��1100��1200 �棬�ս�ѹ���ֱ�Ϊ35��50��80 MPa������ʱ��Ϊ10 min��20 min��ͼ2��ʾΪ950 �桢50 MPa��10 min���սṤ��·�ߡ�����ֱ��Ϊ20 mm�ս�ģ�ߣ�950 �桢50 MPa��10 min�ս������µ�����·�߷�Ϊ3�����䣬�ս��¶�Ϊ571~600 �棬����ʱ��Ϊ2 min���ս��¶�Ϊ600~850 �棬��100 ��/min�ĺ㶨�������ʼ��ȣ�����ʱ��Ϊ3 min���ս��¶�850~950 �������ڷ����������ʣ���ֹ�¶ȹ��壬����ʱ��Ϊ4 min�����ս��¶�����Ԥ���ս��¶Ⱥ���10 min���ս�
�������ս������¯��ȴ���ս�����У�������ѹ������ѹ��50 MPa��������ʱ�������ѹ�����㡣���ð�������ˮ�������ս����Ͻ���ܶȡ��ս�Ͻ�����������ձ���ѧ������D/MAX-2500/PC��X��������������ɡ���Ҫ��������Ϊ��������ΪCu��K��������ʱ������ѹΪ100 mA��40 kV��ɨ�跶ΧΪ20��~80�㣬ɨ������Ϊ1 (��)/min��ʵ�����õ�Axio Scope A1��ѧ������Sigma 500�����������ڹ۲첢�����ĩ���ս�Ͻ�����֯����������Ͽ���ò�����õ�����и�������ս��ĺϽ��и�ɳߴ�Ϊ1.2 mm��2 mm��8.5 mm������ߴ硣��������ʵ���ڿ����н��У��豸ΪInspekt Table-100KN�������ܲ������������������Ϊ0.13 mm/min��
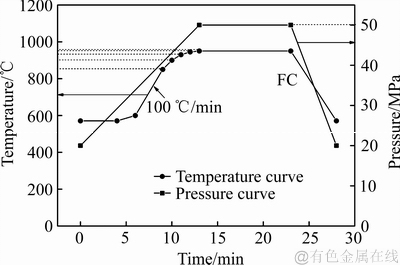
ͼ2 950 �桢50 MPa��10 min�������սṤ��·��
Fig. 2 Sintering process at (950 ��, 50 MPa, 10 min)
2 �ŵ�������ս�Ti-22Al-25Nb�Ͻ����ܻ�����
2.1 �ս��¶Ⱥ��ս�ѹ����Ti-22Al-25Nb�ս�Ͻ�����ܻ�Ӱ��
��SPS�����У����ڸ�Ƶ�ŵ����ã���ĩ����֮������������壬��������������ֱ�����������»�����ĩ���������㣬�����ͻ��ĩ�������棬ʹ�÷�ĩ����֮��ͨ�����������̡���ɢ����ʽ�ڽӴ������γ��սᾱ����������ѹ�����¶ȳ��͵�ѹ�����ۺ������£���ĩ�������Ա��Σ�����������������֮����ڵĿ���ʵ�ֿ����ս����ܡ����ڽ��ʵ�������о�Ti-22Al-25NbԤ�Ͻ��ĩ��SPS�����е����ܻ����̣�������ͬ�ս���������ܻ���Ӱ����ɣ�Ϊ�սṤ���ṩ��������������ʵ��ָ����
ͼ3��ʾΪ��ͬ�ս��������ս�Ͻ���ս��¶Ⱥ��������������ս�ʱ��ı仯���ߣ�����35 MPa��50 MPa�ս�ѹ����SPSʵ���ѹ��ʽ�����µ�Ԥ���ս��¶Ⱥ�����ѹ��Ԥ���ս�ѹ��ֵ��80 MPa�ս�ѹ����SPSʵ���ѹ��ʽ����Ԥ���ս��¶�ǰ�Ѽ�����Ԥ���ս�ѹ��ֵ����ͼ3���Է��֣��ս��¶�һ��ʱ���ս�Ͻ���������������ս�ѹ������߶������ս�ѹ��һ��ʱ���ս�Ͻ���������������ս��¶ȵ����߶����ӡ�SPS�Ʊ�Ti-22Al-25Nb����Ͻ���ս������Ҫ��Ϊ���ڡ����ں�ĩ��3���Ρ���ͼ3(a)��֪����t��360 sʱ������SPS���ڣ��ս��¶ȵ���600 �棬��ĩ����������ƫ�ͣ��״γ���ͣ��ƽ̨��SPS���ڣ�ͼ3��1��2���߳�ʼ���ֳ����������ʽӽ�����ƽ�����ս�ʱ�����ƽ̨�Σ�������Ԥ���ս�ѹ���Ľ���ƽ̨����ʱ��Խ����������Ϊ���ս�ǰ��ĩ��ѹƬ��������ѹ���Ҵ�ʱ�¶Ƚϵ�(����600 ��)��δ�ﵽ�Ͻ��ĩ�Ĵ���ת���¶ȣ��˽�ѹ��Զ����Ԥ���ս�ѹ������ĩδ�������Կ�������������950 �桢35 MPa��10 min��950 �桢50 MPa��10 min�ս�����������ͬ����80 MPa�ս�ѹ���£�0~200 s�ڣ�����������(ͼ3(a)������3)�����ս�ʱ������Ӷ�Ѹ�������7.06%�������������ս�ǰ�ѽ��ս�ѹ����������Ԥ��ѹ��80 MPa����ѹ��ʹ�Ͻ��ĩ��������������ţ���϶�ȴ�ͣ������ս�������������ʼ������ӡ���360 s��t��800 sʱ������SPS���ڣ��ս��¶�Ѹ�����ߣ��ս�Ͻ��������������ս�ʱ������Ӷ������������ӡ�������Ϊ�ս����ڵ����ϴ��γɽ϶�������壬Ԥ�Ͻ��ĩ���¶�Ϊ600~900 ��ʱ���ﵽ����ת���¶ȣ���ĩ����֮���γɡ��սᾱ��[17]����ʩ�ӵ������ս�ѹ�������ս���ϵ�����ǿ�Ƚ�����������������˸ý��ս�Ͻ�������ܻ���ʽ�������Ա���Ϊ�������ս�ĩ�ڣ�t��800 s�������½Σ��������������ս�ʱ������Ӷ����������ٴγ���ͣ�������������ͣ������ԭ�����Ϊ���ڱ��±�ѹ�Σ�������ֵ�������䣬�ŵ������������ʱ�ս�����ڲ��γ�ͨ·����Ҫ�Դ��������Ϊ������Ԥ���ս�ѹ�����������ս�Ͻ��ٷ������Ա��Ρ���ˣ��ڸ�ͣ��ƽ̨�����������ʼ������ֲ��䣬������ʱ��ϳ���SPS�ս���Ϻ��ս�Ͻ�����������ʷ����˽�����������(��ͼ3)��������Ϊ�ս���Ϻرյ������ս�ģ�ߺ��ս�Ͻ���¶�Ѹ���½����ս�Ͻ�����������������������������ߡ����⣬��ͼ��3�����Է��֣��ڷ���ȴ�Σ�����ս�ѹ�������������ʴﵽ��ֵ��ʱ�����̣�������ս�ѹ�����������Ԥ�Ͻ��ĩ�����ܻ��ս�Ч�ʡ�
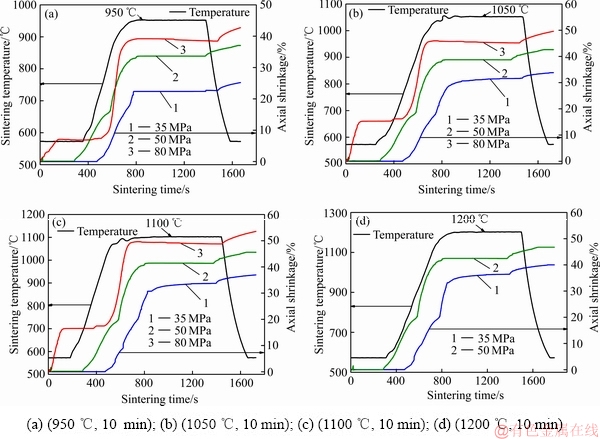
ͼ3 ��ͬ�ս��������ս�Ͻ���ս��¶��Լ��������������ս�ʱ��ı仯
Fig. 3 Change of sintering temperature and axial shrinkage with sintering time under different sintering conditions
��SPS���ں���ȴ�Σ��ս�Ͻ��������������¶ȱ仯��ϵ��ͼ4��ʾ����ͼ4(a)���Թ۲쵽�������ս�ѹ����ߣ��ս�Ͻ������������������ߡ����ս��¶�Ϊ1100 ��ʱ���ս�ʱ��Ϊ800 sʱ���ս�ѹ��Ϊ35 MPa��50 MPa��80 MPa��������������ʷֱ�Ϊ27.49%��40.78%��49.44%�������ս�ѹ�����䣬Ti-22Al-25Nb�ս�Ͻ�����������������ս��¶ȵ����߶����ӡ����ս�ѹ��Ϊ50 MPaʱ���ս�ʱ��Ϊ800 sʱ���ս��¶ȷֱ�Ϊ950 �桢1050 �桢1100 ���1200 ������������ʷֱ�Ϊ33.14%��38.11%��40.78%��41.8%��������SPS���ڣ��ս�Ͻ�����ܻ�������Ҫ����������Ϊ����Ԥ���ս�ѹ��Խ���ս��¶�Խ���ս�Ͻ��������Ա��γ̶�Խ���ս�Ͻ�����������ʾ�Խ���ս��������ȴ�ε�����������Ҳ���ս��¶Ⱥ��ս�ѹ������߳��������ӣ�����ֵ���ս������������ӡ�
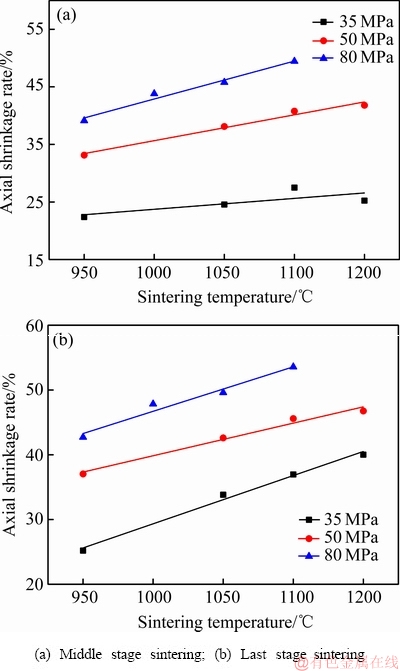
ͼ4 ��ͬ�ս�����ս�Ͻ�����������������ս��¶ȵĹ�ϵ
Fig. 4 Relationship between axial shrinkage rate and sintering temperature of sintered alloy prepared by SPS at different sintering stages
2.2 ����ʱ���Ti-22Al-25Nb�ս�Ͻ�����ܻ�Ӱ��
�ӳ�����ʱ���������ս�Ͻ���ɢ�ľ����ԣ��ٽ��Ͻ����ܡ�ͼ5��ʾΪSPS�����в�ͬ�ս�������ս�Ͻ���������������ս�ʱ��ı仯����ͼ5(a)��(b)�пɿ������ս��¶Ⱥ�ѹ�����䣬����ʱ���10 min������20 min���ս�Ͻ�������������������ӣ�������������ʷֱ�������2.38%��2.7%��˵������ʱ����10~20 min�ڣ�����ս�Ͻ����ܻ�Ӱ���С��ԭ��������ս�Ͻ��ڱ��½��Ѳ��ٷ������Ա��Σ��¶�����������ȶ�״̬��������ԭ��֮����ɢ��
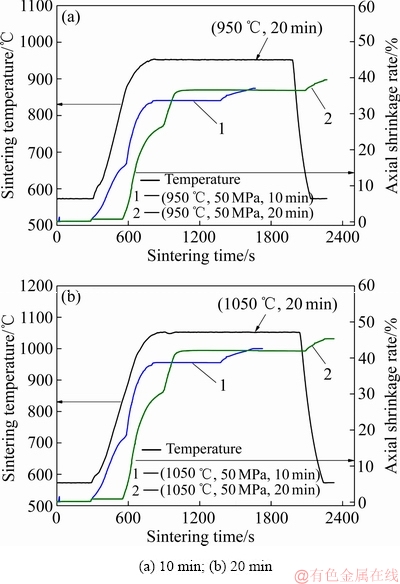
ͼ5 ��ͬ����ʱ����SPS�Ʊ�Ti-22Al-25Nb�ս�Ͻ���ս��¶��Լ��������������ս�ʱ��ı仯
Fig. 5 Changes of sintering temperature and axial shrinkage with time of sintered Ti-22Al-25Nb alloy at different holding time
3 SPS�Ʊ�Ti-22Al-25Nb�Ͻ������֯����ѧ����
3.1 �ս��¶ȡ��ս�ѹ���ͱ���ʱ���Ti-22Al-25Nb�ս�Ͻ�����ܶȺ������Ӱ��
����̬��Ti-22Al-25Nb�Ͻ���ܶ�(5.3 g/cm3)��Ϊ�����ܶȣ����������㲻ͬ�ս������»�õ��ս�Ͻ������ܶȣ�������ܶ����ս��¶ȵĹ�ϵ��ͼ6��ʾ����ͼ6�п��Կ�����950 �桢35 MPa��10 min�����»�õĺϽ�����ܶȽ�Ϊ92.35%������ս��¶���1050 ��ʱ��������ܶ�������ߣ�Ϊ97.28%������ܶ��Խϵ͡�����������950 �������£��ս��¶Ƚϵͣ���ĩ�����Ա��ο����ϴ����Ա��β���֣���ĩ֮����ɢ���ò����ԣ�����950 ���ս�Ͻ��ڲ�δ�պϿ��ࡢ���ܶȲ��ߡ���ͼ6���ɷ��֣���ͬ�ս�ѹ���»���ս�Ͻ������ܶȱ仯���߾�����ͬ�����ƣ��������ս��¶ȵ���ߣ��ս�Ͻ������ܶȳ���������ƣ�������ܶȵ������������ͣ����ս��¶ȴ���1050 ��ʱ��Ti-22Al-25Nb�Ͻ������ܶȵ�������������ƽ������ζ�Ŵ�ʱ�ս�Ͻ������ܶ��ѽӽ�����״̬�����ս��¶�Ϊ1050 �棬����ʱ��Ϊ10 min��20 min���ս�ѹ��Ϊ35~80 MPa�����£�����ս�Ti-22Al-25Nb�Ͻ������ܶȷֱ�Ϊ97.28%��99.24%��99.62%��99.91%�������ս�ѹ��50 MPa���¶Ȳ��䣬�ӳ�����ʱ����20 minʱ���Ͻ������ܶ����Ը��ڱ���ʱ��Ϊ10 