
DOI: 10.11817/j.issn.1672-7207.2015.02.002
�����ϲ�����¶ȿ��Ƶ������ս�ȼ�Ϻ����ֲ�
���1����С��1���ż�Ԫ2������һ2
(1. ����������ѧ ұ������Դ����ѧԺ������ ������650093��
2. ���ϴ�ѧ ��Դ��ѧ�빤��ѧԺ������ ��ɳ��410083)
ժ Ҫ��
��ʯ�ս���̴�����ѧģ�ͣ���ij������ҵ�ս���ij����ս���̽���ģ����㣬�õ���ͬ��ȵ��ϲ�����¶ȷֲ�����ͨ�������¶ȼ���ֵ�����ֵ�ĶԱ���֤ģ�͵Ŀɿ��ԡ�ͨ�����ϲ㱾�����������Ϳ����������ļ��㲢����ϲ�����¶Ⱥ���ȡֵ���õ���0.04 m���Ϊ��Ԫ�ĸ��ϲ�ȼ�Ϻ�������ȡֵ�����Դ�Ϊ�������ȼ�Ϻ����ֲ����Ż��������볣�淽��������ƽ���ֲ�ı��������ϲ�����¶��ȶ��ԡ�����¶�����������ȴ�ٶ��Լ�ȼ�Ϻ����ĶԱȽ����֤���Ż������ĺ����Ժͽ����ԡ�
�ؼ��ʣ�
�����ս�����ֵģ������̼���������ֲ���
��ͼ����ţ�TF 046.4 ���ױ�־�룺A ���±�ţ�1672-7207(2015)02-0386-08
Fuel appropriate distribution based on the highest temperature control in iron ore sintering
LI Fashe1, ZHANG Xiaohui1, ZHANG Jiayuan2, TIAN Wanyi2
(1. Faculty of Metallurgical and Energy Engineering, Kunming University of Science and Technology, Kunming 650093, China;
2. School of Energy Science and Engineering, Central South University, Changsha 410083, China)
Abstract: A mathematical model of heat transfer in iron ore sintering was established. The highest solid temperature in different depths was obtained to simulate conventional sintering of sinter trolley in an iron and steel company, and the reliability of this model was verified by comparing the simulated and tested values of the flue gas temperature. The reasonable fuel content in every unit thickness(0.04 m) of sintered bed was obtained based on heat calculations and the reasonable highest solid temperature. The optimization solution of fuel appropriate distribution was proposed, and it is proved to be reasonable and energy saving by contrast with conventional and standard solution in respect of the stability and range of the solid highest temperature, the cooling rate and the fuel content in sintered bed.
Key words: iron ore sintering; numerical simulation; fuel content; appropriate distribution
