
Trans. Nonferrous Met. Soc. China 24(2014) 697-704
Effect of heat treatment on microstructure and mechanical property of Ti-steel explosive-rolling clad plate
Hai-tao JIANG1, Xiao-qian YAN1, Ji-xiong LIU2, Xiao-ge DUAN1
1. National Engineering Research Center for Advanced Rolling Technology, University of Science and Technology Beijing, Beijing 100083, China;
2. Baoti Group Co., Ltd., Baoji 721014, China
Received 27 February 2013; accepted 6 June 2013
Abstract:
The effect of heat treatment on microstructure and mechanical properties of the Ti-steel explosive-rolling clad plate was elaborated by optical microscopy (OM), scanning electron microscopy (SEM), X-ray diffraction (XRD), transmission electron microscopy (TEM), micro-hardness test and shear test. The composites were subjected to heat treatment at temperature of 650-950 ��C for 60 min. The results show that the heat treatment process results in a great enhancement of diffusion and microstructural transformation. The shear strength decreases as the treatment temperature increases. Heated at 850 ��C or below, their shear strength decreases slowly as a result of the formation of TiC in the diffusion interaction layer; while at the temperature of 850 ��C or above, the shear strength decreases obviously, which is the consequence of a large amount of Ti-Fe intermetallics (Fe2Ti/FeTi) along with some TiC distributing continuously at diffusion reaction layer.
Key words:
Ti-steel explosive-rolling clad plate; heat treatment; diffusion; mechanical properties;
1 Introduction
Titanium and titanium alloys are principally applied as materials for chemical reactors and heat exchangers due to their excellent capability of anti-corrosion. However, the cost of titanium and its alloys is very high, especially for structural parts. Partly replacing titanium and its alloys with steel to meet the strength requirements can reduce the production cost to a large degree. Ti-steel clad plate, on one hand, makes full use of the capability of anti-corrosion of titanium and the high strength of steel; on the other hand, it reduces the material cost. Thus, it has been widely used in chemical industry, seawater desalination, and flue gas desulfurization (FGD) in power plant [1-7]. However, the degradation of mechanical properties due to the formation of brittle compounds such as TiC and Fe-Ti intermetallics on the interface may occur, so it is difficult for titanium and steel to combine directly. At present, the explosive cladding method is mostly embraced to produce Ti-steel clad plate, for it ensures higher bonding strength and conjoint ratio of the plates. Nevertheless, it is not available for the production of large-size and thin Ti-steel clad plates. Based on explosive cladding [8], the rolling bonding method can produce large-size and thin Ti-steel clad plate without the loss of bonding strength and conjoint ratio.
Currently, more studies have focused on the diffusion behavior of the explosive clad plate during heat treatment process. YAN et al [9] studied the effect of heat treatment on the properties of explosive clad plate. Their results showed that, at 850 ��C or above, the shear and peeling strength decreased with the increasing of the heat treatment temperature. AKBARI and SARTANGI [10] studied the composition and thickness of the intermetallic which was formed on the interface of Ti-steel explosive clad plate after different processes of heat treatment. Moreover, some scholars [11-15] indicated that TiC was formed on the interface during the heat treatment processes and had an effect on the formation of Ti-Fe intermetallics.
At present, more attentions have been paid to the research on the production process and properties of explosive clad plate. A few researches have been done in the area of microstructure and properties by different production processes [16,17]. Less researches have paid attention to Ti-steel explosive-rolling clad plate and the distribution of the interfacial compounds. In this work, the effect of diffusion reaction on the microstructural transformation and mechanical properties of explosive- rolling clad plate during different heat treatment processes is studied.
2 Experimental
Explosion welding is an efficient alternative to conventional joining in this case. It works by accelerating the clad plate (here: titanium) to a very high velocity towards the base plate (here: steel) through the ignition of an explosive coating on its surface. Three external process parameters mainly control the jet expansion between the plates and the collision, namely, the explosive mass, collision angle and stand-off distance, as shown in Fig. 1. By introducing rolling technique into explosive clad plate, Ti-steel clad plate becomes thinner and larger. Ti-steel explosive-rolling cladding plate used in this study was manufactured by Xi��an Tianli Clad Metal Materials Co., Ltd., China. The thickness of the composite is 1.2 mm (cp-Ti)+10 mm (low carbon steel). Their chemical compositions are given in Table 1. And their mechanical properties are given in Table 2. The shear strength of Ti-steel explosive-rolling clad plate is 192.9 MPa.
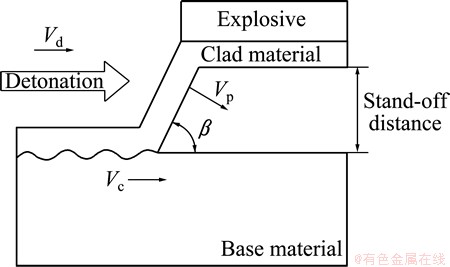
Fig. 1 Schematic of experimental setup of explosive welding process
Table 1 Chemical composition of TA2 and Q235B (mass fraction, %)
Table 2 Mechanical properties of TA2 and Q235B
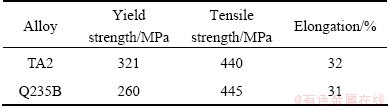
Fig. 2 Microstructures at steel side of Ti-steel explosive-rolling clad plate heat treated at different temperatures
Ti-steel explosive-rolling clad plate was cut into several equal parts (10 mm��70 mm��11.2 mm) and then these specimens were heat treated in the furnace for about 60 min at temperatures of 650 ��C, 750 ��C, 850 ��C and 950 ��C respectively, and air cooled to room temperature.
Specimens for microstructure examination were extracted from the central part of the joint in a plane parallel to the rolling. The cross-sections of specimens were ground with emery papers up to No. 2000 and polished to 1 ��m followed by etching in 4% nital solution. Microstructure evolution due to the heat treatment was examined by optical microscope (OM, ZEISS AX10), and the thickness of interaction layer and distribution of constituent element across the interface were examined by a scanning electron microscope (SEM, ZEISS ULTRA 55) equipped with an energy-dispersive X-ray spectrometer (EDS). Fractured structure and interfacial compounds were analyzed by an X-ray diffractometer (12 kW rotating anode, D/MAX-RB). Specimens for transmission electron microscopy (TEM) observation were prepared from slices that were cut parallel to the rolling direction and mechanically ground to a thickness of ~0.05 mm. Disks of 3 mm in diameter containing the bonding interface were spark cut and polished using an argon ion beam milling machine (Model 691.CS) to obtain an observed area. TEM observation and analysis of electron diffraction patterns were carried out in a Tecnai F 30 microscope operated at 300 kV. The interfacial bonding strength was tested by a digital micro-hardness meter (HXD-1000TM/LCD).
The shear strength was obtained by tension-shear test in accordance with the specifications set in GB/T 8546-2006 (Titanium clad steel plate) and GB/T 6396-2008 (Clad steel plates��Mechanical and technological test). Shear strength test was carried out on the Instron-1185 instrument in the compression direction. The shearing speed of the machine was 0.5 mm/min. Three samples were tested for each welding and the average values were reported.
3 Results and discussion
3.1 Microstructure transformation of steel side during heat treatment process
Figure 2 shows the microstructure transformation of steel side during the heat treatment process. Figure 2(a) shows the as-received structure of the specimen. The intermetallic sinter which was formed in the explosive cladding process broke into pieces under the rolling pressures, with the previous wavy interface becoming straight. At the same time, the ferrite and pearlite at the steel side deformed and tended to form banded structure.
The microstructures of the steel side at different heat treatment temperatures are shown in Figs. 2(b)-(e). The microstructure of the diffusion-bonded joint was influenced strongly by the temperature. It was disclosed that intermetallic compounds in different size occurred on the interface which grew up during the heat treatment. At 650 ��C, the grains on the steel side underwent a series of changes including recovery, recrystallization and growing. The carbon in steel side diffused toward the interface, which resulted in the formation of a decarburized layer. At 750 ��C and 850 ��C, the grains in the steel side grew further, moreover, the thickness of the decarburized layer increased. At 950 ��C, the microstructure of the steel side was austenite, and during the cooling process the austenite near the interface transformed to columnar ferrite because of carbon- depletion. Then the decarburized layer became relatively thin.
3.2 Microstructure transformation of interfacial diffusion reaction layer during heat treatment process
Figure 3 shows the interfacial morphology of the Ti-steel explosive-rolling clad plate. Figure 3(a) presents the interfacial morphology of composites heat treated at 650 ��C for 60 min. In Fig. 3(a), Area 1 is titanium layer, Area 2 is the titanium diffusion region, Area 3 is the bonding interface where compounds are mainly located and Area 4 is the steel layer or ferrite area. On the interface, irregular interfacial compounds formed. Carbon, titanium and iron atoms diffused to the interface and were enriched. Figures 3(b) and (c) present the interfacial morphology of composite heat treated at 750 ��C and 850 ��C for 60 min respectively, which show that the amounts of compounds on the bonding interface increased with the increasing of heat treatment temperature. Figure 3(d) shows that the morphology of interfacial compounds is different.
