
�ս��������ѹFe-2Ni-2Cu-1Mo-1C���Ͽ���ǿ�ȵ�Ӱ��
Ф־�, �žպ�, ��Է��, ����ƽ, ��ԪԪ
(����������ѧ ��е����ѧԺ, ���� 510640)
ժ Ҫ��
������ѹ�����Ʊ��˸��ܶ�Fe-2Ni-2Cu-1Mo-1C����, ���о����ս��¶Ⱥ��ս�ʱ�����ѹFe-2Ni-2Cu-1Mo-1C�����ս��ܶȺͿ���ǿ�ȵ�Ӱ�졣 �������: ������ѹ��ģ������ѹ���ս��ܶȺͿ���ǿ�����ս��¶Ⱥ�ʱ��ı仯���仯, ģ������ѹ���ս��ܶȺͿ���ǿ�Ⱦ����ڳ�����ѹ��; ��ѹ���ϵĿ���ǿ��Ϊ�ս��¶Ⱥ��ս�ʱ��ĺ���, ������ѹ��ģ������ѹ�Ŀ���ǿ�����ս��¶Ⱥ�ʱ��仯�����Իع鷽��(RΪ���ϵ��)�ֱ�Ϊ��b =575+2111536f(t, T), R=0.972�ͦ�b =595+2086883f(t, T), R=0.997��
�ؼ���: Fe-2Ni-2Cu-1Mo-1C; ��ѹ��������; ����ǿ��; �ս�; �ع鷽�� ��ͼ�����: TF12
���ױ�ʶ��: A
Influence of sintering parameters on tensile strength of warm compacted Fe-2Ni-2Cu-1Mo-1C material
XIAO Zhi-yu, ZHANG Ju-hong, WU Yuan-biao, WEN Li-ping, LI Yuan-yuan
(College of Mechanical Engineering,South China University of Technology, Guangzhou 510640, China)
Abstract: The high density Fe-2Ni-2Cu-1Mo-1C material was fabricated by warm compaction method, and the influence of sintering temperature and sintering time on the density and tensile strength of warm compacted Fe-2Ni-2Cu-1Mo-1C sintered material were studied. The results show that the sintered density and tensile strength of the conventional warm compacted and die wall lubricating warm compacted samples change with the change of sintering temperatures and time. The sintered density and tensile strength of the die wall lubricating warm compacted material are larger than those of conventional warm compacted samples. The tensile strengths of warm compacted ferrous materials are functions of sintering temperatures and time. The regression for conventional warm compaction conditions and die wall lubricating warm compaction conditions are that ��b =575+2111536f(t, T), R=0.972 and ��b =595+2086883f(t, T), R=0.997, respectively.
Key words: Fe-2Ni-2Cu-1Mo-1C; warm compacted ferrous material; tensile strength; sintering; regression function
��ĩұ��ṹ���ϼ�������Ƿ�ĩұ����ҵ���������IJ�Ʒ, Լռ������ĩұ����ϼ���Ʒ������60%����, ����Ҫ�����Զ����ġ� ������ҵ�Է�ĩұ��ṹ�����ǿ��Ҫ��Խ��Խ��, ���ǿ�ȳ��˷�ĩұ����Ϲ����ߵ���Ҫ����[1]�� �Ͻ������������ƺ����������ĩұ�����ǿ�ȵ���Ч;��֮һ�� �������ս������, ���õĺϽ�Ԫ��ΪC�� Cu�� Ni�� Mo�� Cr�� P��Mn�ȡ� ��������ĩұ�������˵, ֻ���ܶȺͺϽ�ɷ�һ�𱻿���, ���ܻ����ѵ���ѧ����[2]�� Ϊ�˻�ø��ܶȡ� �����ܼ��߾��ȵķ�ĩұ���㲿��, ͬʱ���ܽ��������ɱ�, ��ĩұ�����о����ǽ����˳��ڲ�и��̽���� 1994���״α�������ѹ(Warm compaction, WC)���μ����Dz���һ��ѹ��/һ���սṤ������ĸ��ܶȡ� ��ǿ�ȷ�ĩұ��ṹ�����һ��ÿ��е��¼���[3-6]�� ���Խϵ͵ijɱ�����ʵ��������ĩұ����ϵĸ��ܶȶ��ܵ����ʷ�ĩұ���Ĺ㷺��ע�� Ŀǰ, ��ѹ����������������ֺ����˵ȸ��ܶȡ� ��ǿ�ȵķ�ĩұ�����, �������ʵ��Ӧ��[7, 8]�� �ս��Ƿ�ĩұ������һ��������Ҫ�Ĺ��ջ��ڡ� ͨ���ս����, ʹ������ĩ�ۺ����ɺ�������������״̬����ι̽����һ��Ľṹ���ϡ� �Ͻ�������ѹ���յĽ���ֲ��˴�ͳ��ĩұ���������ܶȲ�����ɵ�ǿ�ȼ����Բ����ȱ��, Ϊ���������ܵͳɱ��ķ�ĩұ����ִ����˻���, �Ӷ������Ʒ�ĩұ����ֲ��ϵ���ѧ����, ��߷�ĩұ�������ͬ���Ʒ�еľ������� ���ܶȺ�ǿ�ȵ���ѹ������ĩұ�����Ҳ���ϱ�����[9-13], ����ѹ����챲�����ɢ�Ͻ�Fe-4Ni-1.5Cu-0.5Mo����, �ܶȴ�7.25g/cm3����, ����ǿ��Ϊ807MPa�� ��Cr��������ĩұ�����ͨ����ѹ���β���һ���ս�, �ս�̬ǿ�ȿɸߴ�1299MPa�� ��Ը�������ѹ������ĩұ����ϵķ�չ��Ӧ��, ����������Ҫ�о����ս��¶Ⱥ��ս�ʱ��Ը�������ѹFe-2Ni-2Cu-1Mo-1C���Ͽ���ǿ�ȵ�Ӱ�졣
1 ʵ��
ʵ����õ�ˮ�������۵Ļ�ѧ�ɷ֡� ������ɺ����������1���С� ���õĺϽ�Ԫ�ط�Ϊ����ʯī�ۡ� ����������75��m�ĵ��ͭ�ۡ� 3~5��m�ʻ����ۡ� ����������75��m����ۡ� ���ϵĻ�ѧ�ɷ�ΪFe-2Ni-2Cu-1Mo-1C�� ����ZF-0.02�Ͷ�ά���ϻ����1.5h�� ���õ���ѹ��Ϊ���ƵĶ���Ԫ�ۺ������� ������ģ����ʱ, ʹ����������Ϊ5%�ľ��ķ���ϩ�黯Һ�� ��ͳ��ѹ(��ģ����)ʱ, ��ĩ�м��������Ϊ0.6%(��������); ��ģ����ʱ, ��ĩ�м��������Ϊ0.25%�� ����ѹ�¶�Ϊ120~125��, ѹ��Ϊ700MPaʱ, ������ѹ�����ܶ�Ϊ7.31g/cm3, ģ������ѹ���ܶ�Ϊ7.38g/cm3�� �ս���RSJ-13������˿¯�н���, �ս�����Ϊ�ֽⰱ�� �ܶȦѸ��ݹ��ұ�GB5163��1985, ������ˮ�������� ����ǿ�Ȧ�b���ݹ��ұ�GB7963��1987, ���ñ�ƽ����, ֱ���ɷ�ĩѹ�ƺ��ս��Ƴɡ� ��CMT5105�ʹ������Ƶ����ܲ���������ϲ�������ǿ�Ȧ�b��
2 ��������
2.1 �ս��¶ȵ�Ӱ��
�ڷ�ĩұ��ҵ�ж�������Ʒ���и����ս����Ȥ���ϵ�����, ����Ҫ�����ڸ����ս��ܴٽ��Ͻ�ľ��Ȼ��� ͼ1��ʾΪ�ս�ʱ��Ϊ50minʱ�ս��¶ȶ��ս��ܶȵ�Ӱ�졣 ��ͼ1�ɿ���, ��ģ������ѹ���ս��ܶȾ����ڳ�����ѹ; ���¶�С��1200��ʱ, �ս��ܶ����ս��¶����߶�����, �ս�����ȴ����; ���¶ȸ���1200���, �ս��ܶ����ս��¶����߶�����, �ս��������ӡ� ����Ҫ��������1200��֮ǰ, ͭ���ۻ��γ�Һ��, ��Fe-Cu��Ԫ��ͼ��֪, ��������ͭ�С� ����, �����ս�Ľ���, ���ۿ��������ӻ����ڲ�����Һ�����ʧ, ��ëϸ����������, ���ۿ����ᷢ���������Ŷ�ʹ֮���ܻ�, �Ӷ������ս��ܶ���ߡ� �¶ȴﵽ1200��֮��, �ս��ܶȽ�����Ҫ�����ںϽ����γɵ���̼������1230���ۻ�����˲ʱҺ����γɶ��ο�����[14]�� �������, �ս����ܶȾ���ԭ�����ܶ��������͡� ����Ҫ�����ڷ�ĩ����ѹ��, �ܶȽϸ�, �����������ڷ�տ���, ���ս�����½�, ���ֽ�������������ų������ж����ѹ�������������, �������Ԥ��������������Ч�ؿ˷���һȱ�㡣
ͼ2��ʾΪ��ѹ���ϵĿ���ǿ�����ս��¶ȱ仯�����ơ� ��ͼ2�пɿ���, ���ϵĿ���ǿ�������ս��¶ȵ���߶����� ���¶�Ϊ1300��ʱ, ����ǿ�ȴﵽ���ֵ, �Ҹ����ս�ʱ��Խ��, Խ��������߲��ϵ���ѧ����, ����Ҫ�����ս�ʱ����������ǿ��ĩ���, ��϶�ͺϽ�Ԫ�ص���ɢ���Ȼ����¡�
��1 ˮ�������۵Ļ�ѧ�ɷּ���ҵ����
Table 1 Chemical composition and properties of water atomization iron powder

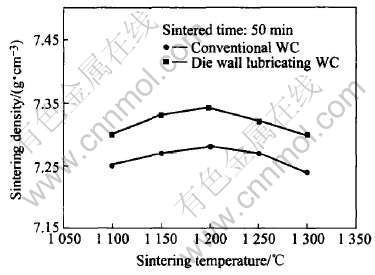
ͼ1 �ս��¶ȶ���ѹѹ���ս��ܶȵ�Ӱ��
Fig.1 Effect of sintering temperature on sintered density of warm compacted material
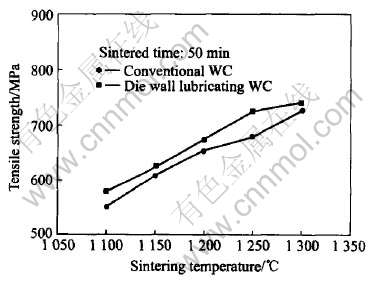
ͼ2 �ս��¶ȶ���ѹ���Ͽ���ǿ�ȵ�Ӱ��
Fig.2 Effect of sintering temperature on tensile strength of warm compacted material
2.2 �ս�ʱ���Ӱ��
ͼ3��ʾΪ�ս��ܶ����ս�ʱ��ı仯���ơ� ��ͼ3�пɼ�, ��ģ������ѹ���ս��ܶȾ����ڳ�����ѹ��, �������ս�ʱ����ӳ�, �ս��ܶ����½���������; ��50minʱ, �ս��ܶ���͡� ͭ�������ս�������ۻ�������Һ���սᡣ ���ս��¶ȴﵽͭ���۵�ʱ, Һ��ͭ����ëϸ�ܵ����������ŷ�ĩ����������չ, ������ ���ڷ�ĩ��������ѹ����ʱ����˸ߵ��ܶ�, ��ĩ֮���γɽ�ǿ�Ļ�е����, ͭҺĤ���ս�ij�������Ѹ�ٽ����ĩ�����Ľ����, ��ԭ��ͭ�ۿ���ռ�ݵĿռ�ͳ����¿�϶, ����ѹ�����͡� �������ս�ʱ����ӳ�, �Ͻ�Ԫ��֮����ܽ�, ���ս���е�50minʱ, ͭҺ��ȫ����ԭʼ��ĩ������Ľ���, �ƻ��˿�����ԭ�еĻ�е����, ���·�ĩ���������Ծ�������, ���ֳ�ѹ���ܶȽ��͡� �����ս���̵ļ�������, ���һ��������ĩ�����Ļ����� ��ת�� ����, �������źϽ�Ԫ�ص��ܽ⡢ ��������ɢ, ����ѹ���ĵ�����Ӧ�����Գ���ͷ�, �����ﵽ�ս����ܻ�Ч��, ͬʱ��������ս��ܶȡ�
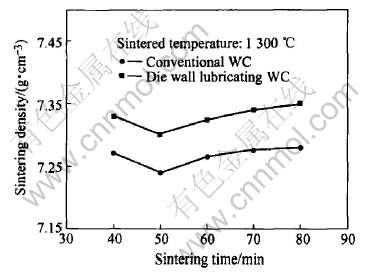
ͼ3 �ս�ʱ�����ѹ�����ս��ܶȵ�Ӱ��
Fig.3 Effect of sintering time on sintered density of warm compacted material
ͼ4��ʾΪ��ѹ���ϵĿ���ǿ�����ս�ʱ��ı仯���ɡ� ��ͼ4�ɼ�, �����ս�ʱ����ӳ�, ���ϵĿ���ǿ�ȵõ���ߡ� ���ս�ʱ���40min�ӳ���80minʱ, ����ǿ�������103~115MPa��
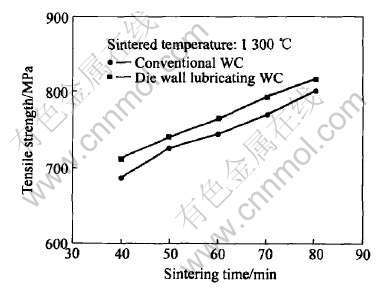
ͼ4 �ս�ʱ�����ѹ���Ͽ���ǿ�ȵ�Ӱ��
Fig.4 Effect of sintering time on tensile strength of warm compacted material
3 ����
����������ȷ�����ս��¶Ⱥ�ʱ��Ի��Ԫ�ط�ĩѹ����øߵĿ���ǿ�ȵ���Ҫ�ԡ� �������ս������, ǿ�ȵ���߾�Χ���źϽ�Ԫ�ص���ɢ���Ȼ����еġ� �Ͻ�Ԫ�����ս�������ɢ���Ƿ����, �Է�ĩ�ս�Ͻ��������������Ҫ�ġ� Heckel��[15�� 16]���о���Ϊ, ��ɢ���ȶ�F��Ͻ�Ļ���ɢϵ��D, �Ͻ�Ԫ�ط�ĩ����r���ս�ʱ��t�й�, ��
![]()
�¶�Ӱ����Ȼ��ٶ�, ��Ϸ�ĩѹ���ĸ��¾��Ȼ���Ҫ��ͨ��������ɢ��ʵ�ֵ�, �¶ȶ��ڹ��̶���ѧ����ҪӰ����������ɢϵ����, ��ɢϵ��Ϊ
���, ��ɢ���ȶ�FΪ
![]()
�������ߴ�һ��ʱ, ��ɢ����r��Ϊ������ ����, ��1300���ս�80min, ��ɢ���Ȼ������ʽ���1100���ս�40min���Լ19���� ͼ5��ʾΪ��ѹ���Ͼ�1200���ս�50min��IJ����������� ��ӦCu�� Ni��MoԪ�صĵ�����̽��ɷ�[CM(22]�仯���2���С� �ɱ�2�ɿ���Cu�� Ni��MoԪ�صķֲ�������������仯���ơ�
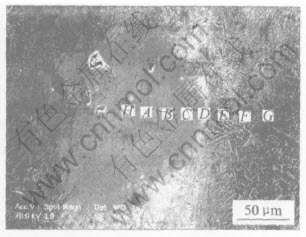
ͼ5 ��ѹFe-2Ni-2Cu-1Mo-1C������1200���ս�50min��IJ���������֯
Fig.5 Non-homogeneity microstructure of warm compacted Fe-2Ni-2Cu-1Mo-1C material after sintered at 1200�� for 50min
����ɢ���Ȼ�����(3)��֪, Ԫ�ػ�Ϸ�ĩѹ���ĺϽ�Ԫ����ɢ���Ȼ����ս������ֱ��Ӱ����ϵ���ѧ����, �����ѹ���ϵĿ���ǿ�ȿ���Ϊ���ս��¶Ⱥ��ս�ʱ��ĺ���[17], ���������:

����ͼ2��4������, �������Իع�����ɻ�����·���(RΪ���ϵ��):
������ѹ:
![]()
ģ������ѹ:
![]()

ͼ6 ������ѹѹ���Ŀ���ǿ����f(t, T)֮������Թ�ϵ
Fig.6 Linear relationship between tensile strength and f(t, T) of conventional warm compacted material
ͼ6��ʾΪ���еij�����ѹ��Ԫ�ط�ĩ���ѹ����1100~1300���ս�40~80min�Ŀ���ǿ�Ȧ�b������f(t, T)������Իع��ϵ���ߡ� ��ͼ6�ɿ���, ����f(t, T)�����, ��ѹ���ϵĿ���ǿ�Ȧ�b�õ�������ߡ�
��2 ͼ5�в�ͬ��Ԫ�صĺ����仯���
Table 2 Compositions at different positions in Fig.5(mass fraction, %)

4 ����
1) ��ѹFe-2Ni-2Cu-1Mo-1C���Ͼ���ͬ�¶��ս�50min, ģ������ѹ���ս��ܶȾ����ڳ�����ѹ��, ��1200��֮ǰ, �ս��ܶ����ս��¶����߶�����; ���¶ȴﵽ1200��֮��, �ս��ܶ����ս��¶����߶�����; ��ѹ���ϵĿ���ǿ�������ս��¶ȵ���߶�����
2) ��ѹFe-2Ni-2Cu-1Mo-1C������1300���սͬʱ��ʱ, ģ������ѹ���ս��ܶȾ����ڳ�����ѹ��; ��ѹ���ϵĿ���ǿ�������ս�ʱ�����߶�����
3) ��ѹ���ϵĿ���ǿ�����ս��¶Ⱥ��ս�ʱ��ĺ���, ������ѹ��ģ������ѹ����ǿ�ȵ����Իع鷽��(RΪ���ϵ��)�ֱ�Ϊ: ��b =575+2111536f(t, T), R=0.972; ��b =595+2086883��f(t, T), R=0.997��
REFERENCES
[1]����, ������, ������. MCM��MVM�ս��ǿ��������������[J]. �й���ɫ����ѧ��, 1995, 5(2): 116-119.
YI Jian-hong, L�a Hai-bo, MA Fu-kang. Strengthened mechanism and performance of MCM and MVM sintering steels[J]. The Chinese Journal of Nonferrous Metals, 1995, 5(2): 116-119.
[2]Shivanath R, Jones P K, Lawcock R. On the synergies of high temperature sintering and alloy development for high endurance P/M powder train components[A]. Cadle T M, Narasimhan K S. Advances in Powder Metallurgy and Particulate Materials[C]. Princeton, NJ: MPIF, 1996. 427-434.
[3]James W B. Recent developments in ferrous powder metallurgy alloys[J]. The International Journal of Powder Metallurgy, 1994, 30(2): 157-162.
[4]Rutz H G, Hanejko F G. High density processing of high performance ferrous materials[J]. The International Journal of Powder Metallurgy, 1995, 31(1): 9-17.
[5]XIAO Zhi-yu, KE Mei-yuan, CHEN Wei-ping, et al. A study on warm compacting behaviors of 316L stainless steel powder[J]. Materials Science Forum, 2004, 471-472: 443-447.
[6]LI Yuan-yuan, XIAO Zhi-yu, Ngai T L, et al. Warm compacted NbC particulate reinforced iron-based composite (��)��effect of fabrication parameters[J]. Trans Nonferrous Met Soc China, 2002, 12(4): 659-663.
[7]Capus J. Warm compacted turbine hub leads new PM thrust[J]. Metal Powder Report, 1997, 61(9): 19-20.
[8]Veltl G, Oppert A, Petzoldt F. Warm flow compaction fosters more complex PM parts[J]. Metal Powder Report, 2001, 56(2): 26-28.
[9]Lindberg C, Johansson B, Maroli B. Mechanical properties of warm compacted Astaloy CrM[A]. Howard F, Donald T. Advances in Powder Metallurgy and Particulate Materials��2000, Part 6[C]. Princeton, NJ: MPIF, 2000. 6-81.
[10]Degoix C N, Griffo A, German R M. Effect of lubrication mode and compaction temperature on the properties of Fe-Ni-Cu-Mo-C[J]. The International Journal of Powder Metallurgy, 1998, 34(2): 29-33.
[11]Rutz H G, Hanejko F G. High density processing of high performance ferrous materials[J]. The International Journal of Powder Metallurgy, 1995, 31(1): 9-17.
[12]LI Yuan-yuan, Ngai T L, XIAO Zhi-yu, et al. Study on mechanical properties of warm compacted iron-base materials[J]. Journal of Central South University of Technology, 2002, 9(3): 154-158.
[13]Ngai T L, CHEN Wei-ping, XIAO Zhi-yu, et al. Die wall lubricated warm compaction of iron-based powder metallurgy material[J]. Trans Nonferrous Met Soc China, 2002, 12(6): 1095-1098.
[14]Danninger H. Sintering of Mo P/M steels prepared from elemental powders, I-sintering temperature and mechanical properties[J]. Powder Metallurgy International, 1992, 24(2): 79-85.
[15]German R M. Liquid Phase Sintering[M]. New York: Plenum Press, 1985. 234-235.
[16]������. ��ĩ�ս�����[M]. ����: ұ��ҵ������, 2002. 153-155.
GUO Shi-ju. Theory of Powder Sintering[M]. Beijing: Metallurgical Industry Press, 2002. 153-155.
[17]Degoix C N, Griffo A, German R M. Effects of sintering parameters on the mechanical properties of a Fe-2Cu-2Ni-0.9Mo-0.8C steel[J]. The International Journal of Powder Metallurgy, 1990, 24(6): 57-66.
������Ŀ: ������Ȼ��ѧ����������Ŀ(50574041); �����������˲�������Ŀ(NCET-05-0739); �㶫ʡ�Ƽ��ƻ�������Ŀ(2004B10301018)
�ո�����: 2005-11-29; ������: 2006-06-11
ͨѶ����: Ф־�, ����, ��ʿ; �绰: 020-87111983; ����: 020-87112948; E-mail: zhyxiao@scut.edu.cn
