
���±�ţ�1004-0609(2007)12-1936-07
��������仯�����
ͭ��Sn-3.0Ag-0.5Cu��������������ܵ�Ӱ��
�Ϲ���1��Τϰ��1, 2���� ��2, 3������Ӱ2, 3
(1. �Ϻ���ѧ ���Ͽ�ѧ�빤��ѧԺ, �Ϻ� 200072��
2. �Ϻ���ѧ ��������ϵͳ���ɼ������� ������ʾ������Ӧ�ü��ɽ������ص�ʵ����, �Ϻ� 200072��
3. SMIT Center, Chalmers University of Technology, 412-96 G?teborg, Sweden)
ժ Ҫ��
�о���Cu/Sn-3.0Ag-0.5Cu/Cu������(150��1)��ʱЧ�¶��£�0~1 000 h��ͬʱ��ʱЧ���������������Լ���������仯����(IMC)����֯��̬�ͳɷ֡��������������ʱЧʱ����ӳ�����������ǿ�Ƚ��ͣ����������Ҫ������Solder/IMC�����/��IMC/IMC���棬���ҶϿ���ò��������״�Ͽ�Ϊ��������ʹ��ԶϿ�ת�䡣SEM�о����֣�ʱЧ�����н���IMC���ϳ���������״���״��Cu/Solder�������IJ�������ʱЧ1 000 h�ĺ�����IMC�ֲ����ԡ��뺸��ṹΪCu/Cu3Sn/Cu6Sn5/Solder��ͬʱ���ڿ���ͭ�����IMC����Kirkendall�ն����ڡ�
�ؼ��ʣ�
�����仯������Cu/Sn-3.0Ag-0.5Cu/Cu������������������ṹ���¿ϴ������
��ͼ����ţ�TG 146���� ���ױ�ʶ�룺A
Effects of interfacial IMC on tensile fracture behavior of Sn-3.0Ag-0.5Cu solder joints on copper substrates
JU Guo-kui1, WEI Xi-cheng1, 2, SUN Peng2, 3, LIU Johan2, 3
(1. School of Materials Science and Engineering, Shanghai University, Shanghai 200072, China;
2. Key Laboratory of New Displays and System Integration, Ministry of Education,
Sino-Swedish Microsystem Integration Technology (SMIT) Centre, Shanghai University, Shanghai 200072, China;
3. SMIT Center, Chalmers University of Technology, 412-96 G?teborg, Sweden)
Abstract: The tensile fracture behavior and the intermetallic compound��s(IMC��s) morphology and composition at the interface of Cu/Sn-3.0Ag-0.5Cu/Cu solder joint specimens after aging at (150��1)�� for 0-1 000 h were studied. The results show that, with the increasing aging time, the tensile fracture strength of the solder joints decreases and the crack initiates mostly at the interfaces between the solder and IMC layer or/and IMC and IMC layer. The morphology of fracture surface changes from dimple-like to cleavage-like surfaces. SEM analysis indicates that the needle-like or block-like interfacial IMC forms at the interface of Cu/solder and grows into the solder matrix. After being aged for 1 000 h, the obvious IMC multilayer structure is observed, which is defined as Cu/Cu3Sn/Cu6Sn5/solder structure for the half-joints. Moreover, the Kirkendall voids can be observed in the multilayer structure close to the copper substrate. These voids are possibly one of the factors of the tensile fracture mechanism.
