
���±�ţ�1004-0609(2010)03-0469-07
��ͬ�����¶���SiC������ǿAl-Fe-V-Si���ϲ��ϵĶ�����Ϊ
����ǿ1���� ��1���� ��3�����1��������2���� ��1������4
(1. ������ѧԺ ��е����ϵ�����Ƹ� 222005��
2. �żҽ纽�չ�ҵְҵ����ѧԺ ��е����ϵ���żҽ� 427000��
3. ������ѧԺ ���´������Ƹ�222005��
4. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410082)
ժ Ҫ��
����������������Ʊ�SiCP/Al-11.7Fe-1.15V-2.4Si���ϲ��ϣ���ͨ����ѹ���նԸ��ϲ��Ͻ������ܻ�����ͨ�������ӹ��ɰ�ġ��Ը��ϲ��ϵ�����֯�Լ���ͬ�¶��¸��ϲ��ϵĶ������ܺͶϿ���ò�����о������������������ѹ���ܺ�������������ʹSiC�����ֲ����ȣ����᷽��ƽ�������Ʒ�����������ǿ���ϲ��ϵ���ѧ���ܣ����ϲ��ϵĶ������ܺͶ�����ò�������¶��Լ�SiC�ķֲ���ȡ����أ����������¶����ߣ�SiC/Al����ǿ�ȼ������ζϵ�SiC�������٣�SiC�����İγ���Ϊ��Ҫ������Դ������������ͬ���ǣ����ϲ��ϵ����������¶����߶����͡�
�ؼ��ʣ�
SiC���������ȺϽ������ϲ��������������������Ϊ��
��ͼ����ţ�TG146.2���� ���ױ�ʶ�룺A
Facture behavior of Al-Fe-V-Si composite reinforced with SiC particles at different tensile temperatures
HE Yi-qiang1, QIAO Bin1, WANG Na3, YANG Jian-ming1, XU Zheng-kun2, SHANG Feng1, CHEN Zhen-hua4
(1. College of Mechanical Engineering, Huaihai Institute of Technology, Lianyungang 222005, China;
2. Department of Mechanical Engineering, Zhangjiajie Institute of Aviation Industry Vocational,
Zhangjiajie 427000, China;
3. Department of Human Resource, Huaihai Institute of Technology, Lianyungang 222005, China;
4. College of Materials Science and Engineering, Hunan University, Changsha 410082, China)
Abstract: SiCP/Al-11.7Fe-1.15V-2.4Si composite was prepared by spray deposition and densified by hot pressing, and then were rolled into sheets. The microstructures, fracture properties and fractographies of the composite at different tensile temperatures were investigated. The results show that the uniform distribution of the SiC particles with their longitudinal direction parallel to the rolling direction is achieved by rolling after hot pressing, which contributes to the elevation of the mechanical properties of the composite. Fracture properties and fractographies of the composite are affected by the tensile temperature and distribution and orientation of SiC particles. The bonding between SiC particles and the matrix becomes weak, and the breakable particles reduce as the tensile temperature; the debonding of SiC/Al becomes the dominant fracture mechanism, the plasticity of the composite decreases as the tensile temperature increases, which is different from the matrix alloy.
