
���±�ţ�1004-0609(2007)12-2065-09
�����ۺϹ�������ģ�͵�Ǧп�ս���̲��������Ż�����
���������� �����쳽��
(���ϴ�ѧ ��Ϣ��ѧ�빤��ѧԺ����ɳ 410083)
ժ Ҫ��
���Ǧп�ս�����и��ӵĹ����Ż��������⣬��������ۺϹ�������ģ�͵�Ǧп�ս���̲��������Ż��������ڻ��ڻ��������Ļ����ϣ��ۺ�������Ԫ�������������ģ�����۵ȷ����������ۺϹ�������ģ�ͣ������ݵ�ǰ�IJ����������ۺϹ�������ģ�ͽ�������û���ģ��C��ֵ�����ƥ���Ż��㷨������ŵIJ����������Ӷ�Ϊ�ֳ�������Ա�ṩ��ѧ�IJ���ָ��������������÷������������ƹ�������������ս��IJ������������Ϻõؽ��Ǧп�ս���̵��Ż��������⡣
�ؼ��ʣ�
Ǧп�ս��������������������Ԥ��ģ������������Ԥ��ģ������������ģ����ģ��C��ֵ������ƥ���Ż��㷨��
��ͼ����ţ�TP 273���� ���ױ�ʶ�룺A
Optimization method of operating parameters for lead-zinc sintering process based on comprehensive status evaluation model
WANG Chun-sheng, WU Min, XU Chen-hua
(School of Information Science and Engineering, Central South University, Changsha 410083, China)
Abstract: An optimization method of operation parameter based on comprehensive status evaluation model was proposed on the background of optimization control problem for lead-zinc sintering process. Based on the sintering process mechanism analysis, the comprehensive status evaluation model was proposed, which synthesizes a lot of intelligent technique, including principle components analysis, neural network, fuzzy theory and so on. Then according to the current operating parameters and the result of comprehensive status evaluation model, the optimum operation parameters were calculated by using matching optimization algorithm based on fuzzy C-means clustering. The results show that the fluctuation of status can be meliorated efficiently and the output and quality of agglomerate is improved, so the problem of optimization control for lead-zinc sintering process can be resolved.
Key words: lead-zinc sintering process; operating parameters; permeability prediction model; output-quality prediction model; status evaluation model; fuzzy C-means clustering; matching optimization algorithm
�ܱչķ�¯Ǧп����ISP����(Imperial smelting process)�����ս������������[1]���������ַ���������������ͬһұ��������ұ��Ǧп���ֽ����������Ϊ������ұ��Ǧп����Ҫ����֮һ���ս���̹������̳���������ԭ�Ϻ��̷�Ӧ�������ӣ������߽������仯���ң���һ������ǿ�����ԡ�ǿ����Ժ�ʱ��ʱ���ԵIJ�ȷ�����ӹ�ҵ���̣���ƾ����Բ����������е��������Խϴ���������������IJ��������������ս���Ľ���ʺ��ս�����������ˣ���Ҫ���Ż����ƽǶ�Ѱ��Բߺͷ������Դﵽ�ȶ����չ��̣�ʵ�������ս�����������˳���к����ʸ߲���Ŀ�ġ�
Ŀǰ������������ս���̿��Ƶ��о���༯��������ʯ�ս����������Ҫ�Գ���ս᷽ʽΪ������������ģ�ͺͿ��Ʒ���������ս�����еľֲ������Ż����⡣�ܱչķ�Ǧп�ս�������ʯ����ս���ȹ��ո�Ϊ���ӣ���������Ż����Ƶļ���Ҫ����ߡ����Ǧп�ս���̵��Ż��������⣬һЩѧ�߽�����������о�[2-5]����Щ������༯����״̬�������ۺ�ָ��������Ż������ϡ����ͨ�����ս���̵��ۺ�״���������У������ݵ�ǰ�ս�����ۺϹ�����ʵ�������������Ӧ�IJ���ָ�������ս���̵IJ�������������Ӧ����������ʹ�ս�״̬������ָ������ﵽ���ţ�����һ��ؽ�������ʵ�����⡣
������������������⣬���ijұ������ʵ������״�����ڶ�Ǧп�ս���̹��պͻ������з����Ļ����ϣ������ս�����ۺϹ�������ģ�ͣ���ģ�Ͱ������¼������棺����BP��������ս��ۺ�����Ԥ��ģ�͡������Ԫ��������������ս���������Ǧ������������������ģ�͡����ۺϹ�������ģ�͵Ļ����ϣ���������ۺϹ�������ģ�͵ľ�����������Ż��㷨�������ս���̿ɲ�������ʵ�ʲ���ֵ���Ż�ֵ��ʵ�ʹ������Ż�������״̬�����˶Աȷ�����
1 Ǧп�ս���̻�������
Ǧп�ս������ΪǦп��ұ�����̵ĵ�һ��������Ŀ�������������нϴ�ǿ�ȡ���϶�Ⱥͻ�ԭ��������ķ绹ԭ�����������ս�顣�ս����ͨ����DL(Dwight-Liyod)���ƶ���ʽ�ս���н��У���ͼ1��ʾ��
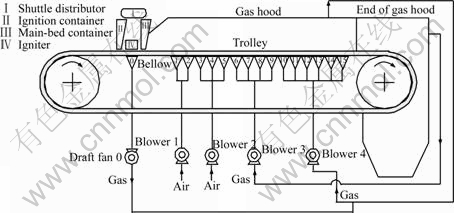
ͼ1 DL���ƶ���ʽ�ķ��ս���ṹʾ��ͼ
Fig.1 Schematic structure of Dwight-Liyod sintering machine
Ǧп�ս�ԭ�Ͼ���һ�κͶ��������Ժ�״����Ͼ�������ԲͲ������ԲͲ��Ϊ���к��ʻ���ˮ�ֵĻ���������������ͨ����ʽ���ϻ��ֱ�������ֺ����ϲ֣����ֵĻ�������ս����̨�����γ�Լ3 cm��ı�����ϣ���Ϊ���㡣����Ļ���ϸ���̨��һ���ƶ������ս����ͷ�����ϲ��ٲ��ϻ���ϣ��γ�Լ30~40 cm������ϲ㡣�������̨��һ���ƶ��������ս���̵�����4���Σ�������ȡ���Ӧ���ս���̡�����������ս��Ϊ����һ���ṹ���ս���ϣ������ս��β������4̨����ṩ����������Ӧ������Ҫ�������ͽ��б�Ҫ����ѭ�����ս���Ͼ����������飬��С���ʵij�Ϊ�ս����������������̣�����ʵ��پ������������Ϊ���ۣ����½�������������̡����ɵ����������ܱ����ֵ�����������ϵͳ���ᡣ
�ս���̵��ۺϹ�����Ҫͨ���ս��ϲ�����ԡ��ս��IJ������ս��ĺ������ͺ�Ǧ����ӳ������Ǧп�ս�DL���ƶ���ʽ�ս����Ҫ��4̨�ķ�����Ӧ��15�����䣬1�����ʷ����Ӧ��1��~2�ŷ��䣬��Ҫ�������ϵĸ���ͼ��ȣ����ս���̵���������Ӱ���С��2�����ʷ����Ӧ��3��~5�ŷ��䣬��Ҫ�������ϵ���������Ӧ�����ս������ؼ��Ļ��ڣ�����������Ӱ�����3�ŷ��̷����Ӧ��6��~9�ŷ�����Ҫ�������ϵ�����������սᣬ����������Ҳ�нϴ��Ӱ�죻4�ŷ��̷����Ӧ10��~15�ŷ��䣬��ʵ���ս�������15�ŷ���û��ʹ�á�10��~14�ŷ���û��֧���������ܹ��������ֵ������֧��ѹ�����ܹ�ѹ�����ֵ���������Ӧ�����ԣ�ֻ�ܻ��1��~9�ŷ����Ӧλ�õ����ԡ���10�ŷ�����ǰ������������ս���̵ĸ�����ȡ���Ӧ���ս���4���Ρ���ˣ�����1��~9�ŷ���λ�ö�Ӧ�����ԣ����Է�ӳ���ս���̵��������ԣ���3��~9�ŷ���λ�ö�Ӧ��������Ӱ���ս��ٶȡ��ս��������������Ҫ���ء�
2 ����ģ�͵��սṤ���ۺ�����
�սṤ���ۺ�����ģ����Ҫ�������ܼ��ɼ���[6-7]�����ȣ����������ѧģ�ͽ����ս�����������ģ�ͽ����ۺ�����Ԥ�⣻Ȼ��������Ԫ������ά��ı�����Ϊ���������������������ս�����Ԥ��ģ�͡��ս�麬Ǧ���ͺ�����Ԥ��ģ�ͣ����ͨ���Դ�����ʷ���ݵķ������������ר�Ҿ���ȷ���ۺ�����ָ�ꡢ�ս���������Ǧ�������������սṤ���ļ�Ȩϵ��������սṤ���ۺ��ж�ģ�ͣ����й�������������(�š������С���)���Ӷ�ȷ���ս���̵Ŀ���Ŀ�꺯����Ϊʵ�������Ż��춨������
2.1 �ۺ�����Ԥ��ģ��
��ν¯�ϵ����ԣ���ָ���ս���ķ�����ϣ�ÿƽ����¯�����ÿ����ͨ�����������(m3)�������ٶ�(m/s)������˵�Ե�λ¯�������һ����ȵ��ϲ��ڵ�λʱ����ͨ��һ�����������ʱ�ϲ���������������ڹ̶������������£�����ķ�ѹԽС����Ӧ������ԽС������Խ�á�
2.1.1 �ۺ����Լ��㹫ʽ
��ӳ����״������Ҫ�������ս��IJ���������������λ�õķ�ѹ��������λ�õ��ս��¶ȡ��ս��IJ�����������ʵʱ����������ÿ�����һ��������ݣ��ս��ijɷַ���ÿ����Сʱ���һ�Ρ�Ϊ�˷�ӳ�����ս��������״���������ۺ�����ָ���ĸ��
���壺�ս���������ۺ�ָ��Ϊ![]() ������ӳ�������ս��������״������
������ӳ�������ս��������״������

��ʵ�ʵ����������У�������Ա������Ҫ����2�ŷ��λ�ö�Ӧ3��~5�ŷ���ķ�ѹ���ж���ǰ�ս���̵����ԡ�����ս����ϵ����Խϲ��Ӧλ�õ��ϲ�����������Ӧλ�õķ���ѹ�������ɴ��ж��ս�������Եĺû����������ս����������֪��1��~2�ŷ�����ս���̵���������Ӱ���С��3��~5�ŷ���Ӱ�����6��~9�ŷ���Ӱ��ϴ��ǵ�������λ�õ����Զ������ս���̵IJ�ͬӰ��̶ȣ��ۺϹ��ջ���������ר�Ҿ���ȷ����Ȩϵ�����������¹�ʽ�����ۺ�����ָ������

����ʽ(2)�Ϳ�������ս�����ۺϵ�����ָ�������������ս�����ۺ�����ָ���빤��ָ��֮��Ĺ�ϵ��
2.1.2 �ۺ�����ָ����������ģ��
������������������⾫�ȱƽ�������ӳ����������ڹ�ҵ���̽�ģ�еõ��㷺Ӧ��[8-11]�����������ܷ�ӳ�����ս���̵�״����Ϊ��ʹ�ֳ�������Ա��ʱ�˽⡢�����ս�����״̬���Ӷ���ʱ�ʶȵ���������������ֹ�������սṤ���IJ�������ˣ���Ҫ�����ۺ�����ָ��������Ԥ��ģ�ͣ�Ԥ����һʱ�̵��ۺ�����ָ����Ϊ�����Ż�����ָ���ṩ�ο����ۺ�����ָ��������Ԥ��ģ�͵Ľṹʾ��ͼ��ͼ2��ʾ��
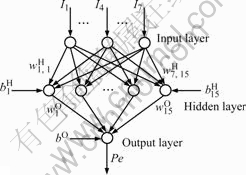
ͼ2 �ۺ�����ָ��������Ԥ��ģ��
Fig.2 Neural network prediction model of integrated permeability index
��ͼ2��֪����������������7�����ֱ�ΪI1��I2��???��I7������I1Ϊǰһʱ�̵��ۺ�����ָ��ֵ��I1=![]() ��
��![]() Ϊ1�ŷ���ķ���
Ϊ1�ŷ���ķ���![]() ��
��![]() Ϊ2�ŷ���ķ���
Ϊ2�ŷ���ķ���![]() ��
��![]() Ϊ����¶�
Ϊ����¶�![]() ��
��![]() Ϊ̨���ٶ�v��
Ϊ̨���ٶ�v��![]() ���۱�Pro��
���۱�Pro��![]() Ϊ�����ˮ��
Ϊ�����ˮ��![]() ��7�����������Ӧ7����Ԫ��������Ԫ15���������Ԫ1��(