Key words: intermetallic compound (IMC); Cu/Sn-3.0Ag-0.5Cu/Cu joint; tensile fracture; multilayer structure; Kirkendall void
���ӷ�װ�����У���������IMC(intermetallic compound)���γɻ����Ǻ���ʱҺ̬�����뺸�̵Ļ�ѧұ��Ӧ������ʱIMC���ݱ������Ԫ�صĹ�̬��ɢ[1]��Sn-3.0Ag-0.5Cu���ϵ��۵㼰Sn����������Sn-37Pb���ϣ�������ʱ�ϸߵķ�ֵ�¶ȵ���Cu��Ni��UBM(under bump metallization)������Ǧ�����е��ܽ�������ߣ������������γɴ���IMC[2-4]����������ֲ�ͬ��IMC�ijɷ֡���Ԫ�ͽṹ���ᷢ����Ӧ�ı䣬���磬��Cu/SnAgCu������γ�Cu6Sn5��Cu3Sn[5-6]����Cu-Ni(P)/Solder������γ�Ni3Sn4��[7]����T/Tm��0.5(TΪʱЧ�¶ȣ�TmΪ�����۵�)ʱ��������Cu������Ԫ�ػ���ɢ���ü�ǿ�����½���IMC�Ľ�һ������[8]��Sn-3.0Ag-0.5Cu���۵�Ϊ223 �棬�������洢��ʹ�ù�����(T/Tm=300 K/500 K=0.6��0.5)����IMC����Ի���ʱ����ӳ����������ӡ�
�о�����[9-11]���������������ǿ���ܴ�̶���ȡ���ں��ӹ����к��Ϻͺ��̱���ұ��Ӧ�����ɵ�IMC��������IMC�뺸�ϱ�����������ʲ��죬����̬����С����ȵȶ���Ӱ�캸��ı���Э���ԣ���еӦ������Ӧ������ں�������桢���̽��桢����ȱ��(��ն�)��Kirkendall�������洦�γ�Ӧ�����У�������չ�γ����ƣ�ʹ������������ƣ�������½������յ��º���ɿ��Խ����������ڶ� ��[12]����ˣ���������IMC�о�һֱ�ǵ��Ӳ�Ʒ��װ�ɿ����о��ص��ע�����⡣
Ŀǰ�о���еƣ�������º���ɿ��Եķ�����Ҫ�Dz��ü���ʵ�飬����������Ħ�������ƻ��˺�����ѱ���[13]������ú�����ѻ�������ʵ��Ϣ�������������ʵ��ķ������ɻ�ÿɿ��Ľ�����ǿ�����ݺ�����������������Ͽ���ò������������������������淽���Ӧ���ֲ����ȣ����ϡ����̡����������״̬һ�£�ʧЧ�������ں����������������ȷ�ж�ʧЧ������Ӱ�캸��ɿ��Ե����ء�
���������ڹ�ҵ��(99.9��)��ͭ���Ķ������� Sn-3.0Ag-0.5Cu�����Ƴɺ��㣬Ȼ�����150 ���ʱЧ�¶��¾���ͬʱЧʱ�䴦����ĺ����������ʵ�飬�о�����IMC�Ժ����������ǿ�ȼ����ѻ�����Ӱ�죬Ϊ��Ǧ����Ŀɿ����о��ṩʵ�������
1 ʵ��
ʵ����ù�ҵ��(99.9%)��ͭ���������ȡ�Ƴ� d 6 mm��50 mm��������������Һ��ȥ���������㡣Sn-3.0Ag-0.5Cu��״���ϲ��÷���Avantec������˾��Ʒ���������и��d 6 mm��4 mm�ı�Ƭ��Ȼ��ͭ���ͺ���Ƭ(Ϳ���¹�������KesterRTacky soldering flux)װ�����������Ƶ�ģ�⺸��ƽ̨�ϣ�����5 min(��(250��5))�汣��Լ1 min)����¯���������¡�ͼ1��ʾΪ�Ʊ�������ԭ�͡�

ͼ1 �Ʊ���Cu/Sn-3.0Ag-0.5Cu/Cu������Ƭ
Fig.1 Image of prepared Cu/Sn-3.0Ag-0.5Cu/Cu sample
