
�й���ɫ����ѧ�� 2004,(08),1377-1381 DOI:10.19476/j.ysxb.1004.0609.2004.08.021
�տ���ĭ�������Ʊ����������ݵ��γ����ݻ�
������ѧ������ұ��ѧԺ,������ѧ������ұ��ѧԺ,������ѧ������ұ��ѧԺ,������ѧ������ұ��ѧԺ,������ѧ������ұ��ѧԺ ����110004 ,����110004 ,����110004 ,����110004 ,����110004
ժ Ҫ��
������ֱ�ӷ��ݷ��Ʊ��տ���ĭ����ʵ��Ϊ����, ͨ����ò�ͬʵ��ε���ĭ����Ʒ, �Լ���ʵ����Ʒ����������й۲�ͷ���, �����������巢�ݷ�������ĭ��������TiH2���������ķֽ����, ԭʼ���ݵ��γɷ�ʽ�Լ����������ݺ�δ�ֽ�TiH2�Ĵ���״̬;���������ݽ�һ�������ԭ���δ�ֽ��TiH2����ͷ�����;���������ݵĺϲ������ݲ���γɡ��������:δ�ֽ��TiH2����ճ�����������γɵĽ�С���ݱ���, ����/Һ�������;�ں��·��ݹ��������ݱ�����������δ�ֽ��TiH2������һ���ֽⲢ���������ͷ�����, ʹ���ݳ���;�������ݱ��ϵ�TiH2�ֲ�Ũ�Ƚϸ߲������ͷ�����, �������ݱ����Ѽ����ݼ�ĺϲ���
�ؼ��ʣ�
��ͼ����ţ� TB383
�ո����ڣ�2003-12-02
Formation and evolution of bubble in fabricating closed-cell aluminum foam
Abstract��
The closed-cell aluminum foam was fabricated by direct foaming in melt. Through sampling aluminum foam in different stages the cross-section of them were observed and analyzed. It was explained how TiH2 was decomposed after entered into the melt, how initial bubbles were formed and what was the state that generated bubbles and undecomposed TiH2 lay in. The reason that why bubbles grew and how the gas was released from undecomposed TiH2 were stated. The merging of bubbles and formation of bubble-free layer were also described. The results show that the particles of undecomposed TiH2 adhere to the surface of small bubbles formed in the melt, that is on the surface of gas/liquid phase. During foaming of constant temperature, the particles of undecomposed TiH2 adhering to cell wall decompose and release gas into bubbles and make them grown up. If the local concentration of TiH2 of adjacent cell wall is high and it releases gas intensively, fracture of cell wall and merging of bubbles will be generated.
Keyword��
aluminum foam; closed cell; foaming in melt; bubble;
Received�� 2003-12-02
��ĭ����һ�����͵Ľṹ�����Բ���, �������������ֶ����� �����տ���ĭ���ķ�����Ҫ��: ���ݷ�
�������߲������巢�ݷ��Ʊ��տ�����ĭ������, ʵ����̰����������Ͻ���ۻ��� ������ճ�� �����ϡ� ���·��ݺ���ȴ���͡� �����ʵ����̼���������: ��ȡ1 kg����Ͻ�, �����������ۻ�, �������¶�������800��900 ��ʱ, ����3% (��������, ��ͬ) �Ľ�����; ����ճ������彵����700 ������, ����ʼ���ٽ���, �����屻����������, �������м���1.5%��TiH2��ĩ (����Ϊ50 ��m) ; ������ɺ�����弴���к��·��ݺ���ȴ�� Ϊ�˹۲����ݵ��γɺͱ仯��ʽ, ��ʵ���������ʱ������Ҫȡ��һ�������ķ�������, ���䲢�и�, �Ա�ȽϷ�����
1 ���ݵIJ���
���巢�ݷ���һ��������Դ�ķ��ݹ���
TiH2�ķֽ��ʡ��¶����߱���, �¶�Ϊ680 ��ʱ�ķֽ��ʴﵽ35%�� ����TiH2�ļ����¶Ƚӽ�����¶�, ��TiH2���������һ���ֱ�����Դ��TiH2����������ֽ�, �γɱ�������; ��һ���ֱ�����Խϴ��TiH2�����������������ڲ�, ��Ѹ�ٷֽ������������������������͡� ���ڸ��ٽ����������, �������γɵĽϴ������ǻ�����轰����, һ�����������������ų�, ����ȼ��; ��һ�����Ա���������ŵ��������Խ�С��������ʽ����, ������������ȷֲ��������С� ͼ2��ʾΪ�����γɳ���, ��ĭ�����屻�и���������ɨ���� (ScanMaker 4700��ɨ����; ͼ������: RGBɫ��; �ֱ���: 600; ���ű�: 50%, ��ͬ) �� ��ͼ2���Կ���, ��ʼʱ���ɵ����������С��ϡ�� (2 (a) ) ; ������ݱ�� (2 (b) ) ; ��������������������ҷֲ�������� (2 (c) ) ��
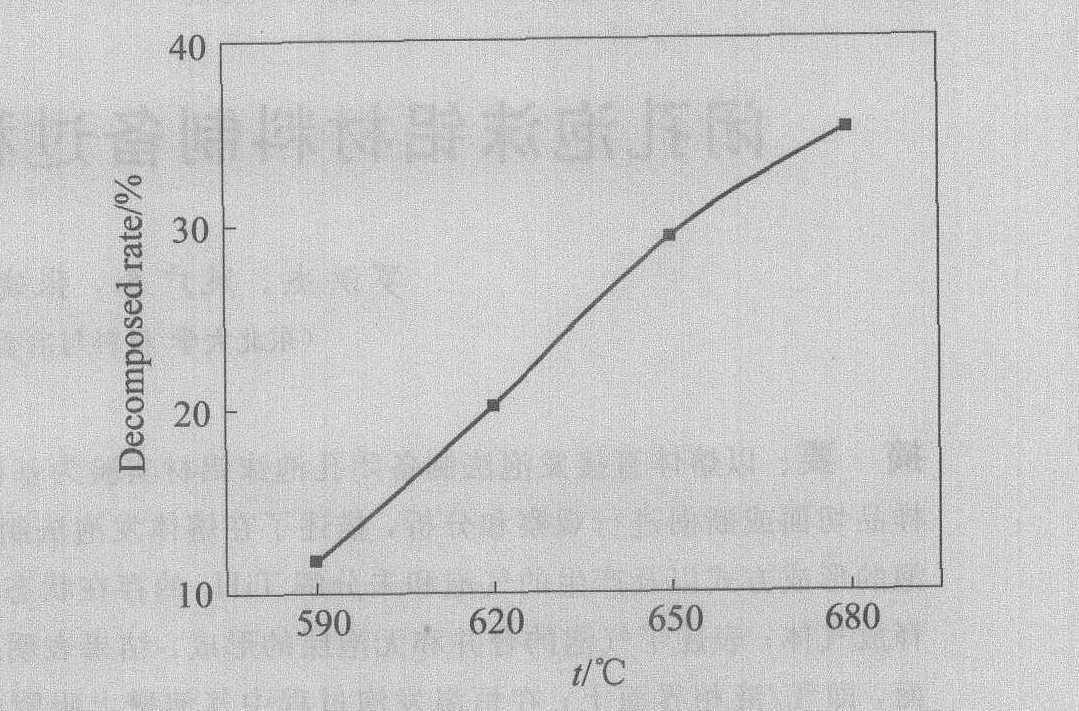
ͼ1 TiH2�ֽ��ʡ��¶�����
Fig.1 Decomposed rate��temperature curve of TiH2
�����п����Ĵ���״̬����˹�п�˹��ʽ��������:
u0=d2 (��s-��) g/18�� (1)
ʽ�� u0Ϊ����������˶��ٶ�; dΪ���������ƽ��ֱ��; ��sΪ����������ܶ�; ��Ϊ������ܶ�; gΪ�������ٶ�; ��Ϊ�����ճ�ȡ�
TiH2�������ܶ�Ϊ3. 912 g/cm3, Al-Si�Ͻ���ܶ�Ϊ2.65 g/cm3, ����֮������ܶȲ�, ������δ�ֽ��TiH2�������½������ơ� ��ʵ���в��õ�TiH2����Ϊ50 ��m, ������Ӹƺ�ճ��ֵ����, ����TiH2���½��ٶȺ�С��
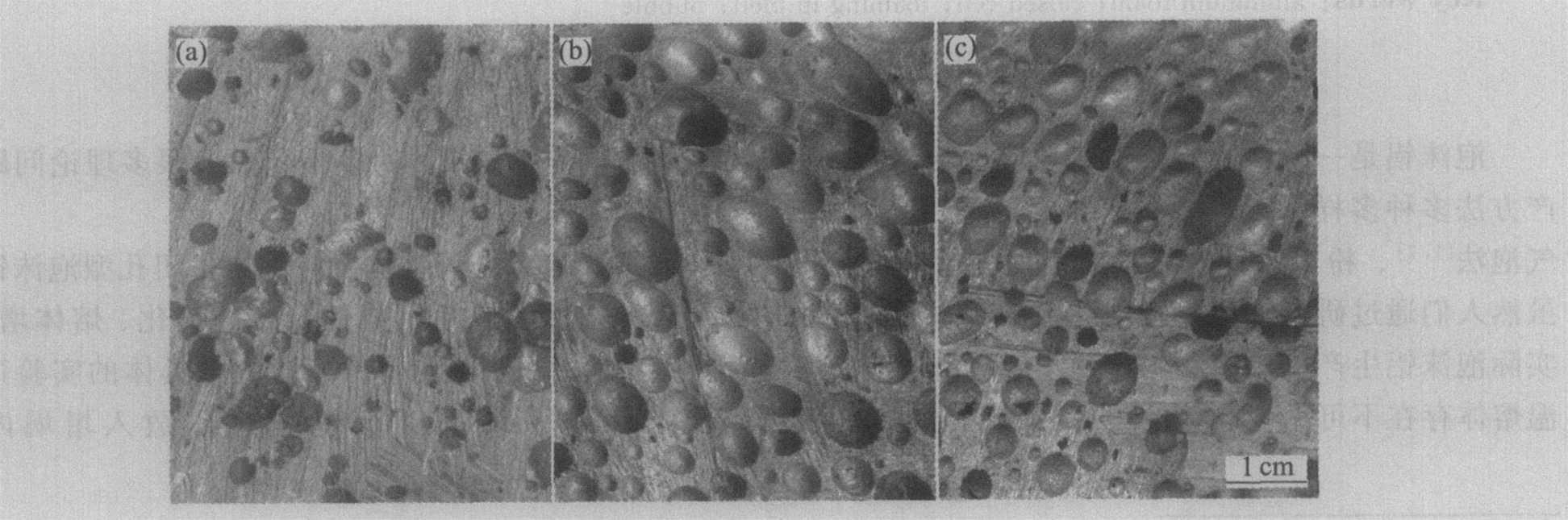
ͼ2 �����γɳ��ڵ���ĭ��
Fig.2 Bubbles in initial foam
(a) ��Initial formation; (b) ��After growth; (c) ��After stir
�Դ���Һ669 ��ʱ��ճ�� (��=1.160 3 MPa��S) Ϊ��������, TiH2����ֱ��d=0.05 mm, ��
u0=1.5��10-9 mm/s
ʵ����, �Ӹƺ������Ͻ�Һ��TiH2�ij����ٶȱ�u0=1.5��10-9 mm/s��ҪС; ͬʱ, ��ǿ������������, TiH2���Ա��ֳ�����Ϊ, �������������������������ȷ�ɢ������
˹�п�˹��ʽͬ��Ҳ���Խ������������ݵ��˶���ʽ�� TiH2�ֽ����������ֱ����TiH2����ֱ��Ҫ��ö�, ����������˵, ���ܶ���ҪС�ö�, ��������ϸ����ٶȽϴ�; ����, ֱ��Խ��������ϸ����ٶ�Խ�졣 ��ʱ, ���ٽ���������ǻ���ֱ���������, �����ɵ�С������ɢ��, ���Ͳ�����С���ݵ��ϸ�, ʹС���������������ȷֲ���
������δ�ֽ��TiH2�����ɵ����ݶ��нϴ�ıȱ����, ���ݵı��������ڼ�С�Ĺ����в�������������, ʹ�ô�����TiH2������ճ�������ݱ��� (��/Һ�����) �� �����������ö�TiH2���³������ݵ��ϸ����к�����, �����������������е��ȶ��ԡ� ͬʱ, ������Һ��TiH2����ֻ�в�����ʪ����, ����, ճ������/Һ������ϵ�TiH2����һ���ֱ���Һ������, ��һ������ͨ����/Һ�����쵽����һ�ࡣ ͼ3��ʾΪ��������TiH2����ʾ��ͼ, ͼ������1��ʾ��Һ, 2��ʾ����, 3��ʾTiH2������ ����, �ӽ��������ĽǶȶ�ͼ3�Ľ�����: �����ܱ����������������Ǵ�������״̬, �����ϵ�TiH2�����������������һ����������������, �������ͱ�������, ʹ�����ܼ�С��

ͼ3 ��������TiH2����ʾ��ͼ
Fig.3 Sketch of TiH2 particles adhering to a bubble
1��Liquid Al;2��Bubble;3��TiH2particle
2 ���ݵ�����
���ݵ�������Ҫ�ں��·��ݺ���ȴ���ͽ���ɡ� ʵ���в��õ��Ǹ��ٽ���, ���������ֱ����¯�ں��·���, �ӽ����Ͻ��������·��ݵ�ʱ�����̡ܶ� �ڽ�����ȵ�������, �����ڵ�TiH2������Ҫճ�������ݱ�����, �������� Һ�� ��3��ﵽһ�ֶ�̬ƽ�⡣ �;�����Һ��h���ij�����ݶ���, �������������ܵ�ѹ��p��
p��=p0+P��+ps
=p0+��gh+2��/r
ʽ�� p0Ϊ����ѹ��; p��Ϊ����ʩ���������ϵľ�ѹ��; psΪ���ݵĸ���ѹ��; ��Ϊ�����ܶ�; gΪ�������ٶ�; ��Ϊ���ݵı�������; rΪ���ݰ뾶��
������ʽָ���������ܵ�ѹ��Ϊ����ѹ���� ���徲ѹ������ѹ��3��֮��, ���д���ѹ����һ����, �������ܵľ�ѹ����Ȼ�������������е�λ���й�, ����ѹ����������������ò���, ��˶����ݳ�������Ҫ���õ��Ǹ���ѹ���� �븽��ѹ���йص����ص��б�����������һ����, �������ݵİ뾶�����Ͼ����������ܷ�������� ��ͼ3����֪��, �����ϵ�TiH2�ͷ������;����2��, ���������ͷŻ�����Һ���ͷš� �����Һ���ͷ�, �ų���������Ҫ��Һ���������ٴ��γ�����, ��Ҫ�˷��ĸ���ѹ��ʮ�־� (���ݰ뾶������0) ��
��99.9%Al�ڿ���������660 ���µ����ۼ���Ϊ��, �����������Һ���ܶ�Ϊ2.45 g/cm3, ��������Ϊ0.91 N/m, �������Һ����h=5 cm�����һ���뾶Ϊ1��10-5��������, ������������˷���ѹ��, ����������������ѹ��p��Ϊ1.806 7��107 Pa��
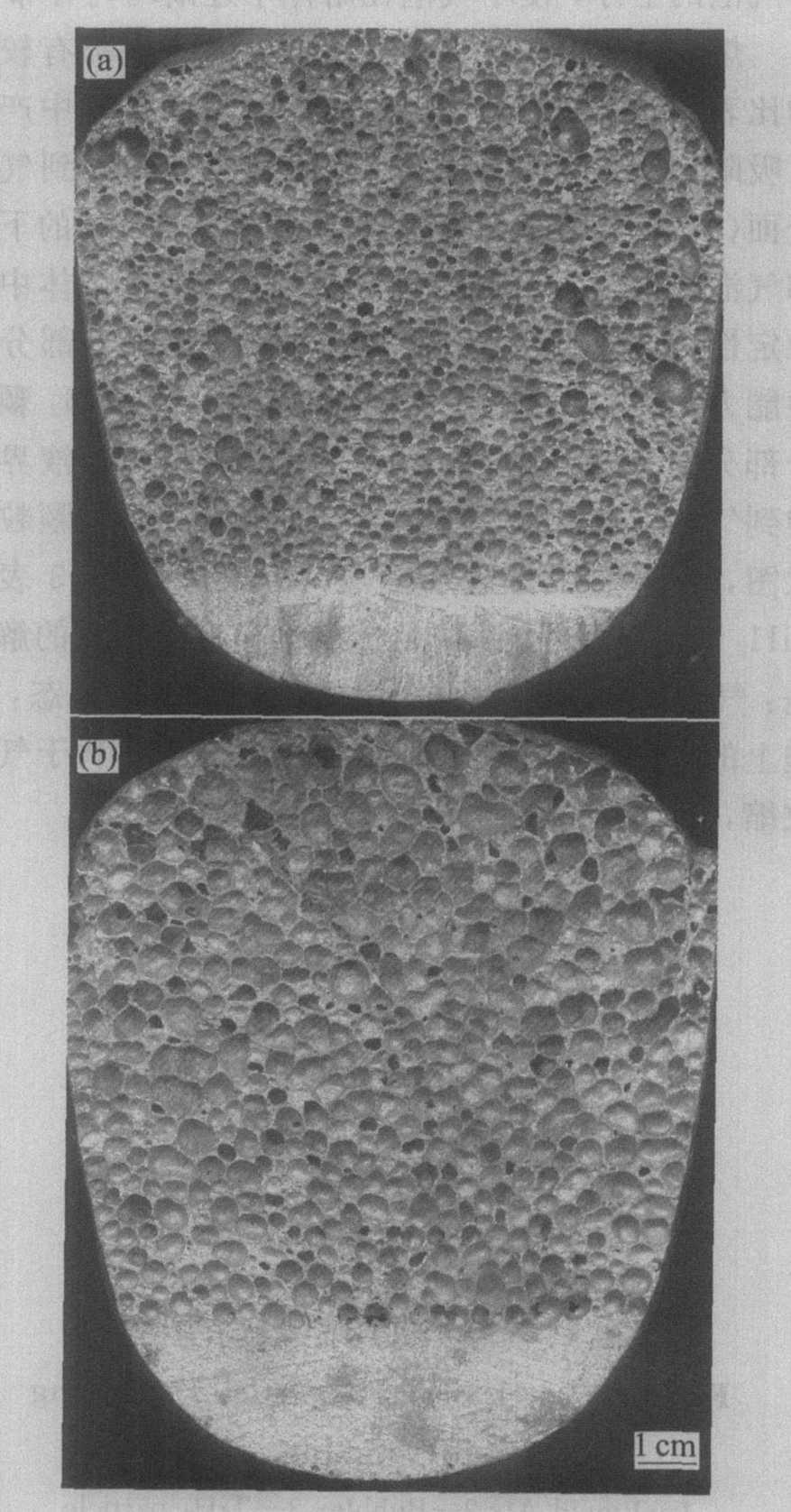
�Ӹƺ�Al-Si�Ͻ������ճ������, ����������ȴ����ı���������, ����, ����������Ҫ�˷��ĸ���ѹ��Ҫ�ȴ���ѹ���뾲ѹ���ĺʹ��ϰٱ��� ����, TiH2ֻ�������� (�����ڲ�) �ͷ�����, �Ӷ�ʹԭ�е����ݽ�һ������ ���, �����巢�ݷ�����, �ں��·����ڼ��ٴ��γ��µ����ݽ��Ƿdz����ѵġ� ��������ϵ�TiH2�����ֲ�����, �ͷ����������һ��, ��ô���·����ڼ���������������, С�����������ͺ�, �������ı���Ӧ���ӽ�һ�¡� ����, �����������ݷֲ�����, ��С����, ��TiH2�������ϵķֲ�Ҳ�ȽϾ���, ���õ�����ĭ���Ӧ���Ǿ���һ�µġ� ͼ4��ʾΪ���·��ݺ�õ�����ĭ��������ɨ��ͼ, ͼ�� (a) , (b) ��ĭ��İ���ֱ����һ��, ��ĭ����ܶ�Ҳ����ͬ��
3���ݵĺϲ������ݲ���γ�
���ݳ����ϸ�����ѹ���ݱ���Χ������, ʹ����������������������, ���γ���ν����Һ���� �����������һ����ճ��, �������ݵı��������ϴ�, ���ݱھ���һ����ǿ��, ������Һ���̲�����ʹ���������ƻ��� �������ݵij�����Һ�Ľ���, ���ݱڱ��Խ��Խ��, ��������������֮��Ľ��紦�γɹ��õ�Ĥ�ڡ� ��TiH2�ֲ��������Ȼ����ž�, ���ֲ�Ĥ�ڵ�TiH2�����϶�ʱ, ���еı�ըʽ�ͷ������ʹ�ⲿ��Ĥ������, ������ݼ�ĺϲ���
���ڴ��ڱ�������������, �ֲ���ͨ�����ݲ�����ά�����е���״, ������ɳ������ݻ���Բ�����ݡ� ͼ5��ʾΪ�������ݼ乲��Ĥ�� (����) �����ɨ��羵�� (SEM) , ͼ�м䲿λ�ĻҺ�ɫ����������Ϊ�����γɵĹ���Ĥ��, ���Ȼ��DZȽϾ��ȵġ�

ͼ4 ���ݺ��γɵ���ĭ��
Fig.4 Bubbles after foaming
(a) ��Small size cell; (b) ��Big size cell

ͼ5 ���ð��ڶ���ɨ��羵��
Fig.5 SEM micrograph of face between hollow cells
��Һ�����ս�����������ײ��γ����ݲ㡣 ����Һ������, ���������е�TiH2�����Ա��������Ѿ���������ݱں�������������ݱ���, ��û���������������������ײ��ۼ��� �����������������¶ȸ������ٶȻ�����Щ����, �����γɵ���ĭ����Ӧ�ø��Ӿ��ȡ� �����ܵ�����ɨ��羵�������ȵ����� (���Ϊ1%) , ����Ϊ�����TiH2������ (1.5%) , ���������� (EDX) �в���֤��������ĭ���еĴ��ڲ�λ�� ͼ6��ʾΪ�������ݲ����ĭ��ɨ����, ͼ�� (a) �� (b) ��ĭ������ݲ��Ȳ�ͬ, ����ʵ��������ѡ���йء�
ͼ6 �������ݲ����ĭ��
Fig.6 Foam with bubble-free layer
(a) ��Thin bubble-free layer; (b) ��Thick bubble-free layer
4 ����
1) �տ���ĭ���γ�֮�����ݵIJ���, �����ڽ��������б�����Խϴ��TiH2����Ѹ�ٷֽ�, �γɵĽϴ������ǻ���ϱ�ǿ������������, ���Խ�С��������ʽ���ȷֲ��������еĽ���� δ�ֽ��TiH2����ճ�������ݱ���, ����/Һ������ϡ�
2) �����������֮���еĺ��·��ݹ�����, ���ݱ�����������δ�ֽ��TiH2�����ֽ��������������Ѿ��γɵ�������, ������һ���ͷ�, ʹ���ݵ��Գ���
3) ���������ݱ��ϵľֲ�TiH2����Ũ�Ƚϸ�ʱ, �伯���ͷ����彫�������ݱ� (Ĥ��) ����, ����������ݵĺϲ���
�����
