
������Ӧ�淨�ĸ�ǿ�ȸְ��ȳ�ѹ����Բ�����ѵĹ��ղ����Ż�
��������������
(�����ѧ ���Ͽ�ѧ�빤��ѧԺ�����죬400030)
ժ Ҫ��
�ְ��ȳ�ѹ���ι�����Բ�����ѵ�ȱ�����⣬�����������ij���������������Ӧ���淨����ֵģ�����ϵķ�������������ǿ���ȳ�ѹ���ν���ģ�⣬������ǿ�ȸְ��ǿ��Բ�Dz������ѵ�ԭ�����ȳ�ѹ��Բ������ĺ�ȼ�����Ϊ�Ż�Ŀ�꣬���μ���ͼΪԼ������������Ŀ��������¶ȡ�Ħ��������ѹ����֮��Ķ�����ģ�ͣ����ݽ�����ģ��ȷ����ѹ��ղ�����ϡ��о�������������Բ�Ǵ��������ѵ���Ҫԭ���dz��ι�����Բ�Ǵ����¶ȱ仯������״̬����ѹ��ղ������Ϊ����ʼ�����¶�850 �棬Ħ������0.12��ѹ����23.74 MPa������ֵģ�������������֤���Ż������ȷ�ԣ��õ����������ȽϺõ��ȳ�ѹ����
�ؼ��ʣ�
��Ӧ�淨����ǿ�ȸְ����ȳ�ѹ������Բ����������ֵģ����
��ͼ����ţ�TG306 ���ױ�־�룺A ���±�ţ�1672-7207(2014)12-4161-07
Optimization of fillet cracking process parameters for high strength steel plate hot stamping based on response surface methodology
WANG Menghan, WANG Yanli, YANG Hai
(College of Materials Science and Engineering, Chongqing University, Chongqing 400030, China)
Abstract: In order to solve the fillet cracking of high strength steel plate in hot stamping, and then improve the quality of forming parts, the method combining response surface methodology and numerical simulation was employed. Auto reinforcement was studied to analysis reasons for fillet cracking. And the optimal quadratic function model of goals and blank temperature, friction coefficient, blank-holder forces was established with the least fillet thickness as the object, the process parameters as the variables and the constraints as the FLD. Finally the process parameters were optimized. The results show that the main reasons for fillet cracking is temperature and stress state of round corner area. The optimum process parameters are blank temperature 850 ��, friction coefficient 0.12, and the blank-holder forces 23.74 MPa. The numerical simulation and the pressing test are carried out to verify the optimization result and the best part is gained.
Key words: response surface methodology; high strength steel sheet; hot stamping; fillet cracking; numerical simulation
��ǿ�ȸְ��ȳ�ѹ���ι��̷����������״���ӣ������Ǵ���Բ�ǵ���������в����������Բ�ǵ����ѣ�Ӱ��ʹ�ð�ȫ���ܡ�ͼ1��ʾΪij����������ǿ���ȳ�ѹ�����е�Բ�Ƿ������ѵĵ��Ͱ��������Բ�Ǵ����¶���估����������ʹ���Խ��ͣ����������ѡ��ڸ�ǿ�ȸְ��ȳ��β������˷��棬 ��[1]���������⼼���о�������U�μ��ȳ�ѹ���ι����е�ĥ����������⣻Drillet��[2]�۲�������ȳ�ѹ���μ����ѹ����е�����֯�仯����־ǿ[3]������ֵģ�⼼��������B���ȳ�ѹ���ι����а��Ϻ�ȵı仯���ɡ������о�ֻ�ǵ����ķ����ȳ�ѹ�����иְ�������ѵ�ԭ����ղ�����Ӱ����ɡ���ͨ���Ż���ع��ղ����������ȳ�ѹ���μ��������ѵ��о��Ƚ��١����ͼ1��ʾ��������ǿ���ȳ�ѹ���ε�����������������Dynaformģ�������������ģ�⣬����Բ�Ƿ������ѵ�ԭ������Ӧ���淨�о�Ӱ���ǿ�ְ������������Ҫ���أ����ڻ�Ϥ����Բ�����ѵ�����ȳ�ѹ���ղ���������ϡ�
��[1]���������⼼���о�������U�μ��ȳ�ѹ���ι����е�ĥ����������⣻Drillet��[2]�۲�������ȳ�ѹ���μ����ѹ����е�����֯�仯����־ǿ[3]������ֵģ�⼼��������B���ȳ�ѹ���ι����а��Ϻ�ȵı仯���ɡ������о�ֻ�ǵ����ķ����ȳ�ѹ�����иְ�������ѵ�ԭ����ղ�����Ӱ����ɡ���ͨ���Ż���ع��ղ����������ȳ�ѹ���μ��������ѵ��о��Ƚ��١����ͼ1��ʾ��������ǿ���ȳ�ѹ���ε�����������������Dynaformģ�������������ģ�⣬����Բ�Ƿ������ѵ�ԭ������Ӧ���淨�о�Ӱ���ǿ�ְ������������Ҫ���أ����ڻ�Ϥ����Բ�����ѵ�����ȳ�ѹ���ղ���������ϡ�
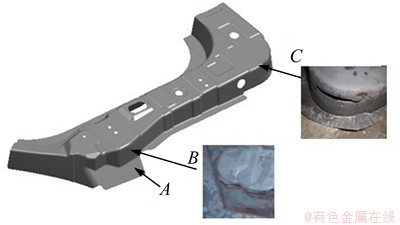
ͼ1 ij����������ǿ�����ͼ
Fig. 1 A model auto reinforcement detail drawing
1 ������Ӧ�淨��ǿ�ȸְ��ȼ�����Ŀ�꺯���Ĺ���
��ǿ�ȸְ��ȳ�ѹ�����а������ѿ���ͨ�����ļ�����ֱ������ı��ֳ�����ֻҪ�����ʿ����������ķ�Χ֮�ھͲ�������������⡣ͼ1�е��ȳ�ѹ����״���ӣ�����B��C 2�����Գ�Բ�ǣ���Ҫ�������Լ�Ȩ���õ���ǿ�ȸְ�Բ�Ǻ�ȼ����ʵ���Ŀ�꺯����B��CԲ���������ʵļ��㹫ʽ�ֱ�Ϊ��
 (1)
(1)
 (2)
(2)
ʽ�У�f1��f2�ֱ�ΪB��CԲ�ǵ��������ʣ�%��tΪ����ԭʼ��ȣ�mm��tB��tC�ֱ�ΪB��CԲ����С�ں�mm��
�Ը�ǿ�ȸְ��ȼ����ʽ�����Ӧ��������Ŀ�꺯��Ϊ
 (3)
(3)
ʽ�У�fΪ�ȳ�ѹ����Բ�Ǻ�ȼ����̶�(Ŀ��ֵ)��%��k1+k2=1��k1��k2Ϊ��Ȩϵ��[4]���ȳ�ѹ����2��Բ����һ���Ĺ����ԣ�����ͬ����Ҫ�ĵ�λ��ȡk1=k2=0.5��
��Ӧ�������(MSR)����������Ƽ���ѧ֪ʶ������Ŀ����Ӱ������֮��ĸ߶ȷ�����ģ�ͣ���ͨ�����ϵĵ������飬ʵ��Ŀ�����������Ӧģ����Ӱ�����غ�Ŀ�꺯���Ĺ�ϵʽ[5-6]Ϊ
 (4)
(4)
ʽ�У���Ϊ�ۺ�����f(x)ΪĿ�꺯���Ľ�����Ӧģ�ͣ��ɱ���Ϊ
 (5)
(5)
nΪ����ά������i����ii�ͦ�iii�ֱ�Ϊһ�Ρ����Ρ����λ���������ʽ�ع�ϵ����xi(i=1������n)��xj(j��i)ΪӰ�������ǵ�i����j����Ʊ�����
��ֵģ�����Գ��μ���ͼ��Ϊ�������Ѻ�������ж����ݣ�����Լ���������ǰ��ϵ�ÿ�����ε�Ԫ��Ӧ��ֵ���������Ѻ�����֮��İ�ȫ����Ϊ�˼���Ŀ��ֵ�����Ŀ�꺯���Ĺ������Լ�ǿ���ȳ��ι��̽���ģ�⡣
2 ��ǿ�����ι��̷������
����ʹ�ñ��������ĺ����ǿ�ȸ�BR1500HS�����1.8 mm��ͨ����ģ��ʵ��[7-8]�õ���ǿ�ȸְ��ȳ�ѹģ������������ݣ�ͼ2��ʾΪ���ϵ���Ӧ��-��Ӧ�����ߣ���1�ͱ�2��ʾ�ֱ�Ϊ��ͬ�¶��µ�������ϵ�����ȴ���ϵ����
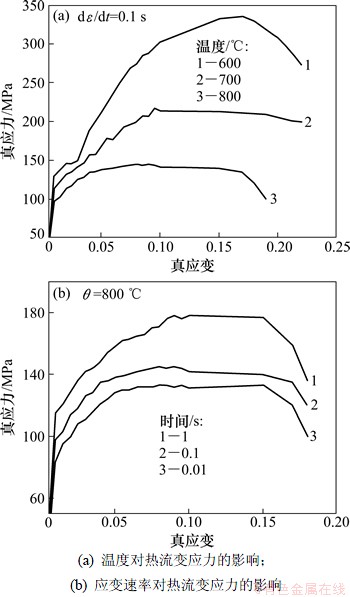
ͼ2 ����Ӧ��-Ӧ�����¶Ⱥ�Ӧ�����ʵĹ�ϵ����
Fig. 2 Influence of temperature and strain rate on flow properties of BR1500HS
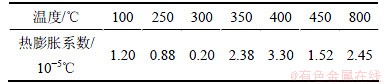
��1 ��ͬ�¶��µ�������ϵ��
Table 1 Thermal expansion coefficient at different temperatures
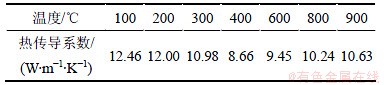
��2 ��ͬ�¶��µ��ȴ���ϵ��
Table 2 Heat conduction coefficient at different temperatures
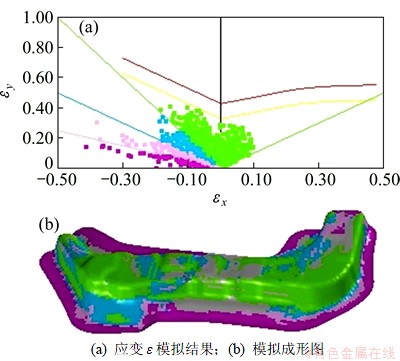
�ڰ����¶�Ϊ750 �棬ѹ����Ϊ80 MPa��Ħ������Ϊ0.2�ij�ʼ�����½���ģ�⣬����ij��μ���ͼ3�����ν���ʱ�ĺ�ȷֲ���ͼ4����ͼ3���Կ����������2��Բ�������������������������λ����ͼ1����ʵ����������λ��һ�£���ͼ1��B��C����
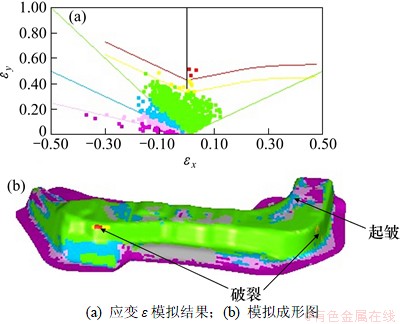
ͼ3 Բ�����Ѽ��ij��μ���ͼ
Fig. 3 Forming limit diagram of broken part
��ǿ�ȸְ�ǿ�ȸߣ����Եͣ��������������㣬�����Բ�����ѵĸ�Դ����������ԭ����һ���棬���Բ�Dz�����ģ�߽Ӵ����磬�¶Ƚ����죬��ͼ2(a)���Կ������¶�Խ�߰��ϸ�������Խ���ԣ����ο���Խ�ͣ�����Խ�ߣ�����Բ�������½����죬����Խ�͡���һ���棬�������ܵ�ѹӦ��ʱ�����谭����ı���[9]����ˮѹ��Խ�������Խ���ѣ�Խ��������߽�������Խ��������ͼ3�ɼ����ȳ�ѹ����Բ�������ܵ�˫�����Ӧ������ʹ���Խ��ͣ�������˫����Ӧ���������·����������ʱ��ȼ������췢�����ѡ�ͬʱͼ1��������ǿ��B��CԲ�Ǵ������������ԱȽ��������ϲ���֣� A���෭�����бԲ��ʹ������İ����������������������B��������ϡ����ԣ�Ϊ������Բ��������������������Ƹ�������¶Ƚ��������Ӧ�����������
ͼ4��ʾΪ���ν���������ĺ�ȷֲ�����ͼ4��֪��Բ�Ǵ�����С�ں�Ϊ1.234 mm���������ü�����Ϊ31.45%�����ڸ����ȵİ��ϳ��Σ����ں�����ʳ���30%ʱ�����Ƽ����׳�������[10- 11]��Ϊ���Բ�ǵ��������⣬������¶ȡ�Ħ�������ȹ��ղ��������Ż���
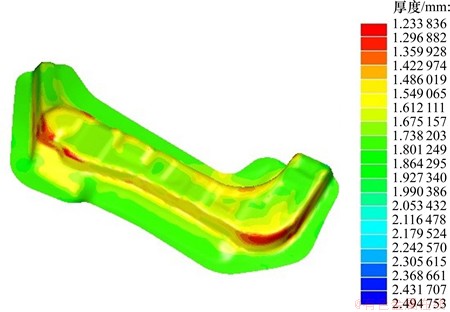
ͼ4 ���ν���������ĺ�ȷֲ�
Fig. 4 Thickness distribution of part after formation
3 ����Բ�����ѵ��Ż����
3.1 ���鷽����Ŀ��ֵ
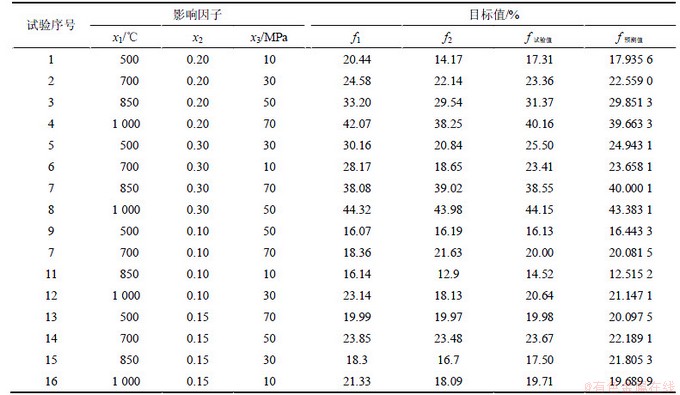
�����¶ȡ�ѹ������Ħ������ΪӰ�����ӣ�������������ˮƽ������������ƣ������¶�x1�ĸ�ˮƽΪ500��700��850��1 000 �棬Ħ������x2�ĸ�ˮƽΪ0.1��0.15��0.2��0.3��ѹ����x3�ĸ�ˮƽΪ10��30��50��70 MPa��������16��ģ��������飬���鷽����Ŀ��ֵ���3��ʾ��
3.2 ����������
3.2.1 �ع�ģ�ͷ��̵Ľ����������Լ���
�������ݽ�����Ӧ����ģ��,��֤�������������ԡ��Ը�ǿ�ȸְ��Բ�Ǻ�ȼ����ʽ��лع���������������ʾ���������������ж��ζ�Ԫ�ع���ϣ��õ���Ŀ��ֵ������֮�����Ӧģ��Ϊ
f=23.064 7-0.0551 4x1+42.817 4x2-0.006 39x3+
3.334 06��10-5x12-76.945 2x22-0.001 38x32+
0.068 01x1x2+3.542 8��10-4x1x3+0.123 367x2x3 (6)
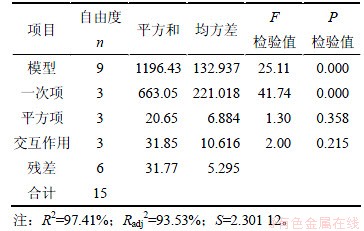
��Ӧģ�ͷ��̷������������4��ʾ���ӱ�4�ɼ���F=25.11��F0.05(9,6)=4.10��P��0.05��������Ӧģ�ͼ���������ͬ������IJ��켫������ģ�͵�У��ϵ��R2Ϊ0.974 1��֤������Ӧģ�Ϳ��Խ���97.41%��������Ŀ��ֵ֮��ı仯���ɣ�����2.59%�����ݲ����ø���Ӧģ�ͽ��н��͡�����ϵ��Radj=93.53%��S=2.301 12��˵��ʵ��ֵ��Ԥ��ֵ֮������Ƚ�С��ģ�͵���ϳ̶ȽϺã��������С�����ȸߡ���ģ�Ϳ����ڷ�����Ԥ����Ϻ�ȼ����ʡ�����ʽ(6)Ԥ���Ŀ��ֵ����3�е�fԤ��ֵ��
��3 ���鷽�������
Table 3 Experimental program and results
��4 �ع鷽�̵ķ���������
Table 4 Variance analysis of regression equation
3.2.2 ��Ӧ����������Ż�
����ʽ(6)���Ƶİ��Ϻ�ȼ�������Ӧ���漰�ȸ�����ͼ5~7��ʾ����ͼ5���Կ��������¶���500~ 1 000 ��֮�䣬Ħ��������0.1~0.3֮��ʱ�������¶ȵ����ӣ���Ӧֵ�ȼ�С����������Ħ��������������Ӧֵһֱ���ӡ����¶���750 �����ң�Ħ��������0.15����ʱ����Ӧֵ��10%~20%֮�䡣��ͼ6���Կ���������ѹ������������Ӧֵ�������ӣ���ѹ������30 MPa����ʱ����Ӧֵ��10%~15%֮�䡣��ͼ7���Կ���������Ӧֵû�����ԵIJ��ȣ����Ǵӵȸ��߿��Խ�һ��������ѹ����������35 MPa֮�ڣ�Ħ������������0.17֮��ʱ����Ӧֵ��20%֮�ڡ�
ͨ����Ӧ���淨�����¶ȡ�Ħ��������ѹ�������е�Ŀ��(���Ϻ�ȼ����ʿ�����30%֮��)�Ż���������ͼ1��ʾ���������ѵĹ��ղ�������ǣ������¶�Ϊ850 �桢Ħ������Ϊ0.12��ѹ����Ϊ23.74 MPa����ʱ�İ��Ϻ�ȼ�����Ԥ��ֵΪ17.83%��
4 �Ż������֤
4.1 ������֤
�����Ż��������ģ��������õ���ͼ8��ʾ�ij��μ���ͼ�����Ż�ǰ�Ľ��(ͼ3)�Ƚϵó�������ǿ���ij��������Ϻã�Բ����������õ������Եĸ��ƣ�ֻ���������������������������ͨ�����������ι������У�������ҹ��ղ����洦����������Ӱ�������ʹ�����ܲ���Ҫ����[12-13]���Ż���������ǿ����B��C�����������ʷֱ�Ϊ18.27%��19.0%�����Ϻ�ȼ����ʣ�30%�Ĺ���Ҫ��û������������֡�ģ��õ���Ŀ��ֵΪ18.64%��Ԥ��ֵ17.83%�������֤����Ӧ�����Ż������Ŀɿ��ԡ�
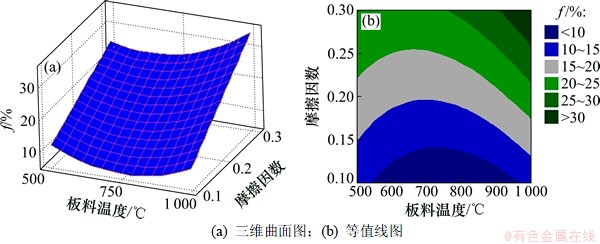
ͼ5 x3=0ʱ��Ӧf������x1��x2����ά����ͼ�͵�ֵ��ͼ
Fig. 5 3D surface graph and contour for objective response f as x1 and x2 variables at x3=0
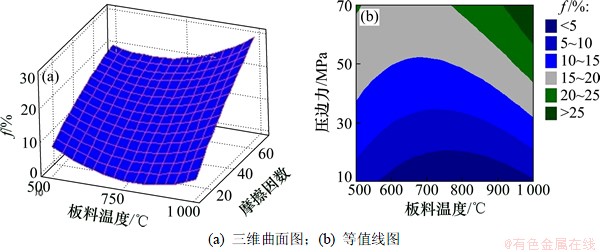
ͼ6 x2=0ʱ��Ӧf������x1��x3����ά����ͼ�͵�ֵ��ͼ
Fig. 6 3D surface graph and contour for objective response f as x1 and x3 variables at x2=0
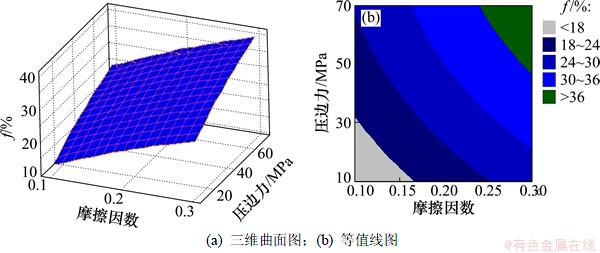
ͼ7 x1=0ʱ��Ӧf������x2��x3����ά����ͼ�͵�ֵ��ͼ
Fig. 7 3D surface graph and contour for objective response f as x2 and x3 variables at x1=0
4.2 ������֤
�����Ż���������������ƣ��õ���ͼ9��ʾ�ij��μ�����ͼ9���Կ���������õ���������������ȽϺã���������û�г������Ե����塢���ѵ�ȱ�ݡ�ͨ�����������Ӳ�Ȳⶨ���ó����B��C��Բ�ǵĿ���ǿ�ȷֱ�Ϊ1 380.20 MPa��1 356.08 MPa��Ӳ�ȷֱ�Ϊ412.00��401.94�����ﵽ�ϸߵ�ǿ�Ⱥ�Ӳ�ȣ����ҵõ�������������֯�������ͼ10��ʾ��������������Ҫ��[14-15]�����˵����������Ľ���Ӧ���淨����ֵģ��������ϵķ�������ָ��ʵ��������
ͼ8 �Ż���������ǿ���ij��μ���ͼ
Fig. 8 FLD diagram of optimized reinforcement
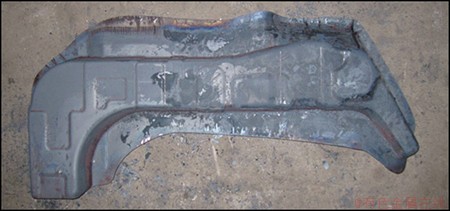
ͼ9 �Ż���ij��μ�
Fig. 9 Forming parts after optimization
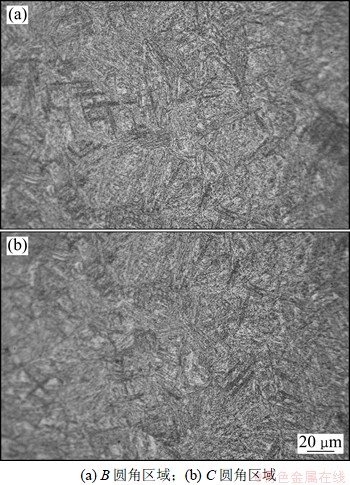
ͼ10 Բ�Ǵ��Ĺ�ѧ����֯
Fig. 10 Optical microstructures of fillets
5 ����
1) ������Ӧ���淨�����ĺ���ģ�ͷ��϶ȸߴ�97.41%����ģ�����������5%֮�ڣ��������ø�ģ�ʹ�����ֵģ����й��ղ����Ż���
2) �Ż��õ�����ѹ��ղ���������£������¶�Ϊ850 �桢Ħ������Ϊ0.12��ѹ����Ϊ23.74 MPa���Ż������ֵģ���������֤���õ��˳��������ȽϺõ������Բ������Ŀ���ǿ�Ⱥ�Ӳ�ȶ��Ƚϸߣ�����֯�ȽϾ��ȣ���������Ҫ����������Ż������Ŀɿ��ԣ���ָ����ǿ�ȸְ���ȳ�ѹ���ε���ģ��������
�ο����ף�
[1] T, Krantz F. Wear and frictional behaviour of high strength steel in stamping monitored by acoustic emission technique[J]. Wear, 2003, 255:1471-1479.
[2] Drillet P, Grigorieva R, Leuillier G, et al. Study of cracks propagation inside the steel on press hardened steel zinc based coatings[J]. La Metallurgia Italiana, 2012(1): 3-8.
[3] ��־ǿ. ��ǿ�ȸְ��ȳ�ѹ��������ֵģ��[J]. �ȼӹ�����, 2010, 39(11): 103-105.
ZHANG Zhiqiang. Hot stamping of high strength steel sheet and its numerical simulation[J]. Hot Working Technology, 2010, 39(11): 103-105.
[4] ������, ���ij�, �ܿ�. ������Ӧ�淨�İ��ϳ��ι���ģ�漸�β����Ż�[J]. ũҵ��еѧ��, 2009, 40(11): 236-239.
CHEN Wenlin, ZOU Wenchao, CAO Jun. Die-face-geometric parameters optimization based on response surface method[J]. Transactions of the Chinese Society for Agricultural Machinery, 2009, 40(11): 236-239.
[5] �ž�, ��ӳ��. ������Ӧ�淽���ڸ��Ǽ����ι����Ż��е�Ӧ���о�[J]. ��������, 2005, 27(2): 246-150.
ZHANG Jun, KE Yinglin. A research on the optimization of auto panel forming process with sequential response surface method[J]. Automotive Engineering, 2005, 27(2): 246-150.
[6] SONG Guohui, WU Yu, LI Congxin. Engineering design optimization based on intelligent response surface methodology[J]. J Shanghai Jiaotong Univ, 2008, 13(3): 285-290.
[7] LIU Hongsheng, BAO Jun, XING Zhongwen, et al. Modeling and FE simulation of quenchable high strength steels sheet metal hot forming process[J]. Journal of Materials Engineering and Performance, 2011, 20(6): 894-902.
[8] LIU Hongsheng, LIU Wei, BAO Jun, et al. Numerical and experimental investigation into hot forming of ultra high strength steel sheet[J]. Journal of Materials Engineering and Performance, 2011, 20(1): 1-10.
[9] ���ɺ�. �ȳ���ģ����ƽ���������ȴϵͳ����Ż�[D]. �Ϻ�: ͬ�ô�ѧ��е����ѧԺ, 2007: 47-60.
ZHU Qiaohong. Heat balance analysis of hot stamping and optimizing design of cooling system[D]. Shanghai: Tongji University. College of Mechanical Engineering, 2007: 47-60.
[10] ����, ���, ����, ��. ������������ͻ�ɫϵͳ���۵�ƴ����ǰ���������Ż�[J]. ���Թ���ѧ��, 2012, 19(4): 1-5.
CHEN Long, HUANG Pu, WANG Jiong. Optimization of tailor-welded front longitudinal forming based on orthogonal experiment and grey system theory[J]. Journal of Plasticity Engineering, 2012, 19(4): 1-5.
[11] Marretta L, Lorenzo R D. Influence of material properties variability on springback and thinning in sheet stamping processes: A stochastic analysis[J]. International Journal of Advanced Manufacturing Technology, 2010, 51(1): 117-134.
[12] LIU Hongsheng, XING Zhongwen, BAO Jun, et al. Investigation of the hot-stamping process for advanced high-strength steel sheet by numerical simulation[J]. Journal of Materials Engineering and Performance, 2010, 19(3): 325-334.
[13] JIANG Chao, SHAN Zhongde, ZHUANG Bailiang, et al. Hot stamping die design for vehicle door beams using ultra-high strength steel[J]. International Journal of Precision Engineering and Manufacturing, 2012, 13(7): 1101-1106.
[14] CUI Junjia, LEI Chengxi, XING Zhongwen, et al. Predictions of the mechanical properties and microstructure evolution of high strength steel in hot stamping[J]. Journal of Materials Engineering and Performance, 2012, 21(11): 2244-2254.
[15] LIU Hongsheng, XING Zhongwen, LEI Chengxi. Hot formation quality of high strength steel BR1500HS for hot stamping without cooling system[J]. Trans Nonferrous Met Soc China, 2012, 22(Suppl 2): 542-547.
(�༭ �°���)
�ո����ڣ�2014-02-26�������ڣ�2014-04-30
������Ŀ(Foundation item)�������У��������ҵ���������Ŀ(CDJZR11130003)(Project (CDJZR11130003) supported by the Fundamental Research Funds for the Central Universities)
ͨ�����ߣ�������(1987-)��Ů�������ܿ��ˣ��о��������¸�ǿ�ȸְ��ȳ�ѹ�����о����绰��18637924621��E-mail��yanli_0110@126.com
ժҪ��Ϊ�˽����ǿ�ȸְ��ȳ�ѹ���ι�����Բ�����ѵ�ȱ�����⣬�����������ij���������������Ӧ���淨����ֵģ�����ϵķ�������������ǿ���ȳ�ѹ���ν���ģ�⣬������ǿ�ȸְ��ǿ��Բ�Dz������ѵ�ԭ�����ȳ�ѹ��Բ������ĺ�ȼ�����Ϊ�Ż�Ŀ�꣬���μ���ͼΪԼ������������Ŀ��������¶ȡ�Ħ��������ѹ����֮��Ķ�����ģ�ͣ����ݽ�����ģ��ȷ����ѹ��ղ�����ϡ��о�������������Բ�Ǵ��������ѵ���Ҫԭ���dz��ι�����Բ�Ǵ����¶ȱ仯������״̬����ѹ��ղ������Ϊ����ʼ�����¶�850 �棬Ħ������0.12��ѹ����23.74 MPa������ֵģ�������������֤���Ż������ȷ�ԣ��õ����������ȽϺõ��ȳ�ѹ����
[3] ��־ǿ. ��ǿ�ȸְ��ȳ�ѹ��������ֵģ��[J]. �ȼӹ�����, 2010, 39(11): 103-105.
[4] ������, ���ij�, �ܿ�. ������Ӧ�淨�İ��ϳ��ι���ģ�漸�β����Ż�[J]. ũҵ��еѧ��, 2009, 40(11): 236-239.
[5] �ž�, ��ӳ��. ������Ӧ�淽���ڸ��Ǽ����ι����Ż��е�Ӧ���о�[J]. ��������, 2005, 27(2): 246-150.
[9] ���ɺ�. �ȳ���ģ����ƽ���������ȴϵͳ����Ż�[D]. �Ϻ�: ͬ�ô�ѧ��е����ѧԺ, 2007: 47-60.
[10] ����, ���, ����, ��. ������������ͻ�ɫϵͳ���۵�ƴ����ǰ���������Ż�[J]. ���Թ���ѧ��, 2012, 19(4): 1-5.