min�ս�Ͻ������ܶȡ����ս��¶�Ϊ950~ 1100 �桢����ʱ��Ϊ10 min���ս�ѹ��Ϊ80 MPaʱ���Ͻ������ܶȽ�ͬ��������ѹ��Ϊ50 MPa�ս�Ͻ���������ӣ����ʵ���ս�Ͻ�����ܶȷֱ�Ϊ99.43%��99.72%��99.91%��99.97%���ӽ������ܶȣ���Ϊ�ﵽ��ȫ���ܡ���ˣ���������ս�ѹ�����ս��¶Ⱥ��ս�ʱ�䣬�������ս�Ͻ��ڸ���Ԫ�صij����ɢ�ͻ�ø���ֵ����Ա��Σ��ﵽ���ߵ����ܻ�Ч����
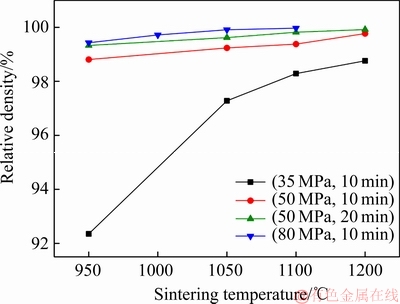
ͼ6 ��ͬ�ս�����������ս�Ͻ������ܶȱ仯
Fig. 6 Change of relative density of sintered alloy under different sintering parameters
3.2 �ս��¶ȡ��ս�ѹ���ͱ���ʱ���Ti-22Al-25Nb�ս�Ͻ�����֯����ѧ���ܵ�Ӱ��
ͼ7��ʾΪ��ͬ�ս��¶Ȼ�õ��ս�Ͻ��SEM����ͼ7(a)������950 ���ս�Ͻ���ִ���δ�պϿ���������ϴֿ���״�ʾ�״�ֲ���Ҳ�������������ο�����������200 ��m�ķ�ĩ����֮�����ճ�ᣬ���ڴִ������Χ�ž���С����(������50 ��m)�γ����Ե��սᾱ����������С��150 ��m�Ŀ�����ɢ����ȫ��������һ���̶ȵ����Ա��Σ�����״��ĩ��Ϊ��Բ�λ���η�ĩ���������950 ���սᣬ˲ʱ����ֻ��ʹ���ֿ����ۻ��γ��սᾱ������֮���δ��ȫ�պϣ����ܶȵ͡���ͼ7(b)�ɷ��֣����ս��¶������1050 ��ʱ������֮������������½������ֿ��ɾ�״��������Ρ�С�������Ա��γ̶��������֮���սᾱ�����һ�������������Ե����Ա��Σ���״�����Ľ�����Ȼ�����������ܻ��̶���ߡ�������Ϊ�ս��¶ȵ���߽����˷�ĩ�����Ա��ο����������ѹ���������£���ĩ�������������Ա��γ����϶������������������ľ�״������ڵ��������ת�䣬�����ս�����еķ�ĩ�����ı߽�����С�������ο��ı߽���ֱ���������ս�����ڽ����¼������ӽ���ȫ���ܡ����⣬���ͼ6���ս�Ͻ������ܶ����߱仯ͼ���Կ�������950~1050 ���¶ȷ�Χ���Ͻ������ܶ�����������죬�����˽������¶ȵ���ߣ��Ͻ��ĩ�ı��ο����½������Ա��θ������У������������Ӷ���ߺϽ����֯���ܶȡ����ս��¶ȸ���1050 ��ʱ�������¶ȵ���ߣ��Ͻ������ܶȵ������ٶ����½�[18]��
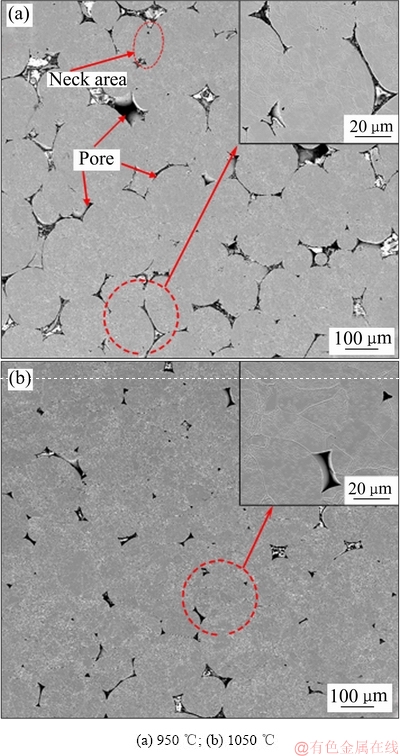
ͼ7 35 MPa��10 min�²�ͬ�ս��¶ȵ��ս�Ͻ��SEM��
Fig. 7 SEM images of spark sintered alloy at 35 MPa and 10 min
ͼ8��ʾΪ1050 �桢50 MPa��ͬ����ʱ���»�õ��ս�Ͻ��OM��SEM�Ա�ͼ7��8���Կ���������ս�ѹ����50 MPa���ս�Ͻ�����ܻ��̶���ߡ����ս�ѹ��Ϊ35 MPa(��ͼ7(b))����϶�϶࣬��֯�����Բ���ս�ѹ�������50 MPa���Ͻ����ܻ�����֣��ս�Ͻ������Կ���δ����ĩ�ı߽���������(��ͼ8(a1)��(a2))��ֻ�ڲ��־��紦���ں�С���ף�����СΪ1~2 ��m���ս�Ͻ��ƽ�������ߴ�Ϊ41.79 ��m�������Ͻ���֯��ò����Ҫ�������ս��¶ȣ����ս�ѹ����ϵ�����ս�ѹ������ߣ���Ҫ�ӿ�Ͻ����ܻ��ٶȣ������ս�ʱ�䡣������ʱ���10 min�ӳ���20 minʱ����֯���ܶ������Ա仯�����뱣��ʱ��Ϊ10 min��õĺϽ����֯��ȣ�����ʱ��Ϊ20 min�ĺϽ����������ʱ���ʱ�䲻�˹�����������ʱ�䲻��ʱ������ʹ�Ͻ���֯�����ܣ��ڲ����϶࣬�Ͻ������ܶȽϵͣ�����ʱ��10 minΪ���˵��ս������
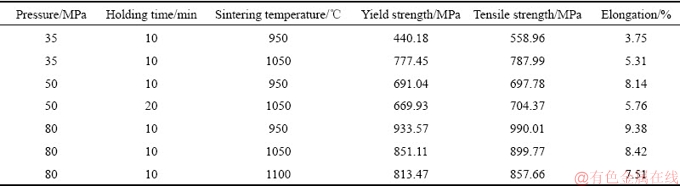
������Ti-22Al-25Nb�ս�Ͻ����ʵӦ��-Ӧ��������ͼ9��ʾ����1����Ϊ�ս�Ͻ�������������ܡ��ɱ�1��֪���ڽϵ͵��ս��¶Ⱥ��ս�ѹ���������սᣬ�õ��ĺϽ�����ܶȽϵͣ���ĩ֮����������������Ͻ��ǿ�Ⱥ����Խϲ�����ս��¶Ȼ��ս�ѹ������ߺϽ��ǿ�Ⱥ����Եõ����ơ����ͼ9�ͱ�1���Է��֣���950 �桢80 MPa��10 min�����ս�ʱ��Ti-22Al-25Nb�Ͻ�������ŵ������������ܣ������쳤�ʡ�����ǿ�ȺͿ���ǿ�ȷֱ�Ϊ9.38%��933.57 MPa��990.01 MPa����ѧ���������������������µ���ѧ���ܡ�ͼ10��ʾΪ��ͬ�ս��������Ʊ�Ti-22Al-25Nb�Ͻ������������Ͽ���òSEM��
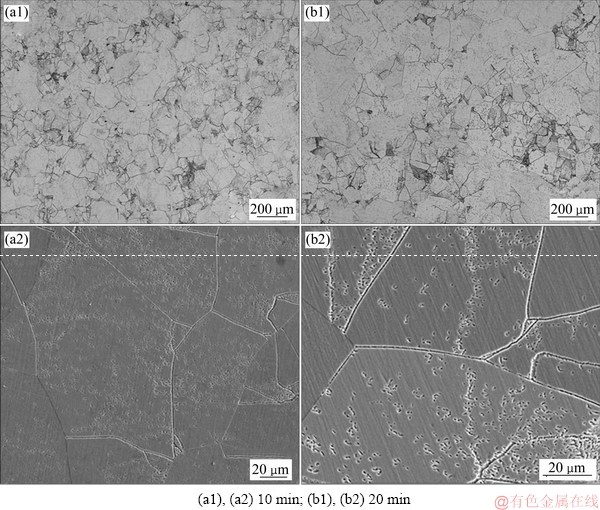
ͼ8 �ս��¶�Ϊ1050 �桢�ս�ѹ��Ϊ50 MPa�²�ͬ����ʱ���ս�Ͻ��OM���SEM��
Fig. 8 OM((a1), (b1)) and SEM((a2), (b2)) images of spark sintered alloy holding for different time at sinter 1050 �� and 50 MPa
��ͼ10(a)�������Է��֣���35 MPa��10 min�����£�950 ���ս�Ͻ�ĶϿڴ��Կɹ۲쵽��״��ĩ�������ҷ�ĩ����֮��Ŀ�Ҳʮ�����ԡ�����ѹ�������80 MPa����950 �桢80 MPa��10 min��õ��ս�Ͻ�����������Ͽ���ò����ȫ��ʧ�����ֺ���״�������������Լ����������Ѵ��ڣ����ѻ���Ϊ���Զ��������Զ��ѵĻ�϶��ѷ�ʽ��
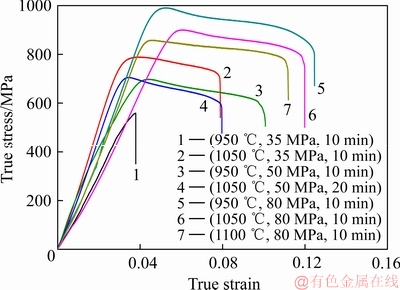
ͼ9 ��ͬ�ս������Ti-22Al-25Nb�ս�Ͻ�������ʵӦ��-Ӧ������
Fig. 9 True stress-strain curves of sintered Ti-22Al-25Nb alloy under different sintering parameters
4 ����
1) SPS���ܻ������У��ս���ڣ���������ĩ�������ţ����ܶȵ͡��ս����ڣ���ĩ����֮���γ��սᾱ���Է�ĩ����������Ϊ�����ս�ĩ�ڣ��Դ��������Ϊ�������ܶȽ�һ����ߡ�ͨ�����������ʵı仯����������ս��¶ȡ��ս�ѹ�������ߺͱ���ʱ�������߷�ĩ�����ܻ��̶ȡ�1100 �桢80 MPa��10 min�����Ʊ��Ͻ�����ܻ��̶���ߣ�����������Ϊ53.57%��
2) 950 �桢35 MPa��10 min�ս�Ͻ������ܶ���ͣ���Ϊ92.35%������¶ȡ�ѹ���ͱ���ʱ�䣬����ܶ�Ҳ����Ӧ�õ���ߡ�80 MPa��10 minʱ���ս��¶�950��1000��1050��1100 �����ս�Ͻ������ܶ�Ϊ99.43%��99.72%��99.91%��99.97%��
3) 950 �桢80 MPa��10 min�����£���õ�Ti-22Al-25Nb�ս�Ͻ������ܶ�Ϊ99.43%��ƽ�������ߴ��Ϊ9.39 ��m����������ǿ�ȡ�����ǿ�Ⱥ��쳤�ʷֱ�Ϊ933.57 MPa��990.01 MPa��9.38%��չ�ֳ����ŵ��ۺ���ѧ���ܣ����¶��ѻ���Ϊ���Զ��������Զ��ѵĻ�϶��ѷ�ʽ��
��1 ������Ti-22Al-25Nb�Ͻ����������
Table 1 Tensile properties of Ti-22Al-25Nb alloys at room temperature
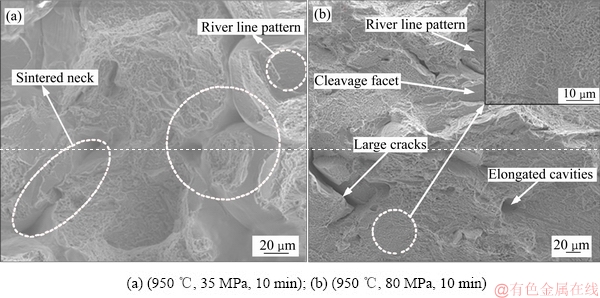
ͼ10 ��ͬ�ս������SPS�ս� Ti-22Al-25Nb�Ͻ���������Ͽ���ò
Fig. 10 Room-temperature tensile fractographs of sparking plasma sintered Ti-22Al-25Nb alloy under different sintering parameters
REFERENCES
[1] KUMPFERT J. Intermetallic alloys based on orthorhombic titanium aluminide[J]. Adv Eng Mater, 2001, 3: 851-864.
[2] LEYENS C, PETERS M. Titanium and titanium alloys[M]// Titanium and Titanium Alloys-Fundamentals and Applications. DLR-German Aerospace Center, 2003: 1-513.
[3] LI D Q, BOEHLERT C J. Processing effects on the grain-boundary character distribution of the orthorhombic phase in Ti-Al-Nb alloys[J]. Metallurgical & Materials Transactions A, 2005, 36(10): 2569-2584.
[4] SIM K H, WANG G F, SON R C, CHOE S L. Influence of mechanical alloying on the microstructure and mechanical properties of powder metallurgy Ti2AlNb-based alloy[J]. Powder Technology, 2017, 317: 133-141.
[5] ��Զ��. ��Ӧ�ս�Ti-22Al-25Nb�Ͻ���֯��������³� ��/��ɢ����[D]. ������: ��������ҵ��ѧ, 2017.
WANG Yuan-xin. Microstructure characteristics and high temperature forming/diffusion bonding of Ti-22Al-25Nb alloy synthesized via reactive sintering[D]. Harbin: Harbin Institute of Technology, 2017.
[6] ������. TC4/Ti22Al25Nb���⺸�ӹ�������֯�����о�[D]. �ൺ: ɽ����ѧ, 2017.
MA Chang-yu. Research on laser welding process and origanization performance of TC4/Ti22Al25Nb[D]. Qingdao: Shandong University, 2017.
[7] �� ˧. ��ĩұ���Ʊ����Al���Ǿ��Ͻ�����ѧ�����о�[D]. ������: ��������ҵ��ѧ, 2010.
CAO Shuai. Preparation and properties of a Al-based bulk amorphous alloy by powder metallurgy[D]. Harbin: Harbin Institute of Technology, 2010.
[8] �� ��, ���˻�, ������, �� ǿ. Fe73.5Cu1Nb3Si13.5B9�Ǿ��Ͻ�����SPS�ս������о�[J]. ��ɽ��ѧѧ��, 2014(6): 491-496.
WANG Ge, WANG Xing-hua, WANG Hai-jian, LI Qiang. Research on sintering characteristics of Fe73.5Cu1Nb3Si13.5B9 amorphous alloys prepared by spark plasma sintering[J]. Journal of Yanshan University, 2014(6): 491-496.
[9] ��鲨, ������, ���·�, �����. H13�ֱ�����ͿCr3C2-NiCr��Ni60AͿ��Ľ��ǿ�ȼ���ĥ���о�[J]. ��ɽ��ѧѧ��, 2017, 41(6): 496-502.
LI Hong-bo, WANG Yi-jing, GU Yong-fei, HAN Jin-cheng. Bonding strength and wear resistance of Cr3C2-NiCr and Ni60A thermal spray coatings on H13 steel surface[J]. Journal of Yanshan University, 2017, 41(6): 496-502.
[10] ������, �º곬, �� ��, ����, �²���, ����Ԫ, �¸��N. �ŵ�������ս��Ʊ���ǿ�Ȱ����岻���[J]. ��ɽ��ѧѧ��, 2013, 37(1): 34-38.
WANG Hai-tao, CHEN Hong-chao, WANG Peng, XIANG Jian-yong, CHEN Can-kun, LIU Zhong-yuan, WEN Fu-sheng. High strength austenitic stainless steel prepared by spark plasma sintering[J]. Journal of Yanshan University, 2013, 37(1): 34-38.
[11] ����, ������, 갽���. ���ʯ��̼���踴���ȴ������ϵķ�չ[J]. ��ɽ��ѧѧ��, 2015, 39(5): 390-402.
WANG Yan-hui, CHENG Xiao-zhe, ZANG Jian-bing. Development of diamond and SiC composited heat sink materials[J]. Journal of Yanshan University, 2015, 39(5): 390-402.
[12] ��鲨, �����, ���·�, ʯ����. T10�ֱ���HVOF��ͿWC-10Co-4CrͿ�����ĥ���о�[J]. ��ɽ��ѧѧ��, 2016, 40(1): 22-28.
LI Hong-bo, HAN Jin-cheng, GU Yong-fei, SHI Xiao-xuan. Abrasive resistance of WC-10Co-4Cr coating on deposited T10 steel surface by HVOF[J]. Journal of Yanshan University, 2016, 40(1): 22-28.
[13] �� ��. �ŵ�������ս��Ʊ��������Ͻ����ܻ������о�[D]. ��ɳ: ���ϴ�ѧ, 2012.
YANG Xin. Study on preparation and consolidation mechanism of TiAl-based alloy prepared by spark plasma sintering[D]. Changsha: Central South University, 2012.
[14] �ų���, �� ��, �Ƴȳ�, ������, ������. TiB-TiB2�մɸ��ϲ��ϵķŵ�������ս����ܻ�[J]. ����������ѧѧ��, 2010, 30(4): 492-495.
ZHANG Zhao-hui, LUO Jie, HUANG Cheng-cheng, WANG Fu-chi, LI Shu-kui. Densification of TiB-TiB2 ceramic composites by spark plasma sintering[J]. Journal of Beijing Institute of Technology, 2010, 30(4): 492-495.
[15] ������, ������, �Ž���, ������, ������. SPS�Ʊ�����Ti3SiC2/Al���ϲ��ϵ���֯�������о�[J]. ��ɫ��������, 2018, 8(2): 31-38.
HU Mei-jun, LIU Wen-yang, ZHANG Jian-bo, CHEN Ting-ting, LIU Rui-qing. Microstructure and properties of dense Ti3SiC2/Al composites prepared by SPS[J]. Non-ferrous Metal Engineering, 2018, 8(2): 31-38.
[16] �� ��, ������. ���������ղ����Խ�����ĩ����Ӱ����о�[J]. ������ɫ����, 2002, 16(3): 27-29.
LI Xin, WANG Yong-xiang. Study on the effect of atomization parameters on the granularity of metal powder[J]. Jiangxi Nonferrous Metals, 2002, 16(3): 27-29.
[17] ��С��, �и���, ��˳��. �ŵ���������ս�W����ֵģ��[J]. ��ĩұ����, 2010, 28(4): 256-261.
CHEN Xiao-an, SHANG Fu-jun, SONG Shun-cheng. Numerical simulation for spark plasma sintering of W powder[J] . Powder Metallurgy Technology, 2010, 28(4): 256-261.
[18] LIU Xin-wang, ZHANG Zhao-long, SUN Rui, LIU Fu-chu, FAN Zi-tian, NIU Hong-zhi. Microstructure and mechanical properties of beta TiAl alloys elaborated by spark plasma sintering[J]. Intermetallics, 2014, 55(31): 177-183.
