
�����Ƽ����-ˮ�ֱⷨ����ȴ������̷�ˮ
��쳣������࣬����Ԫ�������
(���ϴ�ѧ ұ���ѧ�빤��ѧԺ������ ��ɳ��410083)
ժ Ҫ���ں��̷�ˮ���Է����Ļ����ϣ����������Ƽ����-ˮ�ֱⷨ����ȴ������̷�ˮ�¼��������̷�ˮ�����Ƽ������ϵ�д���pHΪ8.80~11.18��12.28~13.08��2������������ˮpH��2.04������10.00���������Ƶļ�����Ϊ2.67~4.00 g/L���о��õ��Ż����������������Ƽ�������(�����������Ƽ����ˮ���̵�������)Ϊ0.2�����ʱ��Ϊ5 min��ˮ��ʱ��Ϊ5 min���¶�Ϊ25 �棬pHΪ10.0���۱�ϩ����(PAM)������Ϊ2.0 mg/L���ɽ���ˮ������������Ũ�ȴ�994 mg/Lȥ����0.127 mg/L��Զ���ڡ���ˮ�ۺ��ŷű���(GB 8978��1996)����ֵ2.000 mg/L�����̳��������ͼ���״����Ҫ����ΪCaSO4�������̺�����14.16%���ɷ�������ϵͳ�����̣������Ƽ�ͨ�����еġ�OH����COOH����NH����C=O����SO3����C��O(H)��C��Cl�Ȼ������ˮ�еĺ���������ϣ���ˮ��������γ��������ʳ������롣
�ؼ��ʣ�
��ͼ����ţ�X703.1 ���ױ�־�룺A ���±�ţ�1672-7207(2010)06-2072-07
Direct and deep treatment of manganese-containing wastewater by biologics complexing-hydrolyzation
PEI Fei, WANG Yun-yan, CHAI Li-yuan, SHU Yu-de
(School of Metallurgical Science and Engineering, Central South University, Changsha 410083, China)
Abstract: A novel technology for direct and deep treatment of manganese-containing wastewater by biologics was put forward based on the property analysis of manganese-containing wastewater. There are two pH buffer zones which are from 8.80 to 11.18 and from 12.28 to 13.08 in the complex system of manganese-containing wastewater and biologics. Theoretically, the required amount of sodium hydroxide for increasing pH from 2.04 to 10.00 is 2.67-4.00 g/L. The optimum condition are as follows: the mass ratio of biologics to manganese is 0.2, the cooperation time is 5 min, the hydrolysis time is 5 min, the temperature is 25 ��, pH is 10.0, polyacrylamide (PAM) is 2 mg/L. Under the above optimum conditions, manganese concentration decreases from 994 to 0.127 mg/L in laboratory scale experiment, which is much less than integrated wastewater discharge standard (GB 8978��1996) (2.000 mg/L). The surface morphology of manganese-containing sludge is amorphous and rod and the main phase is CaSO4. The proportion of manganese in the sludge reaches 14.16%, indicating that the sludge can be reused for manganese recovery. In the hydrolyzation process, manganese ions combine with the functional groups including ��OH, ��COOH, ��NH, ��C=O, ��SO3, ��CO(H) and C��Cl in biologics, to form precipitation.