����ʯ�ս᳣�湤�ն�����۵�ԭ�ϲ�ȡ��Ͼ��Ⱥ�ͳһ���ϵķ�ʽ�������˹��չ��̺��豸�ĸ����ԣ���������ս��ϲ������¶����ϲ���ȷ����ϲ��ȶ������ϲ�ƫ�ͣ��²�ƫ�ߣ��������豸������ϵ���ͳ�Ʒ�ս��IJ���������[1-2]�������¶ȵIJ��ȶ�����Ҫ���ϲ������ЧӦ����[3]��Ϊ�ڹ���Ӧ���н����һ���⣬һЩѧ�߶��ս��ϲ��Զ����ȼ�ȼ�Ϸֲ�ֲ��������о����磺�׳����[4]���ϲ��ȸ߶�Ϊ0.3 m�ս��ϲ���Զ����Ƚ��з�������ƽ���ֲ�Ϊ����������������ģ�ͣ��õ��˸�����������ȣ������ɵ�[5]�Ը߶�Ϊ0.6 m�ս��ϲ�����ս���ƽ������ͼ��㣬������ϲ������Լ�ȼ�Ϻ����ֲ��ļ���ģ�ͣ����������ϲ�ƽ����Ϊ3�����ȼ�Ϸֲ㲼�ϵ��սᱭ���飬�õ����ڲ������ս�������������£��ϲ��ϡ��С���3���������̼������Щ�о������˼���Ӧ�õĿ����ԣ����ǽ������ϲ�ƽ����Ϊ3�㣬�ֱ������̼�����㡣�Զ�������Ҳ�Ǽ���ÿ���������ƽ��ֵ����û�н�ϳ��湤���������ϲ�����¶ȵı仯������зֲ��������ʤ����[6]��Ժ��ϲ��ս������Զ�����������ս���̵Ķ�����˸ı�ȼ�����ࡢȼ�Ϸּӡ�ȼ���ܼ���ͬ�ּӵȷ�������ͨ������֤���˷�������Ч�ԡ�����Խ�������ϲ����������ȼ�մ��������ӵ��µIJ���Ӱ�죬�������ϲ�ȼ�Ͼ��ȷֲ����ϲ�����¶���Ȼ������ϵ��¸ߵ������������ս���̵Ĵ���ģ�ͣ��������߶�ij������ҵ�ս���ij����սṤ�ս��з�����㣬���ݷ���õ����ϲ�����¶ȱ仯���ϲ���ȵ�Ԫ���к������֣������ϲ�����¶ȵĺ���ֵΪĿ�����ÿһ��Ԫ��������̼����������ս�����������ΪĿ�ģ����ս�ȼ�ϵĺ����ֲ������о���
1 ģ�͵Ľ���
1.1 �������̵�����
���ս��ϲ���Ϊ���ȶ����[7]���ڴ������£�����������Ҫ����1��Դ�������������������е���Ժ�����ʧ[8]����Դ��Ϊ
 (1)
(1)
���У�D��CΪ��������vmagΪ�ٶȾ���ֵ�����ڶ�����������ٶ���ѹ���Ĺ�ϵ����Ergun����[9]���㣺
 (2)
(2)
���У�vjΪ�ٶȣ�m/s����Ϊ�ܶȣ�kg/m3����Ϊ�������ϵ����N��s/m2��DpΪ����ۿ���������m����Ϊ�ϲ��϶�ʣ�vyΪ�����ٶȣ�m/s��
1.2 ˫��������ģ��
�����ϲ��ڵ������̴��ȹ��̣����û��ھֲ�������ѧƽ���˫��������ģ��[9]���������ֱ����������̡�
���ࣺ

 (3)
(3)
���ࣺ
 (4)
(4)
���У�Ts��Tf�ֱ�Ϊ�������������¶ȣ�K��hvΪ�崫��ϵ��[8]��W/(m3��K)��qΪ����Դ�������ĵ�λ�����������J��SrΪ����Ӧ�������ķ�Ӧ��Դ�J��
�ս���̲��������仯����������ѧ��Ӧ��Ҫ��ˮ��������������̼ȼ�ա�̼���ηֽ⡢Һ���γ������̡�����ˮ������������2����ģ��[10-12]��⡣
��1�Σ�������������Ӧ��Դ��[10]Ϊ
 (5)
(5)
��2�Σ�������������Ӧ��Դ��[10]Ϊ
 (6)
(6)
���У�abΪ�ϲ�ȱ������kwΪH2O(g)����ϵ������H1Ϊˮ������DZ�ȣ�J��psatΪ�������汥������ѹ�� Ϊˮ������ѹ��Pa��W��WcΪ�ϲ��к�ˮ�����ٽ纬ˮ����MwΪH2O��Է���������������������Ӧ��Դ��[12]Ϊ
Ϊˮ������ѹ��Pa��W��WcΪ�ϲ��к�ˮ�����ٽ纬ˮ����MwΪH2O��Է���������������������Ӧ��Դ��[12]Ϊ
 (7)
(7)
����ȼ��ȼ�գ���Ӧ��Դ��[13]Ϊ
 (8)
(8)
���У�dcΪȼ�Ͽ���������m�� Ϊ�ۺϷ�Ӧ���ʳ�����
Ϊ�ۺϷ�Ӧ���ʳ����� Ϊ�������������NcΪ��λ�����̼����������HcΪ̼�ĵ�λ��ֵ��J/kg������̼���ηֽ⣬��Ӧ��Դ��[10]Ϊ
Ϊ�������������NcΪ��λ�����̼����������HcΪ̼�ĵ�λ��ֵ��J/kg������̼���ηֽ⣬��Ӧ��Դ��[10]Ϊ
 (9)
(9)
���У�alΪʯ��ʯ�����ȱ������1/m��TlΪ�ֽʼ�¶ȣ�K��UlΪ�ֽ�����ϵ����hΪ����ϵ����W/m2��K������Һ����γ�������[14-15]����Ӧ��Դ��ֱ�Ϊ��
 (10)
(10)
 (11)
(11)
���У�TmltΪ��ʼ�ۻ�(����)�¶ȣ���Hmlt�ۻ�(����)���̷�Ӧ�ȡ�
1.3 ����������ɢ
���ս��̨������ѡȡ����������Ϊ0.40 m��0.40 m��0.63 m������������ģ�ͣ������浽0.60 m��ȴ�Ϊ�ս�ԭ�ϲ㣬�ײ�0.03 mΪ�̵��ϲ㡣�ü��������ڵ��ս������̨����ʵ���ս����һ�£���ģ�͵�4��������жԳ����ص㡣ʹ�ýṹ������Ը����������ɢ����������С�ߴ�Ϊ0.01 m����������Ϊ10.08��ͼ1��ʾΪ�������������ʾ��ͼ��
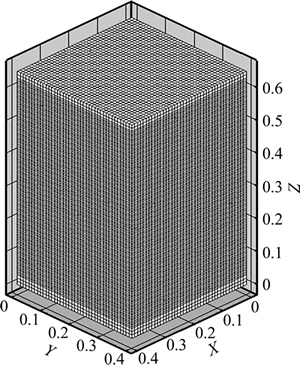
ͼ1 ������������ʾ��ͼ
Fig. 1 Grid of simulation area
1.4 ���㷽���ͱ߽�����
����k-������ģ�ͣ���ѹ��-�ٶ���ϲ���SIMPLE�㷨�����Ķ��ܡ�������ɢ�ʵ���ɢ���ö���ӭ���ʽ�����������̵ķ���̬�Դ�����FLUENT��UDF���ܱ�д�����塣������������ڶ���Ϊ�ٶ���ڣ��ٶȸ���ʵ����������õ����������ڶ���Ϊѹ�����ڣ�����Ϊ-10 kPa�����³���ս��Ϊ-15 kPa������Ϊ�ԳƱ߽硣
2 �����սṤ�ռ�����������
2.1 ģ����֤
���������õ��ս�ԭ�ϵ���ɡ���ȼ���ˮ�ʾ�������ij������ҵ�ս������������ģ����1��ʾ�����У�ȼ���ɽ��ۺ�����ú��ɣ��乤ҵ����������2��ʾ��
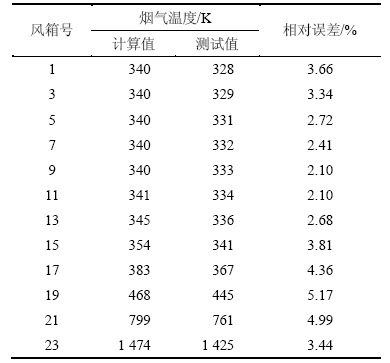
Ϊ��֤����ģ�͵Ŀɿ��ԣ������ǵ��ϲ����¶Ȳ��ԵĿɲ����ԣ�����ս��̨�����ֳ���������̨�����ڴ������������¶ȵIJ���ֵ�Լ�����������֤�����������1��3��5������23�ŷ�����ܴ������ж�β�����ȡƽ��ֵ�������¶ȼ���ֵ�����ֵ�Ա����3��ʾ��
�����¶ȵļ���ֵ����ڲ���ֵ��ƫ����Ҫԭ����2����һ���ս��豸����һ����©���ʣ������ս�̨����������������Χ���������Ƚ������ɱ�3��֪�������¶ȼ���ֵ�����ֵ�ı仯����һ�£����������С��6.00%����ˣ�����Ϊ����ģ������ȷ�Ϳɿ��ġ�
��1 �ս��ԭ����ɡ���ȼ���ˮ��
Table 1 Composition, ratio and moisture content of sinter

��2 ȼ�ϵĹ�ҵ�ɷַ���(��������)
Table 2 Industrial component analysis of fuel %

��3 ����ֵ�����ֵ�Ա�
Table 3 Comparison of calculated and tested values of gas temperature
2.2 �������
�ж��ս��ϲ���ȼ�Ϸֲ��Ƿ�����������Dz�ͬ����ϲ������¶ȷֲ��������ϲ��¶ȵķֲ��Լ��ϲ㱾�������Ϳ����������������ȼ�ϵ��¶ȷֲ���ͼ2��ʾΪ���ڳ����սṤ�ռ���õ��IJ�ͬ����ϲ�����¶ȷֲ������
��ͼ2��֪�������浽0.2 m��ȴ����ϲ�����¶ȱ仯�ϴ�����Ҫ����Ϊ��1) �Ӹ��µ���³���սᣬ�����ϲ�������¶��ڽ϶�ʱ�����ɵ���¶�(1 473 K)���͵����£������ϲ�����¶Ȳ��Ͻ���(�����浽���0.04 m��)��2) �ڳ��³���ս��ȶ�֮��ȼ�ϵ�ȼ��ʹ���ϲ㿪ʼ���ȣ���ˣ��ϲ��¶��ֿ�ʼ����(�����Ϊ0.04 m��0.20 m)�������0.20 m���µ��ϲ㣬����¶Ƚ��ȶ���������Ϊ�ϲ���������ȼ�ϵ�ȼ�շ����Լ��ϲ��ϲ����Ŀ�������������ʹ���ϲ�ﵽ����״̬��������һ�����������ϴ��ϲ��������Ҫ����������[15-16]�����ϲ���¶�Ӱ���С��

ͼ2 ��ͬ����ϲ�����¶ȵı仯
Fig. 2 Relationship between the highest solid temperature and depth
3 ȼ�Ϻ����ֲ��о�
����ϲ��¶�����ȷ����ϲ��ȶ���ԭ�������ս�����н����ϲ��������Բ����ı仯�������⣬��һ����Ҫ��ԭ������ϲ���Զ���������[4]���ս���̲����ı仯���սṤ�վ��������Զ��������������ͨ��ȼ�Ϻ����ֲ�����������ϲ��¶Ȳ�����Ӱ�졣�ϲ����������ָ�ɿ������ϵ�Ԫ�ϲ���뱾��Ԫ�ϲ����������ʵ�ʼ����У�ij��Ԫ�ϲ��������Ϊ�ﵽ�õ�Ԫ�ϲ�����¶�ʱ������������ϲ㱾����������֮����ڵ�Ԫ�ϲ�ĺ�ȵ�ȷ�������ǵ������ȷ�Ժͽ��ͼ�����̵ĸ����ԣ�ȡΪ0.04 m���������ϲ��Ϊ15�����㵥Ԫ���ֱ���Ϊ��Ԫ1����Ԫ2�ȡ���ÿһ��Ԫ����ȼ�Ϻ����ļ�����̺Ͳ������£�
1) ȷ����Ԫ����¶ȵĺ���ȡֵ����ȷ���¶�Ŀ�ꡣһ���ս�����ϲ���ʵ�����¶�Ϊ1 573~1 723 K[17]����������һ��Χ���м�ֵΪĿ��ֵ����1 648 K��
2) ����ﵽĿ��ֵʱ�ϲ���Ҫ������Q1���ڸü�������У��ٶ��ϲ���������䣬�����ϲ�ı����ݽ��зֶ����Ի�������
3) ���ݵ�Ԫȼ�������ܼ�������ˮ������Ҫ���������仯�IJ��������㵥Ԫ������������Q2�����ڵ�Ԫ1����Ҫ�����ɵ�𡢱��´���õ�Ԫ��������
4) ���ݱ���Ԫʵ���¶ȣ�����ﵽ���¶�ʱ����Ҫ������Q3�����㷽�������Q1�ļ��㷽����ͬ��
��ˣ�����Ԫ��������Ϊ
 (12)
(12)
�����ϲ��ϲ���Ԫ�������Q3��Q2�������������Ϊ�����ϲ�������¶��ڶ�ʱ���ڼ��罵�ͼӿ����Ƚ�����ʹ���ϲ������սᷴӦ�ų�������С�����������ߵ���������ʱ�õ�Ԫ����������Ϊ0�����ս᳧���ԭ����ȼ����������(4%)��Ϊ�����������Ԫ��������̼���������ʽΪ
 (13)
(13)
�ݴ˵õ��ĸ���Ԫ������̼�����4��ʾ��
��4 ����Ԫ��̼������ֵ
Table 4 Calculated value of fuel content in every unit
�ɱ�4��֪����Ԫ1��2����̼���ϴ����ֵҲ�ϴ��������ڸõ�Ԫ�������ϵ�����������¶��ɵ��(1 473 K)������(873 K)������(303 K)���Ͻ��ͣ�����2����Ԫ��Ӱ��ϴ��ڵ�Ԫ3�Ժ�������ȵ����ӣ�һ�����ս������ȶ�����һ����������Ҳ�����ӣ�����Ҫ��ȼ�������ȶ����͵����ơ�
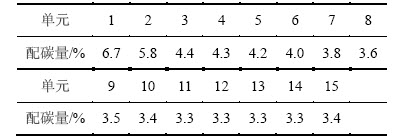
��4�и���Ԫ����̼��Ϊ���ۼ���ֵ�����������������ȼ�����������ϵĿ����ԡ������ս����ȼ�Ϻ����ֲ���о�[4-5]���˽��ϲ��Ϊ3��������ȼ�ϡ���3��ĺ���Լ���̼����ȷ���������£����ݵ�Ԫ����̼���仯���ȵ��ص㣬����Ԫ1��2��Ϊ��1�㣬��Ԫ3��9Ϊ��2�㣬��Ԫ10��15Ϊ��3�㣻��1�㺬̼��ȡ2���߶������ƽ��ֵ6.3%��Ȼ������ʽ(6)�����2�͵�3��ĺ�̼��������ֱ�Ϊ3.6%��3.3%��������õ����Ϊ0.6 m�ս��ϲ�ĺ���ȼ�Ϸֲ����ֲ�������5��ʾ��
��5 ȼ�Ϻ����ֲ�����
Table 5 Reasonable solution of fuel distribution

4 ���������Ա�
��ԭ����ȼ�Ϻ���4%Ϊ�������ݶ��ϲ������������[4]�ļ��㷽�����õ�ƽ���ֲ������£��ϡ��С��²�ȼ����ȷֱ�Ϊ4.9%��3.9%��3.2%������һȼ����ȷ�����Ϊ����������ǰ��õ���ȼ�Ϻ����ֲ�������Ϊ�Ż����������½��Ա��������Ż������ֱ���м��㣬���������볣�淽�����ý�����жԱȷ�����
4.1 �¶ȶԱ�
�ս���̵�˳�������Լ���Ʒ�ս��������������ս�������ϲ��¶ȵ�Ӱ�죬�ϲ���¶��Ǹ����սᷴӦ��ԭ�����ڽᾧ���ƶ���[18]�����ڲ�ͬ�սṤ�գ��Ա����ϲ��¶ȵı仯������Ҫ���塣ͼ3��ʾΪ����3��ȼ�Ϸֲ������ڲ�ͬ��ȴ�����¶ȵı仯�����
��ͼ3��֪��3�ַ���������¶��ڲ�ͬ����в�ͬ���ص㣺��0~0.1 m����ڣ��Ż�����ƽ���¶�
��ߣ�Ϊ1 610 K�����淽������¶ȵļ�����С��0.1~0.4 m����ڱ�����ƽ���¶���ߣ�Ϊ1 771 K���Ż���������¶ȵļ�����С��0.4~0.6 m����ڳ��淽��ƽ���¶���ߣ�Ϊ1 768 K���Ż���������¶ȵļ�����С��ͨ�����Ϸ����ͶԱȿ�֪���ڵ�𡢱��µ����¿�������ս�ij�ʼ�Σ����ڲ��������ı䵼���ϲ��ϲ��¶ȹ����Լ������������õ����ϲ��²��¶ȹ��ߵ�������ͨ����������ȼ�����Ľ���ͬʱ��ȼ�ϵĺ����ֲ�Ҳ�������ϲ�����¶��ȶ�����ĺ�ȣ�������߳�Ʒ��IJ�����������

ͼ3 ��ͬ��ȵ��ϲ�����¶ȱ仯
Fig. 3 Relationship between the highest solid temperature and depth
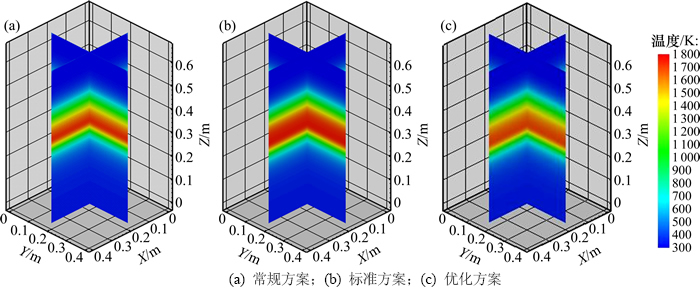
ͼ4~6��ʾ�ֱ�Ϊ3�ַ����ڲ�ͬʱ�̵������ݽ����ϲ��¶ȷֲ���ͼ��
��ͼ4~6���Կ�������500 sʱ�����������Ż�����������ϲ������¶ȣ��Ż����������˸������ĺ�ȣ���1 000 sʱ�����������ϲ��¶���ߣ����������Ż�����������˸������ĺ�ȣ����ս�ǰ�ؽϳ��淽���ĵͣ�˵�����������Ż��������ս���ȱȳ��淽���Ŀ죻��ж�ϵ�ʱ�����淽�����ϲ��¶���ߣ���3�ַ����ĸ�������Ƚ�һ�¡�ͨ����ͼ4~6��֪�����������ϲ�ȼ�Ϸֲ��������ʹ�ϲ������¶�����ȷ����������ȶ������ʹ���ս����Ҳ�����ȶ���

ͼ4 500 sʱ�����ݽ����¶ȷֲ�
Fig. 4 Temperature distribution of central longitudinal section at 500 s
ͼ5 1 000 sʱ�����ݽ����¶ȷֲ�
Fig. 5 Temperature distribution of central longitudinal section at 1 000 s

ͼ6 ж�ϵ������ݽ����¶ȷֲ�
Fig. 6 Temperature distribution of central longitudinal section at discharging time
4.2 ȼ�մ���ȶԱ�
ȼ�մ���ȵı仯��Ӱ���ս��������ȼ�մ���ȹ���Ӱ���ϲ�����ԣ��������ս���̵�˳�����У�ȼ�մ���ȹ�С���ᵼ��ȼ�մ������٣��¶ȵͣ�������Һ�������㣬�ս����ã�ǿ�ȵ͡�����3�ַ����ڲ�ͬʱ�̵�ȼ�մ���ȶԱȽ�����6��ʾ��
��6�е�240 sΪ���½ν���ʱ�̡��ɱ�6��֪�����������Ż�������240 sʱ��ȼ�մ��������ڳ��淽����������0.02 m��������Ϊ���������Ż��������������ϲ��ϲ����̼������ǿ��ȼ�ϵ�ȼ��ǿ�ȣ�������ϲ��ϲ������¶ȣ���ˣ����������Ż������ܴٽ��ϲ��ϲ��ս��������ߡ��������ϲ��ڲ�ͬʱ��ȼ�մ���ȵı仯Ҳ�ɿ������������Ż��������ϲ�ȼ���ȶ��Ը��á�
��6 ȼ�մ����
Table 6 Combustion zone thickness

4.3 �����ϲ��¶ȵ��ս�������Ա�
�ս�������ϲ���¶ȼ��仯�ص�Ӱ���ս�������[19]��������Ҫ��������Ϊ�ϲ�����¶ȵķ�Χ����ȴ�ٶȡ���������2��ָ�������3���������жԱȣ����������Ʒ��������
1) �ϲ�����¶ȡ����ϲ�����¶��Ƿ��ں����¶ȷ�Χ�ڽ��ϲ��Ϊ3�����䣬���������ޡ���������λ�ں�����Χ�ڡ�����3�����ϲ�����¶����ڵ������ȼ���7��
��7 �ϲ�����¶����估���
Table 7 The highest solid temperature range and corresponding thickness m

λ�ں����¶ȷ�Χ�ڵ��ϲ���Խ��˵���սᷴӦ����Խ˳����ԭ�ϵ��ۻ��ͽᾧЧ�����á��ɱ�7��֪���Ż��������ϲ�����¶ȷֲ��������˵��ȼ�Ϸֲ�����������淽��λ�ں����¶������ڵ��ϲ�����С������ϲ�ȱ���������²�������ʣ���м��������������ٵ������ֲ������������������г��������¶����������ϲ���Ҳ�ϴ�Ӧ�ʵ�������Щ�ϲ���ȼ�Ϻ�����
2) ��ȴ�ٶȡ��ս��ϲ��е�ȼ�Ϸ�Ӧ��ȫ֮��������ȴ���̡���ȴ�ٶ���ָ�ϲ������¶Ƚ��͵��ϲ㿪ʼ����ʱ(Tmlt)�Ľ������ʣ����ڵ���ж�ϵ�ʱ�¶��Ը��������¶ȵ��ϲ㣬ȡ�ﵽ����¶�֮��180 s�ڵĽ���������Ϊ��ȴ�ٶȡ�����ԭ�ϼ���Ȳ�ͬ���������ϲ���ȴ�ٶ�Ҳ��ͬ����һ������£���ֵ�Բ�����120 K/minΪ��[17]��3�ַ����ڲ�ͬ��ȵ��ϲ���ȴ�ٶ���ͼ7��ʾ��
3�ַ�������ȴ�ٶ�λ�ں�����Χ�ڵ��ϲ������£����淽��Ϊ0.408 m��������Ϊ0.411 m���Ż�����Ϊ0.462 m����ȴ�ٶȳ���������Χ��˵���ϲ���ȴ�ٶȹ���ʹ�ս�����в�������Ӧ���������ս���У��Ӷ��γɽ϶�����ƣ������˳�Ʒ���ǿ�ȣ������˴��ԡ���ˣ���ȴ�ٶ�λ�ں�����Χ�ڵ��ϲ���Խ�����γɵij�Ʒ������Խ�á��ɼ��Ż������ij�Ʒ���������š�
4.4 ȼ��ʹ�����ĶԱ�
����ǰ��ó����Ż�����ȼ�Ϸֲ�����Ӧ���ϲ��ȣ�������Ե���ȼ��ʹ���������볣�淽�������������жԱȣ�����������淽�������������Ż���������̼���ֱ�Ϊ4.00%��4.00%��3.84%���ɼ����Ż���������ڳ��淽���ͱ�������ȼ������Լ4.00%��������������Ļ����ϴ���սṤ����˵������Ч�����ԡ�

ͼ7 ��ͬ��ȵ��ϲ���ȴ�ٶ�
Fig. 7 Solid cooling rate in different depths
5 ����
1) ����������ʯ�ս���̵Ĵ��ȼ���ģ�ͣ�����ij������ҵ�ս���ij��湤�ս�������ֵ���㣬ͨ������ֵ�����ֵ�ĶԱ���֤��ģ�͵Ŀɿ��ԣ����ϲ�����¶�Ϊ�Ż�ָ�꣬����������ս��ȼ�Ϻ����ֲ��Ż�������
2) �Ż������ͱ�����������¶�λ�ں���ȡֵ��Χ���ϲ��Ƚϳ��淽���ֱ������350%��75%���Ż������ͱ���������ȴ�ٶ�λ�ں�����Χ���ϲ��Ƚϳ��淽���ֱ������13.2%��0.7%��˵��ͨ����ȼ�ϵĵ������䣬�������ϲ�����¶ȵķֲ���ʹ�ò�ͬ����ϲ������¶������ȶ���������ϲ��ս���̵��ȶ��ԡ�
3) �Ż�������ȼ��ʹ�����ϳ��淽���ͱ�����������4%��˵��ȼ�Ϻ�������������ս���̾������õĽ���Ч����
�ο����ף�
[1] ���Ⱦ�, �ι�ǿ. ���ҹ�30���������ս�ļ�������[J]. �ս�����, 2009, 34(6): 8-11.
TANG Xianjue, HE Guoqiang. On technological progress of iron ore sintering over the past 30 years in China[J]. Sintering and Pelletizing, 2009, 34(6): 8-11.
[2] ۬ѧ. �й��ս���ҵ�ķ�չ��״�����Ʒ���[J]. ����, 2008, 43(1): 88-91.
GAO Xue. Development situation and trend analysis of sintering industry in China[J]. Iron and Steel, 2008, 43(1): 88-91.
[3] �����, ��ʤ��, ������. ���ƺ��ϲ��ս���̬���Ե��о�[J]. �ս�����, 2011, 36(1): 5-9.
FENG Gensheng, WU Shengli, ZHAO Zuojun. Research on improving hot permeability of deep bed sintering[J].Sintering and Pelletizing, 2011, 36(1): 5-9.
[4] �׳���, л�, ���, ��. �ս��ϲ��е�����ģ��[J]. �����ѧѧ��(��Ȼ��ѧ��), 2008, 31(9): 1002-1007.
BAI Chenguang, XIE Hao, QIU Guobao, et al. An accumulation heat model and its application in iron ore sintering[J]. Journal of Chongqing University (Natural Science Edition), 2008, 31(9): 1002-1007.
[5] ������, ��Դ, ë����, ��. �����ս���ȼ�Ϻ����ֲ��о�[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2006, 37(5): 884-890.
HUANG Zhucheng, JIANG Yuan, MAO Xiaoming, et al. Fuel appropriate distribution in iron ore sintering[J]. Journal of Central South University (Science and Technology), 2006, 37(5): 884-890.
[6] ��ʤ��, �¶���, �Գ���, ��. ��ߺ��ϲ��ս�ȼ��ȼ���Ե������о�[J]. ����, 2010, 45(11): 16-21.
WU Shengli, CHEN Dongfeng, ZHAO Chengxian, et al. Study on improving combustion of solid fuel in deep bed sintering[J]. Iron and Steel, 2010, 45(11): 16-21.
[7] ��С��, �ż�Ԫ, ������, ��. �ս����ȴ������ֵ�������Ż�[J]. ����ѧ��, 2011, 62(11): 3081-3087.
ZHANG Xiaohui, ZHANG Jiayuan, DAI Chuande, et al. Optimization and simulation of sinter cooling process[J]. CIESC Journal, 2011, 62(11): 3081-3087.
[8] ��ΰ, ������, ������. ����ʴ��ȴ���������Ӧ��[M]. ����: ��ѧ������, 2006: 32-36.
LIU Wei, FAN Aiwu, HUANG Xiaoming. Porous media theory and application of heat and mass transfer[M]. Beijing: Science Press, 2006: 32-36.
[9] Ergun S. Fluid flow through packed columns[J]. Chemical Engineering Progress, 1952, 48(2): 89-94.
[10] Lovel R, Vining K R, Amico M D. The influence of fuel reactivity on iron ore sintering[J]. ISIJ International, 2009, 49(2): 195-202��
[11] Komarov S V, Shibata H, Hayashi N, et al. Numerical and experimental investigation on heat propagation through composite sinter bed with non-uniform voidage: Mathematical model and its experimental verification[J]. Journal of Iron and Steel Research International, 2010, 17(10): 1-7.
[12] L�� X W, Bai C G, Qiu G B, et al. Kinetics of water absorption by the bed of iron ore particles during granulation[J]. Powder Technology, 2010, 204(1): 138-144.
[13] Sadrnezhaad S K, Ferdowsi A, Payab H. Mathematical model for a straight grate iron ore pellet induration process of industrial scale[J]. Computation Materials Science, 2008, 44(2): 296-302.
[14] Yang W, Choi S, Choi E S, et al. Mathematical model of thermal processes in an iron ore sintering bed[J]. Metals and Materials International, 2004, 10(5): 493-500.
[15] Tan P, Neusch��tz D. Study on polychlorinated dibenzo-p- dioxin/furan formation in iron ore sintering process[J]. Metallurgical and Materials Transactions B, 2004, 35(5): 983-991.
[16] ��С��, �ż�Ԫ, �Ž���, ��. ����ʯ�ս���̴��ȴ�����ֵģ��[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2013, 44(2): 805-810.
ZHANG Xiaohui, ZHANG Jiayuan, ZHANG Jianzhi, et al. Numerical simulation of heat and mass transfer in sintering process[J]. Journal of Central South University (Science and Technology), 2013, 44(2): 805-810.
[17] ������. ������ս�ԭ���빤��[M]. ����: ұ��ҵ������, 2010: 97-123.
LONG Hongming. Principles and technology of iron ore sintering[M]. Beijing: Metallurgical Industry Press, 2010: 97-123.
[18] ����, �ֺ���, �źƺ�, ��. �ս��ȹ����������[J]. ����, 2011, 46(11): 93-98.
DONG Hui, LIN Heyong, ZHANG Haohao, et al. Thermal test and analysis of sintering cooling system[J]. Iron and Steel, 2011, 46(11): 93-98.
[19] ����, ������, ������, ��. �սᴲ������ʷ���[J]. ����ѧ��, 2012, 63(5): 1344-1353.
LIU Bin, FENG Yanhui, JIANG Zeyi, et al. Heat and mass transfer in sintering process[J]. CIESC Journal, 2012, 63(5): 1344-1353.
(�༭ �²ӻ�)
�ո����ڣ�2014-06-20�������ڣ�2014-08-15
������Ŀ(Foundation item)������ʡ�˲�������Ŀ(KKSY201452018)����������ʿ�����������Ŀ(KKQX201352004) (Project (KKSY201452018) supported by Talent Cultivation of Yunnan Province; Project (KKQX201352004) supported by PhD Programs Foundation of Ministry of Education of China)
ͨ�����ߣ���С�ԣ���ʿ����ʦ������ұ����̽��ܼ����о���E-mail: xiaohui6064@sina.com
ժҪ������������������ʯ�ս���̴�����ѧģ�ͣ���ij������ҵ�ս���ij����ս���̽���ģ����㣬�õ���ͬ��ȵ��ϲ�����¶ȷֲ�����ͨ�������¶ȼ���ֵ�����ֵ�ĶԱ���֤ģ�͵Ŀɿ��ԡ�ͨ�����ϲ㱾�����������Ϳ����������ļ��㲢����ϲ�����¶Ⱥ���ȡֵ���õ���0.04 m���Ϊ��Ԫ�ĸ��ϲ�ȼ�Ϻ�������ȡֵ�����Դ�Ϊ�������ȼ�Ϻ����ֲ����Ż��������볣�淽��������ƽ���ֲ�ı��������ϲ�����¶��ȶ��ԡ�����¶�����������ȴ�ٶ��Լ�ȼ�Ϻ����ĶԱȽ����֤���Ż������ĺ����Ժͽ����ԡ�
[1] ���Ⱦ�, �ι�ǿ. ���ҹ�30���������ս�ļ�������[J]. �ս�����, 2009, 34(6): 8-11.
[2] ۬ѧ. �й��ս���ҵ�ķ�չ��״�����Ʒ���[J]. ����, 2008, 43(1): 88-91.
[3] �����, ��ʤ��, ������. ���ƺ��ϲ��ս���̬���Ե��о�[J]. �ս�����, 2011, 36(1): 5-9.
[4] �׳���, л�, ���, ��. �ս��ϲ��е�����ģ��[J]. �����ѧѧ��(��Ȼ��ѧ��), 2008, 31(9): 1002-1007.
[5] ������, ��Դ, ë����, ��. �����ս���ȼ�Ϻ����ֲ��о�[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2006, 37(5): 884-890.
[6] ��ʤ��, �¶���, �Գ���, ��. ��ߺ��ϲ��ս�ȼ��ȼ���Ե������о�[J]. ����, 2010, 45(11): 16-21.
[7] ��С��, �ż�Ԫ, ������, ��. �ս����ȴ������ֵ�������Ż�[J]. ����ѧ��, 2011, 62(11): 3081-3087.
[8] ��ΰ, ������, ������. ����ʴ��ȴ���������Ӧ��[M]. ����: ��ѧ������, 2006: 32-36.
[16] ��С��, �ż�Ԫ, �Ž���, ��. ����ʯ�ս���̴��ȴ�����ֵģ��[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2013, 44(2): 805-810.
[17] ������. ������ս�ԭ���빤��[M]. ����: ұ��ҵ������, 2010: 97-123.
[18] ����, �ֺ���, �źƺ�, ��. �ս��ȹ����������[J]. ����, 2011, 46(11): 93-98.
[19] ����, ������, ������, ��. �սᴲ������ʷ���[J]. ����ѧ��, 2012, 63(5): 1344-1353.