Key words: SiC particle; heat resistant alloy; composite; spray deposition; fracture behavior
������Al-Fe-V-S�Ͻ�������Allied-Signal��˾��20����80����������������ȸ����Ͻ𡣸ò��Ͼ��иߵ����º���ǿ�ȡ��߸նȡ����õĶ������Ժ͵͵�����������ֻ����ʵ�����[1]���մɿ����Ķ�����乲���������ǿ��������ܽ��������ϲ��ϵ���Ч���������������������Ͻ����Ϲ�ȥ�����ƽ�����취�������Ʒ۽�Ϸ�ĩұ�������Ʊ����������������Ϊһ�����ͽ������ι��գ�Ҳ�������Ʊ����ָߺϽ����Ͻ�[2]��Ϊ�˽�һ����߸�ϵ�Ͻ����ѧ���ܣ��ڸ�ϵ�Ͻ��м���ڶ��������ǿ����Ҫ����SiC������SiC���롢Si3N4 Al18B4O33�Լ�ԭλ���ɵ�TiC����ˣ��������������Լ����չ�ҵ������úϽ����Ź㷺Ӧ��[3?4]����ȥ���о���Ҫ�ǹ��ڽ��������ϲ��ϵĻ���Ӳ��������Ӧ����Ӱ�졢���������Լ������µĶ�����Ϊ[5?7]��������Al-Fe-V-Si��SiCP/Al-11.7Fe-1.15V-2.4Si��������ѧ���ܺͶ�����Ϊ[8?14]���������о��漰�����½��������ϲ��ϵĶ�����Ϊ�����������ϲ��ϵ���ѧ����ȡ����������֯����������չ�Ͷ�����������ǿ�����Ŀռ�ֲ������������أ���ˣ�Ҫ���Ǽӹ���������ǿ�����ķֲ���ȡ���⣬����֯�ľ����Զ��ڽ��������ϲ��ϵ�Ӱ��ܴ���ѹ�����ܹ����Ʋ��ô�ͳ��ѹ���ռӹ���SiCP/Al-Fe-V-Si���ϲ�����SiC�����ֲ������ȵ����⡣ͨ����ѹ�����Խ����Ϊ�豸���������Ʊ���ߴ籡������⡣
SiCP/Al-Fe-V-Si���ϲ����кܶ��ŵ㣬������нϵ͵���չ�ԺͶ�������ʹ��Ӧ���ܵ����ƣ��ر���SiC�����ۼ���SiCP/Al-Fe-V-Si���������ڵ�ͻȻ����(���������֮������Զ��ѡ����Զ��Ѻ��Ѳ�)��Լ������ѧ���ܵ���ߺ�Ӧ�á���ˣ��о���ͬ�¶���SiCP/Al-Fe-V-Si���ϲ��ϵĶ������ܺͶ�����ò�Ĺ�ϵ���Լ����SiC�����ľ����ԡ�����Ͻ���SiC����֮��Ľ��ǿ�����б�Ҫ�ġ�
1 ʵ��
1.1 ԭ�ϼ��ɷ����
������������ɷ�Ϊ15SiCP/Al-11.7Fe-1.15V- 2.4Si/�ĸ��ϲ���Ϊ�о�����(����SiC�ļ���Ϊ���������������Ϊ��������)������Ͻ��е�Fe��V�ֱ���Al-40Fe��Al-40Fe-10V����ʽ���롣���ȣ�����Ƶ��Ӧ¯������Al-40Fe��Al-40Fe-10V�м�Ͻ������������Ĵ����ʹ�����1 020 ������Al-11.7Fe-1.15V-2.4Siĸ�Ͻ�SiC����Ϊ��-SiC��ƽ������ԼΪ10 ��m���ڸ��ϲ������������ԼΪ15%����Al-11.7Fe-1.15V- 2.4Siĸ�Ͻ��SiC��ĩ�ں��ϴ�ѧ����ѧԺ�Ķ����������Ʊ�Բ��װ���Ͻ������乲�����õ����ϲ���Բ���ϡ�
1.2 ���Լӹ�
����������������ֱ��Ϊ155 mm��Բ�������ϡ�Ȼ����1 025 t��ѹ���ļ�ѹͲ�ڽ�����ģѹ�����������¶�Ϊ450 �棬����1 h��ģ����ѹͲ�����¶�Ϊ400 �棬����1 h����ѹ�õ������ϴ�ֱ�ڸ�����ԲƬ���ٽ�ԲƬ��ɾ��ΰ�Ľ������ƣ������¶�Ϊ480 �棬�������ƹ��ղ����뼷ѹ�������Ĺ��ղ�����ͬ������ѹ�ĸ��ϲ��ϰ�Ľ��������������¶�Ϊ480 �棬����ǰ����1 h�����μ��˻���20 min������ʯī������������Ϊ0.43 m/s��
1.3 ���ܼ��
��������������CSS?44100�͵�������������Ͻ��У���������Ϊ0.5 mm/min�����췽��ƽ���ڰ�����Ʒ�������Ʒ��Keller�Լ���ʴ����XJL?03���ͽ��������½�����֯�۲졣��JSM?5600ɨ��羵�¹۲����������ĶϿ���ò��
2 ʵ����
2.1 SiC�����ķֲ�
SiC�������и��۵㡢��Ӳ�Ⱥߵ���ģ��������������SiC�մɿ���Ϊ��ǿ��Ľ��������ϲ��ϵõ��˹㷺���о�[15?17]�����ϲ����е�SiC����ͨ����е�����ã���ˣ��ʼ�Dz�������״��SiC������Ҫ�������ܶѽṹ���������-Al/SiC�����Ƿǹ���ġ�SiC�����ڸ��ϲ����е���̬�ͷֲ����żӹ����պͼӹ�״̬�仯�������仯��
ͼ1��ʾΪSiCP/Al-11.7Fe-1.15V-2.4Si���ϲ����е�SiC��������ѹ̬����ѹ�������Ƶ���״���ֲ�״������ͼ1(a)���Կ�������̬��SiC�����ֲ������ȣ����н����Ե��ž�����������Ϊ��������������ɨ������У�SiC�����ʲ�״�ֲ�����SiC��Al�������Ա��������IJ��죬��ѹ��SiC����ƫ���ڰ�ĵİ��档��ѹ���յ���������С����ˣ�SiC�����ľۼ��ͷֲ�Ҳû�еõ����Ը���(ͼ1(b))����ѹ����û���������SiC������ı���ľۼ���ͨ�������Ķ����������SiC�����IJ����С���Ӷ��ﵽ���Ȼ���Ч������ͼ1(c)���Կ�����SiC�����������״�����á��������������������SiC������ת���ͻ�����ʹ��������SiC����������ƽ��������ƽ�档���۽Ƕȣ�SiC��ǿ������ת�����ɻ�������Ա�������ģ���ˣ����Ա����ۻ�����λ�����ƺ����ƵȽ���SiC��ǿ������ת�����������á�����?ADEK��[18]���ֵ����һ�£����ϲ����е�Al12(Fe,V)3Si������SiC�����������ؼ�ѹ�������У��һ�����ֳ���֯����

ͼ1 SiCP/Al-Fe-V-Si���ϲ����ڼӹ������е�����֯
Fig.1 Microstructures of composites during work process: (a) As-deposited; (b) As-hot pressed; (c) As-rolled after hot pressing
2.2 ����Ͽ���ò
ͼ2��ʾΪ����ѹ�����������ڲ�ͬ�¶�������ĶϿ���ò����Ӧ������Ͽڲ�����ò��ͼ3��ʾ����ͼ2(a)��(b)���Կ������ڽϵ͵������¶��£�SiC��ǿ��������������ã�����ǿ�ȸߡ�����������У�����SiC��������������ģ�����Լ�������ϵ���IJ�ͬ��Ӧ��������SiC������SiC���������ϳ�ƽ�����Զ��ѡ��������¶Ƚϵ�ʱ������SiC���������ϣ�ֻ��������С�������Ƚ�С�Ŀ�������������б��γ�����ͼ2(a)��Ӧ�ĶϿڲ�����ò(ͼ3(a))���Կ���SiC�������ζϺ����ڽ�����������ϵİ��SiC ������δ����SiC�������γ���İ��ӡ���ͼ3(b)Ҳ���Կ�������100 ������Ͽڵĸ������������б����ϵ�SiC�������Ͽڴ�ֱ�����췽�����������¶ȵ����ߣ������ϵ�SiC�������٣������γ���SiC���������ࡣ�������¶�Ϊ200 ��(ͼ2(c)��3(c))ʱ�����ζϵ�SiC����ԼΪ35%�����������¶����ߵ�300 ��(ͼ2(d)��3(d))ʱ�����ζϵ�SiC����ֻ��20%���ҡ��������¶����ߵ�400 ��(ͼ2(e)��3(e))ʱ��������SiC�������ζϣ�����SiC�������γ��������Ӧ�ĶϿڲ��������Կ���SiC�������������Ľ�����ճ�������ƣ����һ���Ҳ�������ѡ��������¶Ƚ�һ�����ߵ�450 ��(ͼ2(f)��3(f))ʱ��ֻ�м��ٵ�SiC�������ζϣ������Ӧ�ĶϿڲ������Ҳ���Կ���SiC���������������ճ�Լ�SiC�������γ����γɵİ��ӡ�
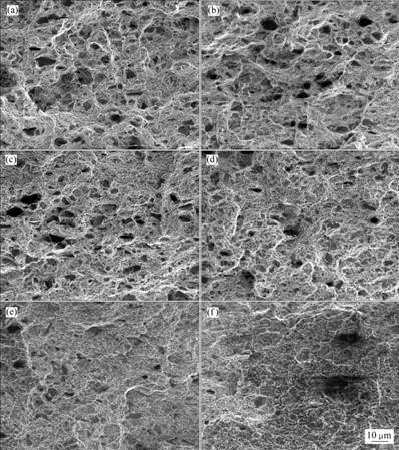
ͼ2 SiCP/Al-Fe-V-Si���ϲ����ڲ�ͬ�¶�������ĶϿ���ò
Fig.2 Fractographies of composite at different tensile temperatures: (a) 25 ��; (b) 100 ��; (c) 200 ��; (d) 300 ��; (e) 400 ��; (f) 450 ��

ͼ3 SiCP/Al-Fe-V-Si���ϲ����ڲ�ͬ�¶��µ�������������ò
Fig.3 Morphologies of fracture sides of composites at different tensile temperatures: (a) 25 ��; (b) 100 ��; (c) 200 ��; (d) 300 ��; (e) 400 ��; (f) 450 ��
2.3 ������Ϊ
SiCP/Al-Fe-V-Si���ϲ����ڲ�ͬ�¶��±�����Ϊ��ͬ��ͼ4��ʾΪSiCP/Al-11.7Fe-1.15V-2.4Si���ϲ��ϱ����ڲ�ͬ�¶��µ�Ӧ����Ӧ�����ߣ���������Ϊ0.5 mm/min�����Ϊ10 mm������ͬ�����������£�SiCP/Al-11.7Fe-1.15V-2.4Si���ϲ��ϵĿ���ǿ�����������¶ȵ����ߣ��俹��ǿ���½�������Ӧ��Ҳ���������¶ȵ��������½�������δ����SiC�ĺϽ���ϲ�ͬ���Ͻ������100~150 ��������´����������ԣ��Ͻ���ϵĶ���Ӧ�������������¶ȵ��������½�����100~150 ����ͣ��������¶ȳ��������¶Ⱥ��ϵĶ���Ӧ����������[19]��������SiC��ǿ������SiCP/Al-Fe-V-Si���ϲ��ϵĶ���Ӧ�������������¶ȵ����߶�һֱ�½���SiCP/Al-11.7Fe-1.15V-2.4Si������Ӧ����Ӧ��������ǿ�ȴﵽ������ǿ�Ⱥ�����Ӧ���½����ʼӹ�����������Ӧ����Ϊ7.7%���������¶����ߵ�100 ��ʱ��������������������������Ӧ�������ٵ�7.1%�����������¶ȵ����ߣ����������һ���������������¶�Ϊ200 ���300 ��ʱ�����ϵĶ���Ӧ�����ֱ�Ϊ6.5%��6.4%���������¶����ߵ�400 ��ʱ�����ϲ��Ͼ����ӹ�Ӳ���δﵽ������ǿ�Ⱥ��ѣ�����Ӧ�������͵�5.1%������Ӧ�������������ߵı仯�������1��ʾ����Ϻ��쳤���������¶����ߵı仯����һ�¡����Կ��������ϲ��ϵĿ���ǿ�Ⱥ��쳤�����������¶ȵ����߶����ͣ����¿���ǿ��Ϊ581.2 MPa���쳤��Ϊ4.5%�����������¶����ߵ�100��200��300��400 ��ʱ������ǿ���½���461.5��372.2��315.8��232.6 MPa���쳤���½���4.2%��3.3%��2.5%��1.4%����ͼ2��3һ�£����ϲ���û�г��ֺϽ���ϵ����´�������
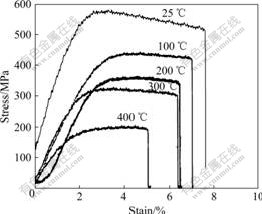
ͼ4 SiCP/Al-11.7Fe-1.15V-2.4Si�����ڲ�ͬ�¶��µ�Ӧ��?Ӧ������(Ӧ������Ϊ5��10��4)
Fig.4 Stress��strain curves of SiCP/Al-11.7Fe-1.15V-2.4Si sheets at different tensile temperatures(Stain rate: 5��10��4)
��1 SiCP/Al-11.7Fe-1.15V-2.4Si�����ڲ�ͬ�¶��µ���ѧ����
Table 1 Mechanical properties of SiCP/Al-11.7Fe-1.15V- 2.4Si sheets at different tensile temperatures
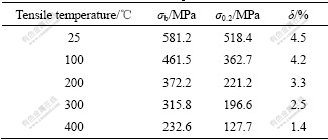
Every datum in Table 1 was taken as an average value from more than five data
3 ����������
Al-Fe-V-Si�Ͻ�����SiC����֮��ĵ���ģ��ʧ��ȴ�Ӳ�����Ե�SiC������������������Ļ���Ͻ���������䡣��ˣ����ϲ��ϳ������ϵĴ��Զ��Ѻ;ֲ����Զ������ϵĸ��϶��ѡ����ϲ��ϵ����Բ�����Ϊ����Ͻ�����Ա����ܵ���������SiC��ǿ�������谭�����ǻ���Ͻ�����Բ
SiC������ǿ���ϲ��ϴ���3��ʧЧ��ʽ��SiC�������ѡ�������ճ�ͻ��忪�ѡ����ϲ��ϵĶ��ѷ�ʽ��SiC������������ǿ������⣬������ǿ��������¶���ء��������¶�����300 ������ʱ�������ϵ�SiC����Խ��ԽС��SiC�������γ����γɵİ���Խ��Խ�ࡣ�������¶�Ϊ400 ��ʱ�������ϵ�SiC��������û�б����ϣ��ǻ����SiC�����Ľ��汻�ƻ���SiC�������γ�������������SiC���γ����γɵ����ѻ�ͻ����SiC������SiC�����ͻ���������ճ�Լ�����Ŀ��ѳ�Ϊ�����κ˵���Ҫ���ơ��������ճ�Ǹ��ϲ��ϸ�������չ�Բ����Ҫԭ���ڲ�ͬ�������¶��£����ϲ��϶��dzʻ�������Զ��Ѻ������ϵĴ��Զ������ϵĸ��϶��ѡ����Զ�����Ϊ��Ҫ�Ķ��ѷ�ʽ������Ϊ����Ͻ���������ޣ�������
Ϊ��������SiC��ǿ�����Ի���Ͻ��������������ƣ�����SiC������Χ�γ�˺���⡣��SiC�Ŀռ�ֲ������������Ӱ�죬SiC��������λ��������������������Χ�γɸ��ܶ�λ��������SiC����֮��Ļ������˺���⡣����������У����ű��γ̶ȵ�����SiC������Χ��Ӧ�����г̶����ߡ������µ�300 �棬�ϴ��SiC�������ȱ����ϣ�Ȼ����Խ�С��SiC���������ϡ����и��ݺ�ȵ�SiC���������������ֶ��ѡ�SiC�������Ѻ����������Ѹ����չ������ӣ������ʹ���ϲ���ͻȻ���Զ��ѡ�Ҫ��SiC������ȫ�����ϣ���SiC ����Ҫ�����ص����ǵĶ���Ӧ��������Ҫͨ����Ӧ����ʵ�֣����в��������ڿ�����������ļ�������ͨ����������������صij̶�ȡ����SiC�������ݺ��(S)����������е�SiC��������ֲ������ݺ����SiC��ǿ��(��(SiC))�Լ��������ǿ��(��i)֮��Ĺ�ϵ��ʽ(1)��ʾ[20]��
![]()
