
�й���ɫ����ѧ�� 2003,(02),404-408 DOI:10.19476/j.ysxb.1004.0609.2003.02.024
��״����Ͻ�CuZnAl����ɢ����ͷ��֯����
������������ѧ��е��������ѧԺ,������������ѧ��е��������ѧԺ,������������ѧ��е��������ѧԺ,������������ѧ��е��������ѧԺ,������������ѧ��е��������ѧԺ ������150080 ,������150080 ,������150080 ,������150080 ,������150080
ժ Ҫ��
����ͭ����Ϊ�м��,�о�����״����Ͻ�CuZnAl��ɢ���ĺ������ܡ����ý���������ɨ��羵������̽��Խ�ͷ�������۷������������:�����м������ͭΪ�м�㺸��Ч������;��������Ϊ�м��ʱ,��������ɢ����,������խ������С,п�����ӷ�����,����Ⱥ�ǰ�Ե�,�����ͷ����ǿ�ȱ�ĸ����������,�Ͽڳʴ��Զ���,����״����ָ���ɴﵽĸ�ĵ�91%��
�ؼ��ʣ�
��ͼ����ţ� TG407
����飺����ΰ(1974),Ů,��ʦ,��ʿ�о���.;
�ո����ڣ�2002-05-17
����������Ȼ��ѧ����������Ŀ(59971007);
Weldability of CuZnAl alloy in diffusion bonding
Abstract��
Adopting copper and nickel as interlayer, the weldability of CuZnAl alloy diffusion bonding was studied. The results show that, the joint of diffusion bonding has poor weldability without interlayer or using copper as interlayer; but using nickel as interlayer it has