Preparation and densification mechanism of Ti-22Al-25Nb alloy prepared by spark plasma sintering
JIA Jian-bo1, YANG Yue1, SUN Wei1, ZHONG Xiao-xiao1, XU Yan1, 2, GU Yong-fei1, LUO Jun-ting1
(1. Education Ministry Key Laboratory of Advanced Forging and Stamping Technology and Science, Yanshan University, Qinhuangdao 066004;
2. National Engineering Research Center for Equipment and Technology of C.S.R, Yanshan University, Qinhuangdao 066004, China)
Abstract: Ti-22Al-25Nb (mole fraction, %) pre-alloyed powders were used as the experimental starting materials. A powdery metallurgy Ti-22Al-25Nb alloy with fine grain size and dense microstructure was prepared using the spark plasma sintering process (SPS) method at the temperature of 950-1200 ��, holding time of 10-20 min and pressure of 35-80 MPa. The effects of sintering temperature, sintering pressure and holding time on the densification of pre-alloyed powders were studied. The sintering densification mechanism was analyzed. The influences of sintering temperature, sintering pressure and holding time on the relative density, phase composition, microstructure and mechanical properties of the sintered Ti-22Al-25Nb alloy were revealed. In addition, the room temperature fracture mechanism of the sintered alloy was clarified. The results show that the relative density of the Ti-22Al-25Nb sintered alloy at (950 ��, 80 MPa, 10 min) reaches 99.43%, and it has better comprehensive mechanical properties. The room temperature elongation, yield strength and tensile strength reach 9.38%, 933.57 MPa and 990.01 MPa, respectively.
Key words: Ti-22Al-25Nb alloy; spark plasma sintering; densification; mechanical property
Foundation item: Project(E2016203157) supported by the Natural Science Foundation of Hebei Province, China; Project(51875502) supported by the National Natural Science Foundation of China
Received date: 2018-06-12; Accepted date: 2019-04-06
Corresponding author: XU Yan; Tel: +86-335-8387503; E-mail: xuyan_916@ysu.edu.cn
(�༭ ����)
������Ŀ���ӱ�ʡ��Ȼ��ѧ����������Ŀ(E2016203157)��������Ȼ��ѧ����������Ŀ(51875502)
�ո����ڣ�2018-06-12�������ڣ�2019-04-06
ͨ�����ߣ��� �ң������ڣ���ʿ���绰��0335-8387503��E-mail��xuyan_916@ysu.edu.cn
ժ Ҫ����Ti-22Al-25Nb(Ħ��������%)Ԥ�Ͻ��ĩΪʵ���ʼԭ�ϣ����÷ŵ�������սṤ��(SPS)���������¶�Ϊ950~1200 �棬����ʱ��Ϊ10~20 min��ѹ��Ϊ35~80 MPa���������Ʊ�����С����֯���ܵķ�ĩұ��Ti-22Al-25Nb�Ͻ��о��ս��¶ȡ��ս�ѹ���ͱ���ʱ���Ԥ�Ͻ��ĩ���ܻ����̵�Ӱ�죬������ĩ���ս����ܻ���������ʾ�ս��¶ȡ��ս�ѹ���ͱ���ʱ���Ti-22Al-25Nb�ս�Ͻ������ܶȡ�����ɡ�����֯�Լ���ѧ���ܵ�Ӱ����ɣ���ȷ�ս�Ͻ�����¶��ѻ��ơ������������950 �桢80 MPa��10 min�ս��Ti-22Al-25Nb�Ͻ�����ܶȴﵽ99.43%�����и�������ۺ���ѧ���ܣ��������쳤�ʡ�����ǿ�ȺͿ���ǿ�ȷֱ�ﵽ9.38%��933.57 MPa��990.01 MPa��
[5] ��Զ��. ��Ӧ�ս�Ti-22Al-25Nb�Ͻ���֯��������³� ��/��ɢ����[D]. ������: ��������ҵ��ѧ, 2017.
[6] ������. TC4/Ti22Al25Nb���⺸�ӹ�������֯�����о�[D]. �ൺ: ɽ����ѧ, 2017.
[7] �� ˧. ��ĩұ���Ʊ����Al���Ǿ��Ͻ�����ѧ�����о�[D]. ������: ��������ҵ��ѧ, 2010.
[11] ����, ������, 갽���. ���ʯ��̼���踴���ȴ������ϵķ�չ[J]. ��ɽ��ѧѧ��, 2015, 39(5): 390-402.
[13] �� ��. �ŵ�������ս��Ʊ��������Ͻ����ܻ������о�[D]. ��ɳ: ���ϴ�ѧ, 2012.
[16] �� ��, ������. ���������ղ����Խ�����ĩ����Ӱ����о�[J]. ������ɫ����, 2002, 16(3): 27-29.
[17] ��С��, �и���, ��˳��. �ŵ���������ս�W����ֵģ��[J]. ��ĩұ����, 2010, 28(4): 256-261.