��ʽ(1)���Կ�����SiC�Ƿ����ϻ���������ǿ����ء��������¶ȳ���400 ��ʱ�������¶ȵ����ߣ�SiC�����ͻ���Ͻ�Ľ��������SiC�������γ�������ƻ��Լ���������Ŀ��ѳ�Ϊ����Դ��������չ�����Ӷ����¸��ϲ���ʧЧ�����⣬���ϲ��ϵĶ��ѷ�ʽ����SiC�Ŀռ�ֲ���Ӱ�죬SiC�����ۼ����������������Ӧ�����У�SiC����Ҳ�������ѡ��ȼ�ѹ�����д������ص�SiC��������ۼ����Ӷ����SiC�����Ĺ�����Ѷ������ϲ��ϵ���ѧ���ܡ���ѹ�����ƹ�����ʹSiC�����ֲ����Ӿ��ȣ���ˣ����Ա���SiC��������������еĹ���ͻȻ���ѣ��Ӷ���߸��ϲ��ϵ���ѧ���ܡ�
���������¶ȵ����ߣ����ϲ��ϵĿ���ǿ�Ⱥ�����ǿ���½��������쳤�ʽ��ͣ���ͬ�ɷֵĺϽ���ϵ����ܲ���������¶ȵ����ߣ�����Ͻ�������Լ�SiC������������ļ��������ϲ���ǿ���½�����Ҫԭ���ϲ��ϵ�������Ҫȡ���ڱ��ι������ܹ����������Ļ�����ϵ�����������ܹ����������Ļ�����������Խ�ߣ����Ծ�Խ�á��ڸ��ϲ����У�����������������ܵ�SiC��������Լ�����������Ļ�����٣���ˣ������½�����ͬ�ɷֵĺϽ���ϵ����ܲ
�ڿ�����ǿ�Ľ��������ϲ����У���Ҫ�������κ˻�������ǿ�����Ŀ��Ѻ���ǿ���������������ճ�����ڸ�����ǿ�������Ⱥ���������ĸ��ϲ��ϣ������κ˷�ʽȡ���ڽ����ϵ�ǿ�ȡ��������¶ȵ���400 ��ʱ������SiC��ǿ������Al�������Ľ�Ͻ�ǿ����Ҫͨ��SiC��ǿ�����Ŀ����κˡ���SiC������ǰ����������ڱ��ι����о����ӹ�Ӳ���Σ��������������������ԽϺá��������¶ȴﵽ400 ��ʱ��SiC��ǿ������Al�������Ľ�Ͻ������������ճ��Ϊ�����κ˵���Ҫ���ƣ��ڲ��ϲ���������ǰ�Ѿ����ѡ������µ�400 �棬�����¶ȵ����ߣ�������ǿ�������������ϵ�SiC����Խ��Խ�٣����γ���SiC����Խ��Խ�࣬�ӹ���������Խ��Խ�������ϲ��ϵ�����ҲԽ��Խ�
4 ����
1) ���������SiCP/Al-11.7Fe-1.15V-2.4Si���ϲ��ϲ�����ѹ���ܣ���ʹSiC�����ڻ���Ͻ��зֲ����ȣ������ڻ���Ľ�ϡ�
2) ���ϲ��ϵĶ��ѷ�ʽȡ���������¶ȡ������µ�300 �棬SiC�����Ķ��ѳ�Ϊ����Ҫ������Դ�������¶�Ϊ400�棬SiC���������Ľ�����ճ��Ϊ��Ҫ������Դ�����⣬���ϲ��ϵĶ��ѷ�ʽ����SiC�Ŀռ�ֲ���Ӱ�죬SiC�����ۼ����������������Ӧ�����У�SiC����Ҳ�������ѣ����и��ݺ�ȵ�SiC����Ҳ�����ױ����ϡ�
3) ���������¶ȵ����ߣ����ϲ��ϵĿ���ǿ�Ⱥ�����ǿ���½����Ϻ��쳤��Ҳ�½��������µĿ���ǿ��Ϊ581.2 MPa��100 ��ʱ�½�Ϊ461.5 MPa���ٵ�200 ��ʱ��372.2 MPa��300 ��ʱ��315.8 MPa��400 ��ʱ��232.6 MPa���쳤����������Ϊ4.5%��100 ��ʱ�½�Ϊ4.2%��200 ��ʱΪ3.3%����300 ��ʱΪ2.5%��400 ��ʱΪ1.4%��
[1] SKINNER D J, BYE R L, RAYBOULD D, BROWN A M. Dispersion strengthened Al-Fe-V-Si alloys[J]. Scripta Metal Mater, 1986, 20(6): 867?872.
[2] HARIPRASAD S, SASTRY S M L. Processing maps for optimizing gas atomization and spray deposition[J]. Journal of Metals, 1995, 10: 56?59.
[3] LEE J C, PARK S B, SEOK H K, OH C K, LEE H I. Prediction of Si contents to suppress the interfacial reaction in the SiCp/2014Al composites[J]. Acta Mater, 1998, 46(8): 2635?2643.
[4] LEE J C, BYUN J Y, PARK S B, LEE H I. Prediction of Si contents to suppress the formation of Al4C3 in the SiCp/Al composite[J]. Acta Mater, 1998, 46(5): 1771?1780.
[5] LEE J C, SEOK H K, LEE H I. Alloy design of thixoformable wrought SiC/Al alloy composites[J]. Materials Research Bulletin, 1999, 34(1): 35?42.
[6] SRIVATSAN T S, LAVERNIA E J. Use of spray techniques to synthesize particulate-reinforced metal-matrix composites[J]. Journal of Materials Science, 1992, 27(22): 5965?5981.
[7] GAO N F, MIYAMOTO Y, ZHANG D. Dense Ti3SiC2 prepared by reactive HIP[J]. J Mater Sci, 1999, 34(18): 4385?4392.
[8] CHEN Zhen-hua, HE Yi-qiang, YAN Hong-ge, CHEN Zhi-gang, YIN Xian-jue, CHEN Gang. Ambient temperature mechanical properties of Al-11.7Fe-1.15V-2.4Si/SiCP composite[J]. Materials Science and Engineering A, 2007, 460/461: 180?185.
[9] CHEN Zhen-hua, HE Yi-qiang, YAN Hong-ge, HAO Liang, CHEN Zhi-gang, CHEN Gang. Microstructure and mechanical properties of Al-Fe-V-Si/SiCP composites[J]. Transactions of Nonferrous Metals Society of China, 2007, 17(S1): s238?s243.
[10] Ф�ڵ�, �� ��, ������, ������. ��������Al-Fe-V-Si �Ͻ����������������֯����ѧ����[J]. �й���ɫ����ѧ��, 2006, 16(11): 1869?1875.
XIAO Yu-de, ZHONG Jue, LI Wen-xian, MA Zheng-qing. Microstructural features and mechanical properties of spray deposited billets of rapidly solidified Al-Fe-V-Si aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(11): 1869?1875.
[11] �ܰ���, �챦��, ������, Τ ǿ, ʯ����, �����, ������. �������Al-F-V-Siϵ�������Ͻ���Ʊ����պ�����[J]. �й���ɫ����ѧ��, 2002, 12(2): 250?254.
XIONG Bo-qing, ZHU Bao-hong, ZHANG Yong-an, WEI Qiang, SHI Li-kai, SUN Yu-feng, SHEN Ning-fu. Technique and property of heat resisting Al-Fe-V-Si alloys prepared by spray forming process[J]. The Chinese Journal of Nonferrous Metals, 2002, 12(2): 250?254.
[12] ����, ����ǿ, ��־��, ���Ծ�, �� ��. SiCP/Al-11.7Fe-1.15V-2.4Si���ϲ��ϵ�����֯��������ѧ�����о�[J]. �й���ɫ����ѧ��, 2007, 17(6): 858?863.