��7�����������Ӧ7����Ԫ��������Ԫ15���������Ԫ1��(![]() )�����ݶ��ѵ���Ľ��ȷ��ѧϰ����Ϊ0.005������㵽�����ļ�����������tansig���������㵽�����ļ�����������purelin���Ժ������ۺ�����ָ��������Ԥ��ģ�Ϳ��Ա�ʾΪ
)�����ݶ��ѵ���Ľ��ȷ��ѧϰ����Ϊ0.005������㵽�����ļ�����������tansig���������㵽�����ļ�����������purelin���Ժ������ۺ�����ָ��������Ԥ��ģ�Ϳ��Ա�ʾΪ
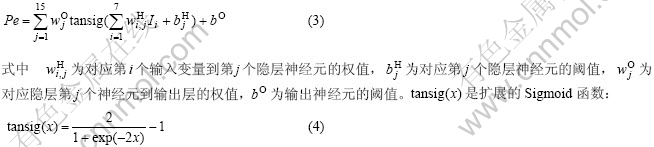
�ۺ�����������Ԥ��ģ�Ͳ�����ʽ��ʾ��
![]()
2.2 �ս���������Ԥ��ģ��
ͨ�����ֳ����ݵķ�����Ӱ�������������ս��������������غܶ࣬Ϊ���ٽ�ģ�ĸ����ԣ����û�����������Ԫ�����Խ����������ά����
ͨ�����������õ�Ӱ���ս�������������Ҫ�����У�����Ϻ�Ǧ������п�������������������躬���������ƺ�������ˮ����1�����ʷ��������2�����ʷ��������3�ŷ��̷��������4�ŷ��̷��������̨���ٶȡ����������ͷ���������
��Ԫ����[12-13]�ǽ��о�����Ķ����ر���ת��Ϊ������������ر�����һ�ֶ�Ԫͳ�Ʒ�������������Ϊһ�����ݼ�ά�ͽ�ʾ����֮��������ع�ϵ�Ĺ��ߡ��ڻ��������Ļ����ϣ�ͨ�������Ӧ����Ԫ�������ϵ������ͺ��ؾ����ڱ�֤������ȡ�ʵĻ�����ȡǰ3����Ԫ�����������������Է���������ȷ���ս���������ģ�͵��������Ϊ������Ϻ�Ǧ��(![]() )������Ϻ�п��(
)������Ϻ�п��(![]() )������Ϻ�����(
)������Ϻ�����(![]() )������Ϻ�ˮ��(
)������Ϻ�ˮ��(![]() )��1�����ʷ������(
)��1�����ʷ������(![]() )��2�����ʷ������(
)��2�����ʷ������(![]() )��3�ŷ��̷������(
)��3�ŷ��̷������(![]() )��̨���ٶ�(v)����������(
)��̨���ٶ�(v)����������(![]() )�ͷ�������(
)�ͷ�������(![]() )��
)��
Ϊ��Сģ�͵ĸ��ӳ̶ȣ��������������ٶȣ�ͳһ������2.1.2�����Ƶ�����BP������ṹ(�����������Ϊ10����������ԪΪ23�����������Ϊ1��)����
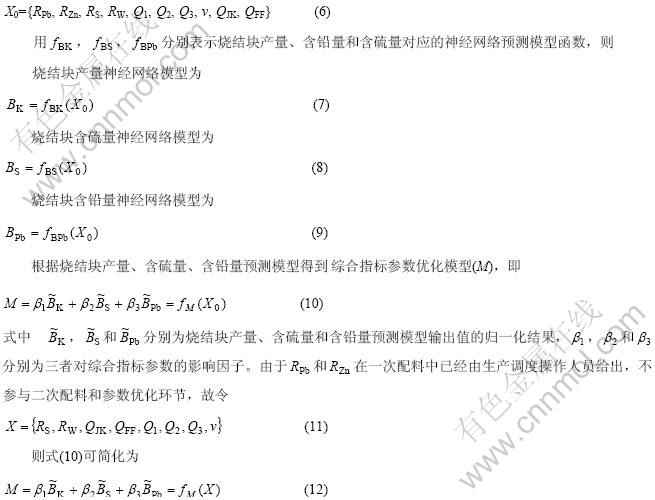
����Ǧп�ս���̵Ĺ���Ҫ��ȷ������Լ��������
����Ӧ��x(RS, RW, QJK, QFF, Q1, Q2, Q3, v)�ĺ���ֵM��Ϊ�ս���̵IJ��������Ż��ȣ�����ӳ���ڲ�������x�������ս��ۺϹ������Ż��̶ȡ�
2.3 �սṤ���ۺ�����ģ��
�����սṤ���ۺ�����ģ�ͣ����սṤ�������ۺ����У���ʵ���ս����ȫ���Ż����ƵĹؼ����սṤ���������Ǹ����ۺ����ԡ��ս������������ۺ��ж��սṤ���Ƿ������������������Ż�ָ����ȷ���ս���̵���˳���С�
�ۺ������Ƕ��ܵ����������Լ��������������һ���ܵ����ۣ����ڴӶ������������������ģ���Ժ������ԣ�����ģ����ѧ�ķ��������ۺ�����һһģ���ۺ����У���ʹ��������ۣ��Ӷ�ȡ�ø��õ�ʵ��Ч����
���ۺ��������![]() ���ս�����Ԥ��ģ�����
���ս�����Ԥ��ģ�����![]() ���ս�麬Ǧ��Ԥ��ģ�����
���ս�麬Ǧ��Ԥ��ģ�����![]() �Լ��ս�麬����Ԥ��ģ�����
�Լ��ս�麬����Ԥ��ģ�����![]() ��Ϊ�������ӣ�����ģ���ۺ����з���������ʽ���㷴ӳ�սṤ��״̬����������B����
��Ϊ�������ӣ�����ģ���ۺ����з���������ʽ���㷴ӳ�սṤ��״̬����������B����

������������B�����㹤���ۺ����ۺ���S��

��ˣ���ģ���ۺ������У��ؼ���ȷ��Ȩ�ط���A = (��1, ��2, ��3, ��4)�Լ��������������о���F = [f1, f2, f3, f4]T���սṤ��ģ���ۺ������в���A��F��B��P��S�ļ��㲽��ֱ�������ʾ��
����1��ȷ��ģ��Ȩ������A��
��ģ����ñ���ϵ����ȷ��ģ��Ȩ������A�����Ĺ���4������ָ�꣺�ս��������ս����������ս�麬Ǧ�����ۺ�����ָ������ˣ���Ҫȷ����Ӧ��4��Ȩ�ئ�i��i=1, 2, 3, 4������ÿ��ָ������d1��???�� dn����
����2�����O������������ȷ����
����ÿһ���������أ�ȷ�����OU={��У�������}��������������ȷ�����������ض�����������ȡ�����ÿ���������ص�ʵ���������������������������
����3��ģ����������B�����ɡ�
�ɸ�ָ�������������ȹ���ģ����������B����
����4�������ۺ����ۺ���S��
Ϊ�˱��ڵõ�һ����ȷ�����۽�����������ֵ�ķ�ΧΪ��0~0.25(��)��0.25~0.5(��)��0.5~0.75(��)��0.75~1.0(��)������������ֵ���ɵõ����µȼ����۾���
�ٸ���S�Ĵ�С�����ձ�1�õ���Ӧ������ȼ��������TΪ�ս��ۺϹ��������ս����
��1 ���۽��������ȼ����ձ�
Table 1 Contrast between evaluation results and remark ranks

3 ���ھ�������IJ���ƥ���Ż��㷨
�ڽ����ս�����ۺϹ�������ģ�͵Ļ����ϣ���ȡ�������������սṤ��Ԥ�⣬�жϵ�ǰ����״̬�Ƿ��ڽ��ŵ�״̬�������ǰ���������ڡ��š�������ò����Ż��㷨����������IJ����Ż�ֵ��Ϊ�Ż�����ָ����ͨ����������ֵʹ��ǰ�ǡ��š��Ĺ������ڽ�Ϊ�Ż����ȶ���״̬��
�������ΪC��ֵ���ࡢģ��C��ֵ����͵ݽ���ȣ�����������ͷ���ѡ�����Ѿ��õ��㷺Ӧ��[14-16]���������߸��ݾ���ԭ���������ģ��C��ֵ���ಢ��������ƥ���Ż��㷨����Ǧп�ս�����Ż��������ݿ����Ѱ�ţ��Ի�ò������������Ž⡣
ƥ���Ż��㷨��˼���ǣ��Ż��������е�����״̬�ǽ��ź��ȶ��ģ������ǰ�Ŀ��Ʋ����ܹ������Ƶ�һ������״̬�ƽ�����ô����״̬�������ȶ����Ż������Ƚ���һ����У�����Ż������������ݿ⣬��Ϊ���������Ż��㷨�Ļ��������ڸ����ݿ��е����ݿ����߸��£������������̵Ľ��У���������Ƚϴ�Ϊ�˼���Ѱ�Ź�����ϵͳ������ʱ�䣬����ģ��C��ֵ���ཫ�������ݿ���з��࣬ȷ�������ɸ��������ģ��ڵ�ǰ���������������н��в���ƥ�䣬������ղ����Ż�ֵ���Ż��������е�����״̬�ǽ��ź��ȶ��ģ������ǰ�Ŀ��Ʋ����ܹ������Ƶ�һ������״̬�ƽ�����ô����״̬�������ȶ����Ż���
���Ż��㷨��ʵ�ֲ���������ʾ��
����1������Ǧп�ս�����Ż�����ר���������ݿ⣬���ڱ�����ʷ�ϵ������µ��Ż������������������ݿ��еĹ��̱���Ϊ��1�ź�2�����ʷ���ܹ�ѹ��p1��p2������Q1��Q2��3�ŷ��̷���ܹ�ѹ��p3������Q3��10�ź�11�ŷ����¶�T10��T11��̨���ٶ�v������¶�T0����������QJK����������QFF�������ˮ��RW��
����2��ȷ������״̬������
ͨ������������ȷ��8������״̬����Ϊ������Ϻ�Ǧ��RPb������Ϻ�п��RZn�������SiO2����![]() ��1�����ʷ���ܹ�ѹ��p1��2�����ʷ���ܹ�ѹ��p2��3�ŷ��̷���ܹ�ѹ��p3��10�ŷ����¶�T10��11�ŷ����¶�T11�����ϲ�����ӳ��Ǧп�ս������ʷ�ϵĵ�������
��1�����ʷ���ܹ�ѹ��p1��2�����ʷ���ܹ�ѹ��p2��3�ŷ��̷���ܹ�ѹ��p3��10�ŷ����¶�T10��11�ŷ����¶�T11�����ϲ�����ӳ��Ǧп�ս������ʷ�ϵĵ�������
����3������ģ��C��ֵ����������ݾ������ݶ��Ż������������е��������о��࣬���Ż���������Ϊ4���࣬��Ӧ�������̱������4����������Ck(i)��i = 1��???��N��k = 1��???��4��kΪ�������ĸ�����NΪÿһ����������ĸ�����
����4�����㵱ǰ�����������������֮��ľ��룬�жϵ�ǰ���������������ࡣ
��xYiΪ��ǰ��������Y�ĵ�i��״̬������ykiΪ��k��������Ӧ��״̬�������ֱ����Y���k��ľ���DYk��

��DYk����DM = min(DYk)Ϊ��ǰ��������Y���k�����̾��룬��ǰ��������Ӧ���ھ�����̵�һ�࣬��![]() ��i=1��2��???��N)��
��i=1��2��???��N)��
����5���ڵ�ǰ�������ڵ����У���ȡ�빤��ŷ�Ͼ��������һ��������
����![]() ��i=1��???��N�У����㹤������Y������е�
��i=1��???��N�У����㹤������Y������е�![]() ��������ŷ�Ͼ���DYi����DYi������С��������ѡȡ������̵�������Ϊһ���Ż�����������
��������ŷ�Ͼ���DYi����DYi������С��������ѡȡ������̵�������Ϊһ���Ż�����������![]()
����6����Ѱ�Ż�������
��![]() �����ۺ�ָ������Ż�ģ��(12)�У����Եõ���
�����ۺ�ָ������Ż�ģ��(12)�У����Եõ���
![]()
�������![]() ��Ӧ���Ż��ȴ��ڵ�ǰ�����������Ż��ȣ��������Ϊһ���Ż��IJ����������ڱ��������Ż�����������Ż�����ߵ�������Ϊ���յ��Ż�����������ֱ����Ϊ�����Ż�����ָ��������Ǧп�ս���̵��Ż����ơ�
��Ӧ���Ż��ȴ��ڵ�ǰ�����������Ż��ȣ��������Ϊһ���Ż��IJ����������ڱ��������Ż�����������Ż�����ߵ�������Ϊ���յ��Ż�����������ֱ����Ϊ�����Ż�����ָ��������Ǧп�ս���̵��Ż����ơ�
4 Ӧ�ý�������
����ijұ������������ʷ���ݺ�ʵ�������ȡ2006��3�·ݵ�ʵ���������ݽ��з������ֱ����ۺ�����ָ��Ԥ��ģ�͡��ս�����Ԥ��ģ�͡��ս�麬Ǧ��Ԥ��ģ�ͺ��ս�麬����Ԥ��ģ�ͣ������ۺ�����ָ��Ԥ��ģ�͡��ս�����Ԥ��ģ�͡��ս�麬����Ԥ��ģ�ͺ��ս�麬Ǧ��Ԥ��ģ�͵������Ϊ����ָ�ꡣԤ������ͼ3~6��ʾ��
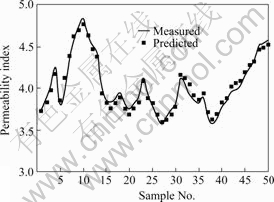
ͼ3 �ۺ�����Ԥ����
Fig.3 Predictive results of integrated permeability
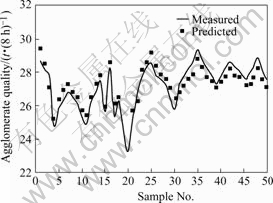
ͼ4 �ս�����Ԥ����
Fig.4 Predictive results of agglomerate quality
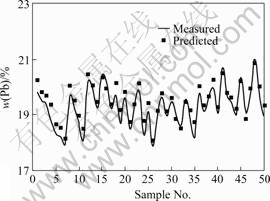
ͼ5 �ս�麬Ǧ��Ԥ����
Fig.5 Predictive results of Pb content of agglomerate
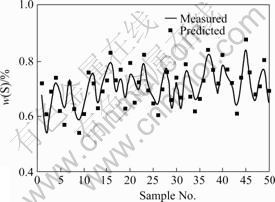
ͼ6 �ս�麬������Ԥ����
Fig.6 Predictive results of S content of agglomerate
ģ��Ȩ������A��ͳ�Ʒ���ȷ����ȡ100�����ݹ��ɾ���I100��4������ÿһ�д���һ��������ÿһ�д���һ��ָ�ꡣ��ÿһ��ָ�����ʽ(15)~(18)�ֱ����Ȩ��![]() ������ȡ10�鹤������ I100��4����ÿһ������������3.3���еIJ���ֱ����ÿһ��ָ���������F��ģ����������B���ۺ����ۺ���S���Ӷ��õ����2��ʾ���սṤ�����н����
������ȡ10�鹤������ I100��4����ÿһ������������3.3���еIJ���ֱ����ÿһ��ָ���������F��ģ����������B���ۺ����ۺ���S���Ӷ��õ����2��ʾ���սṤ�����н����
��2 �սṤ���ۺ����н��
Table 2 Compositive evaluation results of sintering status
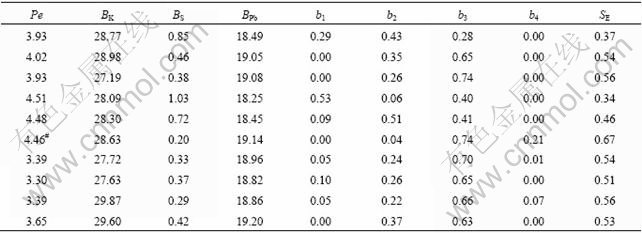
�Ա�2�д���ǡ�#����һ������Ϊ�������ۺ�����ָ��ΪSE=0.67�����ݱ�1���Եõ��սṤ���ۺ����еȼ�Ϊ��������ͬʱ���Ӹ��������п����ۺ�����ָ���ϸߣ��ս�麬�����ϵͣ�˵���������µ��սṤ�����ã�����ñ����ۺ����з����������н�������˵��������������Ĺ������з�����Ч���С�
��3����Ϊ�ɲ���������ʵ�ʲ���ֵ���Ż�ֵ��ʵ�ʹ������Ż�����״̬�ĶԱ�˵�������д����ϱꡰ*���ķ��ű�ʾ��Ӧ�������Ż�ֵ����![]() ��ʾͨ�������Ż��㷨�����2�����ʷ�����Ż�ֵ���������ơ�CS��ʾ��ʵ�ʲ�������ֵ�¹������ۺ����۵ȼ���OS��ʾ���Ż�����ֵ���սṤ�������۵ȼ������У���-2����ʾ����Ϊ�������-1����ʾ����Ϊ���С�����0����ʾ����Ϊ����������1����ʾ����Ϊ���š���
��ʾͨ�������Ż��㷨�����2�����ʷ�����Ż�ֵ���������ơ�CS��ʾ��ʵ�ʲ�������ֵ�¹������ۺ����۵ȼ���OS��ʾ���Ż�����ֵ���սṤ�������۵ȼ������У���-2����ʾ����Ϊ�������-1����ʾ����Ϊ���С�����0����ʾ����Ϊ����������1����ʾ����Ϊ���š���
��3 ���ֲ���(����)ʵ��ֵ���Ż�ֵ�Աȱ�
Table 3 Contrast between actual value and optimal value
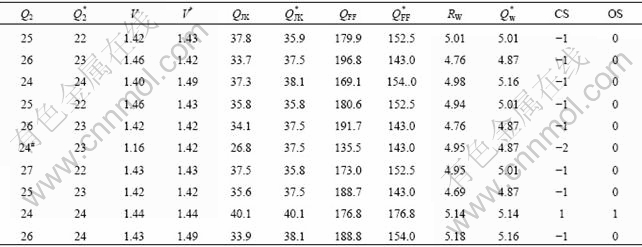
��3�У��Դ���ǡ�#����һ������Ϊ�����ڸ���������ʵ�ʼ����ֵ�£�����������������ģ�͵õ��Ľ��Ϊ��������ñ�����������Ż��㷨��������Ӧ�IJ����Ż�ֵ�����ڴ˲����Ż�ֵ��������������ģ�Ͷ��ս���̵��ۺϹ����������У��õ��Ĺ����ȼ�Ϊ��������ͬʱ���������ݱ������ս����̨���ٶ�ƫ�ͣ�Ͷ��ľ�����Ҳƫ�٣���Ҫ�ʵ����̨���ٶȣ����Ӿ����������Ӷ�����Ч�ظ���Ǧп�ս�����������
5 ����
1) ���ñ�����������ۺ�����ģ�͵Ĺ������з���������Ч�ض��ս���������״̬�����жϣ������սṤ���ȼ���Ϊ�ս����ȫ���Ż����Ƶ춨�˻�����
2) ������ھ�������IJ���ƥ���Ż��㷨���Ը����սṤ�����ۺ����н������þ���IJ��������Ż�ֵ����Ϊ�Ż�����ָ����ͨ����������ֵʹ��ǰ�ǡ��š��Ĺ������ڽ�Ϊ�Ż����ȶ���״̬���������ڲ���äĿ����ɵ������������ȶ�������������ս��IJ�����������
REFERENCES
[1] ������, �� ��, �����. ISP�սṤ�յ��ص㼰��չ����[J]. ��ɫұ��, 2004, 25(1): 3-5.
HU Jun-qiao, HE Jing, ZENG Ling-cheng. Characters and developing trend of ISP sintering technology[J]. Nonferrous Smelting, 2004, 25(1): 3-5.
[2] WU Min, XU Chen-hua, DU Yu-xiao. Intelligent optimal control for lead-zinc sintering process state[J]. Trans Nonferrous Met Soc China, 2006, 16(4): 975-981.
[3] ������, �� ��, ������. ��������Ŀ���Ǧп�ս�������ܼ��ɽ�ģ���Ż����Ƽ���[J]. �й���ɫ����ѧ��, 2004, 14(1): 142-148.
DU Yu-xiao, WU Min, GUI Wei-hua. Intelligent integrated modeling and optimization control technology of product-orient for lead-zinc sintering process[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(1): 142-148.
[4] WANG Ya-lin, MA Jie, GUI Wei-hua, YANG Cun-hua, ZHANG Chuan-fu. Multi-objective intelligent coordinating optimization blending system based on qualitative and quantitative synthetic model[J]. Journal of Central South University of Technology (English Edition), 2006, 13(5): 552-557.
[5] GUI Wei-hua, WANG Ya-lin, YANG Chun-hua. Composition-prediction-model-based intelligent optimization for lead-zinc sintering blending process[J]. Measurement and Control, 2007, 40(6): 176-181.
[6] CHEN Xiao-fang, GUI Wei-hua, WANG Ya-lin. Integrated modeling method for prediction of sulfur content in agglomerate[J]. Journal of Central South University of Technology (English Edition), 2003, 10(2): 145-150.
[7] ������, ¦�ٴ�, �Ŷ���, ��־��. һ�����ڷ�����ս��ģ���������ܼ���ģ��[J]. ϵͳ����ѧ��, 2003, 15(2): 167-170.
CHEN Min-zhi, LOU Shou-chun, ZHANG Duo-lin, LIU Zhi-qin. The intelligent integration model of modeling & simulation for missile defense battle[J]. Journal of System Simulation, 2003, 15(2): 167-170.
[8] Parlos A G. An accelerated learning algorithm for multiplayer perception networks[J]. IEEE Transactions on Neural Networks, 1994, 5(3): 86-88.
[9] WANG Li-po, SHI Hai-xiang. A gradual noisy chaotic neural network for solving the broadcast scheduling problem in packet radio networks[J]. IEEE Transactions on Neural Networks, 2006, 17(4): 989-1000.
[10] ������, ������, �� ��, ������. �������ɷַ����Ķ�̬������Ԥ����������Ӧ��[J]. ���������, 2006, 21(11): 1312-1320.
WANG Yu-tao, YAN Qi-yan, YANG Gang, XU Wan-ren. Predictive dynamic in neural network method based on principal component analysis and its application[J]. Control and Decision, 2006, 21(11): 1312-1320.
[11] ������, ����Ӣ. ����С��������ķ��������У��ģ�ͼ���Ԥ��[J]. ���������, 2006, 21(10): 1114-1118.
LIU Dan-hong, ZHANG Shi-ying. Nonlinear error correction model and forecasting based on wavelet neural networks[J]. Control and Decision, 2006, 21(10): 1114-1118.
[12] LUO Lin, ZOU Cai-rong, YANG Feng-fan. Modified algorithm of principal component analysis for face recognition[J]. Journal of Southeast University (English Edition), 2006, 22(1): 26-30.
[13] �Ծ���, �����. ������Ԫ������RBF�������ģ���л�����[J]. ϵͳ��������Ӽ���, 2006, 28(7): 1051-1054.
ZHAI Jun-yong, FEI Shu-min. RBF neural network multiple model switching control based on principal component analysis[J]. Systems Engineering and Electronics, 2006, 28(7): 1051-1054.
[14] WU Xiao-hong, ZHOU Jian-jiang. Alternative possibilitic fuzzy c-means clustering algorithm[J]. Journal of Computational Information Systems, 2006, 2(3): 925-932.
[15] ������, ���ï. FCM�㷨�������ȵ��½��ͼ���Ӧ��[J]. ����ѧ��, 2004, 32(2): 350-352.
FAN Jiu-lun, WU Cheng-mao. The new explanation of membership degree in FCM and its applications[J]. Acta Electronica Sinica, 2004, 32(2): 350-352.
[16] ���²�, �� ��, �����. ���ڼ�Ȩģ��C��ֵ������ͳ�Ƽ���ָ���Ķ���ֵͼ���Զ��ָ��㷨[J]. ����ѧ��, 2004, 32(4): 661-664.
GAO Xin-bo, LI Jie, JI Hong-bing. A multi-threshold image segmentation algorithm based on weighting fuzzy C-means clustering and statistical test[J]. Acta Electronica Sinica, 2004, 32(4): 661-664.
������Ŀ�����ҽܳ������ѧ����������Ŀ(60425310)
�ո����ڣ�2007-04-17�������ڣ�2007-09-21
ͨѶ���ߣ��� �������ڣ���ʿ���绰��0731-8836091; E-mail��min@mail.csu.edu.cn
(�༭ ������)
ժ Ҫ�����Ǧп�ս�����и��ӵĹ����Ż��������⣬��������ۺϹ�������ģ�͵�Ǧп�ս���̲��������Ż��������ڻ��ڻ��������Ļ����ϣ��ۺ�������Ԫ�������������ģ�����۵ȷ����������ۺϹ�������ģ�ͣ������ݵ�ǰ�IJ����������ۺϹ�������ģ�ͽ�������û���ģ��C��ֵ�����ƥ���Ż��㷨������ŵIJ����������Ӷ�Ϊ�ֳ�������Ա�ṩ��ѧ�IJ���ָ��������������÷������������ƹ�������������ս��IJ������������Ϻõؽ��Ǧп�ս���̵��Ż��������⡣