Key words: biologics; manganese; wastewater; sludge; complexing-hydrolyzation
����һ����Ҫ�Ľ���Ԫ�أ��ڹ�ҵ����;�ܹ㣬�������ܴ�������1 t����13~14 kg�̣����⣬�̻�������ɫ������������ҽҩ��ʳƷ�������Ϳ��еȷ��档�ҹ���ȫ�����ĵ������������������ں����ѹ������ڵ��������������������ŷŴ����ĺ��̷�ˮ��ÿ����1 t����̣��ŷź��̷�ˮԼ130 t��������Ҫ��Դ�ڷϵ��Һ���϶ۻ�Һ�����ѹ�˷�ˮ�Լ����ۻ����̵ļ�����ϴˮ����ˮ�в������д������̣��������ؽ�����Ⱦ����ӡ�Ǧ���̺��� �ȣ�ֱ������ˮ�壬����ͨ����ˮ�����������̬ϵͳ����Ⱦ�ڶ�ֲ�����ڻ��ۣ��ƻ�ʳ����Ӱ�����ཡ�������ˮ����Ⱦ������ͻ���Ļ�������[1-5]���������̷�ˮ�ķ�����Ҫ������������[6-8]����м��� ��[9-13]��ҺĤ���뷨[14]����ͳ��ѧ������[15]���������Ƴ�����[16]�͵�ⷨ[17]�ȡ����Ƕ���������������м��ⷨ��������̹�ҵ��ˮ���о��϶࣬�����ϳ��죬�������ɱ��ߡ�ҺĤ����һ������������Ⱦ�����ͼ���������ҺĤ����������̹�ҵ��ˮ���о����١�����Ǵ�ͳ��ʯ���к�ˮ�ⷨ���������Ժ��̷�ˮ��Ͷ�Ӽʹ�̷���ˮ�ⷴӦ���������ܵ���������������Ӷ������룬���к�ˮ�ⷨ�����ȶ��ﵽ�ŷű������ڴˣ��������߲��������Ƽ����-ˮ�ֱⷨ����ȴ������̷�ˮ���о�Ӱ����ȥ��Ч���ĸ����أ���ʹ��ˮ���̴ﵽ��ӽ�����������ˮ��������(GB 5749��2006)(0.1 mg/L)������Ϊ���̳�������Դ���ṩһ���IJο���
1 ʵ��
���̷�ˮ��ȡ����̶�绯��������˾��⻯�Ϸ�ˮ���ڳء���ˮpHΪ2.04������������Ũ��Ϊ 994 mg/L��
�����Ƽ������ϴ�ѧұ��ѧԺ���������о��������������Ƽ���
�������̣������Ƽ����-ˮ�ֱⷨ����ȴ������̷�ˮ�Ĺ���������ͼ1��ʾ��
���չ��̣����ݷ�ˮ��������Ũ�ȣ��ڽ���״̬�°��������Ƽ�����������Ϊ0~1.0���������Ƽ�����Ϸ�Ӧʱ��Ϊ5~25 min������������ϵpH������ˮ�ⷴӦʱ��Ϊ5~25 min���ٰ���PAM����Ũ��Ϊ0~10 mg/L����������PAM���������룬ȡ����Һ��������������Ũ�ȡ�
����������Ũ�ȷ�����������ˮ����ˮ��������Ũ�Ȳ��û���ԭ�ӷֹ��ȷ�(WFX-120�ͻ���ԭ��������)������
�����״�pHS-25��������ȼƲ���pH��

ͼ1 �����Ƽ����-ˮ�ֱⷨ����ȴ������̷�ˮ�Ĺ�������
Fig.1 Process of treatment of manganese-containing wastewater by biologics complexing-hydrolyzation
2 ���̷�ˮ�����Ƽ������ϵpH��������
Ϊ�˽⺬�̷�ˮ�����Ƽ������ϵpH���кͼ��������ı仯���ɣ�������ϵ�������ķֲ������Ϊ�кͼ���������ҵ��������ݣ����Ȳ���Ũ��Ϊ l mol/L��NaOH����Һ�������Ƽ���Ϻ�ķ�ˮpH���ζ����ߡ���25 ��ʱ����ȡ���̷�ˮ300 mL����500 mL�ձ��У������Ƽ�������(�����Ƽ����̵�������)Ϊ0.2����Ϸ�Ӧʱ��Ϊ5 min��Ȼ�����μ�NaOH��Һ��ͬʱ�����ϵpH�ı仯����NaOH������Ϊ�����꣬��pHΪ���������ζ����ߣ���ͼ2