CHEN Zhen-hua, HE Yi-qiang, CHEN Zhi-gang, YIN Xian-jue, CHEN Gang. Microstructure and ambient temperature mechanical properties of SiCp/Al-11.7Fe-1.15V-2.4Si composite [J]. The Chinese Journal of Nonferrous Metals, 2007, 17(6): 858?863.
[13] ����ǿ, ����, �� ��, �� ��, ��־��, �� ��. SiCP/Al-Fe-V-Si���ϲ�����֯�����ܵ����ȶ���[J]. �й���ɫ����ѧ��, 2008, 18(3): 432?438.
HE Yi-qiang, CHEN Zhen-hua, WANG Na, HAO Liang, CHEN Zhi-gang, CHEN Gang. Thermostability of hardness and microstructure of SiCp/Al-Fe-V-Si composite[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(3): 432?438.
[14] ղ����, ����, ��ΰ��. �������?���ƹ����Ʊ���FVS0812����ĸ�����֯����ѧ����[J]. �й���ɫ����ѧ��, 2004, 14(8): 1348?1352.
ZHAN Mei-yan, CHEN Zhen-hua, XIA Wei-jun. Microstructure and properties of spray-deposited heat-resistant FVS0812 aluminum alloy at high temperature[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(8): 1348?1352.
[15] HAMBLETON R, JONES H, RAINFORTH W M. Effect of alloy composition and reinforcement with silicon carbide on the microstructure and mechanical properties of three silicide dispersion strengthened aluminium alloys[J]. Materials Science and Engineering A, 2001, 304/306: 524?528.
[16] ?ADEK J, KUCHA?OR? K, ZHU S J. Creep behaviour of an Al-11.7Fe-1.15V-2.4Si-15SiCP composite at temperatures ranging from 873 to 948 K[J]. Materials Science and Engineering A, 2002, 328: 283?290.
[17] KIM I S, KIM N J, NAM S W. Temperature dependence of the optimum particle size for the dislocation detachment controlled creep of Al-Fe-V-Si/SiCP composite[J]. Scripta Metallurgical et Materials, 1995, 32(11): 1813?1814.
[18] ?ADEK J, KUCHA?OR? K, ZHU S J. High temperature creep behaviour of an Al-11.7Fe-1.15V-2.4Si alloy reinforced with silicon carbide particulates[J]. Materials Science and Engineering A, 2000, 283: 172?180.
[19] MITRA S. Elevated temperature mechanical properties of a rapidly solidified Al-Fe-V-Si alloy[J]. Scripta Metallurgica et Materialia, 1992, 27(5): 521?526.
[20] LLOYD D J. Particle reinforced aluminium and magnesium matrix composites[J]. International Materials Reviews, 1994, 39(1): 1?23.
������Ŀ������ʡ��У��Ȼ��ѧ�о�������Ŀ(09KJD430001)������ʡ��У�ص㽨��ѧ��������Ŀ
�ո����ڣ�2009-03-09�������ڣ�2009-08-25
ͨ�����ߣ�����ǿ����ʦ����ʿ���绰��0518-85895330��E-mail: ant210@sina.com
ժ Ҫ������������������Ʊ�SiCP/Al-11.7Fe-1.15V-2.4Si���ϲ��ϣ���ͨ����ѹ���նԸ��ϲ��Ͻ������ܻ�����ͨ�������ӹ��ɰ�ġ��Ը��ϲ��ϵ�����֯�Լ���ͬ�¶��¸��ϲ��ϵĶ������ܺͶϿ���ò�����о������������������ѹ���ܺ�������������ʹSiC�����ֲ����ȣ����᷽��ƽ�������Ʒ�����������ǿ���ϲ��ϵ���ѧ���ܣ����ϲ��ϵĶ������ܺͶ�����ò�������¶��Լ�SiC�ķֲ���ȡ����أ����������¶����ߣ�SiC/Al����ǿ�ȼ������ζϵ�SiC�������٣�SiC�����İγ���Ϊ��Ҫ������Դ������������ͬ���ǣ����ϲ��ϵ����������¶����߶����͡�
