
���±�ţ�1004-0609(2007)01-0131-07
����Mg65Cu22Ni3Y10�Ǿ�̬�Ͻ���Ʊ����ں����е�Ӧ��
����˾�˳����ſ�ɽ���� ΰ
(���մ�ѧ ���Ͽ�ѧ�빤��ѧԺ�� �� 212013)
ժ Ҫ��
����ͭģ�������Ʊ��˺��Ϊ2 mm���ɷ�ΪMg65Cu22Ni3Y10����Ͻ���������ͨ��X�������䡢����ɨ��������֤ʵ��Ϊ��ȫ�ķǾ�̬����þ�Ͻ�AM60BΪĸ�ġ�2 mm���Mg65Cu22Ni3Y10��״�Ǿ�̬�Ͻ�Ϊ�м�㣬��420~540 ���½��к��ӣ����ý���������ɨ��羵(SEM)���������о��˺��ӽ�ͷ������ò�ͳɷֲַ����������������Ӻ����ã�δ�۲쵽Ƭ״���������δ���ϵ�ȱ�ݣ��������ɿ�״��-Mg�����״��������ɣ������е�AlԪ��ͨ��������ɢƫ�۵������У���YԪ����ɢ�������У���������Mn��CuԪ�ط���ƫ�ۣ�NiԪ�طֲ����ȣ�û�з���ƫ������
�ؼ��ʣ�
Mg65Cu22Ni3Y10���Ǿ�̬�Ͻ�����ɢǥ���������ɢ���Ǿ�̬ǥ����
��ͼ����ţ�TG 454���� ���ױ�ʶ�룺A
Preparation and application in welding of bulk Mg65Cu22Ni3Y10 amorphous alloys
CHEN Zhen-hua, SI Nai-chao, ZHANG Kou-shan, ZHAO Wei
(School of Material Science and Engineering, Jiangsu University, Zhenjiang 212013, China)
Abstract: Bulk Mg65Cu22Ni3Y10 alloy with thickness of 2 mm was fabricated by casting in a traditional copper mould. Full amorphous structure was confirmed by X-ray diffractometry and differential scanning calorimetry (DSC). A welding experiment was performed using Mg-based alloys AM60B as base metal and bulk Mg65Cu22Ni3Y10 amorphous alloy as interlayer between 420 �� and 540 ��. The microstructures and elements distribution of the brazed joints were analyzed by metallographic microscopy, SEM and EDS. The results show that a sound bonded interface is obtained without sheet inclusion, pore and unbinding. The microstructure consists of bulk ��-Mg phase and needle compound in the weld metal, element Al diffuses along the grain boundary of the substrate into the welding line. A little Y diffuses into the base metal. A little Mn and Cu segregate and element Ni distributes homogeneously and no segregation appears in weld area.
Key words: Mg65Cu22Ni3Y10; amorphous alloy; diffusion brazing; phase boundary diffusion; amorphous solder alloys
þ�Ͻ���ܶ�һ��С��2 g/cm3����Ŀǰ����Ľ����ṹ���ϣ����е�ӹ�������Ϊ���Ͻ��70%�����������ܡ�����������Զ�������Ͻ𣬱�������Ϊ��21������߷�չDZ����ǰ;����ɫ���̲��ϡ�[1]����þΪ��Ҫ�ɷֵĿ����������������Խϸߵı�ǿ���ȡ��ȸնȣ�ͬʱ�Ʊ��ɱ��͡��Ʊ����ռ�����о�Mg���������������������[2-3]��
�Ǿ�ǥ������20����70�����չ���������ÿ��䷨�Ʊ�����ǥ��, ������ɷּ�����ȷ���ۻ��¶ȷ�ΧխС����ѧ�ɷ־����Ժ�����֯�����Ըߡ���ɢ���Լ����Ż��Ըߡ�����������϶��ǥ��������ƫ���������ף�����ɻ�ø�ǿ�Ⱥ���ʴ�Եĺ��ӽ�ͷ����һ�ַdz���ǰ;��ǥ����[4-5]��
����þ�Ͻ�ĺ������ܽϲ����ʵ�ֿɿ������ӣ����Ϊ��Լþ�Ͻ�Ӧ�õļ���ƿ����ؽ������Ĺؼ�����֮һ[6]����Ȼ��10�������Ƕ�þ���Ǿ�̬�Ͻ��о�ȡ����һЩͻ���ԵĽ�չ����Ŀǰ��δ�ܽ�Mg���Ǿ�̬�Ͻ�Ӧ�õ������������[7]������մ������о���Mg65Cu25-xNixY10(x=1, 2, 3, 4, 5)�ķǾ��Ͻ��γ��������������Mg65Cu22Ni3Y10������ǿ�ķǾ��γ����������������������Ƶijɷ�ΪMg65Cu22Ni3Y10�����Ϊ2 mm��״�Ǿ�̬�Ͻ���ǥ�ϣ����öԽӽ�ͷ����ʽ��AM60B��̬þ�Ͻ���к��ӣ���һ������ʱ���ѹ���µĺ��ӽ�ͷ��ò����֯�����������о������ù�ѧ������ɨ��羵���������ķ��������˺��ӽ�ͷ������֯��Ԫ�طֲ�����ɢ��Ϊ��
1 ʵ��
ʵ��ԭ��Ϊ��״��Mg��Cu��Ni��Y����ɷֱַ�Ϊ(��������)��Mg 99.99����Cu 99.95����Ni 99.97%��Y 99.95%����������̬AM60Bþ�Ͻ�
�ڸߴ���������µķ��Ժĵ绡¯������Ħ����Ϊ22?3?10��Cu-Ni-Y�м�Ͻ𣬽��м�Ͻ��봿Mg��Ԥ���������(Ϊ����������������þҺ�����Գɷֱ�����Ӱ�죬���ʱMg��������5��(��������)�� ��[8])��Ȼ����ͨ����������ĵ���¯�е�����(��̼��)��760 �汣��1.5 h�������ٽ��Ͻ�Һ����ͭģ��ǻ�л��2 mm��İ�״����(ͼ1(a))��ͼ1(b)��ʾΪ���������Ķ�����Ƭ�����Կ�������������ַǾ�̬�Ͻ����еĶ��������������������ɫ��������ѧD/max 2400�����ǽ�����̬���������X��������(XRD)������Perkin-Elmer DSC-7��ʾɨ�����ȼ�(DSC)�������ۿ�����������IJ���ת���뾧����Ϊ����������Ϊ20 K/min��
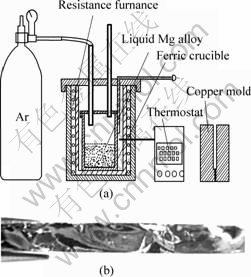
ͼ1 þ�Ͻ�����ʾ��ͼ���Ϊ2 mm�ķǾ�����
Fig.1 Sketch of prepared amorphous alloys(a) and photo of cross section of amorphous Mg65Cu22Ni3Y10 alloys with thickness of 2 mm(b)
AM60B�ĺ���ʵ�������ƵĹ��Ե���¯�н��С��ù���ͬʱ�������м��Ǿ�̬�Ͻ�ij������������ۻ����Һ��Խ����ն���������ú�Һ����ɢ�ȹ������ŵ㣬�ڱ����ƽ�������ĸ��֮���ֱ����ɢ���ӣ��ڴֲڶȴ�ľֲ���Ҫ��Һ̬�м����������ɢʵ��ĸ�ļ�����ӣ��Ӷ�����ʵ�ֽ����Ľ��ܽӴ�����С��������ն�����ʵ�ֽ������ܽӴ�����������Һ��������õIJ��룬��ĸ�ij����Ա��γ̶ȵ�Ҫ����Խ��ͣ�Ҳʹ���ͺ���ѹ���ͼ�С���γ�Ϊ����[9]���ù��մ����ڲ�����������ԭ��Ǩ�Ƶı��ʿ�, ��ʵ���м����ۻ�����ʪĸ�ġ�����϶(���и���ǥ������)����ͨ��ʹ�м���Ϊ������ɢ��Һ�༰ĸ����������������ĸ���������Ϊ��·��ɢͨ��, �ٽ��м����ĸ����ɢΪĿ��(������ɢ������)[10]���ù�����������ͨǥ���ĵط����ڼ�ѹ�������κ�ǥ����
����ǰ��ɰֽ���Ǿ�̬ǥ�ϱ����ĥ�ɾ���þ�Ͻ�����ø�ˢ���������ִ���һ�����ƻ��˱��������Ĥ������ǥ�ϵ���ʪ������ͬʱ�ڸ�ˢˢ���ı����γɽϴֲڵ��ݺύ����ϸ�ۣ���ǥ�����������ëϸ�����ã��ٽ�ǥ���ؽྻ��ĸ�ı�����չ��������ʪ[11]��
��������Ϊ40~45 K/min��Ϊ��ֹþ�Ͻ��ȼ�պ��м��Ǿ����������ں��ӹ�����ͨ���������
2 ��������
ͼ2(a)��ʾΪͭ�ͽ���2 mm���Mg65Cu22Ni3Y10������IJ�X���������ס���ͼ�ɼ�����2��=37?�������߶�����Ϊ���͵ķǾ�����ɢ����壬�����Եľ�̬����֣�������óɷֺϽ���γ�2 mm�����ȫ�Ǿ���ı��塣
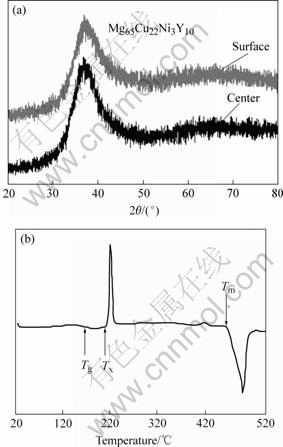
ͼ2 ��̬Mg65Cu22Ni3Y10�Ͻ��X�������估��������20 K/minʱ�ھ������ۻ��¶ȷ�Χ����������DSC����
Fig.2 XRD patterns of as-cast Mg65Cu22Ni3Y10 alloys with thickness of 2 mm(a) and DSC curve in temperature ranges of crystallization and melting at heating rate of 20 K/min(b)
ͼ2(b)��ʾΪ��̬Mg65Cu22Ni3Y10�Ͻ���ȫ�γɷǾ�����Ʒ��DSC���ߣ��óɷֺϽ��Tg��Tx��Tm�ֱ�Ϊ431.9��488.2��748.2 K������Һ̬�¶����䦤Tx(��Tx=Tx-Tg)Ϊ56.3 K��
�Ͻ��������ʡ��Ͻ�ɷֺ�������Ӱ��Ǿ��Ͻ��γɵ���Ҫ���ء��Ͻ�ijɷ�������һ����ȡ���ںϽ�ϵ��Ԫ��֮��ļ������Ժͻ���ȣ���һ����ȡ��Ԫ��ԭ�ӵ���Դ�С����Mg65Cu22Ni3Y10����ԪԪ�صĻ������Է�������(����1)������ϵ��Ҫ���Ԫ��֮����нϴ�ԭ�ӳߴ��ͽϴ���ȣ���ˣ��Ͻ����нϸ̶߳ȵ������ܶѽṹ����ͬ����Ӧ��̬ƽ����ľ���ԭ�����з�ʽ�����ںϽ�Ľᾧ���̰����Žϴ��ԭ�ӽṹ�ı仯������Һ����иߵĿ��ᾧ���ȶ��ԣ����ԺϽ���иߵķǾ��γ�������Լ������ת���¶�Trg(Trg=Tg/Tm)��Ϊ�����Ǿ��γ������IJ���Դ�ڶ�Tg~Tm��Tg~Tl�¶�������ճ�ȵ�Ҫ��ֻ������ȴ������ճ�����¶��½���������(d��/dT)�㹻����ʹ����ԭ��û���㹻ʱ�����ţ��Ӷ����ƽᾧ��÷Ǿ�̬���ɶԷǾ�̬Mg65Cu22Ni3Y10�Ͻ��DSC������֪��Trg��0.577����˸óɷֵĺϽ�������õ����ȶ��ԺͷǾ��γ�������
ͼ3(a)~(f)��ʾ���¶�Ϊ420~540 ���ڹ�ѧ�����¹۲쵽�ĺ��ӽ�ͷ��ò��
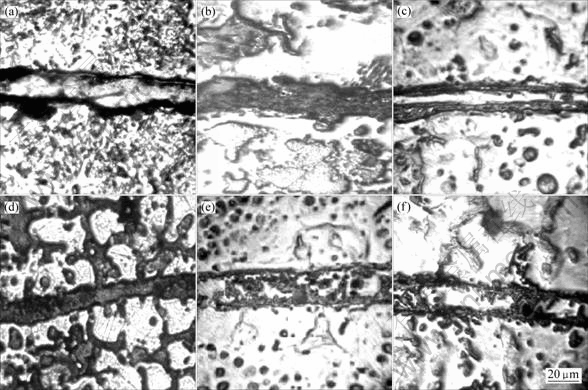
ͼ3 ���ӽ�ͷ����ò
Fig.3 Microstructures of brazed joints at different temperatures with pressure 0.2 MPa and time of 10 min: (a) 420 ��; (b) 450 ��; (c) 480 ��; (d) 500 ��; (e) 520 ��; (f) 540 ��
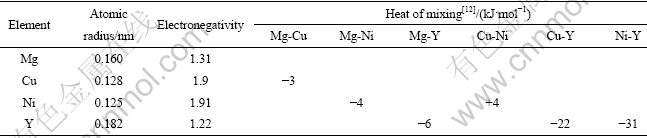
��1 Mg65Cu22Ni3Y10��ԪԪ�صĻ�������
Table 1 Basic properties of Mg65Cu22Ni3Y10 compositional elements
�ڵͱ������¹۲��м��Ͻ���ĸ�Ľ����Ľ��Ч��ʱ��ͨ�������������м���Ϊһ���ߣ�һЩ���׳�֮Ϊ����Ӻ���(Bonding line)�����ڱ�ʵ���м����õ���2 mm��״�Ǿ�̬�Ͻ𡢺���ѹ����С���������������÷Ǿ�̬����������ǥ�ϵĺ������[10]������Ͽ����ֲ��Ϊ���ԡ�����������¶ȵ����߱仯���������5~40 ��m֮�䡣
ͼ3��ʾΪ���͵�ǥ����ͷ��ò����ͼ�п��Կ������������м��Ͻ��Ͻ������ԣ���ǥ������Ļ��������ͬ����ǥ������Ľ��淴Ӧ��Ϊ�Գƽṹ�������Ͻ��ܣ�δ�۲쵽δǥ�Ų�λ(����ն�) �����ס����ƺͲ����ϵȺ���ȱ�ݡ����ӽ�ͷ��֯���ڻ������࣬�ҳ������Եķֲ�����ͬ�¶��µĺ�����ò���ϴ���420 ��ʱ(ͼ3(a))�������ͷ��Ϊ���Ե�3��(�����ĵ���������Ϊ���м�㻯���������������㡪����)���м��������ڽϺ������Ĥ�ͼ�����������¶��º���������ò��ȣ���������Ļ���������仯�ϴ�������������Ļ����������ƽֱ��״̬�����ڽ�Ͻ������ƽֱ����ԭ����Takahashi��[16]�ļ��������Һ���ĸ�ı����ͻ��λ���ܽ�϶�, ����ʹ��������ƽֱ�������ڼȶ����м�㣬�¶�Խ�ߣ�ĸ���ܽ�����Խ�죬��ʹҺ��������Ѹ�ٴﵽ�ϴ�ı��Ϳ��ȡ��ɼ�����Ͻ����ڵ���ʱ��������ʱƽֱ����ԭ�������¶Ƚϵ�ʱ�ֲ�ѹ�����Ա��μ�Һ���м���ĸ�ĵ��ܽ����ù���С��������Ч�ܽ�ĸ�ı���ľֲ����������¶ȵ�����ʱ��ĸ����ǥ���е��ܽ�����ߣ��ܽ����ʼӿ죬��������ƽֱ��[10]����450 ��ʩ��ʱ(ͼ3(b))����������������ȴ�ͣ����¶����ߵ�480 ��ʱ(ͼ3(c))���м�Ͻ�����Ӻ��濪ʼ�����м�Ͻ������ķ�Ӧ�㣻��500 �溸��ʱ(ͼ3(d))���������Թ۲쵽�м�����֦״������Ļ���������˵�����¶��µ�Һ���м���Ի��������Ϊ��·ͨ����ĸ����ɢ��Һ̬ǥ����ĸ��֮������ż��ҵ�Ԫ�ػ���ɢ��Ϊ����520 ���540 ��ʱ(ͼ3(e)��(f))���������������ͼ�������ȫ��ʧ���γɻ������м�����ɢ���������ɢ����
Ϊ��һ���˽�ǥ�������Ͻ�Ԫ�صķֲ�����ɢ��Ϊ����JXA-840Aɨ����������ֱ����500 ��(ͼ4(a))��520 ��(ͼ4(b))��540 ��(ͼ4(c))����ʱ�ĺ��������֯����Ԫ�صķֲ��������ͼ4���������ؿ���������ΪMg-Al-Mn�Ͻ�ĵ�����֯�����˴��ڦ�-Mg����ھ�����������Ħ�-Mg17Al12���⣬�����ں�Mn���м��ࡣ��������û�����ơ����ס������Ⱥ���ȱ�ݣ��������м�в�֮��������ԵĽ��棬��400�������¹۲�ĺ�����ò��ȣ�ǥ����ĸ�Ľ������ֱ�߱���˰���������ߣ����������м��Ͻ��е�ԭ���ش�ǶȾ��������ɢ�Ľ���������ڲ���ԭ���ǰ�һ�������������еġ������Dz�ͬ������Ӵ��Ľ��棬����������֮��нǵĴ�С�ɷֳ�С�ǶȾ���ʹ�ǶȾ��硣С�ǶȾ�������������������ԭ�����д��ϵĽǶȺ�С��Լ2o~3o������ǶȾ������ʵ�����м��ӽ�����״̬������ԭ���ڴ�ǶȾ����ϵ���ɢ������С������ɢʱ�������ɢ�����ܡ���ˣ��м��ԭ���ش�ǶȾ���������ȴ�ʹ��/Һ������̬Ϊ��ƽ�档
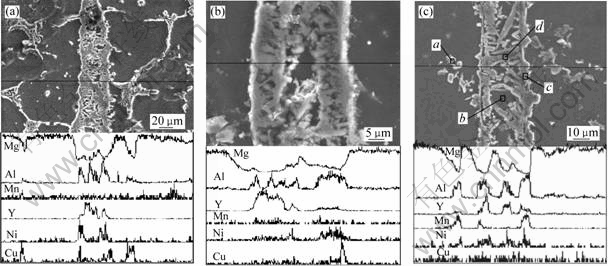
ͼ4 ǥ����ͷ��ɨ��羵��Ƭ���Ͻ�Ԫ�ص��߷���
Fig.4 SEM images of brazed joint and linear scanning of elements at different temperatures: (a) 500 ��; (b) 520 ��; (c) 540 ��
�м���ɻ�ɫ�Ļ������ϸС��״��֯���ɣ�����״��֯�����Ŵ�ֱ���淽������(ͼ4(c))�������̽��漰����/ĸ�Ľ�����������ʵĴ��䡢ת�ƣ���Һ̬ǥ�ϵ����̹������������Ժ����ԡ���ʱ�����ͷ������Ҫ����������Խ��еĹ��̣���Һ̬�м����Ԫ��ĸ�ĵ���ɢ��̬����ĸ����Һ̬�м����ܽ⡣���ں�����Һ̬ǥ������������٣��ڽ���������ǿ�ҵ���ɢ���ܽ���̡�������ĸ���ڽ��洦��Һ̬�м�����ܽ⣬ͬʱ�м��������ĸ���е�Al��Mn��MgԪ���γɹ������Cu��Ni��YԪ����ĸ����ɢ��ʹĸ���뺸����洦���ڰ��ۻ�״̬�����洦һЩԵ��Ϊ�Ǿ����κ˵ĺ��ģ��������ڽ��洦�¶��ݶȺܴᾧ�ٶ�ȴ��С( ��������)���ɷֹ�������γɣ����������ڽ����ͷ��������������֯����������������ƽ���������γɴ�ֱĸ����������״�������̽������������ƶ�[17-18]������״��ǰ�أ�����ɷַ����˾�仯������ƶAl��Mg��Cu������Һ̬�м����������-Mg������̬��Al-Cu��Mg-Cu��Al-Cu-Mg�ȹ����������ᄃ�����������κ˺ͳ���
�ڶ������屣�������½��б���ǥ��ʱ��Һ̬ǥ����ëϸ����ͬʱ����ĸ�ķ���������á����ݶ�����ɢ����[19]������ɢϵͳ�У�����Ԫ�ض�����ͬʱ�ظ��ԵĻ�ݶȽ�����ɢ����һ�ݶȼ���ÿһ��Ԫ�����ɢ��������������ĸ�ĺ�ǥ���еĸ�Ԫ�������ӽ��涼����һ����Ũ���ݶȣ�����������ɢ����Һ̬ǥ����Ԫ��ĸ�ĵ���ɢ��̬����ĸ����Һ̬ǥ�ϵ��ܽ⡣��ͼ�к���Ԫ�ص��߷�����֪�� 500 ��ʱ��MgԪ��ɨ�����ڿ������洦�Ĺ����м����½���ͨ�������������Ƚ�С��������MgԪ��ɨ����Ϊʱ��ʱ�͵����߲���˵��ǥ����MgԪ����Ҫ�Ԧ�-Mg��(��ɫ��״��֯)����ʽ��ɢ���ڣ�ĸ����Mg�ĺ����뺸���еĺ������ϴ����е�MgԪ��ֻ������������ɢ��520 ���540 �������º���������MgԪ��ɨ�����ڽӽ�����Ĺ����У�Mg�ĺ����������ͣ����������Ѹ�����ߣ��ں����в�����MgԪ�صķֲ�Ҳ�����ȣ���ɫ�Ĵ���������Ǹ� ��Mg���������еİ�ɫ��״��֯��Mg�ĺ�������������˵����ǥ�����¼�����ƽ�����̹����У���ǥ���о��ȷֲ���MgԪ�أ�������ɢ�����·ֲ���ò����ȣ��������¶ȵ����ߺ����и���MgԪ�صĻ�ɫ��״��֯���ࡣ
��Al�ĺ����������߿�֪�������е�AlԪ���췢���ܽ⣬�ڴ�ֱǥ�췽������������ں���������������ǥ�������ڳ����˸�Al�������ڻ��忿������ܿ������ڳ�����Al�������������������������Ҫԭ��������仯����Mg17Al12���۵�ϡ��ͣ���ƫ���ھ����йء���AM60B�Ͻ��У�AlԪ����Ҫ�Ԧ�-Mg17Al12����ʽ���������ھ��磬���紦��ɢ����ܵͣ�����ɢ�Ķ�·ͨ���������ں��ӹ�����Alԭ���ؾ���Ѹ����ɢ���м���Һ̬ǥ�ϡ�ƫ�۵�Һ̬�м��Ͻ��е�AlԪ�������ı��¼�ƽ�����̹����У�ͬMgԪ��һ����������ɢ�����·ֲ���úܲ����ȣ���Ҫ�����ڰ�ɫ����״��֯�С�AlԪ��Ϊ�м��ĵڶ�����Ԫ���ҹ�̬Al��Һ̬�м���е��ܽ����Һ̬�м���е�Ԫ�����̬ĸ���е���ɢ��Ũ�ȵĴ���仯��Ũ���ݶ��������˵���м����ĸ�ļ�������(�ܽ�����ɢ) ����˳�������������һ������Ҳ��ӳ�˽����ϵ�������δ���γɽӺ��ϰ�(��Ӱ����ʪ���谭��ɢ)��������δ���κ�ǥ����������ĤҲ����ĸ���ܽ�����б���ij�ַ�ʽ�ơ��飬�Ӷ�ʹ����Ӻ����á�
������Mn��Y��Cu��NiԪ�أ� YԪ�شֲַ��ں�������������ɢ�������У�MnԪ��ֻ�ڲ���С��������Ԫ�صĸ��ۺ�ƶ����Cu��NiԪ���ش�ֱ���췽��ֲ��������ȣ�ƫ�������Ǻ����ԡ�
��540 �溸��������������ͬ��֯���������(ͼ5(a)~(d)��������ֱ��Ӧͼ4(d)�ϵ�4����a��b��c��d)��������������ϵİ�ɫ��״�������г��˺���Mg��Al��MnԪ���⣬�м��Ͻ��е�Y��Cu��NiԪ��ͨ�������������Ҳ��һ��������ɢ����ƫ���γɸ��ӵ���״�����仯����(ͼ5(a))������YԪ�ص�Ħ������Ϊ4.89������Cu��NiԪ�صĺ����࣬��ԶС��Ԫ��Al��Ħ������21.65���������м��ɫ��������Ҫ��Mg��Al��Y��Ni��MnԪ�ع���(ͼ5(b))������AlԪ�ص�Ħ�������ߴ�36.71��������Զ����Y��NiԪ�أ���CuԪ�صĺ�����Ϊ0.81%��ĸ����ǥ��֮������ɢ�dz���֣����ɫ��״��֯��MgԪ�غ�����ȣ��Ұ�ɫ�İ���״��֯��MgԪ�صĺ���������½���Al��MnԪ�صĺ����������ߣ�Y��Ni��CuԪ�غ�����ͬ�̶Ƚ��ͣ��ɷֽӽ���Al6Mn�ͽ����仯������Mg�Ĺ�����(ͼ5(c))����ǥ����������������������(ͼ5(d))����b��c����ȣ��˴�CuԪ�صĺ����нϴ������ߣ� Mg��AlԪ�غ����仯���� Mn�� YԪ�غ��������½����������ڷǾ�̬�Ͻ�ɷֺ���֯��һ���ȣ���ǥ���¶��£������ۻ�����������չ��ͬʱ���ڻ������м��֮��Al��Mn��YԪ��Ũ�Ȳ��ܴ�����ڽ���ǰ��Ũ���ݶȵ���������ɢϵ�����������ܽ��Al��MnԪ�غͺ������۽��Y��CuԪ�طֱ�Ѹ������ɢ�ͻ�������ɢ���ڽ����������γ���һ��Al��Mn��Y��CuԪ�ظ���������
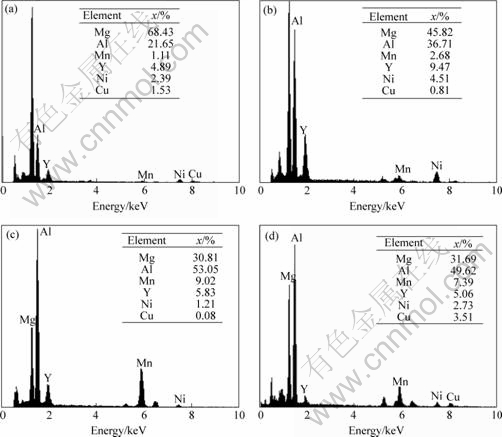
ͼ5 ������������
Fig.5 Quantitative analysis of brazing joint by EDS: (a) Spot a in Fig.4(c); (b) Spot b in Fig.4(c); (c) Spot c in Fig.4(c); (d) Spot d in Fig.4(c)
3 ����
1) �ڴ�����������ͭģ�������Ʊ��˺��Ϊ2 mm���ɷ�ΪMg65Cu22Ni3Y10(Ħ����������)�İ�״����Ǿ�̬�Ͻ�����������������֪���������IJ�Ϊ��ȫ�ķǾ�̬������ת���¶�(Tg)�������¶�(Tx)���۵�(Tm)�ֱ�Ϊ431.9��488.2��748.2 K��Լ������ת���¶�(Trg)Ϊ0.577��Mg65Cu22Ni3Y10�Ǿ�̬�Ͻ�������õ����ȶ��ԺͷǾ��γ�������
2) �����Ʊ��İ�״Mg65Cu22Ni3Y10�Ǿ�̬�Ͻ���ǥ�����¶�Ϊ420~540 �桢ѹ��Ϊ0.2 MPa������ʱ��Ϊ10 min�����º��ӵ�AM60B�Ͻ����������Ͻ��ܣ���δǥ�Ų�λ(����ն�)�����ס����ơ������ϵȺ���ȱ�ݣ����������5~40 ��m֮�䡣
3) �����ɿ�״�Ħ�-Mg��ʹ�ֱ�ڽ�����������״��֯��ɡ�
4) 500��520 �������º���ʱMgԪ��û�з������Ե���ɢ������540 ��ʱ���˴ӻ������м����ɢ������AlԪ���Ծ���Ϊ��·ͨ�����ܽⲢƫ�۵������С�YԪ�شֲַ��ں�������������ɢ�������У�MnԪ����������ƫ�ۣ�Cu��NiԪ���ش�ֱ���췽��ֲ��������ȣ�ֻ��������CuԪ��ƫ���ڽ�����������
REFERENCES
[1] ��ӭ��, ���ܿ�, ����ǿ. RE��Mg-8Zn-4Al-0.3Mn�Ͻ���֯��Ӱ��[J]. �й���ɫ����ѧ��, 2003, 13(6): 6-19.
WANG Ying-xin, GUAN Shao-kang, WANG Jian-qiang. Effects of RE on microstructures of Mg-8Zn-4Al-0.3 magnesium alloys[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(6): 6-19.
[2] Inoue A, Kohinata M, Tasi An-ping. Mg-Ni-La amorphous alloys with a wide supercooled liquid region[J]. Mater Trans JIM, 1989, 10: 378-381.
[3] Kim G G, Inoue A, Masumoto T. High mechanical strengths of Mg-Ni-Y and Mg-Cu-Y amorphous alloys with significant super cooledliquid region [J]. Mater Trans JIM, 1990, 11: 929-934.
[4] ��������־�٣����Žܣ��¡���. �Ǿ�̬���Ӳ��ϵ����Լ���Ӧ��[J]. ���ϵ���, 2004, 18(4): 17-26.
ZOU Jia-sheng, XU Zhi-rong, CHU Ya-jie, CHEN Guang. Characteristics and application of amorphous wedding materials[J]. Materials Review, 2004, 18(4): 17-26.
[5] Bolslein O, Schwarzman A, Rabinlcin A. Induction brazing of Ti-6Al-4V alloy with amorphous 25Ti-25Zr-50Cu brazing filler metal[J]. Mater Sci Eng A, 1996, 206(2): 14-23.
[6] �뼪��, ������, ���ҵ�. þ�ϽӼ������о���״��Ӧ��[J]. �й���ɫ����ѧ��, 2005, 15(2): 6-19.
FENG Ji-cai, WANG Ya-rong, ZHANG Zhong-dian. Status and expectation of research on welding of magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(2): 6-19.
[7] ���. þ������Ǿ��Ͻ���Ʊ��������о�[M]. ����: ����������ѧ������, 2005: 49.
YANG Chun-xiu. Study on the Fabrication and Property of Mg-based Bulk Amorphous[M]. Lanzhou: Lanzhou University Technology Press, 2005: 49.
[8] �����������. ����þ�Ͻ�����������չ[J]. �й�����װ���뼼��, 2001(6): 1-3.
SHEN Ze-ji, LI Bao-dong. Technical advancement in magnesium melting[J]. China Foundry Machinery & Technology, 2001(6): 1-3.
[9] �Ź��, �Ž�ѫ, �� ��, �ᡡ��, ��ʿԪ. Ԥ���м�����䳬���Ժ����¹��ռ����ͷ��֯[J]. ����ѧ��, 2003, 39(6): 655-660.
ZHANG Gui-feng, ZHANG Jian-xun, ZHANG Hua, PEI Yi, WANG Shi-yuan. A new process of transformation superplastic bonding with interlayer and its joint microstructure[J]. Acta Metallurgica Sinica, 2003, 39(6): 655-660.
[10] �Ź��, �Ž�ѫ, �� ��, ţ����.�����-��ɢǥ��(T/DB)���¹��ռ����ͷ������ò[J]. �ȼӹ�����, 2004(6): 39-42.
ZHANG Gui-feng, ZHANG Jian-xun, PEI Yi, NIU Jing. New bonding process of transformation/diffusion brazing and the interfacial morphology in its joints[J]. Hot Working Technology, 2004(6): 39-42.
[11] ����. ��������ԭ���빤��[M]. ������: ��������ҵ��ѧ������, 2005: 276-279.
ZOU Jia-sheng. Material Joining and Welding Principle and Technology[M]. Harbin: Harbin Institute of Technology Press, 2005: 276-279. (in Chinese)
[12] Takeuchi A, Inoue A. Classification of bulk metallic glasses by atomic size difference, heat of mixing and period of constituent elements and its application to characterization of the main alloying element[J]. Materials Transactions, 2005, 46(12): 2817-2829.
[13] Inoue A. Slowly-cooled bulk amorphous alloys [J]. Mater Sci Forum, 1995, 179-181: 691-700.
[14] Turnbull D. Under what conditions can a glass be formed [J]. Contemporary Physics, 1969, 10: 473-488.
[15] Shirzadi A A, Wallach E R. Analytical modeling of transient liquid phase (TLP) diffusion bonding when a temperature gradient is imposed[J]. Acta Materialia, 1999, 47(13): 3551- 3560.
[16] Takahashi Y, Morimoto K, Inoue K. Numerical analysis of liquid solid interface migration during transient liquid phase bonding[J]. Transaction of JWRI, 2001, 30(Special Issue): 535-541.
[17] �Ź�棬�Ž�ѫ����ʿԪ�������. ˲��Һ����ɢ����ǥ����Ҫ�ص�֮��ͬ[J]. ����ѧ��, 2002, 23(12): 92-96.
ZHANG Gui-feng, ZHANG Jian-xun, WANG Shi-yuan, QIU Feng-xiang. Similarities and differences in main characteristics between transient liquid phase bonding and brazing process[J]. Transactions of the China Welding Institution, 2002, 23(12): 92-96.
[18] ���巼, ����ɽ, �� ǿ, ������, ���ѽ�. TiAl���Ͻ�ķǾ�ǥ��[J]. ����ѧ��, 2004, 25(2): 111-114.
WANG Yan-fang, WANG Cun-shan, GAO Qiang, HUO Shu-bin, WANG Jia-jie. Brazing of a TiAl-based alloy with Zr65Al7.5Cu27.5 amorphous ribbon[J]. Transactions of the China Welding Institution, 2004, 25(2): 111-114.
[19] Lee S J, Wu S K, Lin R Y. Infrared joining of TiAl intermetallics using Ti-15Cu-15Ni foil-the microstructural evolution at high temperature[J]. Acta Materialia, 1998, 46(4): 1297-1305.
�ո����ڣ�2006-06-13�������ڣ�2006-09-30
ͨѶ���ߣ�˾�˳������ڣ��绰��0511-8780882��E-mail: snc@ujs.edu.cn
(�༭��������)
[1] ��ӭ��, ���ܿ�, ����ǿ. RE��Mg-8Zn-4Al-0.3Mn�Ͻ���֯��Ӱ��[J]. �й���ɫ����ѧ��, 2003, 13(6): 6-19.
[4] ��������־�٣����Žܣ��¡���. �Ǿ�̬���Ӳ��ϵ����Լ���Ӧ��[J]. ���ϵ���, 2004, 18(4): 17-26.
[6] �뼪��, ������, ���ҵ�. þ�ϽӼ������о���״��Ӧ��[J]. �й���ɫ����ѧ��, 2005, 15(2): 6-19.
[7] ���. þ������Ǿ��Ͻ���Ʊ��������о�[M]. ����: ����������ѧ������, 2005: 49.
[8] �����������. ����þ�Ͻ�����������չ[J]. �й�����װ���뼼��, 2001(6): 1-3.
[10] �Ź��, �Ž�ѫ, �� ��, ţ����.�����-��ɢǥ��(T/DB)���¹��ռ����ͷ������ò[J]. �ȼӹ�����, 2004(6): 39-42.
[11] ����. ��������ԭ���빤��[M]. ������: ��������ҵ��ѧ������, 2005: 276-279.
[13] Inoue A. Slowly-cooled bulk amorphous alloys [J]. Mater Sci Forum, 1995, 179-181: 691-700.
[17] �Ź�棬�Ž�ѫ����ʿԪ�������. ˲��Һ����ɢ����ǥ����Ҫ�ص�֮��ͬ[J]. ����ѧ��, 2002, 23(12): 92-96.
[18] ���巼, ����ɽ, �� ǿ, ������, ���ѽ�. TiAl���Ͻ�ķǾ�ǥ��[J]. ����ѧ��, 2004, 25(2): 111-114.