ʱЧʵ������JREDEC(Joint Electron Device Engineering Council) 2004��11�·�����High Temperature Storage Life��(JESD22-A103C)�����Ƴɵ�������150 ��(���ȡ�1 ��)�·ֱ�ʱЧ24��168��500��1 000 h��ÿ��ʱЧʱ��4������(�����ƽ�������ȷֱ�Ϊ��0 h��1.54 mm��24 h��1.48 mm��168 h��1.53 mm��500 h��1.54 mm��1 000 h��1.50 mm��)������ʵ����CMT5305����������������ʵ����Ͻ��У���������0.02 mm/s������ѵ���������Ƕ�Ƴɽ���������еĥ�����Ⲣ��94%C2H5OH+ 4%HNO3+2%HCl (�������)��ʴ����Hitachi S-570 ɨ��羵(SEM)��������Ͽ���ò�ͽ����IMC����SEM������EDAX-phoenix���IMC�ijɷֺ�Ԫ�ص���ɢ�ֲ���
2 ���������
2.1 ʱЧ��Cu/Sn-3.0Ag-0.5Cu Solder��������ǿ�ȵ�Ӱ��
ͼ2��ʾΪ��150 �棬����ͬʱЧʱ��������ǿ�ȡ���ͼ2���Կ��������������ǿ������ʱЧʱ����ӳ����½�����ָ����ϵΪ��=24.2+36exp(-t/180)��ʱЧ400 hǰ�ĺ�����ǿ���½�������������400 h������ǿ�ȵĽ�������ƽ��������IMC�������������Ǻϡ�������֪��һ���溸������γɵ�IMC��֤�˺����뺸�̵Ŀɿ����ӣ���������ɢ�ֲ���СIMC���Ը��ƺ��ϵ�����ƣ�Ϳ����������ȱ�״IMCҲ�����ڸ��ƺ����뺸�̵�����ǿ�ȣ���һ���棬����ִ��IMC�ڽ���ʽϺ�IJ�״�ֲ���ή�ͽ������ѧЭ���ԣ�����ѭ�������������½������ڲ���Ӧ�����У�����IMC�뺸�Ͻ����ۻ�ȱ�ݣ������˽���ǿ�ȣ����յ��¶���ʧЧ[14]����ˣ��ں�������ϵ�IMC����ʵ���������ߺ���ɿ��ԣ���IMC�Ĺ���������Ժ���ɿ��Բ�����

ͼ2 ��������ǿ����ʱЧʱ��Ĺ�ϵ
Fig.2 Tensile strength as function of aging time
2.2 ��ͬʱЧʱ���ĶϿ���ò
����Ķ���ʧЧģʽ��Ҫȡ���ں���ṹ�ͺ�������֯�������Ƶ��γ�������;���ܺ���ṹ�����ϳɷ֡������Լ�����ģʽ��Ӧ��״̬�����ص�Ӱ�졣���ں��Ϻͻ�����IMC�����˽��棬�����ڶ�ʱʱЧ����ƻ������ڽ��濿����һ�ࡣRzerhard ��[15]ͨ������Ԫģ���CSP������Ӧ��Ӧ����з������֣�����ͨ�������ں����ڲ�IMC�뺸���γɵĽ��洦�������ڲ��ӽ�IMC�߽紦�Լ�IMC���ڲ���
ͼ3��ʾΪ��ͬʱ��ʱЧ�������Ͽ���ò�� ʱЧ24 h��ĶϿ��Ͽɼ������ĺ�����Χ�ֲ��Ŵ��������ѣ�ֻ�в��ֶϿڱȽ�ƽ����˵����ʱʱЧ��������ɢ�ֲ���IMC������������ǿ����Ľ��ǿ�ȣ�������Ҫ������IMC/solder���棻ʱЧ168 h������״�Ͽ����Լ��٣�ƽ���Ͽ������࣬���ھ��紦�ֲ����������ຸ�ϣ���IMC/solder�Ľ���Ķ��Ѻ�IMC/IMC����Ķ��Ѳ��棻��ʱЧʱ��ﵽ500 h��ƽ���Ľ����Ͽڿ�ʼռ��������λ���ͶϺۼ����٣�ʱЧ1 000 h�ĺ���Ͽ��ϴ�ϻ����������������棬�Ͷ�������ȫ��ʧ������ʱЧʱ����ӳ�����IMC�Ĺ����������������ض��˺��������ǿ�ȣ��������������ȫ�������������IMC/IMC���档

ͼ3 ��ͬʱЧʱ���ĶϿ���ò
Fig.3 Morphologies of fracture surface after different aging time: (a) 24 h; (b) 168 h; (c) 500 h; (d) 1 000 h
��ˣ�����ʱЧʱ����ӳ�����������ǿ�����ͣ����������Solder/IMC����ת��IMC/IMC���棬���ѷ�ʽ�����Զ���ת��Ϊ�˴��Զ��ѡ�
2.3 ��������SEM����
2.3.1 ����IMC����֯��ɷ�
ͼ4 (a)��(b)��ʾ�ֱ�Ϊ150 ����Sn-3.0Ag-0.5Cu����ʱЧ0 h��24 h��Ľ���SEM��Ƭ��ֱ��CD��ʾCu/IMC���档24 hʱЧ��������IMCƽ��������Ժ���δʱЧ����������Cu/Solder����ʲ�������״�����ڲ�����ͼ4(c)��ʾΪE���EDS�塣
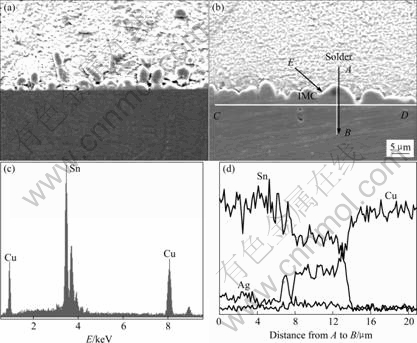
ͼ4 �����ʱ��ʱЧ��0 h��SEM��(a)��24 h��SEM��(b)��E��ɷַ�(c)����AB�ߵijɷֲַ�(d)
Fig.4 SEM image after aging for 0 h (a)�� SEM image after aging for 24 h (b)�� element apices of point E (c) and line scan profiles along line AB (d) after short time aging
��ͼ4���Կ�����E��IMC�����Ԫ��ΪCu��Sn����ԭ�ӱ�Ϊ59.0?41.0���ɷֽӽ�Cu6Sn5�ࡣͼ4(d)��ʾΪ��ֱ��AB�������ɨ������Cu��Sn�ɷ���AB�߳������ηֲ�����Solder/Cu������IMC��ȶ�Ӧ���ֵ�Cu�����Ը��ں����ڲ�����Sn����Ⱥ����ڲ��ĵ͡���˵��Cuԭ�Ӵ�����Cu���������ڲ���ɢ����IMC�����������Ũ���ݶ�һ�£������Cuԭ�ӵ���ɢ���ԣ�Snԭ�ӵķֲ�ǡ���෴����IMC���е�Snԭ���������ں����IJ����������IJ���IMC֮���Sn���Ը����IJ���˵��Snԭ����Cuԭ�����ڲ���ɢʱ��Snԭ��Ҳ���IJ���ɢ������һ�����Ե�������ɢ����ΪCuԭ����Snԭ�ӽ���γ�Cu6Sn5ʱ���������Sn�������IJ������о������ʵ�ʵ�SnAgCu��������IMC����̬����Ⱥ���֯��ò�ͳɷ־���ȫ��ͬ[10]��˵����ģ�⺸��ķ�����ȫ�ܹ���ʵ�ط�ӳʵ�ʺ��㡣
ͼ5(a)��ʾΪ����ʱЧ500 h��Ľ���SEM��ͼ5(b)��ʾΪ���Ӧ��3��Ԫ����ɨ�裬ͼ5(c)��ʾΪͼ5(a)��F���EDS��������ͼ��������ؿ����ں��ϻ���ľ��紦�кܶ�ϸС�Ŀ��������ͼ5(c)����ɷֽӽ�Ag3Sn�࣬���ҷ��ִ˴���Ϊ�ؾ����ѻ�������ѡ���ͼ5(b)�еĿ����ֲ����������Եؿ���Ag�ĸ�����Sn��ƫ����ͬʱ�ں�����Cu����Ľ��渻����һ�㱡����CuԪ�أ�˵���˴˴�����Sn-Cu�����

ͼ5 ����500 hʱЧ��SEM��(a)����ɨ��(b)����������F�ijɷַ�(c)
Fig.5 SEM image (a), element distribution map (b) and element apices of suspended grain F (c) after aging for 500 h
