
DOI��10.19476/j.ysxb.1004.0609.2019.11.12
GH3044�Ͻ⺸�ӽ�ͷ��֯�ͱ��ξ�����
�����⣬���ܳɣ��ܱ���
(�ϲ����մ�ѧ ���������빤��ѧԺ���ϲ� 330063)
ժ Ҫ��
��GH3044���ºϽ���й��˼������ۺ��Խ�ʵ�飬���OM��SEM��EDS��XRD��Ԥ������εȷ��������о����ӽ�ͷ�ĺ�����ò����֯�仯��������ѧ���ܣ����ۺ�������������̹����е���估Ԫ��ƫ�����������������������ӻᵼ���ۻ��Ľ��������ӣ��۳ص�Marangoni����ЧӦ�����ԣ���������ϲ����²�����Ϊ�ִ����״�����в�����Ϊ�ߴ��С����״�����ۺ��߿������츽������ΪϸС��֦�����������Сʱ���������������е��ᾧ���ɣ�������֯��ҪΪ���ࡢ����(��+M6C)�࣬EDS���������Ͻ�Ԫ�ص���ƫ�������������ۺ��ߵ���Ӱ������֯�仯��С�������졢��Ӱ������Ӳ�Ⱦ�����ĸ�ĵģ�����������ļ�С�����ӽ�ͷ��Ӳ�ȡ�����ǿ����������ǿ�����Ϊ865 MPa���쳤��Ϊ43%��
�ؼ��ʣ�
GH3044���ºϽ������⺸��������·��������֯�����ξ�������
���±�ţ�1004-0609(2019)-11-2549-12���� ��ͼ����ţ�TG146���� ���ױ�־�룺A
GH3044�Ͻ�ΪNi-Cr-Wϵ����ǿ���������ºϽ����������õ���ǿ�ԡ����ԺͿ������ԣ�������900 �����³��ڹ����ĺ��շ���������Ͳ������Ƭ��ȼ�����㲿����ȼ���ֻ����²����Լ�����ҶƬ������[1-3]��GH3044��W��Cr����Ϊ36.5%~42.5%���ԺϽ����ǿ�ҵĹ���ǿ��ЧӦ������Cr��Ҫ��ߺϽ�ĸ��¿���������ʴ������W��Mo�����۽����Թ���ǿ���Լ����ͺϽ�IJ����Ϊ����Cr��W��Ti���γɵ�̼��������Ծ��綤������һ����ߺϽ�ĸ���ǿ�ȺͿ����־�����[4-5]��Ȼ���ϸ̶߳ȵĺϽ�Ҳ�ᵼ�����̹��̵�֦��ƫ����Ӱ��֦����M6C��M23C6���������[6-7]��
�ں��շ�������ȼ���ֻ��ĸ��²����Ʊ��У����˾�������Ͷ�ѹ�����⣬һЩ���Ⱥͳ��ز���������Ҫͨ�����Ӽ����������������Ϊһ���塣���˼�����������ܶȸߡ�������͡���Ӱ����С���ص㣬���⺸�ӹ����У����ٵ�������Ҳ�����������ķ�ƽ������[8-9]����Щ�������ڸ��ºϽ�ļ��⺸���д����о�[10-13]���ܽ�����[14]�о��˹���̬Ni-Cr-WϵHaynes230�������ºϽ⺸�ӽ�ͷ����������ܻ��ƣ����ֺ���Ĺ��ܴ����ܹ����Ӻ��ӽ�ͷ�����ԣ������¶�Ϊ 1100 ������ʱ����������е�̼������ȫ�ܽ⣬�ٽᾧ������ɣ����쾧��Ϊ�����Ƚ�С���ٽᾧ���ᾧ�����������ӽ�ͷ��Ӳ�����ھ��Ȼ�����������ҪΪ�á�Cr23C6�����õ�[15]�о��˶�̬F����G/Hȼ���ұ���Ͳ�����Hastelloy X��Haynes 230�������ºϽ�ļ��⺸�ӹ��գ��Ժ�̬��������ܴ����Ľ�ͷ��֯���ܽ����˷�����������Hastelloy X�����������֯�����ܻ��ơ�Ŀǰ����GH3044�������ºϽ�ļ��⺸���о����٣�����֯�����в���ȷ�����ڴ˶�GH3044�Ͻ��Ľ��м������ۺ��Խ����飬�о����伤�⺸�ӽ�ͷ����֯����ѧ���ܣ������˺�����ò��������֯����Ժ�����ξ����Ե�Ӱ�죬������GH3044�Ͻ⺸���ӽ�ͷ���̹����е������Ԫ��ƫ����
1 ʵ��
��ʵ������ʵ�����Ϊ����GH3044�������ºϽ𣬳ߴ�Ϊ55 mm��30 mm��2 mm����ѧ�ɷ����1���С�ͼ1��ʾΪ���ϵ�����֯����Ҫ�ɰ�������ᾧ����ɫ��״M23C6���Һ�ɫTiC��ɡ���ǰ���������±���ͶԽӶ�����д�ĥ����ϴ����ϴ��ȥ���������ۺ�����Ĥ��ʵ���ڼ��⺸�ӻ�����ϵͳ�Ͻ��У���ϵͳ����IPG-YLS-6000��������KUKA KR16-2W�����˵ȡ�
��1 GH3044�Ͻ�Ļ�ѧ�ɷ�
Table 1 Chemical composition of GH3044 (mass fraction, % )

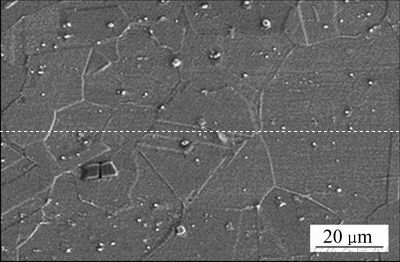
ͼ1 ������GH3044�����֯
Fig. 1 Microstruction of GH3044 base metal
�������ȡ�ĺ��ӷ�ʽΪ���ۺ��Խӡ����ӹ����в��õļ��⺸�Ӳ������£������3~4 kW�����岨��Ϊ�������۽�����ֱ�� 0.25 mm���۽����ֱ�� 0.2 mm���뽹��-2 mm����������Ϊ������������汣����������Ϊ 15 L/min����Ԥʵ��Ļ����������3�麸�Ӳ�������2����Ϊ���ӹ��ղ�����
��2 ���ӹ��ղ���
Table 2 Welding process parameters

���ӽ�����ʹ�����и�ֱ��ȡ�����������������������ΪƬ״�������Ρ�������������34 mm������Ϊ8 mm��ƽ�жγ���Ϊ20 mm������Ϊ5 mm������ǰ���������д�ĥ��ʹ�����ƽ������࣬��ĥ�������������ԼΪ1.9 mm���������������豸�ͺ�ΪWDW-E200D����������Ϊ2 mm/min��������������ĥ�������50 mL HCl+2 mL H2SO4+3 g FeCl3���Һ���и�ʴ����MR5000��ѧ������NANOSEM 450������ɨ����������۲��ͷ����֯�仯��ͨ��EDSȷ��������֯�е�Ԫ�ر仯��ƫ�����غ��ӷ����ں�������λ�ã���ȡ��XRD��������������������������������ݽ��泤��Ϊ4 mm������Ϊ2 mm��
2 ���������
2.1 ��ͷ��ò����
ͼ2��ʾΪ��ͬ�����ٶ�(TS, Travel speed)�µĸ���ͷ������ò���������ò�������麸�Ӳ����£��������������ã�û�����Ե�ȱ�ݣ��������¿����൱�����Լ��������õ�������Ϊ���ԳƷֲ�����һ���ĺ��ӹ����£����ź����ٶȵ����ӣ�������������С��������������С����Ҫ����Ϊ������ļ��ٵ����ۻ��Ľ��������١��۳�������١�ͬʱ�ɼ������⺸�ӹ���3 kW�������ٶ�5 m/min�ͺ��ӹ���3.3 kW�������ٶ�6 m/min��������µĺ����������仯������Ҫԭ�����������麸�Ӳ�����Ϊ�ӽ���������仯��С����˵����һ���������£���������Ӱ�캸�ӽ�ͷ�����������Ҫ���ء�
ͼ3��ʾΪ���ӽ�ͷ��ò���ݻ�ʾ��ͼ���������ʵ��͵ġ�I���ͣ�����ͼ3(a)��ʾΪ������˼������ĸ�˹�����ֲ���ͼ3(b)��ʾΪ���ӽ�ͷ��Marangoni����ģ�ͣ�ͼ3(c)��ʾΪ��ͬ���Ӳ����µĽ�ͷ��ò�ݱ䡣���ӹ����У������۳ر������ĵ�Һ̬�����¶Ƚϸߣ�����������С���۳ر�Ե����ĽӴ����ֵ�Һ̬�����¶Ƚϵͣ����������ϴ������¶��ݶȵ�Ե�ʣ���������Ľ����������������۳ر��������γ�Marangoni����(��ëϸ����)��ʹ�۳ر�����и���Ŀ��ȣ����������еĹ۲쵽��Marangoni�����������һ��[16-21]�������м��������۳��ϱ���ۼ���ʱ�䳤�����ݼ�����Դ�����ԣ�������Ļ��۸��࣬�ϱ��������Marangoni������Ϊǿ�ң�����۳ر�����ȸ��������ٶȽϿ�ʱ���ϱ���������������С������۳ر�����������½��������к��Ӳ����£��±���������Ȼ�������ϱ��涼��С��Marangoni������������˺��ӽ�ͷ���ϱ����۳ؿ��Ⱦ������±����۳ؿ��ȡ�
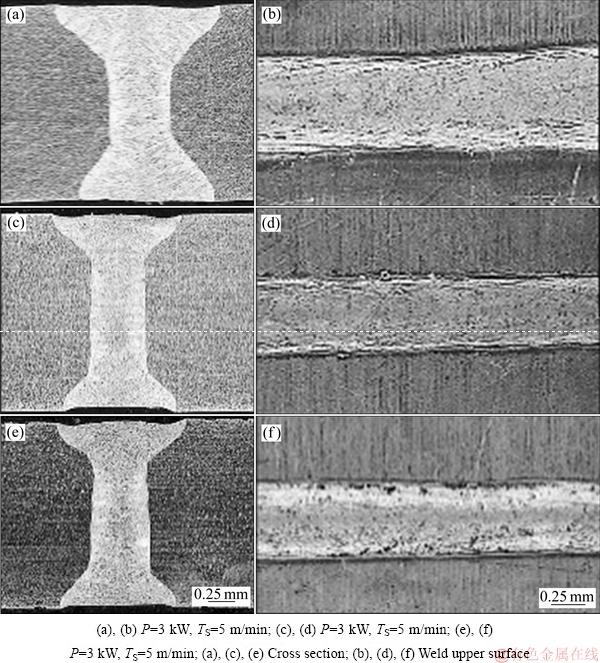
ͼ2 ��ͬ���ղ����µĽ�ͷ��ò
Fig. 2 Joint morphologies under different process parameters
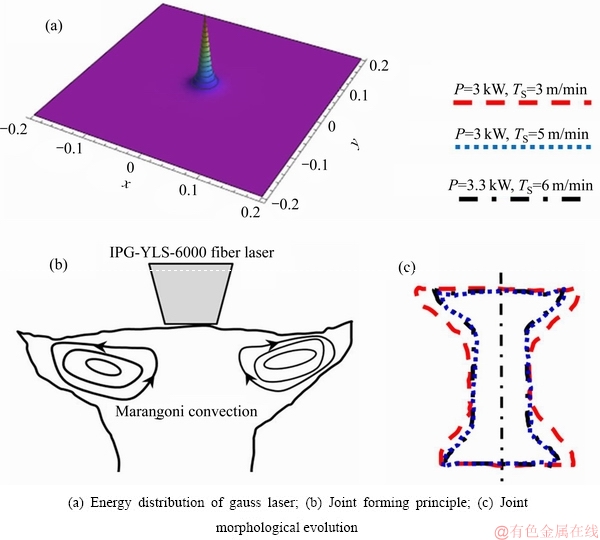
ͼ3 ��ͷ��ò�ݻ�ʾ��ͼ
Fig. 3 Schematic evolution of joint morphology
���ݳߴ�ЧӦ�������ϵ������ߴ��Сʱ������ֺܶ���ص������뻯ѧ����[22-23]������Һ�壬���ߴ��Сʱ��ëϸЧӦҲ�dz����ԣ�����Young��s����[24]���Ƶ���ëϸ�뾶 ��
��
 (1)
(1)
ʽ�У� Ϊ����������
Ϊ���������� Ϊ�ܶȣ�gΪ�������ٶȡ��Ը�Ϊ����1500 ���¸ֵı�������Ϊ0.015 N/cm���ܶ�=7.85 g/cm3���������ٶ�gΪ0.0098 N/g���ݴ˿��Թ������Һ��ëϸ�뾶Ϊ1.95 mm�����������к��ӽ�ͷ�ij��ȡ����Ⱦ���3 mm��Χ�ڣ���˵�����������Ժ���Һ̬�����нϴ�Ӱ�죬�����Ժ�������ý�С������ͬ�ֲ��ϣ�Ӱ�캸����ò���ε���Ҫ�����Ǻ��������롣
Ϊ�ܶȣ�gΪ�������ٶȡ��Ը�Ϊ����1500 ���¸ֵı�������Ϊ0.015 N/cm���ܶ�=7.85 g/cm3���������ٶ�gΪ0.0098 N/g���ݴ˿��Թ������Һ��ëϸ�뾶Ϊ1.95 mm�����������к��ӽ�ͷ�ij��ȡ����Ⱦ���3 mm��Χ�ڣ���˵�����������Ժ���Һ̬�����нϴ�Ӱ�죬�����Ժ�������ý�С������ͬ�ֲ��ϣ�Ӱ�캸����ò���ε���Ҫ�����Ǻ��������롣
2.2 ����֯����
2.2.1 ���ӽ�ͷ����֯
ͼ4��ʾΪ��ͷ��ͬ���������֯���ɼ���ͷ��Ҫ�ɦ�����塢����(��+M6C)��ɣ���������[7]�й�������Ͻ�GH3044������֯����һ�£�������֯�������ԵĶ�����������[25-26]����ͼ4(a)~(f)���Կ�������������֯��Ҫ����������״�������������ᾧ����ɡ���״�����ۺ��ߵ���������������֣�����֦���ۼ���������Ҷ���֦���ۼ��ϴ����״����Ҫ�ֲ��ں����в�������֦���ۼ���С����״����Ҫ�ֲ��ڿ����ۺ���������״��������������ɢ�ȷ���ƽ�У��ش�ֱ���ۺ��߷������۳��ڲ���������ͬ��̬����״���ʽ���ֲ�״̬����˵������������̹����й�Һ������ƽ���һ����ƽ���״̬����״����Ҫ�ֲ����ۺ���������ͼ4(g)��ʾ���ڰ�״������Ҳ���ڲ��ֽ�ϸС����״�������ᾧ��Ҫ�ֲ��ں��������۳ض��������ҵ��ᾧ�ʾֲ��ۼ�״̬�ֲ����۳ض���������ᾧ���γ���ɢ�������йأ������۳ر���ɢ�����ã��۳ض����¶��½��Ͽ죬�ڼ��⺸�ӹ����У���������¶Ƚ����ᾧ�¶����£����нϴ�Ĺ���ȣ��ٽ��˾ֲ����ᾧ��ϸ�������������������������ڽӽ���Դ���ģ��¶Ƚϸߣ��¶��ݶȽ�С�������ٶ������˺������������γ��˲��ֵ��ᾧ��
Һ̬��������ʱ�¶��ݶ�G����������R��ͬ������������֯����̬�Լ��ߴ硣���⺸�ӹ����У��������������¶ȸߣ��¶��ݶ�С���������ʴ�[27]���ۻ��߽��¶ȵͣ��¶��ݶȴ������ٶ�С���������̹�����G��R�Ĺ�ϵ����������G/R��С����˴�������ҪΪ���ᾧ�����߽�����G/R�ϴ���ҪΪ�ϴִ�İ����ȡ�
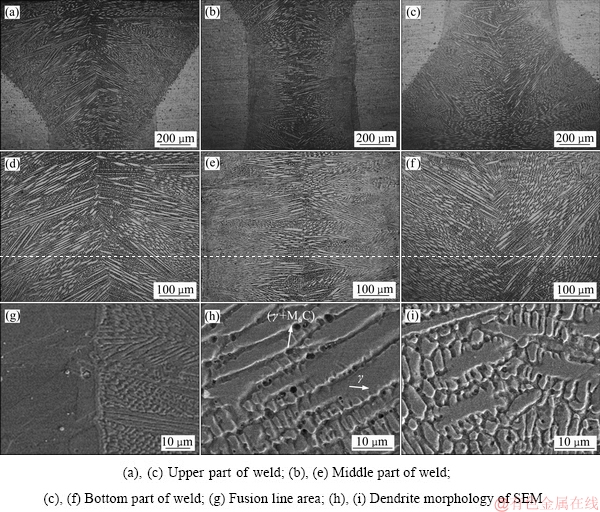
ͼ4 ���Ӳ���ΪP=3 kW, TS=5 m/minʱGH3044�Ͻ⺸�ӽ�ͷ����֯
Fig. 4 Microstructure of welded joint of GH3044 superalloy with parameters of P=3 kW and TS=5 m/min
�Ӻ������������ۻ��߽磬��ȴ�ٶ�(G��R)��������С����״���ɴֱ�ϸ����������������״��֦���ɼ��ԼΪ10 ��m�����۳ر߽��ۺ�����״��֦���ɼ��ԼΪ3 ��m��
��ͼ4(g)�ɼ����ۺ��߸����������֯���ɽϺã�δ�����ơ����ӵ�ȱ�ݣ���Ӱ����֦����С�仯����δ�����Ե������࣬��˵��������ѭ����ĸ�ĵ�Ӱ���С���������ϻԵ�[28]����Haynes330�ٽᾧ����ѧ���о���Haynes330���ºϽ���1100 �汣��10 minʱ�����仯��������¶ȡ��ӳ�����ʱ�䣬��ᷢ�����Ե��ٽᾧ�����ɴ���Ϊ��GH3044�Ͻ��ڼ��⺸���۳ص����̹����У�������ѭ�����¶�δ�ﵽ����¶Ȼ��߸�������ʱ���С��������ʹ��Ӱ������֯����ת�䡣���Ժ�����Ӱ��ı仯��С�����̶ֳȽϵ͡�
2.2.2 ��ͬ�������µ�����֯
ͼ5��ʾΪ��ͬ�����������º����в�������֯����������ϴ�ʱ(P=3 kW, TS=3 m/min)��������֯��ҪΪ��״���Ͱ�״��������������������״���ĺ����ϴӺ������ĵ��ۺ���������״���Ķ���֦���ۼ����С�����ۺ��������в��ְ�״������ͼ5(a)��ʾ���������������С����ͼ5(b)��(c)��ʾ��������֯��ҪΪ���ᾧ����״������״�������е��ᾧ��Ҫ�ֲ��ں����в������ᾧ�������С����״���ֲ������������������Ƚϴ���״����Ҫ���ۺ��߷ֲ������ź����ٶȵ����ӣ���������������ļ�С����״��֦����ࡢ����֦���ۼ����С����֦���ĺ���Խ��Խ�٣����ᾧ���������������ɴ˿ɼ��ں���������õ�״̬�£������ٶ�Խ�죬������ԽС�����������֯Խϸ��
2.3 ������ȴ�����е�������Ϊ
����JMatPro����ѧģ��������GH3044�Ͻ�ƽ��״̬�µ�����·�������˼��㣬���ܼ��⺸�ӹ������۳����̹�����һ����ƽ��Ĺ��̣���ƽ�������̿���Ϊȷ���۳����̹����ṩһ��ָ������ͼ6��֪��ƽ������״̬�ºϽ������ҪΪ�ð����壬���̹����������Ķ����������϶࣬�Ͻ�Һ���ߡ������ߵ��¶���1400 �����ң�M6C��̼�������Ե���1400 ����¶�����������˵��M6CΪ����γɵ�̼���
ͼ7��ʾΪ�Ͻ��ۺ�����EDS��ɨ�������������Կ�����ĸ�ĵ�����Ͻ�Ԫ�صĺ��ƫ��������δ�۲쵽�ڰ�����[7]��������ĸ��Ԫ�طֲ������ԽϺã�Ni��Cr��W��Mo��Ԫ����ĸ�ĺͺ������ķֲ�����һ�¡���ĸ�Ļ����ϣ��в��ְ�ɫ��״������������W��Cr�����ϸߣ�Ni�ĺ����ϸߣ���˻����ϵİ�ɫ����̼������ҪΪM33C6[29-30]����˵����������Ͻ�Ԫ�طֲ���ĸ�ĸ��Ӿ��ȡ�

ͼ5 ��ͬ��������GH3044�Ͻ⺸�ӽ�ͷ�����������֯
Fig. 5 Microstructures of laser welded GH3044 superalloy welds at different heat input
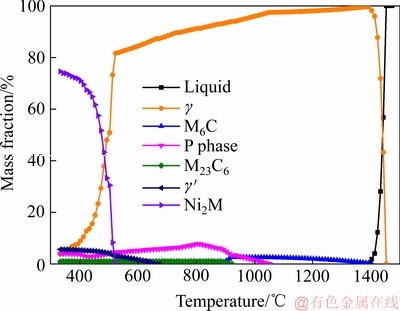
ͼ6 GH3044�Ͻ��ƽ������·��
Fig. 6 Equilibrium solidification path of GH3044 alloy
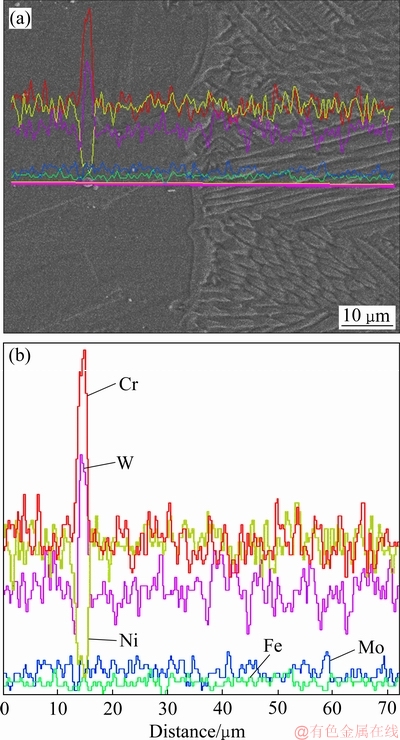
ͼ7 ��ͷ�ۺ��߸�������EDS��ɨ��������
Fig. 7 EDS line scanning analysis result of fusion line area of weld
ͼ8��ʾΪ�����в�������״���ǽṹ֦������EDS��ɨ���������Կ��������̺��ڣ�֦������֦�������ƫ��������֦������ҪΪ�ã�֦������ҪΪ����(��+M6C)������֦�������һЩ����״���ࡣͼ9��ʾΪ����״����ĸ߱�SEM�������㡢������[31-32]����Ni-Cr-WϵHaynes330�Ͻ���о������������̹����У������������࣬�����¶ȵĽ��ͣ�Cr��W��Mo��Ԫ���ڹ�Һ���渻��������L��(��+M6C)������Ӧ��M6C̼������һ�ֶ�Ԫ̼����ڸ��ºϽ������γɵ���Ҫ�Ͻ�Ԫ��ΪW��Mo��Ti�ȣ���Mo��������6%~8%(��������)���ߵȼ۵�W��������4%ʱ�����γ�M6C[31-32]������ͼ9�е�EDS���������֦�����ɫ����״ӦΪ����M6C��GH3044�ڼ��⺸���У�Һ̬�����������ٶȽϿ죬�Ͻ��ƫ�������������ǹ�����֯����������ijߴ綼�Ƚ�С���ֲ���Ϊ���ȡ�
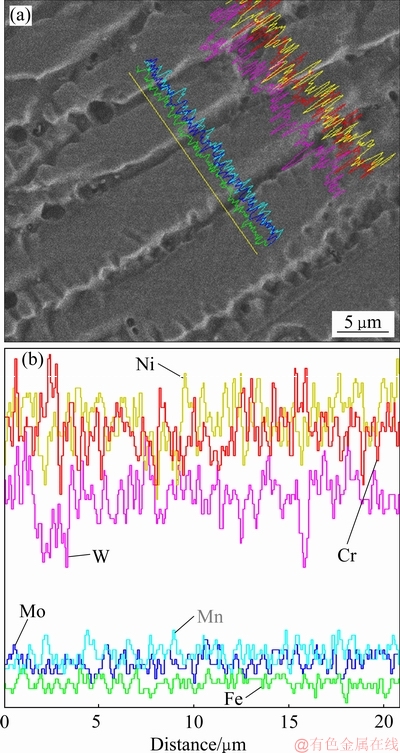
ͼ8 ��ͷ֦����ƫ��EDS��ɨ��������
Fig. 8 EDS line scanning analysis result of dendrites area of weld
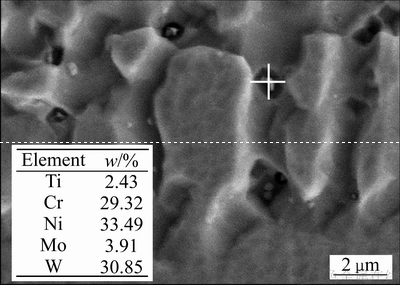
ͼ9 ֦������������ò���ɷַ���
Fig. 9 Precipitates in interdendritic area
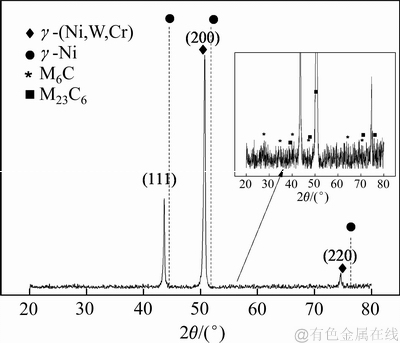
ͼ10 GH3044�Ͻ��ݽ���XRD��
Fig. 10 Longitudinal line XRD spectrum of GH3044 alloy weld
ͼ10��ʾΪGH3044�Ͻ���֯��XRD�ף����Կ�������̬��֯Ϊ�����������֯������ʾ����ǿ�ľ���ȡ���ԣ��� �������ƽ���ڳ����������������Ľ����Ͽɻ�� (111)�á�(300)�ú�(330)������������Ӧ������塣�Ͻ��е�W��CrԪ�ص�ԭ�Ӱ뾶���Ni�ϴ�W��Cr���Թ���Ϊ�����봿���İ�������������ȣ�����Ϊ���ơ����ڼ��⺸�ӿ������̹����еĸ��¶��ݶȣ�֦�������ƫ���̶ȼ�����������֯M6C̼����������ǿ����������֯��Ƚ���[33-34]�����̶ֳȸ��ͣ���֯�ľ����Ը��á��������ѧģ������Լ�XRD������ȷ�������ӹ�����GH3044�Ͻ���۳ص����̷�ʽ��ҪΪ��L���ã�L��(��+M6C)��
�������ƽ���ڳ����������������Ľ����Ͽɻ�� (111)�á�(300)�ú�(330)������������Ӧ������塣�Ͻ��е�W��CrԪ�ص�ԭ�Ӱ뾶���Ni�ϴ�W��Cr���Թ���Ϊ�����봿���İ�������������ȣ�����Ϊ���ơ����ڼ��⺸�ӿ������̹����еĸ��¶��ݶȣ�֦�������ƫ���̶ȼ�����������֯M6C̼����������ǿ����������֯��Ƚ���[33-34]�����̶ֳȸ��ͣ���֯�ľ����Ը��á��������ѧģ������Լ�XRD������ȷ�������ӹ�����GH3044�Ͻ���۳ص����̷�ʽ��ҪΪ��L���ã�L��(��+M6C)��
2.4 ���ӽ�ͷ����ѧ����
2.4.1 ���ӽ�ͷӲ�ȷ���
ͼ11��ʾΪ��ͬ���Ӳ�����GH3044���⺸�ӽ�ͷ���������в�λ��Ӳ�ȷֲ��������ͬ���Ӳ����µ�Ӳ�ȱ仯����һ�£�ĸ�ĵ�Ӳ��ԼΪ239HV���ң�����������Ӱ����Ӳ�ȱ�ĸ�ĵĸߡ������ٶȽ���ʱ������ϴɼ���ʱ��������Ӳ�Ƚ�С����Ϊ������ϴ�ʱ��������ҪΪ��״���ҳߴ�ϴ�������δ�����ᾧ���������ٶȽϿ�ʱ���������С����������λ���в��ֵ��ᾧ��������Ϊ���������̹����У������в��ϴ���������ʻᵼ��֦����Ĺ�����֯ϸ������λ��λ����ȱ���ܶ����ߣ���˺������ĵ�Ӳ������������Ӳ��ԼΪ275HV����˵�����Ӻ����ٶȣ���С���������ߺ���Ӳ�Ⱦ�����Ҫ���á�
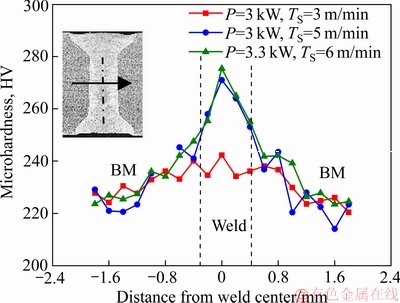
ͼ11 ��ͬ���Ӳ�����GH3044���⺸�ӽ�ͷӲ�ȷֲ�
Fig. 11 Hardness distribution of GH3044 laser welded joints at different welding parameters
2.4.2 ��������
ͼ12��ʾΪ��ͬ���Ӳ�����GH3044�Ͻ⺸��������������Ӧ��-Ӧ�����ߡ�����̬ĸ�ĵĿ���ǿ��Ϊ965 MPa���쳤��Ϊ68%�������ڽ�ͷ�Ŀ���ǿ�ȡ����ź����ٶȵ����ӣ��������С�����ӽ�ͷ�Ŀ���ǿ�������������ǿ��Ϊ868 MPa���쳤��Ϊ43%����������Ӳ�ȡ���֯��������ı仯����һ�¡�
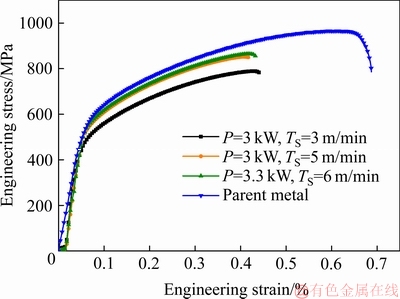
ͼ12 ��ͬ���Ӳ�����GH3044���⺸�ӽ�ͷ��Ӧ��-Ӧ������
Fig. 12 Stress-strain curves of GH3044 laser welded joints at different welding parameters
2.4.3 ���ξ����Է���
ͼ13��ʾΪP=3 kW��TS=5 m/minʱ���ӽ�ͷ����λ����Ͽ���òͼ��ͼ13(a)��ʾ�˺��ӽ�ͷ�������λ�ã�ͼ13(b)��ʾ�˺��ӽ�ͷ�������λ�ã��������±��澱����Ϊ���ԡ�����������µ�������������������λ�þ�Ϊ���죬����λ���غ������±�������ۺ��߹ᴩ�������졣ͼ13(c)��(d)��ʾΪ����Ͽ�SEM��ò��Ƭ���ɼ��Ͽڱ����Ϊƽ�����Ͽ�����������Ϊ���ԣ������غ����в�������չ�����ѣ��Ͽ��������Ϊ���Ѿۼ��͵Ĵ������ѡ����ں��ӽ�ͷ���쳤�ʽϴ�����Ϊ��������������е�Э���ԶԺ���Ķ�����Ϊ������ҪӰ�졣
Ϊ��һ������������Σ��Ժ��ӽ�ͷ����������������飬�趨���������쳤��Ϊ5 mm��Ӧ��Ϊ35%�����ֹͣ���죬��ȡ������������λ�ý��и�����������������Ժ���Ľ������ĵ���Ϊ�����IJο������ν����ͼ14��ʾ�������Ƚϵ�λ��Ϊͬһλ�ñ���ǰ������λ�á�ͼ14(a)��ʾΪδ��������������棬ͼ14(b)��ʾΪ����Ӧ��35%��ĺ�����棬ͼ14(c)��ʾΪ��������ǰ��������Ա�ͼ��
ͼ15��ʾΪ�����ش�ֱ�����췽���λ�����������Ӧ��仯ʾ��ͼ���������(�����췽��)����������˲�����ı������ϴ���λ��Ӧ�����35%���ں���ײ���������Ӧ���С����Ҫԭ����һ��������֮ǰ���ۺ����ڸô������ʽϴ��ҳʡ���״�����������������к�����ĸ�ĵIJ��쵼���˺��������Ӧ�����У���һ���溸����֯����ò�IJ������ԣ���ʹ�˲�ͬλ�ñ��εIJ����ԡ��ں�������ϣ��ۺ���б�ʱ仯�ϴ������(ͼ14(a)λ��1��λ��3)��Ӧ��ı仯Ҳ�ϴ��첻ͬ����ͬλ�õ�Ӧ��ͱ������仯��������һ�¡�
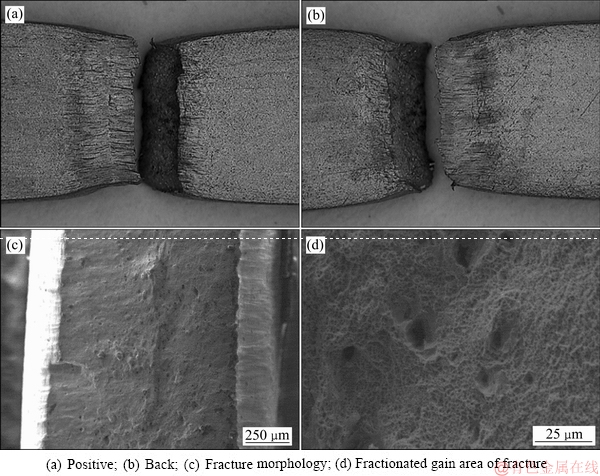
ͼ13 P=3 kW, TS=5 m/minʱ���ӽ�ͷ����λ����Ͽ���ò
Fig. 13 Fracture location and fracture morphology of welded joint at P=3 kW, TS=5 m/min
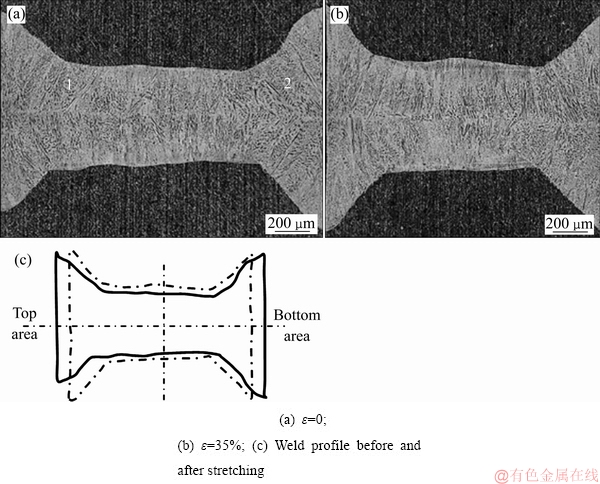
ͼ14 P=3 kW, TS=5 m/min���ӽ�ͷ���������
Fig. 14 Tensile deformation of welded joint at P=3 kW, TS=5 m/min

ͼ15 ���첻ͬλ�õı�����Ӧ��
Fig. 15 Deformation and strain at different positions of weld
ͼ16��ʾΪ������治ͬ����֦����֯�����������������������ʾ��ͼ�������в������֦��ȡ������Ӧ����ķ������һ�£��������������֦��ȡ������Ӧ������һ���ļнǣ�Խ�������¶���н�Խ������ԼΪ34�����ҡ�����������У������в�Ӧ������֦����[100]�������ƽ�У�����������{111}�н�����������Ա��Ρ�Խ���������棬Ӧ������֦����[100]�н�Խ������������{111}�нDZ�С���������ڻ��Ƶķ��������ԣ���������������ϣ�Խ�������±�������������Ӧ��Ҳ��Խ���⣬�����������ϣ��ۺ���б�ʱ仯�ϴ�IJ�ͬ����Ӧ�����Ҳ�ϴ���˵��������֯�IJ������ԣ�������ò�IJ�������Ҳ�����˱��εIJ����ԡ���ˣ�������֯�IJ������Ժͺ�����ò�IJ������Ծ���Ӱ�캸��ķǾ��ȱ��Σ����½�ͷ��ѧ�����½���

ͼ16 ���������֯������ʾ��ͼ
Fig. 16 Microstructure and stress analysis of weld section
3 ����
1) GH3044�Ͻ⺸�ӽ�ͷ��������ҪΪ���ᾧ����״������״������״���ĺ��������֯��Ҫ�ɦ�����塢����(��+M6C)��ɣ���������֯���ɾ��������á���Ӱ������֦�������������ԣ���֯�����ȶ��ԽϺá�
2) �����ٶ�Խ��ʱ������ԽС�������в�������֯�������ٶ�Ҳ��Խ�죬������֯��ϸ������Ӳ�ȡ�ǿ�ȱ����������Ӳ�Ⱦ�����ĸ�ĵ�Ӳ�ȣ����غ������ĵ��ۺ����������͡�
3) GH3044���⺸�ӽ�ͷ�Ŀ���ǿ�����쳤�ʾ�С������̬ĸ�ĵģ���������������и�������εIJ�Э���ǵ��½�ͷ��������Ҫԭ����������λ��Ϊ�������Ͽ���òΪ����״�����ԶϿڡ�
REFERENCES
[1] ����ͤ. ���ºϽ����ѧ[M]. ����: ��ѧ������, 2010: 470-475.
GUO Jian-ting. Materials science and engineering for superalloys[M]. Beijing: Science Press, 2010: 470-475.
[2] LEE H J, KIM H, KIM D, JANG C. Microstructure evolution of a Ni-Cr-W superalloy during long-term aging at high temperatures[J]. Materials Characterization, 2015, 106: 283-391.
[3] ������д��. ���ղ����ֲ�[M]. ����: ������ҵ������, 1972: 203-213.
Editorial Board. Aviation materials handbook[M]. Beijing: National Defense Industry Press, 1972: 203-213.
[4] LIU Y, HU R, LI J, KOU H, LI H. FU H Z. Hot working characteristic of as-cast and homogenized Ni-Cr-W superalloy[J]. Materials Science & Engineering A, 2009, 508(1/2): 141-147.
[5] TAWANCY H M. High temperature creep behaviour of an Ni-Cr-W-B alloy[J]. Journal of Materials Science, 1992, 27(23): 6481-6489.
[6] ZHENG L, GU C Q, ZHENG Y R. Investigation of the solidification behavior of a new Ru-containing cast Ni-base superalloy with high W content[J]. Scripta Materialia, 2004, 50(4): 435-439.
[7] �� ��, ������, ������, л����. GH3044�Ͻ���ƫ����Ϊ�����̹�����Ԫ��ƫ�������о�[J]. ϡ�н��������빤��, 2006, 35(9): 1408-1411.
WANG Ling, DONG Xin-jian, TIAN Yu-liang, XIE Xi-shan. The Investigation of macrosegregation behavior and microsegregation of alloy elements in GH3044[J]. Rare Metal Materials and Engineering, 2006, 35(9): 1408-1411.
[8] ���ٻ�, ������, ���ճ�, �� ��. ���������������Ͻ�AA8009Nd:YAG���⺸��[J]. ����ѧ��, 2007, 28(9): 217-222.
DING Rong-hui, LI Wen-xian, WANG Ri-chu, YU Kun. Rapid solidified heat-resistant aluminum alloy AA8009 by CO3 laser welding[J]. Transactions of the China Welding Institution, 2007, 28(9): 217-222.
[9] �� ˧, �ⶬ��, ����, ��˼��, ������, �� ƽ, �ⶫ��. Hastelloy C-276���弤�⺸�ӽ�ͷƣ������[J]. �й���ɫ����ѧ��, 2016, 26(12): 2555-2556.
LIU Shuai, WU Dong-dong, CHAI Dong-sheng, ZHOU Si-yu, MA Guang-yi, ZHOU Ping, WU Dong-jiang. Fatigue property of laser welded joints of Hastelloy C-276 thin sheet[J]. The Chinese Journal of Nonferrous Metals, 2016, 26(12): 2555-2556.
[10] ����ϼ. �������ºϽ⺸�ӽ�ͷ��֯����ѧ�����о�[J]. Ӧ�ü���, 2015, 35(2): 192-195.
SHEN Li-xia. Research on microstructure and mechanical properties of laser welded joint in nickel-based superalloy[J]. Applied Laser, 2015, 35(2): 192-195.
[11] LI G, HUANG J, WU Y. An investigation on microstructure and properties of dissimilar welded Inconel 635 and SUS 304 using high-power CO 3, laser[J]. International Journal of Advanced Manufacturing Technology, 2015, 76(5/8): 1203-1214.
[12] �Ŷ�÷, ����, ������, ���ĺ�. Inconel 718���⺸�ӽ�ͷ��֯����Ӱ���������о�[J]. ���ϵ���, 2016, 30(8): 96-99.
ZHANG Dong-mei, CUI Hai-chao, YANG Shang-lei, TUO Wen-hai. Microstructures and microfissuring in the HAZ of Inconel 718 welds by laser welding[J]. Material Review, 2016, 30(8): 96-99.
[13] ������, �� ��, ̴����, �� ΰ, ����Ⱥ. GH99���ºϽ��κ�C�μ��⺸�ӶԱ��о�[J]. �й�����, 2014(8): 72-79.
LIU Chun-yan, MA Rui, TAN Cai-wang, GUO Wei, LI Li-qun. Comparison of ring formand C-form laser welding for GH99 superalloy[J]. Chinese Journal of Lasers, 2014(8): 72-79.
[14] �ܽ���, �� ��, �Ժ���, �� Ң, �� ��. HAYNES 230���⺸�ӽ�ͷ���ܼ����ܻ����о�[C]//�ڶ�ʮ��ȫ������ѧ���������ļ�. ����: ���������������, 2015.
XIONG Jian-kun, LIU Yue, ZHAO Hai-yan, WANG Yao, XU Jian. Study on properties and solid solution mechanism of HAYNES 230 laser welded joint[C]//Twentieth National Symposium on Welding. Lanzhou: Heilongjiang People��s Publishing House, 2015.
[15] �� ��, �ܽ���, �Ժ���, �� ��. Hastelloy X��Haynes230���⺸��ͷ����֯����[J]. ����ѧ��, 2017, 38(8): 82-86.
LIU Yue, XIONG Jian-kun, ZHAO Hai-yan, ZHONG Jie. Microstructure of laser-welded Hastelloy X and laser-welded Haynes 230[J]. Transactions of the China Welding Institution, 2017, 38(8): 82-86.
[16] LI S, CHEN G, ZHOU C. Effects of welding parameters on weld geometry during high-power laser welding of thick plate[J]. International Journal of Advanced Manufacturing Technology, 2015, 79(1/4): 177-182.
[17] ���ij�, ½��ƽ, �����, ������. ��������Ԫ���Ժ����۳�Marangoni�������۳���òӰ�����ֵģ��[J]. ����ѧ��, 2008, 44(2): 249-256.
DONG Wen-chao, LU Shan-ping, LI Dian-zhong, LI Yi-yi. Numerical simulation of effects of the minor active-element oxygen on the Marangoni convection and the weld shape[J]. Acta Metallurgica Sinica, 2008, 44(2): 249-256.
[18] �ڱ���, ��־��, ���Ӳ�, ������, ���彭, ����. TC17�ѺϽ���������ӽ�ͷ������֯����ѧ�����о�[J]. ����ѧ��, 2016, 53(7): 831-841.
YU Bing-bing, CHEN Zhi-yong, ZHAO Zi-bo, LIU Jian-rong, WANG Qing-jiang, LI Jin-wei. Microstructure and mechanical properties of electron beam weldment of titanium alloy TC17[J]. Acta Metallurgica Sinica, 2016, 53(7): 831-841.
[19] ������, �� ��, �� ƽ, ������, ��Ϊ��. Inconel 601�������ºϽ⺸���������֯[J]. �й���ɫ����ѧ��, 2015, 25(8): 2099-2107.
AO San-san, LUO Zhen, DAN Ping, BU Xian-zheng, LIU Wei-dong. Microstructure of Inconel 601 nickel-based superalloy laser welded joint[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(8): 2099-2107.
[20] MORADI M, GHOREISHI M. Influences of laser welding parameters on the geometric profile of Ni-base superalloy Rene 80 Weld-bead[J]. International Journal of Advanced Manufacturing Technology, 2011, 55(1/4): 205-215.
[21] ZHANG M, CHEN G, ZHOU Y, LIAO S. Optimization of deep penetration laser welding of thick stainless steel with a 10 kW fiber laser[J]. Materials & Design, 2014, 53(1): 568-576.
[22] �ܹ���, ����Ӫ, �� ��, ����Ȼ, ������. �ߴ�ЧӦ��Al������������Ϊ��Ӱ��[J]. ����ѧ��, 2013, 61(6): 383-390.
ZHOU Guo-rong, TENG Xin-ying, WANG Yan, GENG Hao-ruan, XU Pu-ning. Size effect on the freezing behavior of aluminum nanowires[J]. Acta Physica Sinica, 2013, 61(6): 383-390.
[23] PARKER A R, LAWRENCE C R. Water capture by a desert beetle[J]. Nature, 2001, 414(6859): 33-34.
[24] ������, ������. ëϸ��ѧ[M]. ����: ��ѧ������, 2010: 83-85.
GAO Shi-qiao, LIU Hai-peng. Capillary mechanics[M]. Beijing: Science Press, 2010: 83-85.
[25] �� ��, �ŷ, �� ��, ������. ������ٳ��ι�����316L���������֯���ݱ�[J]. ����ѧ��, 2006, 42(4): 361-368.
LIN Xin, YANG Hai-ou, CHEN Jing, HUANG Wei-dong. Microstructure evolution of 316L stainless steel during laser rapid forming[J]. Acta Metallurgica Sinica, 2006, 42(4): 361-368.
[26] ������, ϯ����, ʯ����, �� ��. ������ٳ���316L����ֵ���֯������[J]. ϡ�н��������빤��, 2002, 31(2): 103-105.
ZHANG Yong-zhong, XI Ming-zhe, SHI Li-kai, CHENG Jing. Microstructure and properties of 316L stainless steel fabricated by laser direct forming[J]. Rare Metal Materials and Engineering, 2002, 31(2): 103-105.
[27] KOU S. Welding metallurgy[M]. New Jersey: Wiley, 2003: 154-155.
[28] ���ϻ�, �� ��, �� ��, ������, �ع㺣, ����־. Haynes330���ºϽ�ľ�̬�ٽᾧ����ѧ[J]. ���ղ���ѧ��, 2011, 31(2): 8-12.
PENG Cong-hui, CHANG Hui, HU Rui, FAN Jiang-kun, BO Guang-hai, FU Zhi-heng. Static recrystallization kinetics of Haynes330 superalloy[J]. Journal of Aeronautical Materials, 2011, 31(2): 8-12.
[29] JIANG L, HU R, KOU H, KOU Hong-chao, LI Jin-shan, BAI Guang-hai, FU Heng-zhi. The effect of M33C6 carbides on the formation of grain boundary serrations in a wrought Ni-based superalloy[J]. Materials Science & Engineering A, 2012, 536(1): 37-44.
[30] HAN Y, XUE X, ZHANG T, ZHANG Tie-bang, HU Rui, LI Jin-shan. Grain boundary character correlated carbide precipitation and mechanical properties of Ni-20Cr-18W-1Mo superalloy[J]. Materials Science & Engineering A, 2016, 667: 391-401.
[31] ��ΰ��. �ܻ����ºϽ�̼�����ݱ估��������о�[D]. �Ϸ�: �й���ѧ������ѧ, 2017.
GUI Wei-min. Study on carbide evolution and related properties of cobalt-base superalloys[D]. Hefei: University of Science and Technology of China, 2017.
[32] SIMS C T. A contemporary view of cobalt-base alloys[J]. Journal of Metals, 1969, 21(12): 27-42.
[33] �� ��, �� ��, �� ��, ���ɽ, �ܺ곬, κ ��, ����־. Haynes230�Ͻ������ľ��Ȼ������о�[J]. ϡ�н��������빤��, 2008, 37(7): 1285-1290.
LIU Yi, HU Rui, HU Min, LI Jin-shan, KOU Hong-chao, WEI Fang, FU Zhi-heng. Microsegregation and homogenization treatment of Haynes230 ingot[J]. Rare Metal Materials and Engineering, 2008, 37(7): 1285-1290.
[34] �� ��, ���ɽ, �� ��, �� ��, �ܺ곬, ����־. Haynes230�Ͻ����̹����е���估Ԫ��ƫ��[J]. ϡ�н��������빤��, 2008, 37(5): 848-850.
HU Min, LI Jin-shan, HU Rui, LIU Yi, KOU Hong-chao, WEI Fang, FU Zhi-heng. Phase transformation and element segregation during solidification for as-cast Haynes230 superalloy[J]. Rare Metal Materials and Engineering, 2008, 37(5): 848-850.
Microstructure and deformation uniformity of GH3044 alloy joints by laser beam welding
WANG Xiao-guang, LIU Fen-cheng, ZHOU Bao-sheng
(School of Aeronautical Manufacturing Engineering, Nanchang Hangkong University, Nanchang 330063, China)
Abstract: GH3044 superalloy was welded by the fiber laser. The weld morphology, microstructure, mechanical properties and the solidification process were investigated. The results show that with the increase of heat input, the area of the cross section of the weld increases gradually. It can also be seen that the upper and lower welds are larger columnar crystals. The columnar crystal size is smaller in the middle of the weld, and the area near the fusion line is fine dendrite. Furthermore there are equiaxed grains in the center of the weld when the heat input is reduced. It is also found that the microstructure constitution of the weld is mainly �� phase, eutectic (��+M6C) phase. EDS analysis shows that the microsegregation of the alloy elements is weak. The microstructure of the heat affected zone near the fusion line is small, but the hardness of the weld and heat affected zone is higher than that of the parent material and the joint. With the decrease of heat input, the hardness and tensile strength of the welded joint increase gradually, the tensile strength is 865 MPa, and the elongation is 43%.
Key words: GH3044 superalloy; laser welding; solidification process; microstructure; mechanical properties
Foundation item: Project(51565041) supported by the National Natural Science Foundation of China; Project (20171BAB206004) supported by the Natural Science Foundation of Jiangxi Province, China; Project(GJJ170581) supported by Science and Technology Project of Education Ministry of Jiangxi Province, China
Received date: 2018-07-12; Accepted date: 2019-03-11
Corresponding author: LIU Fen-cheng; Tel: +86-791-83863038; E-mail: fencheng999@163.com
(�༭ �� ��)
������Ŀ��������Ȼ��ѧ����������Ŀ(51565041)������ʡ��Ȼ��ѧ����������Ŀ(20171BAB206004)������ʡ������������Ŀ(GJJ170581)
�ո����ڣ�2018-07-12�������ڣ�2019-03-11
ͨ�����ߣ����ܳɣ������ڣ���ʿ���绰��0791-83863028��E-mail��fencheng999@163.com
ժ Ҫ����GH3044���ºϽ���й��˼������ۺ��Խ�ʵ�飬���OM��SEM��EDS��XRD��Ԥ������εȷ��������о����ӽ�ͷ�ĺ�����ò����֯�仯��������ѧ���ܣ����ۺ�������������̹����е���估Ԫ��ƫ�����������������������ӻᵼ���ۻ��Ľ��������ӣ��۳ص�Marangoni����ЧӦ�����ԣ���������ϲ����²�����Ϊ�ִ����״�����в�����Ϊ�ߴ��С����״�����ۺ��߿������츽������ΪϸС��֦�����������Сʱ���������������е��ᾧ���ɣ�������֯��ҪΪ���ࡢ����(��+M6C)�࣬EDS���������Ͻ�Ԫ�ص���ƫ�������������ۺ��ߵ���Ӱ������֯�仯��С�������졢��Ӱ������Ӳ�Ⱦ�����ĸ�ĵģ�����������ļ�С�����ӽ�ͷ��Ӳ�ȡ�����ǿ����������ǿ�����Ϊ865 MPa���쳤��Ϊ43%��
[1] ����ͤ. ���ºϽ����ѧ[M]. ����: ��ѧ������, 2010: 470-475.
[3] ������д��. ���ղ����ֲ�[M]. ����: ������ҵ������, 1972: 203-213.
[10] ����ϼ. �������ºϽ⺸�ӽ�ͷ��֯����ѧ�����о�[J]. Ӧ�ü���, 2015, 35(2): 192-195.
[13] ������, �� ��, ̴����, �� ΰ, ����Ⱥ. GH99���ºϽ��κ�C�μ��⺸�ӶԱ��о�[J]. �й�����, 2014(8): 72-79.
[23] PARKER A R, LAWRENCE C R. Water capture by a desert beetle[J]. Nature, 2001, 414(6859): 33-34.
[24] ������, ������. ëϸ��ѧ[M]. ����: ��ѧ������, 2010: 83-85.
GAO Shi-qiao, LIU Hai-peng. Capillary mechanics[M]. Beijing: Science Press, 2010: 83-85.
[27] KOU S. Welding metallurgy[M]. New Jersey: Wiley, 2003: 154-155.
[31] ��ΰ��. �ܻ����ºϽ�̼�����ݱ估��������о�[D]. �Ϸ�: �й���ѧ������ѧ, 2017.
[32] SIMS C T. A contemporary view of cobalt-base alloys[J]. Journal of Metals, 1969, 21(12): 27-42.