little deformation, narrow HAZ, slight volatilization of Zn and Al, low transition point, and the ratio of shape memory recovery of the joint to the matrix is 91%. By tensile tests, the joint shows brittle fracture which makes its tensile strength lower than the matrix.
Keyword��
CuZnAl; shape memory;diffusion;
Received�� 2002-05-17
��״����Ͻ�CuZnAl��Ϊһ�ֹ��ܲ�����NiTi����Ͻ����,�����гɱ������� �ӹ����ס� ���¶��ر����С� ����͵��ص㡣 ��ǰʵ�û���״����Ͻ�������Ҫ��NiTi��Cu����״����Ͻ��������״������
1 ʵ��
1.1 ��Ʒ�Ʊ�
��Cu-1���ͭ�� Zn-1п���� Al-0�����ڹ������¯������������,��780 ����Ȼ�5 h�����Ƴ�6 mm��2 mm��İ��,�ٰ�6 mm���ļӹ��ɳ�60 mm�� ��30 mm�ĶԽ�����,�������������б�����ӹ�,ʹ����ֲڶ�Ra��3.2 ��m,�Ա���ƽ�����ı���,��֤���Ӽ�϶��С,���Ͻ��ܽӴ��㾡���ܵضࡣ ��ǰ��Ҫ�ñ�ͪ��ϴ�������漰�м�����,�Ա�ȥ���������ۡ�
1.2 ��ɢ�����ӹ��ղ���
���÷�����������ɢ�������������к���,���ӵĹ��չ淶�������1���С� ���Ӻ����ƷӦ���д��+ʱЧ�����Եõ�������״����ЧӦ����������֯,���ȴ���������ͼ1��ʾ��
��1 ��ɢ�����ӹ��ղ���
Table 1 Process parameters of diffusion bonding
Sample number |
Material | Inter layer |