3.3 Forming mechanism of second phase at interface during heat treatment process
Figure 4 presents the SEM backscattered electron (BSE) image and element distribution profile of interface of Ti-steel specimen heat treat at 850 ��C. The results showed that the element of carbon on the steel side diffused toward the titanium side and aggregated at thbonding interface. TiC might form on the interface of the composites during the heat treatment process. In order to discuss the formation of such compounds, XRD analysis results of the fractured surface for specimens heat treated at 850 ��C for 60 min are shown in Fig. 5. The XRD results indicated that there are mainly TiC and Fe on the fracture of the steel side and Ti, TiC on the fracture of the titanium side along with some Fe and Fe2Ti. During the tension-shear process, the bonding interface cracks initiated and grew at the place of TiC, so plenty of TiC could be found on the fractures. Figure 6(a) illustrates a typical image of the interface region between the joint components using TEM bright field contrast and Fig. 6(b) shows the corresponding SAED pattern of highlighted region in Fig. 6(a). The result of SAED pattern revealed that TiC was formed near the side of titanium along the interface of Ti-steel explosive-rolling clad plate, which was heat treated at 850 ��C for 60 min.
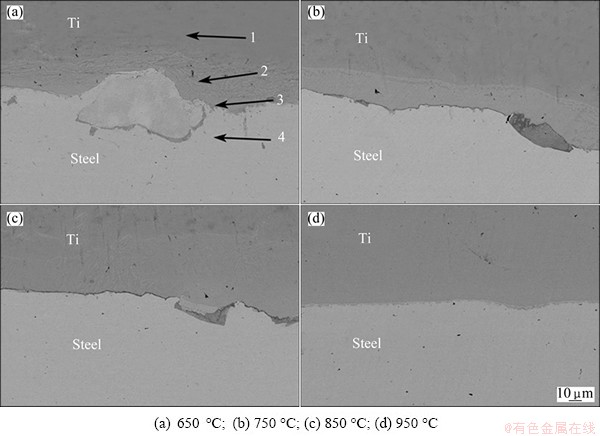
Fig. 3 SEM images of joint interface of Ti-steel explosive-rolling clad plate heat treated at different temperatures

Fig. 4 SEM image (a) and elements distribution profiles of interface (b) of specimen with heat treatment temperature of 850 ��C
Figure 7 shows the interfacial morphology of the sample and the elements distribution profiles of interface of specimen heat treated at 950 ��C. It shows that these black compounds are TiC and Fe-Ti intermetallic compounds. This compounds tended to distribute continuously on the interface of specimen heat treated at 950 ��C for 60 min. In order to discuss the formation of such compounds, the XRD analysis of the fractured surface and the TEM results for the specimens heat treated at 950 ��C for 60 min are shown in Figs. 8 and 9, respectively. XRD results show that plenty of Fe2Ti and FeTi can be found on both the fractures of steel side and titanium side, revealing that large amount of Fe-Ti intermetallics (including Fe2Ti and FeTi) were formed at the interface of Ti-steel explosive-rolling clad plate when heat treated at 950 ��C. During the tension shear process, the cracks mostly initiated at the place of Fe2Ti and FeTi, namely, the continuously distributed compounds obviously reduced the bonding strength of the interface, and produced crack in a certain degree. Figure 9(a) illustrates a typical image of the interface region between the joint components using TEM bright field contrast and Figs. 9(b) and (c) show the corresponding SAED patterns of the region highlighted in Fig. 9(a). The results of SAED patterns reveal that, due to the diffusion of Ti and Fe, Fe2Ti and FeTi were formed along the interface of clad plate at heating temperature of 950 ��C.

Fig. 5 XRD patterns of fractured surfaces for specimen heat treated at temperature of 850 ��C

Fig. 6 TEM image (a) of joint interface of sample heat treated at temperature of 950 ��C and SAED pattern (b) of TiC phase from region highlighted
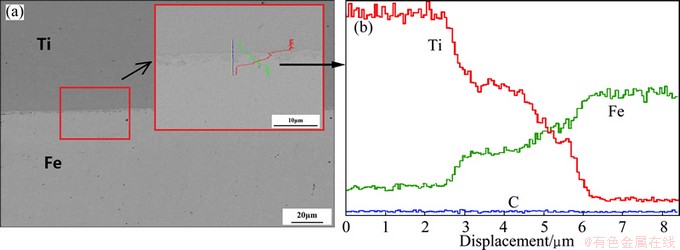
Fig. 7 SEM image (a) and elements distribution profiles (b) of interface of specimen with heat treatment temperature of 950 ��C
The impression on the interface of the sample heat treated at 950 ��C for 60 min by micro hardness test is shown in Fig. 10. The pin head of micro-hardness tester deliberately chose the points along the interface. It can be observed that cracks occurred at the interface. Crack extended along the bonding site between the diffusion reaction layer and the steel side. The result can be explained in two aspects: 1) the bonding strength of the interface is relatively low; 2) the bonding strength between the diffusion-reaction layer and the titanium side is higher than that between the diffusion-reaction layer and the steel side.
3.4 Mechanical properties of titanium explosive- rolling clad plate during heat treatment process
Figure 11 shows the effect of heating temperatures on the shear strength of Ti-steel explosive-rolling clad plate. In general, the shear strength decreased by the heat treatment. Below 850 ��C, the shear strength decreased slowly, but above 850 ��C, it decreased greatly. The shear strength decreased in different rates as a result of the different compounds formed on the interface during the heat treatment.
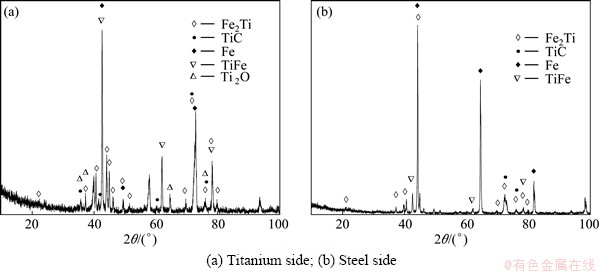
Fig. 8 XRD patterns of fractured surface for specimen heat treated at temperature of 950 ��C
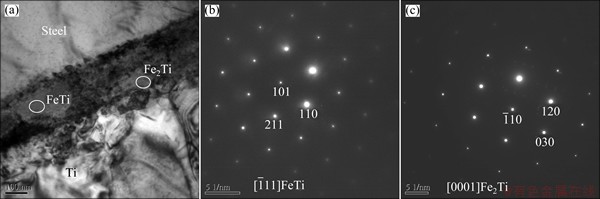
Fig. 9 TEM image (a) of joint interface of sample heat treated at temperature of 950 ��C and SAED patterns of FeTi phase (b) and Fe2Ti phase (c) from regions highlighted

Fig. 10 SEM images of impression on interface by micro-hardness tester with heating temperature of 950 ��C
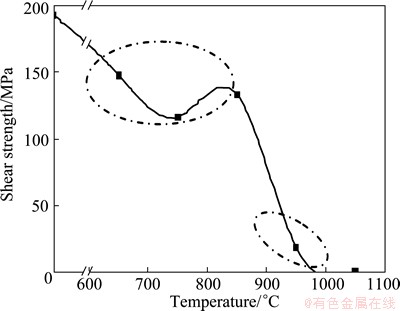
Fig. 11 Effect of heating temperature on shear strength of Ti-steel explosive-rolling clad plate
During the heat treatment process of the Ti-steel explosive-rolling clad plate, elements such as Ti, Fe and C diffused. As the heat-treatment temperature rose, the element concentration reached a certain level and then triggered the diffusion reaction so as to form TiC and Fe-Ti intermetallic. This process is divided into two periods, as shown in Fig. 12. Before heat treatment, there are discontinuous block-shaped intermetallics on the interface. When Ti-steel explosive-rolling clad plate was heated at 850 ��C or below, the TiC formed on the interface. The element of carbon on the steel side diffused toward the titanium side and aggregated at the bonding interface. Owing to the lower solubility of C element in Ti alloy, it was hard for carbon to take further diffusion into Ti side. It was the low binding energy of TiC that made them formed on the interface, which suppressed the mutual diffusion of Fe and Ti, and the TiC was near the titanium side of the interface. When Ti-steel explosive-rolling clad plate was heated at 950 ��C, some of TiC resolved, meanwhile the Fe element diffused, part of which continuously diffused toward the titanium side and the others created Fe-Ti intermetallics near the steel side of the interface. The diffusion- reaction layer mainly consisted of Fe-Ti intermetallics and TiC which distributed continuously along the interface. As shown in Fig. 11, remarkable change in shear strength was divided into two periods. In the first period, it was reduced by TiC and offset by the block-shaped intermetallics which allayed such bonding strength loss. In the subsequent period, the TiC and newly generated Fe-Ti intermetallics tended to continuously distribute and had nothing to do with the enhancement of the bonding strength, therefore, the bonding strength declined distinctly. These results suggested that the TiFe and TiFe2 interlayer coexisting with the TiC interlayer had more detrimental effects on the bond strength than those formed individually.
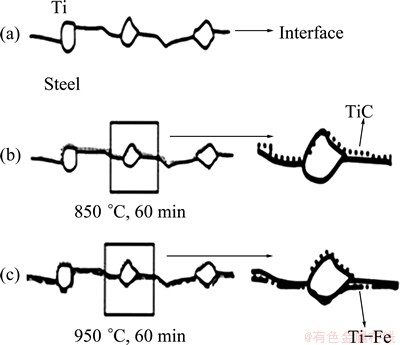
Fig. 12 Schematic of different compounds forming during heat treatment process
This remarkable heat treatment temperature is approximately equal to the temperature ttr of �� �� transformation (883 ��C), suggesting that the transformation has a great influence on the formation and growth of intermetallic compounds at the bonding interface. That is, the thickness of Ti-Fe intermetallic compounds layers increased rapidly when the temperature was above the Ttr, while they could not be observed below Ttr. Owing to this increase in the thickness of Ti-Fe intermetallic compounds layers, the strength of Ti-steel joints decreased rapidly [18].
�� transformation (883 ��C), suggesting that the transformation has a great influence on the formation and growth of intermetallic compounds at the bonding interface. That is, the thickness of Ti-Fe intermetallic compounds layers increased rapidly when the temperature was above the Ttr, while they could not be observed below Ttr. Owing to this increase in the thickness of Ti-Fe intermetallic compounds layers, the strength of Ti-steel joints decreased rapidly [18].
4 Conclusions
1) The diffusion-reaction layer occurred on the interface during heat treatment of Ti-steel explosive-rolling clad plate, which resulted in the decline of the bonding strength. At 850 ��C or below, the bonding strength dropped slowly, while the bonding strength decreased distinctly at 850 ��C and above.
2) At 850 ��C, the diffusion reaction mainly led to the formation of TiC, which is near the titanium side of the interface. At 950 ��C, Fe2Ti, FeTi near the steel side of the interface with few TiC generated during diffusion reaction.
3) The bulk-shaped intermetallics distributing discontinuously on the interface hindered the decline of bonding strength during heat treatment.
References
[1] ZHENG Yuan-mou. Explosive welding and metal composite and their engineering application [M]. Changsha: Central South University Press, 2002. (in Chinese)
[2] FEHIM F. Recent developments in explosive welding [J]. Mater, 2011, 32: 1081-1093.
[3] NOBILI A, MASRI T, LAFONT M C. Recent developments in characterization of a titanium-steel explosion bond interface [C]//Proceedings of Reactive Metals in Corrosive Applications Conference. Wah Chang, Albany, OR, 1999: 89-93.
[4] NIZAMETTIN K, BEHCET G, FEHIM F. Joining of titanium/ stainless steel by explosive welding and effect on interface [J]. J Mater Process Technol, 2005, 169: 127-133.
[5] AKBARI M S A A, SARTANGI P F. Experimental investigation of explosive welding of cp-titanium/AISI 304 stainless steel [J]. Mater Des, 2009, 30: 459-468.
[6] SONGA J, KOSTKAA A, VEEHMAYERB M. Hierarchical microstructure of explosive joints: Example of titanium to steel cladding [J]. Mater Sci Eng A, 2011, 528: 2641-2647.
[7] MANIKANDANA P, HOKAMOTOB K, FUJITAC M. Control of energetic conditions by employing interlayer of different thickness for explosive welding of titanium/304 stainless steel [J]. J Mater Process Technol, 2008, 195: 232-240.
[8] ZHENG Yuan-mou. Hot-rolling of explosion-formed Ti-steel clad plate [J]. Iron and Steel, 1990, 25(3): 28-32. (in Chinese)
[9] YAN Xue-bo, LI Zheng-hua, PENG Wen-an. Heating of titanium-steel explosive cladding plate interface mechanical properties and microstructure [J]. Rare Metal Mat Eng, 1990, 5: 38-45. (in Chinese)
[10] AKBARI M S A A, SARTANGI P F. Effect of post-weld heat treatment on the interface microstructure of explosively welded titanium�Cstainless steel composite [J]. Mater Sci Eng A, 2008, 494: 329-336.
[11] XIA Chang-qing, JIN Zhan-peng. On the evolution of microstructure and diffusion paths in the titanium-steel explosion weld interface during heat treatment [J]. J Less-Common Metals, 1990, 162: 315-322.
[12] YANG Yang, ZHANG Xue-min, LI Zheng-hua, LI Qing-yun. The microstructures in the explosive cladding titanium/mild steel interface after heat treatment [J]. J Cent South Univ Technol, 1995, 2(1): 105-108.
[13] YANG Yang, ZHANG Xue-min, LI Zheng-hua, LI Qing-yun. Diffusion reaction in TA2/A3 explosive cladding interface [J]. Acta Metall Sinica, 1995, 31(4): 188-193. (in Chinese)
[14] CHIBA A, NISHIDA M, MORIZONA Y. Bonding characteristics and diffusion barrier effect of the TiC phase formed at the bonding interface in an explosively welded titanium/high-carbon steel clad [J]. J Phase Equi, 1995, 16(5): 411-415.
[15] YASUHIRO M, MINORU N, AKIRA C. Effect of heat treatment on formation of columnar ferrite structure in explosively welded titanium/hypoeutectoid steel joints [J]. Mater Sci Forum, 2004, 465-466: 373-378.
[16] ZHAO Fen, LI Xuan-min, WANG Hu-nian. The bonding propriety of the explode-rolled Ti/steel clad metal [J]. Development and Application of Materials, 2010, 25(1): 30-34.
[17] LIU De-yi, CHEN Ru-shu, LIU Bao-yan, LI Zhong-wen, LIU Shi-cheng. Microstructure and bond strength of the interface formed between titanium and steel by diffusion [J]. Transactions of Materials and Heat Treatment, 2007, 28(8): 239-242.
[18] TADASHI M, TOSHIO E, KENJI I. Effects of carbon content on the diffusion bonding of iron and steel to titanium [J]. ISIJ International, 1990, 30(11): 978-984.
�ȴ�������-�ֱ�ը���Ƹ��ϰ���֯�����ܵ�Ӱ��
������1������ٻ1��������2��������1
1. �����Ƽ���ѧ ��Ч���ƹ��ҹ����о����ģ����� 100083��
2. ���Ѽ�������˾������ 721014
ժ Ҫ�����ù�ѧ������ɨ�����������X���������ǡ��������������Ӳ�ȼƺ�����ʵ�飬�о���ͬ�ȴ����¶ȶ���-�ֱ�ը���Ƹ��ϰ������֯���������ܵ�Ӱ�졣�ȴ����¶�Ϊ650��750��850��950 ��C������ʱ��Ϊ60 min������������ȴ������̼��ٽ���Ԫ����ɢ����֯��ת�䡣�����¶ȵ����ߣ����ϰ����ǿ���½�����850 ��C�������¶��ȴ���ʱ����ɢ��Ӧ���γɻ�����TiC������ǿ���½����������ȴ����¶ȳ���850 ��Cʱ����ɢ��Ӧ���γɴ�����Ti-Fe�����仯����(Fe2Ti/FeTi)��������TiC������ǿ�������½���
�ؼ��ʣ���-�ֱ�ը���Ƹ��ϰ壻�ȴ�������ɢ��Ϊ����ѧ����
(Edited by Sai-qian YUAN)
Corresponding author: Xiao-qian YAN; Tel: +86-10-62332598; E-mail: huazhimeng123@126.com
DOI: 10.1016/S1003-6326(14)63113-7
Abstract: The effect of heat treatment on microstructure and mechanical properties of the Ti-steel explosive-rolling clad plate was elaborated by optical microscopy (OM), scanning electron microscopy (SEM), X-ray diffraction (XRD), transmission electron microscopy (TEM), micro-hardness test and shear test. The composites were subjected to heat treatment at temperature of 650-950 ��C for 60 min. The results show that the heat treatment process results in a great enhancement of diffusion and microstructural transformation. The shear strength decreases as the treatment temperature increases. Heated at 850 ��C or below, their shear strength decreases slowly as a result of the formation of TiC in the diffusion interaction layer; while at the temperature of 850 ��C or above, the shear strength decreases obviously, which is the consequence of a large amount of Ti-Fe intermetallics (Fe2Ti/FeTi) along with some TiC distributing continuously at diffusion reaction layer.
