
Article ID: 1003-6326(2005)05-1081-04
Double-sided gas tungsten arc welding process on TC4 titanium alloy
GAO Hong-ming(�ߺ���), BAI Yan(�� ��), YANG Tian-dong(���춫)
(State Key Laboratory of Advanced Welding Production Technology, Harbin Institute of Technology, Harbin 150001, China)
Abstract:
TC4 titanium alloy was welded by double-sided gas tungsten arc welding(GTAW) process in comparison with conventional GTAW process, the microstructure and mechanical performance of weld were also studied. The results indicate that double-sided GTAW is superior over regular single-sided GTAW on the aspects of increasing penetration, reducing welding deformation and improving welding efficiency. Good weld joint was obtained, which can reach 96.14% tensile strength and 70.85% elongation percentage of the base metal. The grains in heat-affected zone(HAZ) are thin and equiaxed and the degree of grain coarsening increases as one moves to the weld center line, and the interior of grains are �� and ���� structures. The coarse columned and equiaxed grains, which interlace martensitic structures ���� and acicular �� structures, are observed in weld zone. The fracture mode is ductile fracture.
Key words:
double-sided arc welding; gas tungsten arc welding; TC4 titanium alloy; microstructure CLC number: TG403;
Document code: A
1 INTRODUCTION
Titanium alloy is an important structural metal developed in 1950s. Because of its high strength-to-mass ratio, good corrosion resistance and other excellent properties, it has been paid more and more attention to in the aerospace and aviation industry[1]. For its poor heat conductivity, wide welding seam heat-affected zone(HAZ) and coarse grains are often obtained during conventional arc welding process, which directly lead to poor joint mechanical properties, especially for the thicker plates, so the heat input must be controlled[2-5]. Double-sided arc welding(DSAW), firstly invented and studied by ZHANG of Kentucky University(USA) in 1998, is a highly efficient welding process, which can enhance the welding productivity without increasing costs and obtain deeper penetration with low heat input[6-11].
6061 aluminum alloy weldments were welded with DSAW process by Zhang and satisfactory microstructures and mechanical properties were obtained[12, 13]. PAN in Wuhan University had an in-depth study on the solidification microstructural characteristics of double-sided arc welding process on 304 austenitic stainless steels[14]. The feasibility of applying double-sided GTAW process on TC4 titanium alloy is studied in this paper. And then the mechanical properties and microstructure during DSAW process are also presented.
2 EXPERIMENTAL
An experimental system shown in Fig.1 was developed to verify the proposed double-sided GTAW process. Two DC welding power supplies were used, and electrical connections between workpiece and power supplies allowed the welding current to complete two separate loops. Two GTAW torches were placed on both sides of workpiece and kept coaxial.
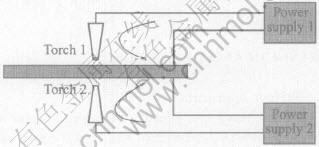
Fig.1 Schematic diagram of experimental setup
The base material is TC4 titanium alloy, whose chemical composition is listed in Table 1. The workpiece dimension was 120mm��60mm��4.35mm. The workpiece was firstly ground by using stainless steel brush and sandpaper to remove the oxide film, and then cleaned with acetone to remove the organism such as oily soil[15]. It is difficult for titanium alloys to be welded because they are extremely chemically reactive at high temperature[16]. During welding, titanium alloys absorb large amount of oxygen(O), hydrogen(H), and nitrogen(N) from the atmosphere. In order to prevent the weld zone and HAZ from being oxidized, big pore-sized nozzles and shielding hoods were designed. Table 2 lists the welding parameters in the experiments.
Table 1 Chemical composition of titanium alloy TC4 (mass fraction, %)

Table 2 Welding parameters
The tensile tests were carried out on the INSTRON Series IX auto-material test machine at a crosshead speed of 1mm/min. The microstructure photos of fracture belt were taken by scanning electron microscope(SEM). The test pieces with better mechanical performance were cut in the cross section direction, and then ground with fine-sandpaper, polished with emery polishing powder, and eroded with etching solution(V(HF)��V(HCL)��V(HNO3)��V(H2O)=1��1.5��2.5��95). The microstructures of welding joints were observed with optical microscope.
3 RESULTS AND DISCUSSION
3.1 Surface appearance of welds
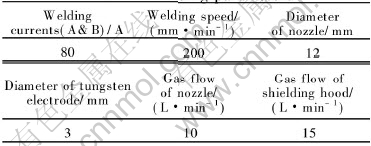
Fig.2 shows the photos of weld surface appearance when the current of the two torches is 80A. The surface of weld is smooth and uniform, the weld zone and HAZ are well protected and no defects of deformation, gas cavities and cracks are found.
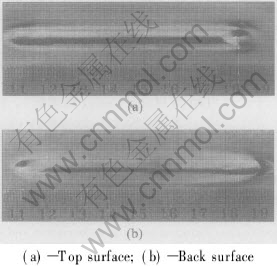
Fig.2 Photos of welded test piece
Fig.3 Weld macrographs of cross section
3.2 Macrostructure and microstructure of welds
Fig.3 shows the weld macrographs of cross section in single-sided GTAW and double-sided GTAW process with the same welding parameters. As we can see in Fig.3(a), the top and back fusion-zone mix together, the weld is full penetrated and the width of the weld is 6.8mm. While the penetration of the test piece in Fig.3(b) reaches 1/3 of the plate, in order to get full penetrated joint with conventional GTAW process, 275A of the welding current is necessary but the width is 15.6mm. Double-sided GTAW is superior over regular single side GTAW on the aspects of increasing penetration, reducing heat input and saving energy.
Fig.4(a) shows the microstructure of the base metal. The equiaxed ��+�� phases are observed at the matrix in Fig.4(a), in which the bright parts are the �� phase and the dark parts among the grains are transition �� phase. As we can see in Fig.4(b) and Fig.4(c), the structures in HAZ have obviously changed and the grains are fine for growing into equiaxed grains during the thermal cycles involving rapid heating and cooling. The degree of grain coarsening increases as one moves to the middle of weld, and the interior of grains are �� and ���� phases. The coarse columned and equiaxed grains, which interlace martensitic structures ���� and a small amount of acicular �� structures, are observed in weld zone(see Fig.4(d)).
3.3 Tensile strength test
The tensile strength tests were done with the base metal and weld, and the experimental data are listed in Table 3. The joint can reach 96.14% tensile strength and 70.85% elongation of the base metal. Fig.5 shows that the irregular fracture is of shear appearance, and the test piece fractures in the middle of the weld.
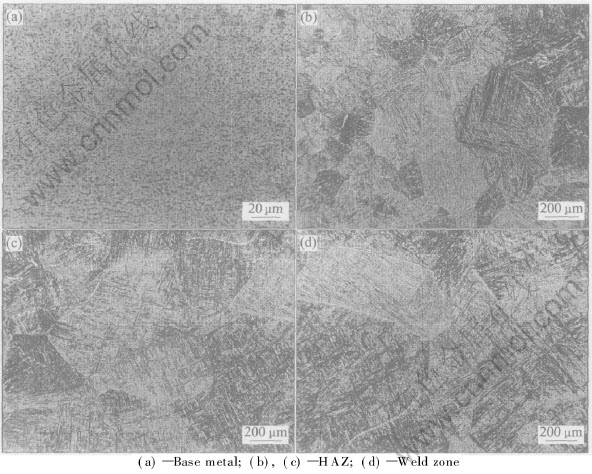
Fig.4 Microstructures of titanium alloy DSAW joint
Table 3 Experimental data of elongation test in base metal and weld


Fig.5 Photos of fractured test piece
Dimples and polygonal contours are observed in fracture photos taken by SEM. As we can see in Fig.6(a), uneven distribution of dimples with clear overlaying tear ridges, and the cavities below dimples are also observed. And the large size dimples are surrounded with some exiguous ones. Figs.6(b) and (c) show the latticed structures on the contour faces of grains which may be brittle compounds produced by titanium alloy absorbing a small amount of harmful elements during welding, such as hydrogen and oxygen. The coarse columned grains in the fusion zone are rapidly formed, which leads to the harmful elements concentrating on the grain boundaries, reduces the binding force of grain boundary and resisting force of fracture of titanium alloy. Fig.6 shows that the fracture mode of the titanium alloy weld joint is of ductile and brittle fracture characteristic because of the dimples and contour faces of grains. However, the dimples are the main appearances, therefore the fracture mode is ductile fracture.
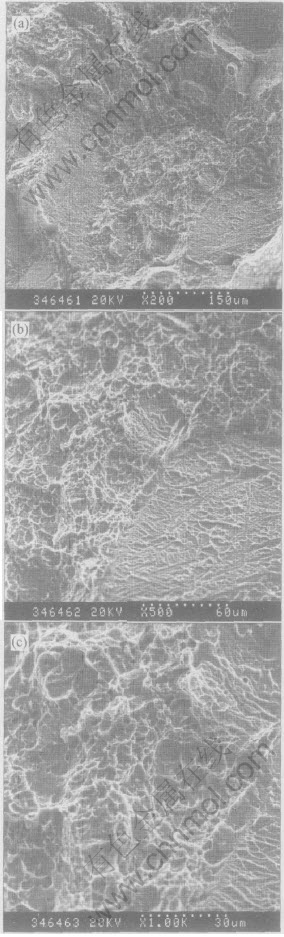
Fig.6 SEM photos of fracture of tensile samples
4 CONCLUSIONS
1) The TC4 titanium alloy can be successfully welded by double-sided GTAW process at appropriate welding parameters. The welded joint has good surface appearance without obvious deformation and defects of cracks and gas cavities.
2) The double-sided GTAW process is superior over the regular single side GTAW process on the aspects of low heat input, decreasing the width and deformation of welds and refining grains.
3) The grains in HAZ are thin and equiaxed and the degree of grain coarsening increases as one moves to the weld center line, and the interior of grains are �� and ���� structures. The coarse columned and equiaxed grains, which interlace martensitic [CM(22]structures ���� and acicular �� structures, are ob-[CM)]served in weld zone.
4) The joint can reach 96.14% tensile strength and 70.85% elongation of the base metal. The fracture mode is ductile fracture.
REFERENCES
[1]ZHANG Bao-chang. Nonferrous Materials and Heat Processing [M]. Xi'an: Northwestern Polytechnical University Press, 1993. 88-89.(in Chinese)
[2]LI Jiang-guo. Present situation and future of welding machinery in dietary [J]. China Welding, 1994, 3(2): 44-47.
[3]McGaughy T. Two new technologies may increase pipe production and reduce cost [J]. Welding Journal, 2000, 70(8): 65-66.
[4]Zhang Y M, Zhang S B. Sensing and control of double-sided arc welding process [J]. Welding Journal, 2002, 124(3): 695-701.
[5]Zhang Y M, Zhang S B. Double-sided arc welding increases weld joint penetration [J]. Welding Journal, 1998, 77(6): 57-61.
[6]Zhang Y M, Zhang S B, Jing M. Keyhole double-sided arc welding process [J]. Welding Research, 2002, 81(11): 249-255.
[7]Zhang Y M, Zhang S B. Method of Arc Welding Using Dual Serial Opposed Torches[P]. US 5990446, 1999.
[8]XU He-shui. A new two-man timing vertical welding technology [J]. Welding Technology, 1997, (1): 29-30.
[9]Serenko N, Pivtorak N I. Temperature fields in two arc welding with programmed conditions [J]. Welding International, 1993, 7(10): 802-804.
[10]Serenko N, Skzhipchik A. Special features of the process of two-arc welding with programming of welding conditions [J]. Welding International, 1993, 7(5): 390-392.
[11]GAO Hong-ming. Research on the Mechanism of Double-sided Arc Welding Process and the Numerical Simulation of Temperature and Fluid Flow Fields [D]. Harbin: Harbin Institute of Technology, 2001.(in Chinese)
[12]Zhang Y M, Zhang S B. Welding aluminum alloy 6061 with the opposing dual-torch GTAW process [J]. Welding Journal, 1999, 78(6): 202-206.
[13]ZHANG Y M, PAN C. Improved microstructure and properties of 6061 aluminum alloy weldments using a double-sided arc welding process [J]. Metall and Mater, 2000, 31A: 2537-2543.
[14]PAN Chun-xu. Solidification microstructural characteristics of double-sided arc welding process[J]. Acta Metallurgica Sinica, 2002, 38(4): 427-432.(in Chinese)
[15]ZHAO Tie-dong. Study on the Mechanism and Phenomenon of Titanium Alloys A-Tig Welding [D]. Harbin: Harbin Institute of Technology, 2002.(in Chinese)
[16]SI Chong-Yao. Welding Manuals (Volume 2) [M]. Beijing: China Machine Press, 1992. 537-540.(in Chinese)
Foundation item: Project(03ZS6103) supported by the Key Laboratory of Precision Hot-Forming for National Defense Science and Technology Foundation
Received date: 2004-12-22; Accepted date: 2005-04-04
Correspondence: GAO Hong-ming, Associate professor; Tel: +86-451-86415537; E-mail: gaohm@hit.edu.cn