Welding temperature/K |
Heating rate/ (K��min-1) |
|||
1 |
CuZnAl | �� | 850 | 30 | |||
2 |
CuZnAl | Cu | 750 | 30 | |||
3 |
CuZnAl | Ni | 800 | 30 | |||
Sample number |
Cooling rate/ (K��min-1) |
Pressure/ MPa |
Isothermal holding/min |
Shielding gas |
|||
1 |
25 | 5 | 30 | Ar | |||
2 |
25 | 5 | 30 | Ar | |||
3 |
25 | 5 | 30 | Ar | |||

ͼ1 �ȴ�������
Fig.1 Process of heat treatment
1.3 ���ܲ���
�����õ������ش�ֱ���췽���и����״,Ȼ����Instron Model1186������Ͻ���ǿ�Ȳ��ԡ� ��EDAX����̽�����������(�м�㡢 ��ɢ��)�� ����ɷֱ仯����� ���ù�ѧ������S570ɨ��羵���к�����֯������ϿڵĹ۲졣 ȡ2 mm���ĺ��Ӻ��и��˿,�õ�����ŷ�����������,��Ms�� Mf�� As�� Af��; ���Ժ��Ӻ���Ʒ�ĵ���ָ��ʡ�
2 �������
2.1 �м�����ɢ����ͷǿ�ȵ�Ӱ��
1) ������
��5 MPaѹ���� 850 K�¶��±���30 min,������Ʒ�������Ե����Ա���,��ͼ2��ʾ,�����������û�нӺ��ϡ� ������Ϊ��ɢ���¶ȸ���������ٽ��¶�
2) ��ͭ�м��
���봿ͭΪ�м��,��750 K�� 5 MPa�±���30 min,ĸ�ĺ��Ӳ���,����ǿ��ֻ��40 MPa���ҡ� ��ԭ�����ڻ��������һ�����ܵ�����Ĥ,�����谭ԭ�ӵ���ɢ,Ӱ�캸��Ч����
3) ������
������Ϊ�м��,��800 K�� 5 MPa�±���30 min,��Ʒ������һ��,�����������,���������2���С� �ɱ��ɼ�,����Ч���Ϻá� ��ԭ����ͭ���������ֽ��������Բ��,��5 MPaѹ�����ܹ��γ����ܽӴ�,��ͭ������������ɢ������,�γ����������Ĺ�����
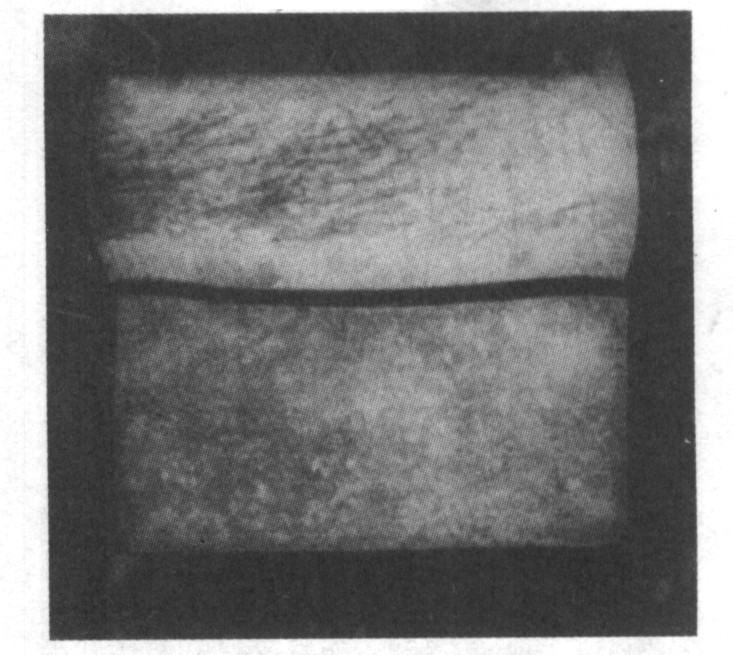
ͼ2 �����м�㺸�����
Fig.2 Surface of sample without medium-film after diffusion bonding
��2 ���в���ɢ����������ǿ��ֵ
Table 2 Tensile strength of sample using Ni as interlayer after welding
No. |
Cross section area/mm2 |
Tension stress/N |
Tensile strength/MPa |
1 |
9.87��7.15 | 6 775 | 96.00 |
2 |
10.38��7.15 | 7 025 | 94.65 |
3 |
7.87��7.15 | 4 675 | 83.08 |
3�������������ں���,��ƽ������ǿ��ֵ(91.24 MPa)��ԼΪĸ��(240 MPa)������֮һ�� ����Ͽ�ƽ��,�����ʾΪ���Զ���,��ͼ3��ʾ��
ͼ4��ʾΪ�Ͽڵ�����ò,�ʻ�϶Ͽڡ� ����,ͼ4(a)��ʾ�Ǿ������,�н����Եľ������ı���״��ò; ͼ4(b)��ʾ�Ǵ������������,���������д�����������,�����ھ����ϻ���һЩ��ɫԲ��,���Ǻ��ӹ�����,������ɢ���̽��в��������µ�һЩ��Ѩ,��Ҳ�ǵ��½�ͷ����ǿ�ȵ���ĸ�ĵ�ԭ��֮һ��
2.2 ����Ϊ�м��Ľ�ͷ�ijɷֲַ�
��ͼ5��ʾ��λ����,�õ���̽�����ɺ���������ĸ�ĵijɷֱ仯���,�������3���С� ���ڲ�����Ϊ�м��,�ʺ�����ĸ�ijɷֲ���ϴ��ɱ�3�ɼ�,�ں��������������ﵽ8.43%,�ӽ�ĸ�ĺ�������3��; п������21.90%,��ĸ�ĵ�п�����ӽ�; ͭ������17.15%,��ĸ�ĺ�ͭ��������֮һ�� ��˵���ں����¶���,������ɢ�ٶ����,п��֮,��ͭ������ �������ֽ����ԭ����: ��������������,�������γ�Ni3Al����������������,��������ϴ�,����������������ɢ��������,ͬʱ���������������������Ĥ�� ����,����Ϊ�м��ʱ,CuZnAl�Ͻ�����ʵ�ֺ��ӡ�
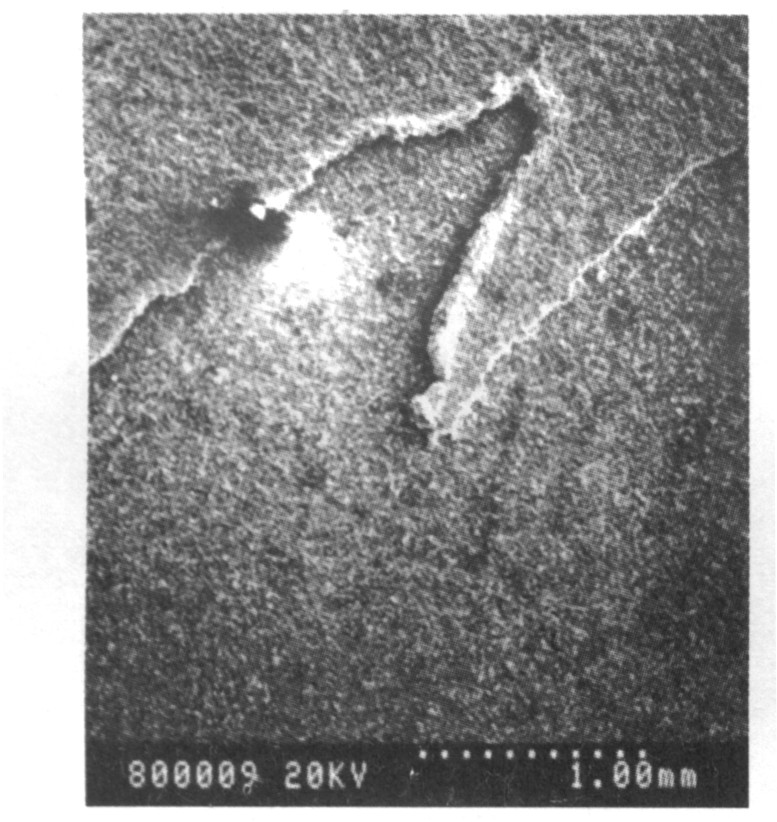
ͼ3 ��ɢ������Ͽں����ò
Fig.3 Macrograph of fracture

ͼ4 ��ɢ������Ͽ�����òFig.4 Morphologies of fracture
(a)��Intercrystalline fracture;(b)��Brittle cleavage fracture
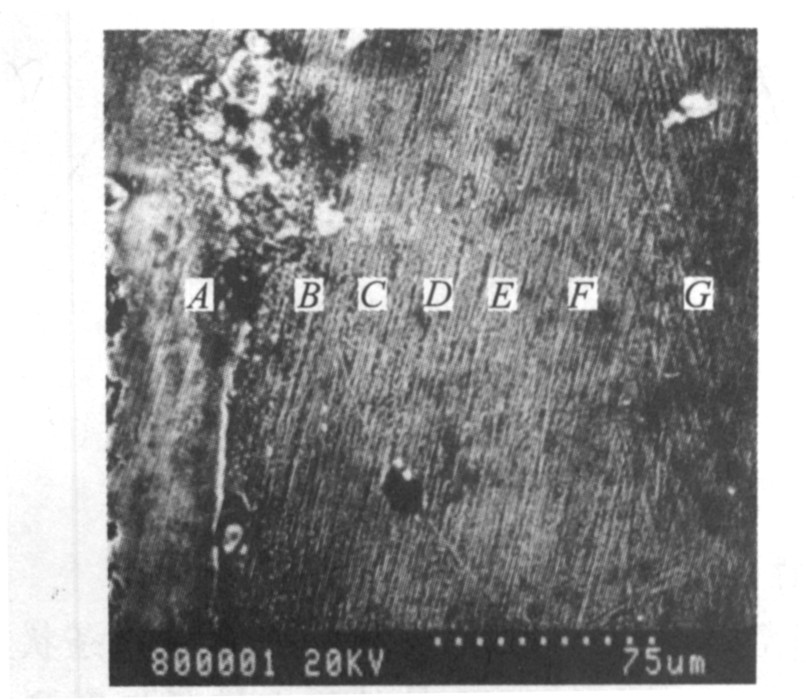
ͼ5 ��ɢ����ͷ�����λ��
Fig.5 Locations of measuring points of diffusion bonded joint
��3 ͼ5��ʾ��ɢ����ͷ����ijɷ�(%)
Table 3 Component of diffusion bondedjoints shown in Fig.5(%)
Element |
A | B | C | D | E | F | G |
Cu |
17.15 | 68.30 | 70.40 | 74.06 | 67.43 | 70.54 | 69.37 |
Zn |
21.90 | 24.81 | 25.19 | 22.15 | 27.36 | 27.36 | 26.89 |
Al |
8.43 | 3.72 | 2.26 | 2.17 | 3.47 | 3.47 | 2.95 |
Ni |
51.34 | 2.69 | 2.15 | 1.43 | 1.53 | 1.53 | 0.60 |
2.3 ������֯����
1)����ǰ���������֯����
��ʵ����õĻ�����Ϻ�п27%,����3%,��������п�����ϴ�,ʹ�ò��Ϻ�п����Ϊ40%�� ���ʱ���ȵ�840 ��,�ò��ϴ���������
2)��ɢ����ͷ������֯����
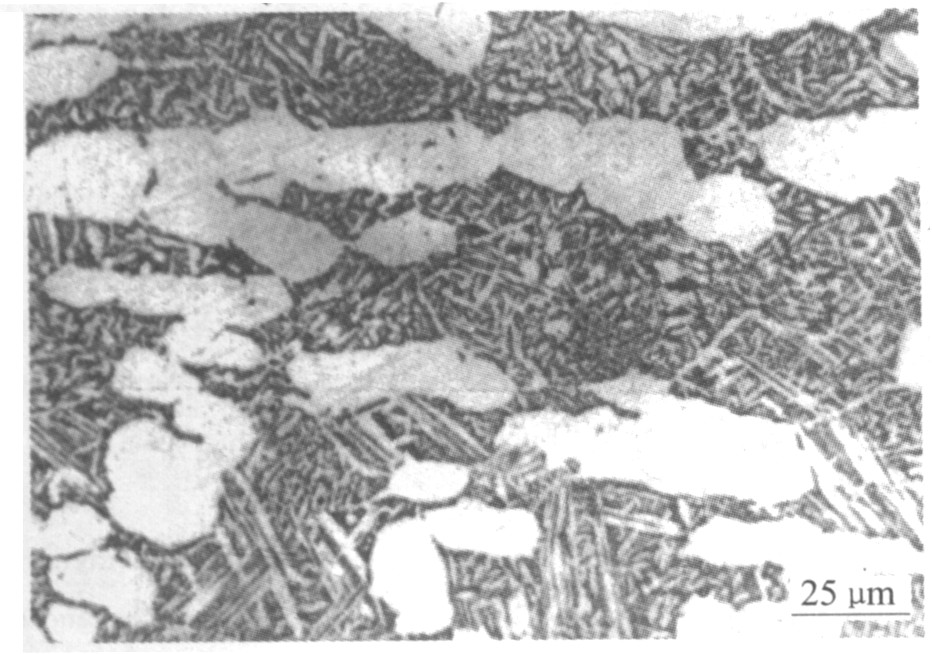
ͼ7��ʾΪ�Ͻ��ڽ�����ɢ�����+ʱЧ������Ľ�ͷ��֯�� ͼ7(a)��ʾΪ����Լ���������������帡,ͼ7(b)��ʾΪͬһ�Լ��ڻ�ѧ��ʴ�����ֵĻ��������塣 ��ͼ�ɼ�, �����+ʱЧ����,�����м�������Ϊ��������֯�� ����,�ӷŴ�Ľ�����Ƭ�ϲ���������Ϊ3.18 mm, ��ʵ����ɢ��ﵽ��63.6 ��m,����ɢǰ��30 ��mֻ����һ��,��������խ,����Լ�������Ӱ�첻��,�����������״���䷽���Ӧ���Ƿdz������ġ�
ͼ6 ����ǰ���������֯
Fig.6 Microstructure before diffusion bonding
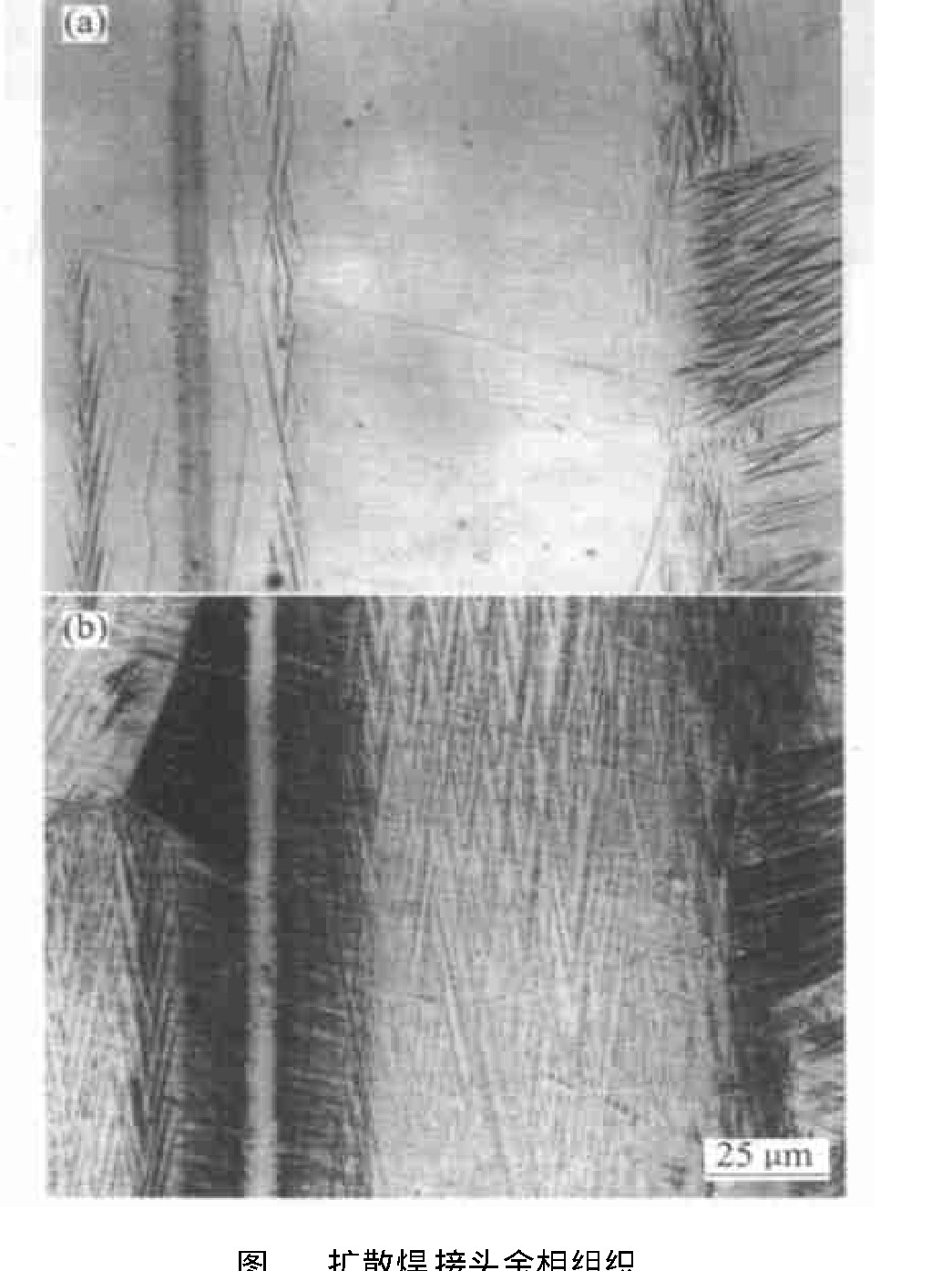
ͼ7 ��ɢ����ͷ������֯Fig.7 Microstructures of diffusion bonded joint
(a)��Martensite before eroding;(b)��Martensite after eroding
2.4 ��״����ЧӦ���Խ������
1)�������
��������Ʒ�ش�ֱ���췽���г�����δ����Ʒ�����ʱЧ������,�����������,�¶�ÿ�仯3�������Ʒ����ֵ�ı仯,���Ƴɵ��衪�¶�����,��ͼ8��ʾ,���������4�� �ɼ�,��������Ⱥ���ǰ��,������Ϊ����ʱп���Ļӷ�ʹ������Ʒ��п�����������¡�
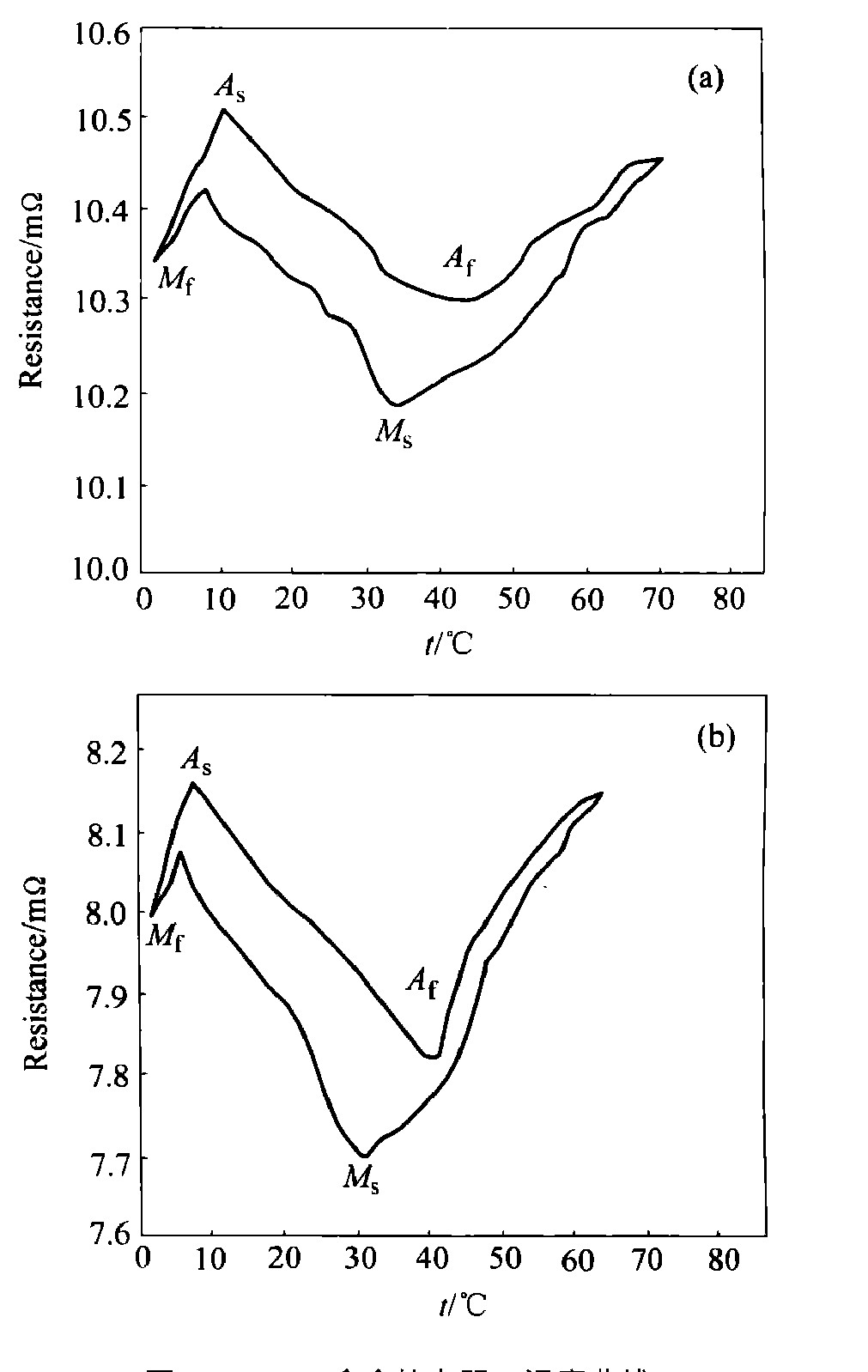
ͼ8 CuZnAl�Ͻ�ĵ��衪�¶�����Fig.8 Curves of resistance vs temperature of CuZnAl alloy
(a)��Before welding;(b)��Afterwelding
��4 ������Ʒ������
Table 4 Transition point of two samples
Conditions |
As/�� | Af/�� | Ms/�� | Mf/�� |
Before welding |
10 | 44 | 36 | 8 |
After welding |
8 | 41 | 31 | 6 |
2)����ָ��ʵIJ���
��������״����ЧӦ��ѹ��ǵĻָ��ʱ�ʾ,ͼ9��ʾΪѹ��������ۻָ�ʾ��ͼ��
��ͼ9��,��A����ʼѹ���; ��B�����ڵ��Ժ�α���Ծ��ָ���ı��ν�; ��C��������������ˮ�о��ָ���ı��νǡ� �������������ͼ�еı��ν�,��ָ��ʿɰ���ʽ����:
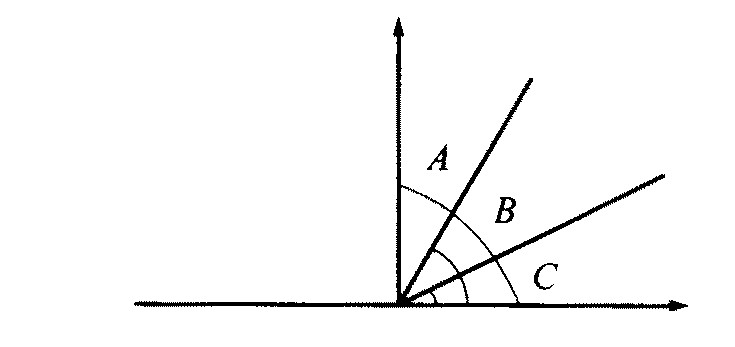
ͼ9 ѹ���������ʾ��ͼ
Fig.9 Macro sketch map of yield sample
�ָ���
��Ʒ�����+ʱЧ������,��ʹ��A=90��,�����B,�ٷ���100��ˮ�в����C��
����ǰ: ��B=72�� ��C=31�� ��?=56.9%
���Ӻ�: ��B=68�� ��C=32�� ��?=52.9%
���Ӻ���Ʒ�ĵ���ָ��ʱȺ���ǰ��,����������״����ָ���൱��ĸ�ĵ�91%,����Ҫ����Ϊ���ô���Ϊ�м��ʹ��������������������¡�
�����
[4] ��WangGe.Weldingofnitinoltostainlesssteel[A].TheInternationalonSMST[C].1997.131133.
[6] ��GwanglyMingphu.WeldingofTi Nishapememoryalloy[J].Metals,1989,59(8):6168.(inJapanese)
[8] ��HallPC.Methodsofpromotingsolderwettingonnitinol[A].TheInternationalonSMST[C].1997.125130.