��ʾ����ϵ�д���2������������1��������pHΪ8.80~11.18����2��������pHΪ12.28~13.08����ˮpH��2.04����13.08��������NaOH 100.0 mL����pH��8.80����11.18�Ĺ���������NaOH 34.9 mL��ռ�ܺ�NaOH�����34.9%���ɼ�����ˮ��pH������11.0����NaOH�����������Ϊ4.68 g/L������pH������10����NaOH��������Ϊ2.34 g/L��
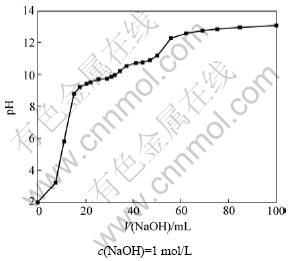
ͼ2 ���̷�ˮ�����Ƽ������ϵNaOH�ζ�����
Fig.2 Titration curve for complexing system of manganese-containing wastewater and biologics
3 ���̷�ˮ��ȥ��Ч����Ӱ������
3.1 �����Ƽ���������ȥ��Ч����Ӱ��
ȡ��ˮ300 mL�������¶�Ϊ25 �棬��Ϸ�Ӧʱ��Ϊ15 min��ˮ��ʱ��Ϊ5 min��pHΪ10.0��PAM����Ũ��Ϊ8 mg/L�������Ƽ��������������Ƽ����ˮ���̵������ȱ�ʾ���ֱ����Ϊ0��0.2��0.4��0.6��0.8��1.0�������ˮ������������Ũ�ȼ���ȥ���ʣ������ͼ3��ʾ����ͼ3�ɼ������������Ƽ������������ӣ���ˮ������������Ũ�����١������Ƽ���(������)��0���ӵ�0.2ʱ�����������������Ũ�ȴ�0.302 mg/LѸ�ٽ���0.136 mg/L���������������Ƽ���������ˮ������������Ũ��ά����0.100 mg/L���ң�Զ���ڡ���ˮ�ۺ��ŷű���(GB 8978��1996)�е�һ���ŷű�2.000 mg/L���ӽ�����������ˮ��������(GB 5749��2006)(0.100 mg/L)�����ǵ������ɱ����������Ƽ������ȶ�Ϊ0.2��
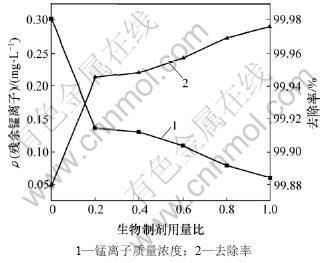
ͼ3 �����Ƽ������ȶ���ȥ��Ч����Ӱ��
Fig.3 Effects of dosage of biologics on manganese removal
3.2 ˮ��ʱ�����ȥ��Ч����Ӱ��
ȡ��ˮ300 mL�������¶�Ϊ25 �棬�����Ƽ�������Ϊ0.2��PAM������Ϊ8 mg/L����Ϸ�Ӧʱ��Ϊ15 min��ˮ�ⷴӦpHΪ10.0������ˮ��ʱ��Գ�ˮ��������Ũ�ȼ���ȥ���ʵ�Ӱ�죬��ͼ4��ʾ����ͼ4�ɼ���ˮ�ⷴӦʱ����5 min��20 min��2����������������Ũ�ȵı仯������˵�������Ƽ����������γɵ�������������pHʱ������ˮ�ⷴӦ���ھ��෴Ӧ���ۺϿ����ŷű����ɱ���ˮ��ʱ��ȷ��Ϊ5 min��
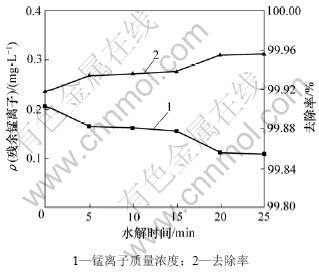
ͼ4 ˮ��ʱ�����ȥ��Ч����Ӱ��
Fig.4 Effects of hydrolysis time on manganese removal
3.3 ˮ��pH����ȥ��Ч����Ӱ��
ˮ���յ�pH�ǹ��չؼ�������ȡ��ˮ300 mL�������¶�Ϊ25 �棬�����Ƽ�������Ϊ0.2��PAM����Ũ��Ϊ8 mg/L����Ϸ�Ӧʱ��Ϊ15 min��ˮ��ʱ��Ϊ5 min������ˮ���յ�pH�Գ�ˮ��������Ũ�ȼ���ȥ���ʵ�Ӱ�죬�����ͼ5��ʾ���ɼ���ˮ��pHΪ6ʱ����ˮ����������Ũ��Ϊ244.50 mg/L��������ȥ���ʽ�Ϊ75.4%���������pH��8����ˮ������������Ũ�����н��ͣ���pH��8.0���ӵ�9.0ʱ����ˮ������������Ũ��ͻ����15.826 mg/L����ȥ����Ϊ98.41%���������ﵽ�ŷű����������pH����ˮ������������Ũ�ȳ����½�����pH���ӵ�10.0ʱ����ˮ������������Ũ��Ϊ0.136 mg/L��ԶԶ���ڡ���ˮ�ۺ��ŷű���(GB 8978��1996)�е�һ���ŷű�2.000 mg/L���ӽ�����������ˮ��������(GB 5749��2006)�Ĺ涨0.100 mg/L����ȥ���ʴﵽ99.97%����������pH��������Ũ�ȼ����½������仯�������ԡ����Ǵ���Ч����ʯ����������ȷ�����ˮ��pHΪ10.0��

ͼ5 ˮ��pH����ȥ��Ч����Ӱ��
Fig.5 Effects of pH value on manganese removal
3.4 ��Ϸ�Ӧʱ�����ȥ��Ч����Ӱ��
ȡ��ˮ300 mL�����������Ƽ�������Ϊ0.2��PAM����Ũ��Ϊ8 mg/L���¶�Ϊ25 �棬ˮ��ʱ��Ϊ5 min����ʯ�������ˮ���յ�pHΪ10��������Ϸ�Ӧʱ��(���������Ƽ��������Ӽ����pH)�Գ�ˮ����������Ũ�ȼ���ȥ���ʵ�Ӱ�죬�����ͼ6��ʾ����ͼ6�ɼ��������ʱ��Ϊ0~5 minʱ����ˮ������������Ũ��Ѹ���½�������Ϸ�Ӧʱ�����5 min֮��ˮ������������Ũ�������½������仯�������ԡ�˵��5 min֮�������Ƽ����뺬�����ӷ�����Ϸ�Ӧ������Ϸ�Ӧʱ��ȡ5 min��
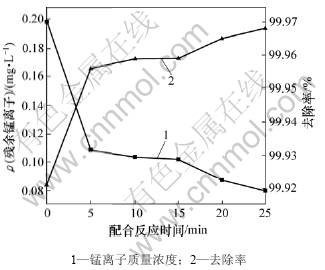
ͼ6 ��Ϸ�Ӧʱ������ȥ��Ч����Ӱ��
Fig.6 Effects of cooperation time on manganese removal
3.5 ��Ӧ�¶ȶ�����ȥ��Ч����Ӱ��
��ҵ�����з�ˮ�¶Ȼ��漾�ڶ��仯����ˣ��迼�Ƿ�Ӧ�¶ȶ���ȥ��Ч����Ӱ�졣ȡ��ˮ300 mL�������Ƽ�������Ϊ0.2��PAM����Ũ��Ϊ8 mg/L��������Ϸ�Ӧʱ��Ϊ5 min��ˮ���յ�pHΪ10��ˮ��ʱ��Ϊ5 min��������ϵ�¶ȶ���ȥ��Ч����Ӱ�죬�����ͼ7��ʾ����ͼ7�ɼ�����ϵ�¶ȶ���ȥ��Ч���нϴ�Ӱ�죻�¶������������̵�ȥ�����¶�Ϊ10 ��ʱ����ˮ������������Ũ��Ϊ1.324 mg/L�����¶�������15 ��ʱ����ˮ����������Ũ��Ѹ�ٽ���0.348 mg/L���˺��������¶ȣ���ˮ����������Ũ�ȳ����½������¶�Ϊ25 ��ʱ����ˮ������������Ũ�Ƚ���0.097 mg/L�����������¶ȣ���ȥ��Ч���������ԣ����¶�Ϊ40 ��ʱ����ˮ����������Ũ�Ƚ�Ϊ0.055 mg/L�����ڡ���������ˮ��������(GB 5749��2006)�Ĺ涨0.100 mg/L�����⣬�����¶�����������Ϸ�Ӧ�Ľ��С���һ�㹤ҵ���������У��ŷŵķ�ˮ�¶�Ϊ20~40 �棬��������ڳ��̡�
1������������Ũ�ȣ�2��ȥ����
ͼ7 ��Ӧ�¶ȶ���ȥ��Ч����Ӱ��
Fig.7 Effects of temperature on manganese removal
3.6 PAM����������ȥ��Ч���������ٶȵ�Ӱ��
ȡ��ˮ300 mL�������Ƽ�������Ϊ0.2�������¶�Ϊ25 �棬��Ϸ�Ӧʱ��Ϊ5 min��ˮ��ʱ��Ϊ5 min��ˮ���յ�pHΪ10.0������PAM����Ũ�ȶ���ȥ��Ч���������ٶȵ�Ӱ�죬�����ͼ8��ʾ����ͼ8�ɼ���PAM����ȥ��Ӱ�첻������PAMʱ����ˮ����������Ũ��Ϊ0.207 6 mg/L����PAM����Ũ��Ϊ10 mg/Lʱ����ˮ����������Ũ��Ϊ0.126 9 mg/L��������PAMʱ�����ɵij������������������������ٶ�Ϊ0.015 7 cm/s����PAM����Ũ��Ϊ8��10 mg/Lʱ������ȣ����ǣ�������ˮ�ʲ��峺��������PAM����Ũ��Ϊ2 mg/Lʱ�������ٶ���죬�ﵽ0.035 cm/s�����������Ƽ������γɵ�������ӣ���ˮ��������γɵĽ��ž��дٽ����������ã���ˣ�����������PAM (��(PAM)=2 mg/L)�����ܺõ�Ч����
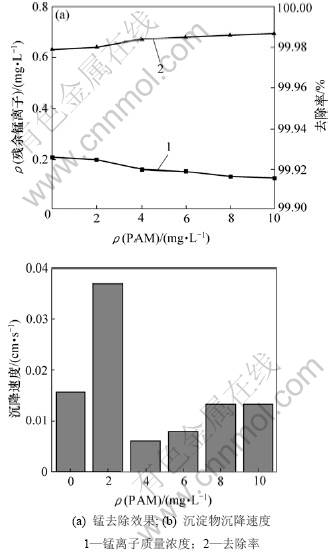
ͼ8 PAM����������ȥ��Ч���������ٶȵ�Ӱ��
Fig.8 Effects of dosage of PAM on manganese removal and precipitation velocity of sludge
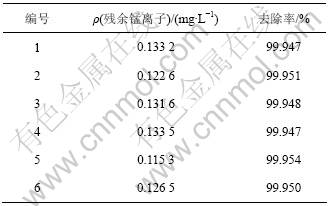
3.7 ��������ۺ�ʵ��Ч��
��������������ʵ���о������ȡ��ˮ300 mL�������Ƽ�������Ϊ0.2�������¶�Ϊ25 �棬��Ϸ�Ӧʱ��Ϊ5 min��ˮ��ʱ��Ϊ5 min��ˮ���յ�pHΪ10.0��PAM����Ũ��Ϊ2 mg/L���Ժ��̷�ˮ���д�����������6��ƽ��ʵ�飬������1��ʾ���ӱ�1�ɼ�����ˮ������ƽ��Ũ��Ϊ0.127 mg/L���Ҳ�������ԶԶ���ڡ���ˮ�ۺ��ŷű���(GB 8978��1996)�е�һ���ŷű�2.000 mg/L���ӽ�����������ˮ��������(GB 5749��2006)�Ĺ涨0.100 mg/L��˵�������Ƽ����-ˮ�ⷨ�������̷�ˮ�ж���ȥ��Ч���ȶ��ɿ��������Ժá�
��1 �����������ۺ�ʵ����
Table 1 Experimental results under optimized conditions
4 ���̳������ﻯ���Է���
4.1 ���̳����ı�����ò���ɷַ���
����ɨ���������(SEM)������ɢ�����(EDS)���Ż����������ú��̳������б�����������Եijɷַ�����������2��ʾ����ͼ9�ɿ��������̷�ˮ�����Ƽ����-ˮ�ֱⷨ����ȴ�������������ͼ���״��EDS�����������(����2)��������Ҫ����O��S��Ca��Mn��Mg��Fe��������Cu��Zn����ˣ���Ҫ����ΪCaSO4��
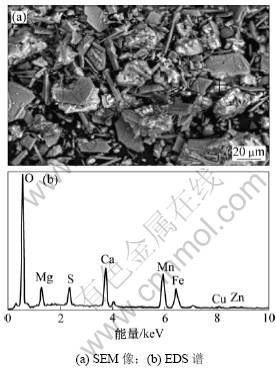
ͼ9 ��������SEM��EDS��
Fig.9 SEM image and EDS pattern of manganese-containing sludge
��2 ���̳���EDS�������
Table 2 Analytic results of manganese-containing sludge

4.2 ���̳������������
����X�����似�������˺��̳��������࣬�����ͼ10��ʾ�������е���Ҫ����Ϊʯ��CaSO4��2H2O��
4.3 ���̳����ĺ��������
���ú������(IR)�����˺��̳����еĻ��ţ������ͼ11��ʾ����ͼ11�ɿ�������3 548.38��3 404.54��1 685.80��1 620.72��1 443.12��1 140��668 cm-1���������շ壬�ʳ������С�OH����NH��C=O����COOH��N��H��C=O����SO3��C��O(H)��C��Cl�Ȼ��š�˵�������Ƽ�ͨ�����еġ�OH����COOH����NH�� ��C=O����SO3����C��O(H)��C��Cl�Ȼ������ˮ�еĺ���������ϣ���ˮ��Ĺ������γ��������ʳ������롣

ͼ10 ���̳�����XRD��
Fig.10 XRD patterns of manganese-containing sludge

ͼ11 ���̳����ĺ�����
Fig.11 IR patterns of manganese-containing sludge
5 ����
(1) ���̷�ˮ�����Ƽ������ϵ��NaOH�ζ����߱��������2������������1��������pHΪ8.80~11.18����2��������pHΪ12.28~13.08����ˮpH��2.04������10.00���ң�NaOH����Ũ��Ϊ2.67~ 4.00 g/L��
(2) ������ʵ���о�����õ����Ż��Ĺ��������������Ƽ�������Ϊ0.2����Ϸ�Ӧʱ��Ϊ5 min��ˮ��ʱ��Ϊ5 min���¶�Ϊ25 �棬pHΪ10.0��PAM����Ũ��Ϊ2 mg/L�����Ż������¿ɽ���ˮ��������Ũ�ȴ�994.000 mg/Lȥ����0.127 mg/L��ԶԶ���ڡ���ˮ�ۺ��ŷű���(GB 8978��1996)��һ����2.000 mg/L��
(3) ���̳�����SEM��EDS��XRD��IR����������������̳��������ͼ���״����Ҫ����ΪCaSO4�������̺�����14.16%���ɷ�������ϵͳ�����̡������Ƽ�ͨ�����еġ�OH����COOH����NH����C=O����SO3����C��O(H)��C��Cl�Ȼ������ˮ�еĺ���������ϣ���ˮ��Ĺ������γ��������ʳ������롣
�ο����ף�
[1] Ҧ��, �ܷ���, ������, ��. ��������������еĻ�����Ⱦ���⼰�Բߵ��о�[J]. ���״�ѧѧ��: ��Ȼ��ѧ��, 1997, 18(4): 60-62.
YAO Jun, ZHOU Fang-qin, MA Ming-you, et al. Study and countermeasure of the environmental from electrolytic manganese production precession[J]. Journal of Jishou University: Natural Science Edition, 1997, 18(4): 60-62.
[2] ̷����. ��չ�е��й��������̹�ҵ[J]. �й���ҵ, 2003, 21(4): 1-5.
TAN Zhu-zhong. How to develop China��s electrolytic manganese industry[J]. China��s Manganese Industry, 2003, 21(4): 1-5.
[3] ̷����, ÷���, ��ά��, ��. ��ұ��ѧ[M]. ��ɳ: ���ϴ�ѧ������, 2004: 322-324.
TAN Zhu-zhong, MEI Guang-gui, LI Wei-jian, et al. Metallurgy of manganese[M]. Changsha: Central South University Press, 2004: 322-324.
[4] ������. ������ɫ��ҵ����;��[J]. �й���ҵ, 2005, 23(1): 41-43.
ZENG Jiu-xiong. A new road of green manganese industry will be opened[J]. China��s Manganese Industry, 2005, 23(1): 41-43.
[5] ������, ���ڷ�. �ҹ��������̹�ҵ���ڵ�������Բ�[J]. �й���ҵ, 2005, 23(1): 10-12.
XIONG Su-yu, ZHANG Zai-feng. Existing problems and countermeasure of Chinese market of EMM[J]. China��s Manganese Industry, 2005, 23(1): 10-12.
[6] ������, ��ΰ��, ����. �����������Է�ˮ��������̽��[J]. ������ѧ��̬, 2004, 14(1): 26-28.
SHEN Yong-hong, LI Wei-ming, LIU Hang. Discuss of technology for treatment of containing chrome and manganese acid wastewater[J]. Environmental Science Trends, 2004, 14(1): 26-28.
[7] Ҧ��, ����ƽ, Ҧ���, ��. �������̷�ˮ�������о�[J]. �й���ҵ, 2000, 18(3): 25-27.
YAO Jun, TIAN Zong-ping, YAO Zhu-feng, et al. Study of treatment of wastewater from electrolying manganese[J]. China��s Manganese Industry, 2000, 18(3): 25-27.
[8] ����. ���̷�ˮ�����о�[J]. ������ɫ����, 1995, 14(3): 36-38.
FAN Yu-chuan. Study on the treatment of wastewater with manganese[J]. Hunan Nonferrous Metals, 1995, 14(3): 36-38.
[9] ���Ӽ�. ��ⷨ�ڷ�ˮ�����е��о���Ӧ��[J]. ��ҵ��ȫ�뻷��, 2004, 30(4): 8-10.
ZHANG Zi-jian. Application and research of micro-electrolysis technology in wastewater treatment[J]. Industrial Safety and Environmental Protection, 2004, 30(4): 8-10.
[10] �����, �����. �����о���չ[J]. ������Ⱦ�����������豸, 2001, 2(4): 18-24.
ZHOU Pei-guo, FU Da-fang. Application and development for microelectrolysis technology[J]. Techniques and Equipment for Environmental Pollution Control, 2001, 2(4): 18-24.
[11] ������, ���. ��⼼���ڹ�ҵ��ˮ�����е��о���Ӧ��[J]. ������Ⱦ�����������豸, 2002, 3(4): 69-73.
WANG Yong-guang, YANG Jian-feng. Research and application of micro-electrolysis technology to industrial wastewater treatment[J]. Techniques and Equipment for Environmental Pollution Control, 2002, 3(4): 69-73.
[12] ����, ����, �Ź��. ��/̿��ⴲ��������������ۻ���ˮ[J]. �й���ҵ, 2002, 20(1): 11-12.
YU Qi, SHEN Yang, ZHANG Guang-hui. Treatment of purified water from Mn electrolysis using Fe/C micro electrolying bed[J]. China��s Manganese Industry, 2002, 20(1): 11-12.
[13] ŷ����ף. ��м��ⷨ���������������ˮ[J]. ���״�ѧѧ��: ��Ȼ��ѧ��, 2002, 23(2): 34-37.
OUYANG Yu-zhu. Treatment of the electrolytic manganese wastewater by iron chipping microelectrolysis[J]. Journal of Jishou University: Natural Science Edition, 2002, 23(2): 34-37.
[14] ��µͤ, Ф��. ��״ҺĤ���������������ӷ�ˮ���о���״�ͽ�չ[J]. �Ϻ�������ѧ, 2000, 19(12): 562-564.
PAN Lu-ting, XIAO Jin. Study progress and development of emulsion liquid membrane separation technique in treatment of wastewater containing metal ion[J]. Shanghai Environmental Sciences, 2000, 19(12): 562-564.
[15] �����E, ���»�, ��ˬ. ��ҵ��ˮ��ר����Ⱦ�ﴦ���ֲ�[M]. ����: ��ѧ��ҵ������, 2001: 264-265.
WANG Da-hui, XU Xin-hua, SONG Shuang. Handbook of treatment special pollutant in industrial waste[M]. Beijing: Chemical Industry Press, 2001: 264-265.
[16] ����, ������. �������Ƶ��Ʊ������ڷ�ˮ�����е�Ӧ��[J]. ��������, 2004, 24(1): 62-65.
ZHANG Chang, WU Li-li. Preparation of calcium peroxide and its application in wastewater treatment[J]. Environmental Protection of Chemical Industry, 2004, 24(1): 62-65.
[17] Stuck S, Kots R, Carcer B, et al. Electrochemical waste water treatment using high over-voltage anodes. Part ��: Anode performance and applications[J]. Applied Electrochemistry, 1991, 21: 99-104.
(�༭ �°���)
�ո����ڣ�2009-09-10�������ڣ�2009-12-03
������Ŀ������ˮ����Ⱦ�����������Ƽ��ش�ר����Ŀ(20092X07212-001-01)��������Ȼ��ѧ�����ص�������Ŀ(50830301)���������Ƽ��ش���Ŀ(308019)������ʡ��Ȼ��ѧ����������Ŀ(08JJ3020)������ʡ�Ƽ��ƻ���Ŀ(2008SK4031)������ʡ���ܼ��ſƼ��ش�ר����Ŀ(08SK1005��08SK1002)
ͨ�����ߣ�����Ԫ(1966-)���У����������ˣ����ڣ���ʿ����ʦ�������ؽ�����ˮ��������������Դ��������о����绰��0731-88836921��E-mail: lychai@mail.csu.edu.cn