��Sn-Ag-Cu�Ͻ��У�����Ag�ɽ��ͺ��ϵ��۵㣬ͬʱ�ɸ��ƺ��ϵ���ʪ�Լ�������ǿ�ȡ���Ag��Sn�ᷴӦ������ͼ5��ʾ�Ŀ���״����״Ag3Sn������Ag�������ӣ�Ag3Sn��ϸ�����Ͻ�ǿ����ߣ���Ag����Ϊ3.5%(������)ʱ��ǿ�ȴﵽ��ߡ���Ag ��������3.5%������Ag�����Ľ�һ�����ӣ�Ag3Sn����Ƭ״���������շ����ϻ���Ŀ���[16]������ͨ���Ӻ����ڲ�����Ag3Sn�뺸�ϵĽ�����չ�������ؾ����ѡ��������Ag3Sn����������ǿ��û��Ӱ�죬��ȴ�����ƵĿ�����չ�ṩ��ͨ�����Ӷ������˺�������ԣ����յ��´��Զ��ѡ����䵱���������/��еӦ��ʱ��֦״Ag3Sn������Ӱ�캸�����ѧ����[15]��
2.3.2 IMC�Ķ��ṹ
ͼ6 (a)��ʾΪ����ʱЧ1 000 h���SEM��(δ�����ijɷַ���Ϊ��ǿ�������ϵ����Զ���ƵĽ𱡲�)���ں��ϻ���ľ��紦�ɼ���������ɫ�Ŀ���״Ag3Sn��IMC��ƽ�����Լ7.5 ��m�����洦��IMC���ϲ�A����²�B��ijɷַ���������A��ijɷֽӽ�Cu6Sn5��(��)��B��ijɷֽӽ�Cu3Sn��(��)����˵�������γɵ�IMC���Ա���Ϊ����ṹ��Cu6Sn5��λ�ں���һ�࣬Cu3Sn��λ��Cu�����Cu6Sn5֮�䡣��Ӣ��[17]����Thermo-Calc������Sn-Ag��Ԫ����������Cu����Ľ��淴Ӧ��ģ����㷢�֣��ڽϸ�ʱЧ�¶��£�Sn-Agϵ����������Cu�������ȷ�Ӧ����Cu6Sn5�м��࣬���ŷ�Ӧ�ļ������У��ڿ���Cu����һ���ֻ�����Cu3Sn��Cu3Sn��������ѧ��������ƽ��ʱ�γɵģ����IMC�ϱ���ͼ6�в���״Cu3Sn(��)��ĺ��ԼΪ3.5 ��m������ʱʱЧ�����в�δ�������ԵĦ��࣬ʵ��������Ӣ��[16]�����ۼ����Ǻϡ�ͬʱ��Henderson��[18]��Sn-Ag-Cu ����(SnAgCu+0.1%- 0.7%Zn)���о�Ҳ������Cu�����뺸�ϼ�������Ƶ�IMC�ṹ�����ǵ��о���ʾ�����㾭��150 �桢500 h��ʱЧ��Solder/Cu�����Cu6Sn5�����Cu3Sn��ȼ����൱�����洦��Cu6Sn5�Գ�ʼ�ı���״�����ڲ���������ת��ɴ�IJ���״���γ���IMC�뺸�ϱ߽�ľ��״�ֲ���ò��
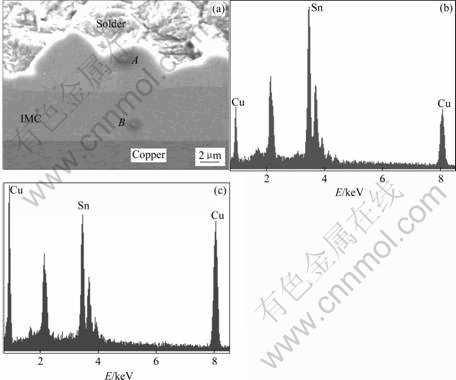
ͼ6 ����1000 hʱЧ��SEM��(a)��A��ɷַ�(b)��B��ɷַ�(c)
Fig.6 SEM image (a), element apices of point A (b) and element apices of point B (c) after aging for 1 000 h
Solder/Cu����IMC���γ�һ���Ϊ�����Σ��ں��ӹ����У�Cu������Һ̬����֮���γɵ�IMC�������Cu�����뺸��֮���̬��ɢ�γɵ�IMC���ں��ӹ����У���Cu������Һ̬���Ϸ���ұ��Ӵ���̬Cu�㿪ʼ��Һ̬��������ɢ������Cu�����һ��Һ̬�����е�Cuԭ�Ӵﵽ���͡�������ѧ�Ƕȶ��ԣ���Ȼ��������̬�Ĺ����ͣ�����Cuԭ�Ӵ��ھֲ�ƽ��ʱ�����γ���Cu6Sn5(����)���������˴��ڱ���̬��Һ�庸���е�Cu���ٷ������ϵ�Cu��Һ̬�����еĽ�һ����ɢ������Cu6Sn5���γɺ����ڲ�����������Cu/Solder�����Ͼ��γ���һ�������ġ�һ����ȵ�IMC�������˻����ϵ�Cu��Һ̬���ϵĽ�һ����ɢ�����ܴ�ʱ��̬��Sn��Cu6Sn5����ƽ��̬������̬Cu��Cu6Sn5�Դ��ڷ�ƽ��״̬������ζ��һ������ѧ���߶���ѧ�������㣬��Cu/Cu6Sn5������ͨ��������ɢ�γ�Cu3Sn(����)�����ڡ�0.5�������̬��Cu��Sn����ɢ�Լ�������[8]����Cu����Cu3Sn���Cu6Sn5�����IJ�����ɢΪ������Cu��ɢ��Cu3Sn/Cu6Sn5��Cu6Sn5/Solder����ʱ��������IMC�ͼ������������������ͬ�����ӵ���һ��ͬ�����ݴ�ȷ��Sn-3.0Ag-0.5Cu���㾭��ʱ��ʱЧ��İ뺸��ṹΪSolder/Cu6Sn5(��)/Cu3Sn(��)/Cu��
�����������ڻ�����ʱЧ�������γɵĶ��ṹ��IMC��Ľ��ǿ�Ƚϵ������˺�����ڲ�ȱ�ݣ����º����������������״Ӷ��ṹ��IMC���������������Զ���[19]��
���ͼ3(a)���Կ�������ʱʱЧ����ƻ���Ҫ��Cu/Solder���洦��Cu6Sn5��һ�ߵĶ��ѡ�����ʱЧʱ����ӳ��������ƻ���Ҫ����Ϊ��Cu6Sn5/Cu3Sn������Ѳ㿪�ѣ���ͼ3(c)��(d)�еĿ������γ��ĺۼ�����˺����Ľ�����֯���ƶ��ں���Ŀɿ�������Ƿdz���Ҫ�ģ�Ҳ��ֵ�ý�һ���о��ġ�
2.3.3 Kirkendall��
��1 000 hʱЧ������ĺ�������SEM�о����֣���IMC������Kirkendall�ն����ڣ���ͼ7��ʾ����Щ��λ��Cu3Sn(��)���п���Cu6Sn5(��)���һ�࣬���ͼ2��ͼ3(d)�����ƶϣ���Cu6Sn5(��)/Cu3Sn(��)���е�Kirkendall�ն���Ӱ�캸���������ܵ���Ҫ����֮һ���������[20]��Ϊ�������SnPb���϶���, Sn-Ag-Cu ���Ͽ����ӻ���������Kirkendall�ն����γɡ������о����Ҳ����(ͼ7)�����ܾ�����1 000 h�ĸ���ʱЧ�����ں�����沢δ���ִ�����Kirkendall����˵��Sn-Ag-Cu����ȷʵ����һ��������Kirkendall���γɵ�������

ͼ7 ����1 000 hʱЧ��IMC���Kirkendall�ն�
Fig.7 Kirkendall voids on IMC layer after aging time 1 000 h
Kirkendall�ն����γ�һ���������IMC���������ʼӿ��йأ���һ�������ڳ�ʱ��ʱЧ����Sn-Ag-Cu������Cu6Sn5��Ag3Sn�Ĵ���Ӱ����Sn��Cu���ܽ�Ⱥͽ���IMC������[10]����ԭ��ˮƽ���ԣ�1��Snԭ����3��Cuԭ���γ�Cu3Snʱ�������С8.2����5��Snԭ����6��Cuԭ���γ�Cu6Sn5ʱ�������С10�������ڻ����е�Cuԭ����������ɢ�������ڻ����뺸������ԭ�ӿ�λ������ȫ�ɺ������������ɢ��ԭ��ռ�ݣ����ڴ���1��ԭ�ӵ���ɢͨ���������£�����ڽ������γɲ������ÿ�λ������Щ��λ��Cu/Cu3Sn�����Cu3Sn�ڲ��ۼ���һ���̶ȱ��γ���Kirkenall�ն������Ž�һ����ʱЧ��Kirkendall�ն������ۺϲ�����Cu/Cu3Sn������γ��Ѳ���շ�Cu3Sn�ڲ����Ƶ�����������ֱ��Ӱ�캸��Ŀɿ��ԡ���������һֱ��ע�����е�Kirkendall�����γɻ������뺸��ɿ��ԵĹ�ϵ[10]������������ͳһ�Ĺ۵㣬���о���Kirkendall���Զ��ѻ�����Ӱ��Ҳ��������̽�֡�
3 ����
1) ����ʱЧʱ����ӳ�IMC�ĺ�����ӣ������������ǿ�������½���
2) ����ʱЧ�����еĺ��������IMC�ĺ�����ӣ����������Solder/IMC������IMC/IMC������ɣ����ѻ��������Զ��ѹ���Ϊ���Զ��ѣ�ʱЧʱ�䳬��500 h��ĶϿ���ò����Ϊ�����״��
3) ��ʱʱЧ��İ뺸��ṹΪCu/Cu3Sn(��)/ Cu6Sn5(��)/Solder��ͬʱ��IMC���зֲ���������Kirkendall�ն���
REFERENCES
[1] Li G Y, Chen B L. Formation and growth kinetics of interfacial intermetallics in Pb-free solder joint[J]. IEEE Trans on Components and Packaging Technologies, 2003, 26(3): 651-658.
[2] Tu K N, Zeng K. Tin-lead (SnPb) solder reaction in flip chip technology[J]. Materi Sci Eng R, 2001, 34(1): 40-58.
[3] ������, ��С��, ����ǿ. Bi��Ag��Sn-Zn��Ǧǥ����������֯��Ӱ��[J]. �й���ɫ����ѧ��, 2006, 16(1): 158-163.
WU Wen-yun, QIU Xiao-ming, YIN Shi-qiang. Influence of Bi, Ag on microstructure and properties of Sn-Zn lead-free solder[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(1): 158-163.
[4] Τϰ��, �Ϲ���, �� ��. ���¡���ʪ������ʱЧʱSn-Zn����Ǧ���������֯�ݻ�[J]. �й���ɫ����ѧ��, 2006, 16(7): 1177-1183.
WEI Xi-cheng, JU Guo-kui, SUN Peng. Microstructure evolution of Sn-Zn based lead-free solder joints aged in humid atmosphere at high temperature[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(7): 1177-1183.
[5] Abtew M, Selvaduray G. Lead-free solders in microelectronics[J]. Mater Sci Eng R, 2000, 27(5/6): 95-141.
[6] Nakamura Y, Sakakibara Y, WatanabeY, Amamoto Y. Microstructure of solder joints with lead-free solders[J]. Soldering and Surface Mount Technology, 1998, 10(1): 10-12.
[7] Kim K S, Ryu K W, Yu C H, Kim L M. The formation and growth of intermetallic compounds and shear strength at Sn-Zn solder/Au-Ni-Cu interfaces[J]. Microelectronics Reliability, 2005, 45(3/4): 647-655.
[8] Islam M N, Chan Y C, Rizvi M J, Jillek W. Investigation of interfacial reactions of Sn-Zn based and Sn-Ag-Cu lead-free solder alloys as replacement for Sn-Pb solder[J]. Journal of Alloys and Compounds, 2005, 400(3/4): 136-144.
[9] Duan N, Scheer J, Bielen J, Van Kleef M. The influence of Sn-Cu-Ni(Au) and Sn-Au intermetallic compounds on the solder joint reliability of flip chips on low temperature co-fired ceramic substrates[J]. Microelectronics Reliability, 2003, 8(43): 13-17.
[10] Zeng K, Tu K N. Six cases of reliability study of Pb-free solder joints in electronic packaging technology[J]. Materials Science and Technology R, 2002, 3(8): 55-101.
[11] Foley J C, Gickler A, Leprevost F H, Brown D. Analysis of ring and plug shear strengths for comparison of lead-free solders[J]. Journal of Electronic Materials, 2000, 29(10): 1258-1263.
[12] Salam B, Ekere N N, Rajkumar D. Study of the interface microstructure of Sn-Ag-Cu lead-free solders and the effect of solder volume on intermetallic layer formation[C]//2001 Electronic Components and Technology Conference. Oxlando, USA: Institue of Electrical and Electronic Engineers Inc., 2001: 471-477.
[13] Prakash K H, Sritharan T. Tensile fracture of tin-lead solder joints in copper[J]. Mater Sci Eng A, 2004, 379: 277-285.
[14] Mon H, FD B. ITRI project on electroless nickel/immersion gold joint cracking[J]. Circuit World, 2000, 26(2): 10-16.
[15] Rzepka S, Hufer E E. Stress analysis and design optimization of a wafer-level CSP by FEM simulations and experiments[C]// Electron Compon Technol Conf. IEEE, 2001.
[16] Kang S K. Ag3Sn plate formation in the solidification of near ternary eutectic Sn-Ag-Cu alloys[J]. Miner Metals Mater Soc, 2003, 55(6): 61-65.
[17] �� Ӣ���������������. Sn-Ag����ǥ����Cu������淴Ӧ������ѧ����[J]. ������������ѧѧ��, 2005, 10(5): 80-83.
LIANG Ying, SUN Feng-lian, WANG Li-feng. Thermodynamic calculation analysis of interfacial reaction between Sn-Ag and Cu substrate[J]. Journal of Harbin University of Science and Technology, 2005, 10(5): 80-83.
[18] Henderson D W, Cho S, Yu J. Interfacial reactions of Sn-Ag-Cu solders modified by minor Zn alloying addition[R]. RC23558 (W0503-054), USA: IBM , 2005-03-09.
[19] Petar R. Reliability and failure analysis of Sn-Ag-Cu solder interconnections for PSGA packages on Ni/Au surface finish[J]. IEEE Trans Electron Packg Manuf, 2004, 4(1): 5-10.
[20] ������, ������, л����. SnAgCu(SnPb)/N��SnAgCu (SnPb)/Cu��������仯�������ȳ�������е���������[J]. ���ܲ���������ѧ, 2005, 11(4): 446-450.
CHANG Jun-ling, LIU Xiao-qing, XIE Xiao-ming. Growth behavior of IMC at SnAgCu(SnPb)/Ni and SnAgCu(SnPb)/Cu interface during thermal shock[J]. Journal of Functional Materials and Devices, 2005, 11(4): 446-450.
������Ŀ���Ϻ��н���ίԱ����л���������Ŀ(06ZR011)���Ϻ���ѧ�о������»���������Ŀ(2007)
�ո����ڣ�2007-04-17�������ڣ�2007-08-22
ͨѶ���ߣ�Τϰ��, �о�Ա����ʿ���绰��021-56331377�����棺021-56331977; E-mail: wxc1028@staff.shu.edu.cn
ժ Ҫ���о���Cu/Sn-3.0Ag-0.5Cu/Cu������(150��1)��ʱЧ�¶��£�0~1 000 h��ͬʱ��ʱЧ���������������Լ���������仯����(IMC)����֯��̬�ͳɷ֡��������������ʱЧʱ����ӳ�����������ǿ�Ƚ��ͣ����������Ҫ������Solder/IMC�����/��IMC/IMC���棬���ҶϿ���ò��������״�Ͽ�Ϊ��������ʹ��ԶϿ�ת�䡣SEM�о����֣�ʱЧ�����н���IMC���ϳ���������״���״��Cu/Solder�������IJ�������ʱЧ1 000 h�ĺ�����IMC�ֲ����ԡ��뺸��ṹΪCu/Cu3Sn/Cu6Sn5/Solder��ͬʱ���ڿ���ͭ�����IMC����Kirkendall�ն����ڡ�
